Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
İSK SÜRECİ Yetenek oluşturma
1. Kalite karakteristiğinin belirlenmesi 2. Veri toplama 3. Ölçüm sisteminin yeterlilik analizi 4. Süreç ve makine yeterliliğinin analizi Yeteneği koruma 5. Kontrol grafiklerinin oluşturulması

2
İSK Süreci Yetenek Oluşturma Fazı
İzlenecek Kalite Karakteristiğinin Belirlenmesi Veri Toplama Ölçüm Sistemi Yeterlilik Analizi Yeterli mi? H E Veri Toplama Normal Mi? H Süreci Normalleştir E Süreç / Makine Yeterlilik Analizi Yeterli mi? H Sistemi Gözden Geçir / İyileştir E İSK Süreci Yetenek Koruma Fazı Kontrol Grafiklerinin Oluşturulması

3
Kalite Karakteristiği
İç gövde üzerinde referans noktası olarak kabul edilen K11 ve K12 noktalarının, alt traversin merkezine olan uzaklığı (mm) Aracın 100 km.’ye çıkış süresi (sn) Buzdolabının max. soğutma seviyesi (C°) Bir yüzeyin parlaklığı Bir üründeki kusur sayısı
 Aracın 100 km.’ye çıkış süresi (sn) Buzdolabının max. soğutma seviyesi (C°) Bir yüzeyin parlaklığı. Bir üründeki kusur sayısı.")
4
Ölçüm Sistem Analizi (Gage R&R Analizi)
Gerçek süreç değişkenliğini ortaya çıkarmak için ölçüm sisteminden kaynaklanan değişkenlik öncelikle tanımlanmalı ve sistemin değişkenliğinden ayrıştırılmalıdır. Amaç, ihtiyaçlara uygun olan bir ölçüm sistemi geliştirmektir.

5
Ölçüm Sistem Analizi (Gage R&R Analizi)
Toplam Değişkenlik = Süreç Değişkenliği + Ölçüm Değişkenliği Ölçüm Değişkenliği < Süreç Değişkenliği olmalıdır.

6
Bir ölçüm sistemi Ölçüm cihazlarını, Ölçüm yapan operatörleri,
Ölçüm ortamını, Ölçüm prosedürlerini ve Ölçüm için yardımcı ekipmanları içerir.

7
Değişkenlik azsa tekrarlanabilirlik iyidir.
Bir operatörün aynı ölçüm cihazıyla aldığı ölçümlerle ilgili tutarsızlık Tekrarlanabilirlik Aynı parçanın aynı karakteristiğinin bir ölçüm cihazı kullanılarak birçok kere bir operatör tarafından ölçüldüğünde ortaya çıkan değişkenliktir. Değişkenlik azsa tekrarlanabilirlik iyidir.

8
Farklı operatörlerin yaptıkları ölçümlerle ilgili tutarsızlık
Yeniden Üretilebilirlik Aynı parça üzerinde aynı karakteristiğin birçok kere farklı operatör tarafından aynı ölçüm cihazı kullanılarak yapılan ölçümlerin ortalamasındaki değişkenliktir. Fark küçükse yeniden üretilebilirlik iyidir.

9
Fark küçükse kararlılık iyidir.
Uzun bir süre içinde aynı ana parçaların bir karakteristiğinin bir ölçüm sistemi (test/cihaz) aracılığıyla elde edilen ölçümlerindeki toplam değişkenliktir. Fark küçükse kararlılık iyidir.
 aracılığıyla elde edilen ölçümlerindeki toplam değişkenliktir. Fark küçükse kararlılık iyidir.")
10
Ölçüm Sistem Analizi (Gage R&R Analizi)
Karakteristik: iç gövde montaj hattında iç gövdenin referans ölçümlerinden biri olan; K11 ve K12 noktaları Spesifikasyon limitleri: 299,9 mm 0,8 mm Ölçüm sistemi: Dijital mihengir ile çalışan iki operatör Program: MINITAB

11
Ölçüm Sistem Analizi (Gage R&R Analizi) Olcum Sistemi Veri.xls
Değişkenliğin bütün aralıklarını temsil eden, değişik zaman aralıklarında imal edilmiş ve numaralandırılmış 15 adet iç gövde kullanıldı. Her iki operatörün de bu gövdeleri rassal olarak 3’er kez ölçmesi sağlandı. Yapılan ölçümlerden etkilenmemeleri için operatörlerin hangi gövdeyi ölçtüğünü bilmemeleri sağlandı.

12
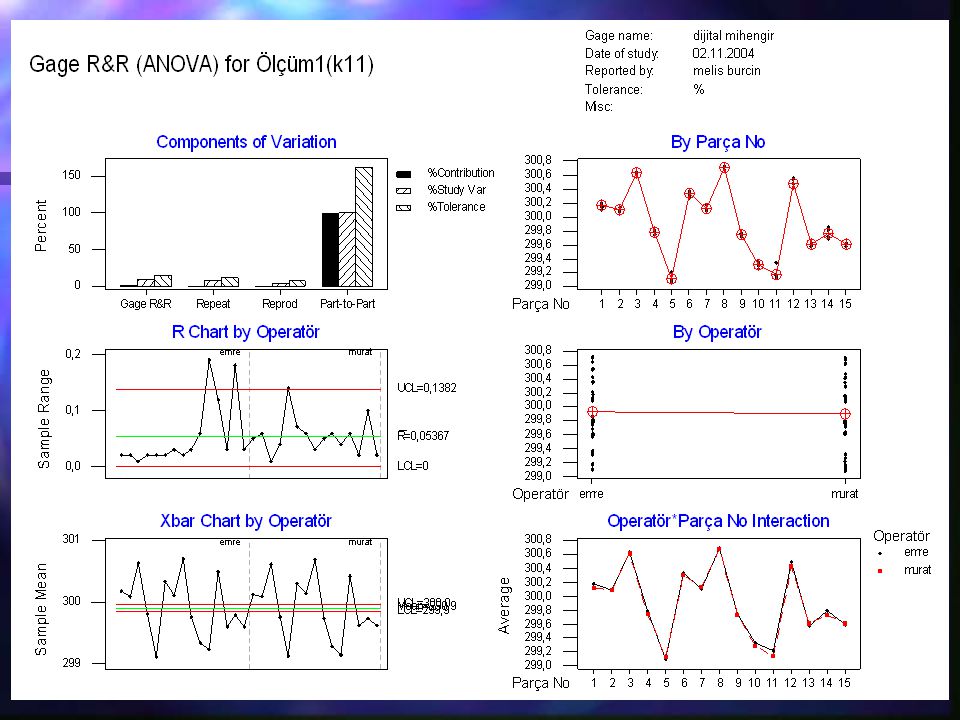
Ölçüm Sistem Analizi Sonuçları
Veriler Cihaz Seyir Çizelgesi Ölçüm Yeterliliği Analizi (Grafikler)
")
13
%R&R Ölçüm sistemi değişkenliğinin, sürecin parça değişkenliği ile karşılaştırılması olarak tanımlanır. Ölçüm sistemindeki toplam değişkenlik (parça*parça+ölçüm sistemi değişkenliği) doğrultusunda, tekrarlanabilirlik ve yeniden üretilebilirlik problemlerinden ileri gelen bir standart sapma bulur.
 doğrultusunda, tekrarlanabilirlik ve yeniden üretilebilirlik problemlerinden ileri gelen bir standart sapma bulur.")
14
%P/T Ölçüm sistemi değişkenliğinin, parça toleransı ile karşılaştırılmasıdır. Toleransın ne kadarının ölçüm sistemi değişkenliğinden kaynaklandığını belirler. (ortalama 5,15s, normal olarak dağılmış bir sürecin %99’unu temsil eder.)
")
15
%R&R ve %P/T < %30 istenilen kabul edilebilir sınırda kabul edilemez 0% 10% 20% 30% 100%

16
Operatörlerin tekrar eden ölçümleri arasında çok az fark gözlenmektedir.

18
kaynaklanan değişkenlik, parçadan parçaya değişkenliğe göre
Ölçüm sisteminden kaynaklanan değişkenlik, parçadan parçaya değişkenliğe göre az olmalı

19
Her parça için alınan ölçümleri ve ortalamalarını gösterir.

20
Her zaman kontrol altında olmalı. Kontrol altında olması operatörlerin
ölçümleri arasındaki tutarlılığı gösterir. Kontrol altında olmadığı durumlar için özel nedenler araştırılmalıdır.

21
Yatay çizginin eğilmesi, operatörden kaynaklanan etkiyi gösterir.

22
İyi bir ölçüm sistemi için, ölçümlerin kontrol dışında olması gereklidir.
Parçalardan kaynaklanan değişkenliğin, ölçüm sisteminkinden kaynaklanandan daha fazla olduğunu gösterir.

23
Operatör-Parça etkileşimi Etkileşim yoksa paralel çizgiler görülür.
Kişilerin farklı parçaları, farklı yollarla ölçmesine sebep olan etkileşim. Etkileşim yoksa paralel çizgiler görülür.

24
%99 güven aralığınn genişliğini verir.
Gage R&R %Contribution Source VarComp (of VarComp) Total Gage R&R , ,74 Repeatability , ,57 Reproducibility , ,17 Operatör , ,08 Operatör*Parça No 0, ,09 Part-To-Part , ,26 Total Variation , ,00 StdDev Study Var %Study Var %Tolerance Source (SD) (5,15*SD) (%SV) (SV/Toler) Total Gage R&R , , , ,05 Repeatability , , , ,33 Reproducibility , , , ,73 Operatör , , , ,71 Operatör*Parça No 0, , , ,80 Part-To-Part , , , ,76 Total Variation , , , ,36 Number of Distinct Categories = 16 %99 güven aralığınn genişliğini verir. %R&R %P/T
 Total Gage R&R 0, ,74. Repeatability 0, ,57. Reproducibility 0, ,17. Operatör 0, ,08. Operatör*Parça No 0, ,09. Part-To-Part 0, ,26. Total Variation 0, ,00. StdDev Study Var %Study Var %Tolerance. Source (SD) (5,15*SD) (%SV) (SV/Toler) Total Gage R&R 0, , ,60 14,05. Repeatability 0, , ,55 12,33. Reproducibility 0, , ,12 6,73. Operatör 0, , ,89 4,71. Operatör*Parça No 0, , ,94 4,80. Part-To-Part 0, , ,63 162,76. Total Variation 0, , ,00 163,36. Number of Distinct Categories = 16. %99 güven aralığınn genişliğini verir. %R&R. %P/T.")
25
Ölçüm Yeterliliği Çıktılarının Yorumlanması

26
Gage R&R %Contribution Source VarComp (of VarComp) Total Gage R&R , ,74 Repeatability , ,57 Reproducibility , ,17 Operatör , ,08 Operatör*Parça No 0, ,09 Part-To-Part , ,26 Total Variation , ,00 StdDev Study Var %Study Var %Tolerance Source (SD) (5,15*SD) (%SV) (SV/Toler) Total Gage R&R , , , ,05 Repeatability , , , ,33 Reproducibility , , , ,73 Operatör , , , ,71 Operatör*Parça No 0, , , ,80 Part-To-Part , , , ,76 Total Variation , , , ,36 Number of Distinct Categories = 16 %R&R>%30 olması gerçek süreç değişkenliğini görmek için yetersiz bir ölçüm sisteminin kullanıldığını gösterir. %R&R
 (5,15*SD) (%SV) (SV/Toler) Total Gage R&R 0, , ,60 14,05. Repeatability 0, , ,55 12,33. Reproducibility 0, , ,12 6,73. Operatör 0, , ,89 4,71. Operatör*Parça No 0, , ,94 4,80. Part-To-Part 0, , ,63 162,76. Total Variation 0, , ,00 163,36. Number of Distinct Categories = 16. %R&R>%30 olması gerçek süreç değişkenliğini görmek için yetersiz bir ölçüm sisteminin kullanıldığını gösterir. %R&R.")
27
Gage R&R %Contribution Source VarComp (of VarComp) Total Gage R&R , ,74 Repeatability , ,57 Reproducibility , ,17 Operatör , ,08 Operatör*Parça No 0, ,09 Part-To-Part , ,26 Total Variation , ,00 StdDev Study Var %Study Var %Tolerance Source (SD) (5,15*SD) (%SV) (SV/Toler) Total Gage R&R , , , ,05 Repeatability , , , ,33 Reproducibility , , , ,73 Operatör , , , ,71 Operatör*Parça No 0, , , ,80 Part-To-Part , , , ,76 Total Variation , , , ,36 Number of Distinct Categories = 16 %P/T>%30 olması süreç toleransına ilişkin olarak kötü bir ölçüm sistemi kullandığını gösterir. %P/T
 (5,15*SD) (%SV) (SV/Toler) Total Gage R&R 0, , ,60 14,05. Repeatability 0, , ,55 12,33. Reproducibility 0, , ,12 6,73. Operatör 0, , ,89 4,71. Operatör*Parça No 0, , ,94 4,80. Part-To-Part 0, , ,63 162,76. Total Variation 0, , ,00 163,36. Number of Distinct Categories = 16. %P/T>%30 olması süreç toleransına ilişkin olarak kötü bir ölçüm sistemi kullandığını gösterir. %P/T.")
28
Gage R&R %Contribution Source VarComp (of VarComp) Total Gage R&R , ,74 Repeatability , ,57 Reproducibility , ,17 Operatör , ,08 Operatör*Parça No 0, ,09 Part-To-Part , ,26 Total Variation , ,00 StdDev Study Var %Study Var %Tolerance Source (SD) (5,15*SD) (%SV) (SV/Toler) Total Gage R&R , , , ,05 Repeatability , , , ,33 Reproducibility , , , ,73 Operatör , , , ,71 Operatör*Parça No 0, , , ,80 Part-To-Part , , , ,76 Total Variation , , , ,36 Number of Distinct Categories = 16 İyi parçaları vasat olandan ayırmak için en az 4 kategoriye ihtiyaç vardır. Ölçüm sistemi en az 4’ünü ayırt etmek için gerekli olan hassasiyete sahip olmalıdır.
 (5,15*SD) (%SV) (SV/Toler) Total Gage R&R 0, , ,60 14,05. Repeatability 0, , ,55 12,33. Reproducibility 0, , ,12 6,73. Operatör 0, , ,89 4,71. Operatör*Parça No 0, , ,94 4,80. Part-To-Part 0, , ,63 162,76. Total Variation 0, , ,00 163,36. Number of Distinct Categories = 16. İyi parçaları vasat olandan ayırmak için en az 4 kategoriye ihtiyaç vardır. Ölçüm sistemi en az 4’ünü ayırt etmek için gerekli olan hassasiyete sahip olmalıdır.")
Benzer bir sunumlar








 ve farklı populasyonlar için ’nın örnekleme dağılışı.>")




>")
 Aşağıdaki şekillerden hangisi karedir? AB C D.>")




