Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
CİHAZ ve SÜREÇ/MAKİNA YETENEK ANALİZLERİ
Prof. Dr. A. Sermet ANAGÜN Eskişehir Osmangazi Üniversitesi Endüstri Mühendisliği Bölümü

2
Cihaz Yetenek Analizi (Gage R&R)
2Toplam = 2R&R 2Süreç çıktısı 2Toplam = 2Tekrar + 2Üretilebilirlik + 2Süreç çıktısı

3
Cihaz Yetenek Analizi ? (Gage R&R)
Identify Measurement & Variation Determine Data Type Develop Data Collection Plan Perform Measurement System Analysis Perform Data Collection Perform Capability Analysis Bir ölçümün: Tekrarlanabilirlik (=Repeatability) Üretilebilirlik (=Reproducibility) özelliklerini belirlemek için kullanılır. Notes: Gage R&R studies determine how much of the observed process variation is due to measurement system variation. 85
 Üretilebilirlik (=Reproducibility) özelliklerini belirlemek için kullanılır. Notes: Gage R&R studies determine how much of the observed process variation is due to measurement system variation. 85.")
4
Cihaz R&R – Tekrarlanabilirlik (Repeatability)
Aynı parçanın, aynı ölçüm aracı/sistemi ile tekrarlı ölçümlerinin sonuçları arasındaki değişkenliği belirler. Identify Measurement & Variation Determine Data Type Develop Data Collection Plan Perform Measurement System Analysis Perform Data Collection Perform Capability Analysis Definition Repeatability provides an indication of the measurement variation introduced by the measurement system. 86

5
Cihaz R&R – Üretilebilirlik (Reproducibility)
Identify Measurement & Variation Determine Data Type Develop Data Collection Plan Perform Measurement System Analysis Perform Data Collection Perform Capability Analysis Farklı operatörler tarafından, aynı ölçüm aracı/sistemi ile aynı parçanın ölçümü sonucu elde edilen değerlerin değişkenliğini belirler. Definition Reproducibility provides an indication of the variation between measurement systems. 88

6
Cihaz Yetenek Analizi Üretilebilirlik (Reproducibility)
Identify Measurement & Variation Determine Data Type Develop Data Collection Plan Perform Measurement System Analysis Perform Data Collection Perform Capability Analysis Farklı şartlarda yapılan ölçümün değişkenliğidir: Farklı operatörler Farklı ayarlar Farklı çevre şartları Notes: 89

7
Perform Measurement System Analysis
Cihaz Yetenek Analizi Identify Measurement & Variation Determine Data Type Develop Data Collection Plan Perform Measurement System Analysis Perform Data Collection Perform Capability Analysis Tekrarlanabilirlik: Üretilebilirlik: Notes: 89

8
ÖRNEK: 5 parça 3 operatör tarafından 2’şer defa ölçülüyor…
Ölçüm Ort R 1 0,20; 0,10 0,15 0,10 0,10; 0,10 0,00 0,15; 0,15 2 0,20; 0,30 0,25 0,15; 0,25 0,20 0,25; 0,25 3 0,15; 0,10 0,12 0,05 0,20; 0,15 0,18 4 0,30; 0,30 0,30 0,25; 0,30 0,28 0,20; 0,25 0,22 5 0,15; 0,05 Genel Ort 0,200 0,166 0,180 R Ort 0,060 0,070 0,040

9
Hesaplamalar …

10
Değerlendirme … Cihaz yetenek analizi sonucunda;
< %10 Ölçüm sistemi yeterli %10-%30 Ölçüm sistemi kabul edilebilir (uygulamanın özelliği, cihaz maliyeti, tamir maliyeti vb yönüyle) > %30 Ölçüm sistemi yeterli değil (nedenler belirlenmeli ve düzeltici/önleyici önlemler alınmalı)
 > %30 Ölçüm sistemi yeterli değil (nedenler belirlenmeli ve düzeltici/önleyici önlemler alınmalı)")
11
SÜREÇ YETENEK ANALİZİ Sürecin performansından söz etmek gerektiğinde birbirinden ayrı, fakat çok önemli iki noktanın dikkate alınması gerekir : 1)Sürecin spesifikasyonlara uygun olarak üretim yapma yeteneği, 2)Sürecin istatistiksel kontrol altında bulunma durumunu koruyabilme yeteneği.
Sürecin spesifikasyonlara uygun olarak üretim yapma yeteneği, 2)Sürecin istatistiksel kontrol altında bulunma durumunu koruyabilme yeteneği.")
12
Süreç yeteneği (process capability), sürecin aynılığının göstergesidir.
Süreç yeteneği, belirli bir kalite karakteristiği için değişkenlik ölçüsüdür. Değişkenlik zaman içinde iki farklı şekilde ele alınabilir. 1)Belirli bir anda var olan değişkenlik, 2)Zaman içindeki değişkenlik.
Belirli bir anda var olan değişkenlik, 2)Zaman içindeki değişkenlik.")
13
Süreç yetenek analizi (process capability analysis) süreç yeteneğini ölçmeye yönelik çalışmalara verilen addır. Kullanılan Yöntemler: Histogram yöntemi Olasılık işaretlemesi (Normal, Q-Q) Kontrol grafiği yaklaşımı Süreç Yetenek Katsayısı
 Kontrol grafiği yaklaşımı. Süreç Yetenek Katsayısı.")
14
Histogram Yöntemi Verilerin histogramı çizilir.
ASS ile ÜSS histogram üzerine işaretlenir. Sürecin değerlendirilmesi yapılır. Spesifikasyonu 250±40 kg olan tel üretim sürecindeki kopma mukavemetine ilişkin veriler aşağıda verilmiştir (Burnak, Örnek 8-1, s. 195). Sınıflar Frekans 2 6 8 12 30 22 11 5 4
. Sınıflar Frekans")
15
ASS ÜSS

16
Değerlendirme … Doğal Tolerans Sınırları (Ort±3Sapma):
ÜDTS = 224,20+3 (34,85) = 328,75 ADTS = 224,20-3 (34,85) = 119,65 Spesifikasyon aralığı (210 – 290) kg iken, süreç (119,65 – 328,75) aralığında çalışmaktadır.
 = 328,75. ADTS = 224,20-3 (34,85) = 119,65. Spesifikasyon aralığı (210 – 290) kg iken, süreç (119,65 – 328,75) aralığında çalışmaktadır.")
17
Olasılık İşaretlemesi -Normal Olasılık Grafiği-
Veriler artan düzende sıralanır. Her bir sırada (i) yer alan veriye (Xi) karşı gelen birikimli olasılık (Pi), formülü ile belirlenir. Sıralı (Xi, Pi) ikilileri özel olarak hazırlanmış normal olasılık kağıdına işaretlenir ve ikililer bir doğru ile birleştirilir.
 yer alan veriye (Xi) karşı gelen birikimli olasılık (Pi), formülü ile belirlenir. Sıralı (Xi, Pi) ikilileri özel olarak hazırlanmış normal olasılık kağıdına işaretlenir ve ikililer bir doğru ile birleştirilir.")
18
Burnak, Örnek-8.3, s. 203 Xi Pi 12,15 0,01667 12,16 0,05000 12,21 0,08333 12,25 0,11667 12,26 0,15000 12,30 0,18333 0,21667 ..

19
Parametre Tahmini - µ

20
Parametre Tahmini - σ

21
Değerlendirme … Doğal Tolerans Sınırları (Ort±3Sapma):
ÜDTS = 12,466+3 (0,1619) = 12,9517 ADTS = 12,466-3 (0,1619) = 11,9803 Spesifikasyon aralığı (ASL – ÜSL) iken, süreç (12,9517 – 11,9803) aralığında çalışmaktadır.
 = 12,9517. ADTS = 12,466-3 (0,1619) = 11,9803. Spesifikasyon aralığı (ASL – ÜSL) iken, süreç (12,9517 – 11,9803) aralığında çalışmaktadır.")
22
Olasılık İşaretlemesi Q-Q Grafiği
Veriler artan düzende sıralanır. Her bir sırada (i) yer alan veri (Xi) için birikimli olasılıklar (Pi) hesaplanır ve karşı gelen (zi) değerleri belirlenir. Verilerin ortalaması ile standart sapması hesaplanır ve veriler; formülü ile standartlaştırılır. (qi, zi) sıralı ikilileri, eksenleri eşit olarak ölçeklendirilmiş grafik kağıdı üzerine işaretlenir. İşaretlenen noktalar 45˚ lik bir doğru ile birleştirilir.
 yer alan veri (Xi) için birikimli olasılıklar (Pi) hesaplanır ve karşı gelen (zi) değerleri belirlenir. Verilerin ortalaması ile standart sapması hesaplanır ve veriler; formülü ile standartlaştırılır. (qi, zi) sıralı ikilileri, eksenleri eşit olarak ölçeklendirilmiş grafik kağıdı üzerine işaretlenir. İşaretlenen noktalar 45˚ lik bir doğru ile birleştirilir.")
23
Burnak, Örnek-8.4, s. 207 (Yüzey Düzgünsüzlüğü; X-Ort =17,69, s = 2,64)
Sıra Xi Pi qi zi 1 13,4 (1-0,5)/16=0,031 (13,4-17,69)/2,64=-1,624 Φ(0,031)=-1,86 2 14,4 0,094 -1,245 -1,32 3 15,0 0,156 -1,018 -1,10 4 15,2 0,219 -0,942 -0,78 5 15,5 0,281 -0,829 -0,58 6 17,1 0,344 -0,223 -0,40 7 17,3 0,406 -0,147 -0,24 8 .. 9
/16=0,031. (13,4-17,69)/2,64=-1,624. Φ(0,031)=-1, ,4. 0, , , ,0. 0, , , ,2. 0, , , ,5. 0, , , ,1. 0, , , ,3. 0, , ,")
24
Q-Q Grafiği - Verilerin Dağılımı?

25
Süreç Yetenek Katsayısı
Süreç yeteneğinin sayısal bir değerle ifade edilmesi daha uygun olmaktadır. Süreç yetenek katsayısı (process capability ratio - PCR;Cp) olarak adlandırılan bu değer, üst ve alt spesifikasyon limitleri, sırasıyla, ÜSL ve ASL, sürecin standart sapması da s olmak üzere,
 olarak adlandırılan bu değer, üst ve alt spesifikasyon limitleri, sırasıyla, ÜSL ve ASL, sürecin standart sapması da s olmak üzere,")
26
olarak tanımlanır. Tek yönlü spesifikasyon değerleri için;

27
Uzun dönem süreç yetenek indeksi

28
Önerilen Süreç Yetenek Katsayısı Değerleri
Çift Yönlü Spesifikasyon Tek Yönlü Spesifikasyon Mevcut süreçler 1,33 1,25 Yeni süreçler 1,50 1,45 Güvenlik, Mukavemet, Kritik parametre (mevcut süreçler) Güvenlik, Mukavemet, Kritik parametre (yeni süreçler) 1,67 1,60
 Güvenlik, Mukavemet, Kritik parametre (yeni süreçler) 1,67. 1,60.")
29
Herhangi bir sürece ilişkin Cpk değerinin 1'den küçük çıkması durumunda sürecin yetersiz olduğu kabul edilir. Eğer 1,0 ile 1,33 arasında çıkarsa süreç yeterli fakat izlenmeye devam edilmelidir.

30
Cp – Spesifikasyon İlişkisi

31
Süreç Yeteneği ? Düşük Cpk Merkezlenmiş Süreç Süreç Sapması Yüksek Cpk
Spec (Lower) Spec (Upper) In Spec Out of Spec Yüksek Cpk Düşük Cpk Süreç Sapması
 Spec (Upper) In Spec. Out of Spec. Yüksek Cpk. Düşük Cpk. Süreç Sapması.")
32
Cp – Cpk İlişkisi m: Spesifikasyon aralığının orta noktası µ: Süreç ortalaması olmak üzere, ilişkisi söz konusudur. 0≤ k ≤ 1 olduğundan, Cpk ≤ Cp dir.

33
Cp ve Cpk için güven aralıkları

34
Hangi süreç (uzun dönem)
Hangi süreç (uzun dönem)??? Süreç 1: µ = 145; σ = Süreç 2: µ = 130; σ = 10
 Süreç 1: µ = 145; σ = 15 - Süreç 2: µ = 130; σ = 10.")
35
Süreç yeteneğinde iyileşme
Süreç yeteneğinde iyileşme! Süreç 1: µ = 130; σ = Süreç 2: µ = 145; σ = 10 1 2

36
Süreç yetenek katsayısı ile sürecin, spesifikasyon değerleri tarafından belirlenen alanın ne kadarlık bir kısmını kullandığı hesaplanabilir. Sözkonusu kullanım alanı, yüzde olarak, eşitliğiyle hesaplanır.

37
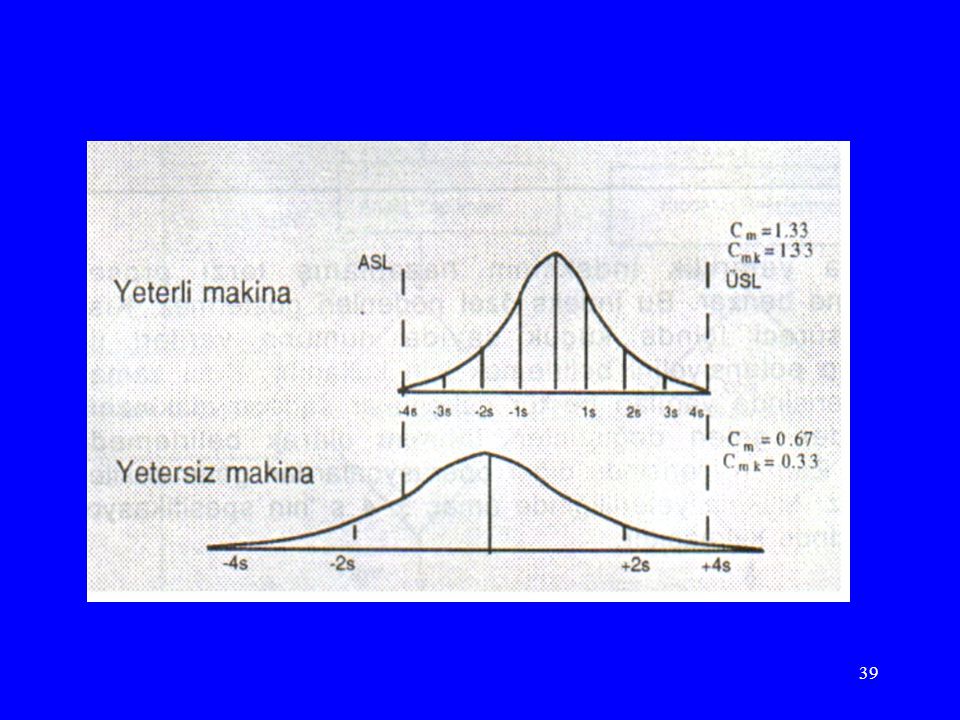
Makine Yetenek Analizi
Üretimin başlangıcında, peşpeşe işlenen (üretilen) en az 50 birimlik örnek ile gerçekleştirilir. Süreç yetenek katsayısına benzer bir hesaplama tarzı söz konusudur.
 en az 50 birimlik örnek ile gerçekleştirilir. Süreç yetenek katsayısına benzer bir hesaplama tarzı söz konusudur.")
38
Makine Yetenek Analizinde; Cp ve Cpk yerine Cm ve Cmk sembolleri kullanılır ve
şeklinde hesaplanır.

40
Teşekkürler...

Benzer bir sunumlar






 ve farklı populasyonlar için ’nın örnekleme dağılışı.>")




 Aşağıdaki şekillerden hangisi karedir? AB C D.>")







