Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
FABRİKA VE PROSES TASARIMI
2.BÖLÜM ÜRETİM İŞ AKIŞI VE MAKİNA YERLEŞİM TASARIMI

2
Yeni bir fabrika yatırımı üretim yapan bir şirketin vereceği en kritik ve maliyetli kararlardan biridir. Fabrikanın boyutlandırılması, İçine nasıl yerleşileceği, Üretim ve lojistik destek sistemlerinin seçilmesi, Depolama alanlarının yeri ve büyüklüğü gibi pek çok soru cevaplandırılmalıdır. Tüm bu faktörler gelecek yıllar boyunca o şirketin üretim maliyetlerini ve çalışan memnuniyetini yönetecektir. Buna rağmen birçok şirket; Bu konuda uzman çalışan veya zaman yetersizliğinden yapmamakta Ya da asgari şartları sağlayan yerleşim planına ulaştıktan sonra optimuma ulaşamadan çalışmalarına sonlandırmakta, Veya bu kritik görevin sorumluluğunu üretim verimliliği bakış açısına sahip olması beklenmeyen mimarlık ve inşaat şirketlerine bırakmaktadır.

3
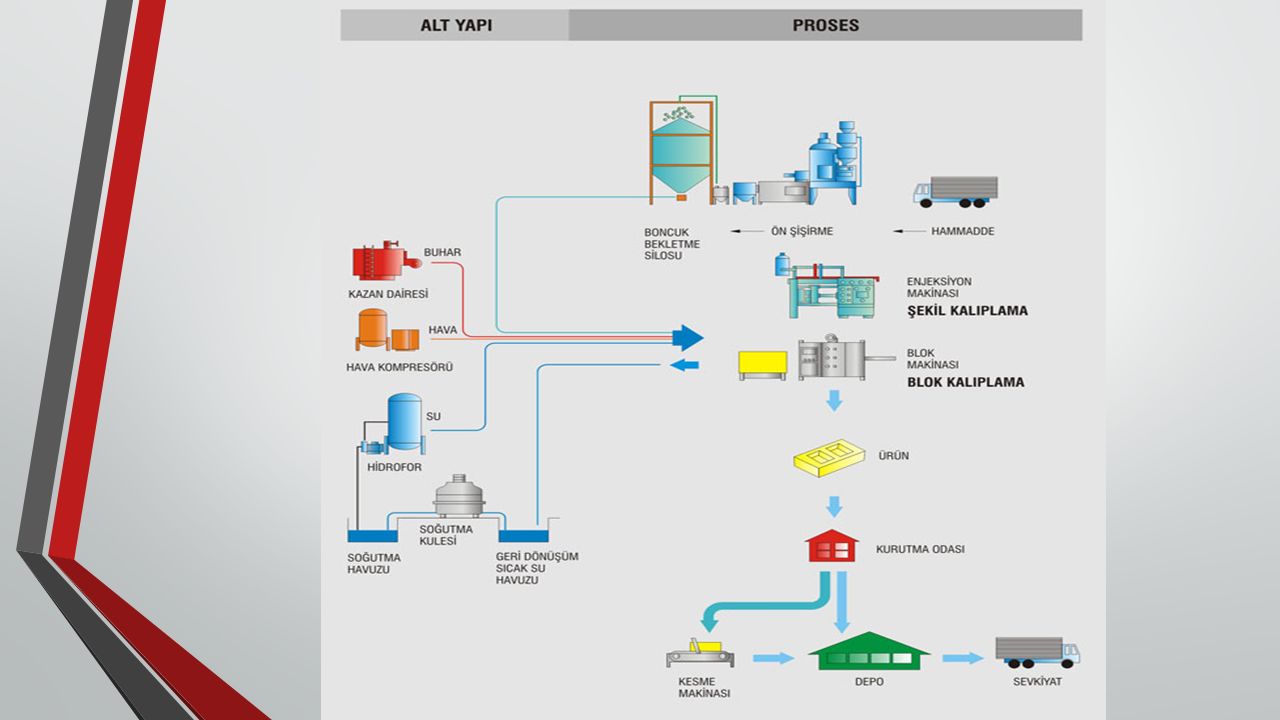
İlk aşama Proses Akım Şemasının ( Avan Üretim akış şeması) oluşturulmasıdır. (1.bölüm)
Seçilen kapasite ve teknoloji ile üretilmek istenen son ürünün özellikleri göz önünde bulundurularak hazırlanan alternatif şemalar üzerinde daha sonra ayrıntılı çalışmalar yapılmalıdır. Proses akım şeması hammadde girişinden başlayarak son ürün çıkışına kadar geçen süreç içerisinde hammaddenin geçireceği aşamaları ve uygulanacak işlemleri gösterir.

4
Proses akım şemasına paralel olarak bir başka çalışma daha yapılır.
Seçilen kapasite ve teknolojiye uygun olarak üretilmek istenen son ürüne göre yurt içi ve dışındaki firmalara başvurularak proforma faturalar alınarak makine ve ekipmana ait özellikler ve fiyatları belirlenir. Böylece kullanılacak ekipman parkuru netleştirilmiş olur.

5
Makine ve ekipman bedelleri, kapasite, kullanılacak hammadde vb
Makine ve ekipman bedelleri, kapasite, kullanılacak hammadde vb. detaylar fizibilite etüdüne geçirilerek son durum netleştirilir. Fizibilitenin kabulünden sonra Proses Akım Şeması, daha ayrıntılı Üretim İş akış şemasına dönüştürülür. Ayrıntılı üretim akış şeması, proses akım şemasından farklıdır. Tüm makine, ekipman, teçhizat ve cihazlar ölçeksiz olarak şekiller halinde ayrıntılı şemada yer alır. Şekillerle birlikte makine simgeleri de yer alabilir. Proforma faturadaki bilgilerden yararlanılarak makinalara ait ağırlıklar, ölçüler, motorlara ait güç değerleri, kapasiteler, su buhar buzlu su, sıcak su, hammadde vs. giriş ve çıkışları gösterilebilir. Makinaların satın alınmasından sonra Kesin Üretim akım şeması oluşturulur.

8
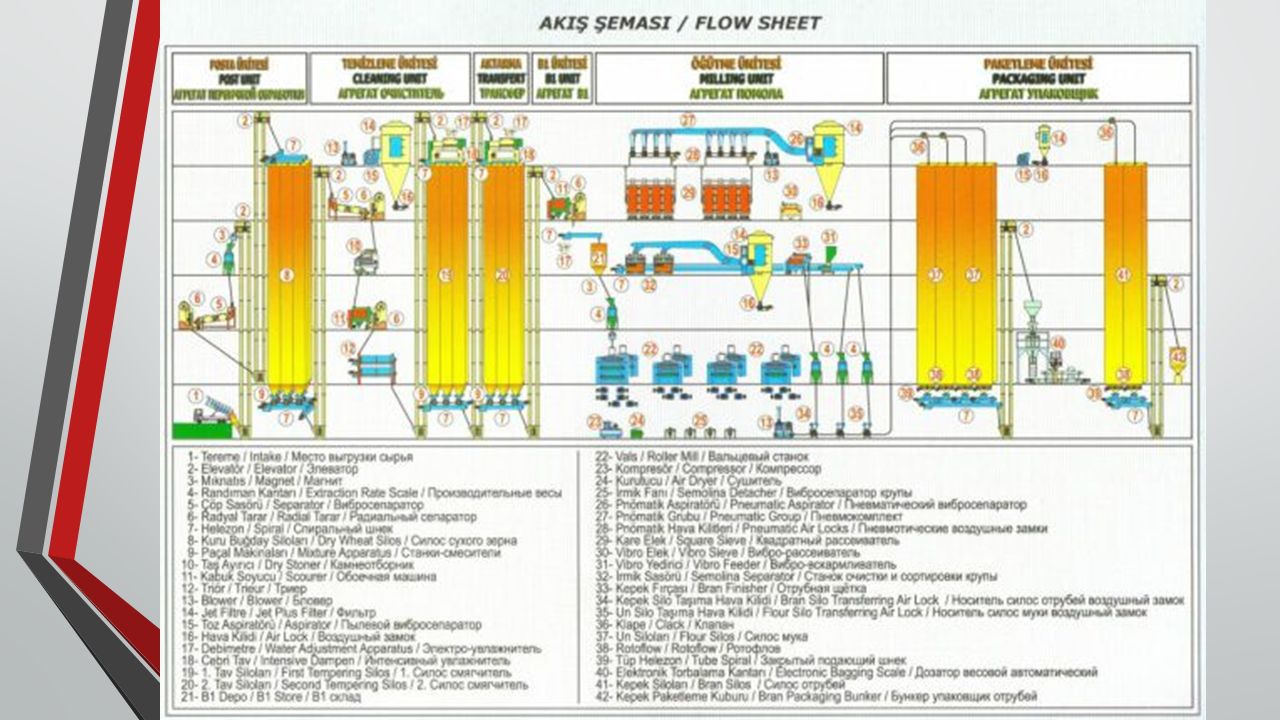
UN FABRİKASI ÜRETİM AKIŞ ŞEMASI

9
Yerleşim Planı ve İş Akış Modelinin Seçimi
Tesis düzeni esas olarak, iş gücü, materyal ve donanımın verimli bir şekilde düzenlenmesi yerleşim planını oluşturur. Ayrıntılı üretim akış şeması üzerinde proses akışına uygun olarak tasarlanmış üretim birimlerine ait bölmeler ve bu bölmelere yerleştirilecek olan makine, teçhizat ve cihaz yerleri belirlenir.

10
Yerleşim planının iyi olmaması;
Yapılması gerekli işlemlerin hızını düşüren, iş kazalarına ve üretim aksamalarına neden olan, bundan dolayı ürün maliyetlerinin yükselmesine ve firmanın piyasada rekabet gücünü ve hatta imajını azaltan bir dizi olumsuzluğun ortaya çıkmasına neden olabilmektedir.

11
Fabrika içi yerleşim düzeni üretim bölümü yönünden, üretim işlemlerinin kesikli veya sürekli olmasına göre de farklılıklar göstermektedir. SÜREKLİ ÜRETİM’DE; Genellikle normal çalışma sürelerinde üretim işlemi devamlılık gösterdiğinden birimler arasında beklemeler veya depolama gibi faaliyetler ya hiç görülmez veya çok azdır. Böyle bir işletmede malzemenin bir işlem aşamasından diğerine akışı son derece hızlı dolayısıyla iş hızı ve kapasitesi yüksektir. Bundan dolayı hammadde ve yardımcı malzeme akışı iyi planlanmalıdır. KESİKLİ ÜRETİM’de; Sınırlı bir ürün kitlesi üzerinde yapılan işlemler belirli aralıklarla tekrarlanmaktadır.

12
Fabrika içi yerleşim düzeni çalışmalarının başlıca amaçları;
1. Üretim faaliyetlerinin kolaylaştırılması Bu amacın gerçekleşmesi, iş akışının belirli bir hat üzerinde U, O, S, L ve I şeklinde yol izlemesi ve geri dönüşlerin olmaması, gecikme ve beklemelerin ortadan kalkması, malzeme akışının düzenli ve denetim altında tutulması, bakım ve onarımın kolaylaşması, işlem aşamalarındaki sürelerin azaltılmasıyla mümkündür.

13
2. Malzeme yükleme-boşaltma ve taşımanın minimuma indirilmesi
3.Değişen koşullara kolayca uyum sağlanabilmesi 4. İşletme içinde yarı mamül miktarının azaltılması 5. Fabrika alanından en iyi şekilde yararlanılması ve alet makina yatırımının minimuma indirilmesi 6. İş gücünden en üst düzeyde yararlanma 7. Denetimin etkinliğinin sağlanması

14
İş akış modeli nasıl belirlenir?
İş akış modeli seçilirken hammadde girişi ile son ürün çıkışı arasındaki tüm işlemlerin en ekonomik koşullarla yürütülmesi hedef alınmalıdır. Bunu yaparken üretim akış şeması ve makinaların birbirleri ile olan ilişkileri unutulmamalıdır. En ekonomik iş akış modeli DÜZ HAT MODELİDİR. Ancak bu model uzun bina yapımı gerektirir.

16
Model seçiminden amaç, üretimi en kısa mesafe içinde en az geri dönüşlerle düz bir hat boyunca gerçekleştirmeyi sağlamaktır. Uzun bina yapımının sakıncalı olduğu ya da fabrika alanının buna elvermediği durumlarda düz iş akış hatları köşelerinde « U» bağlantıları ile birbirlerine paralel sıralar halinde bağlantı yapılmalıdır.

18
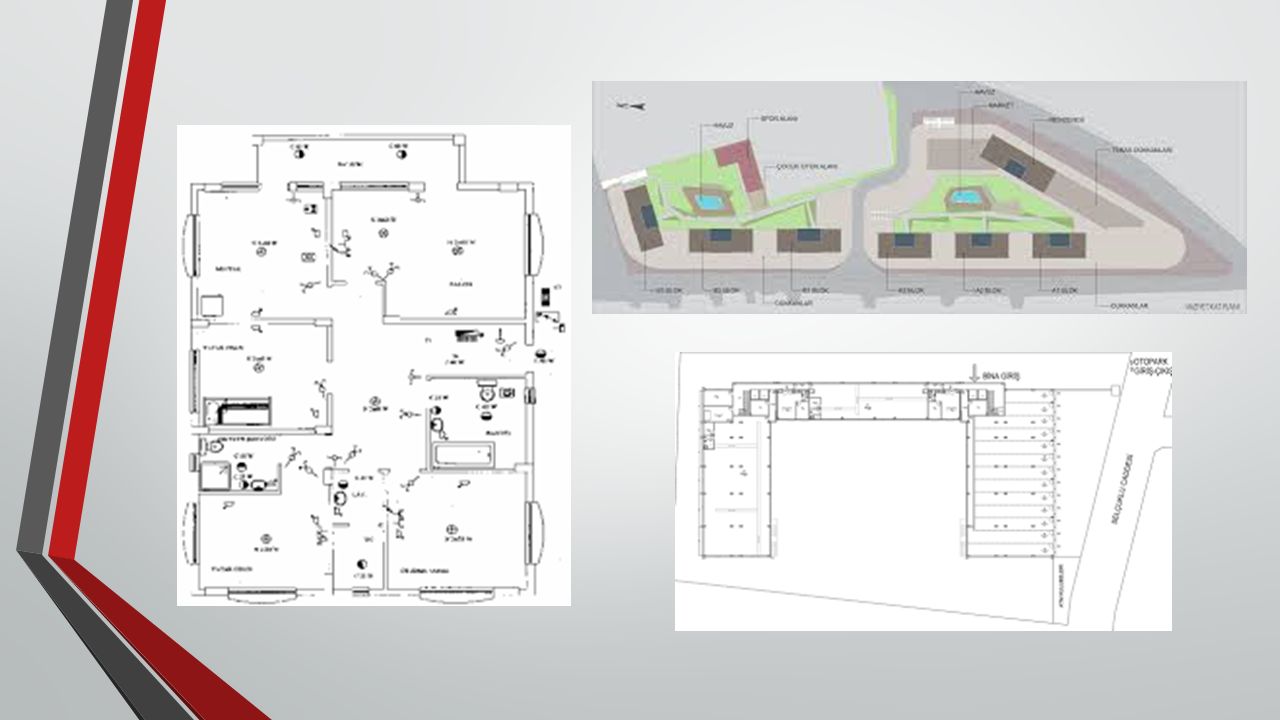
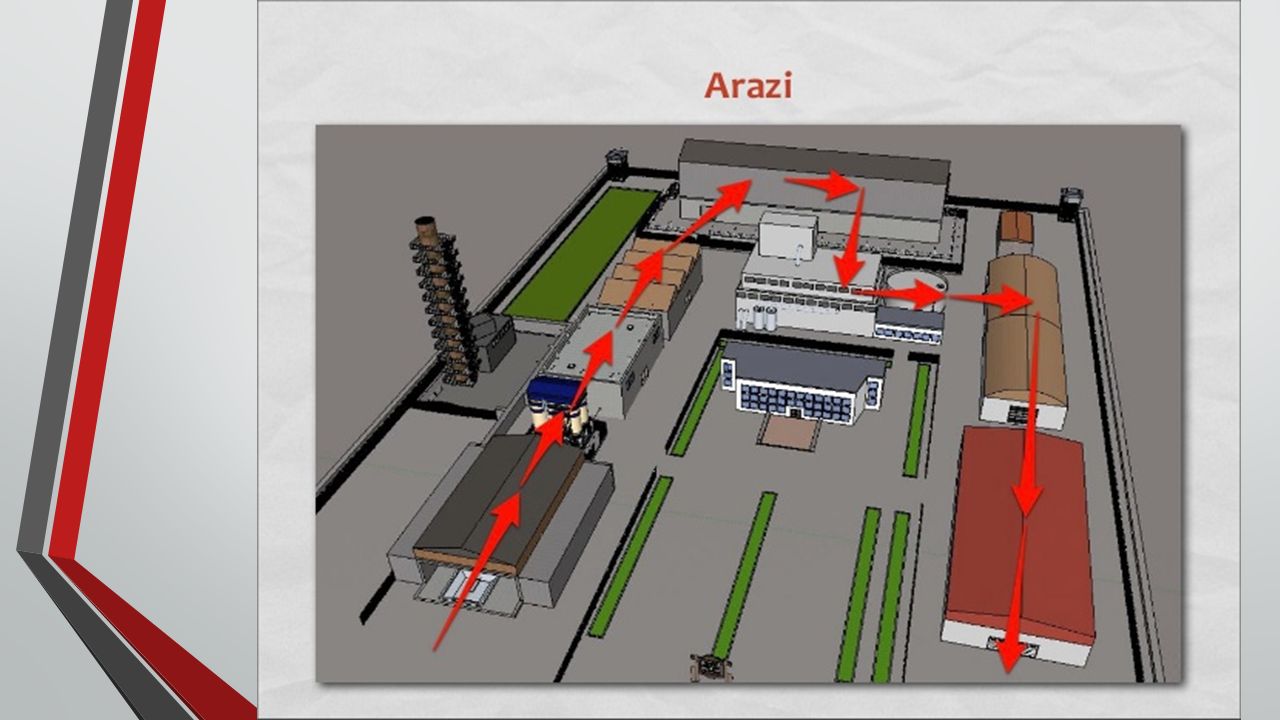
İşletme yerleşim planı üzerine tüm makine ve teçhizatlar yerleştirilir
İşletme yerleşim planı üzerine tüm makine ve teçhizatlar yerleştirilir. İşlem birimlerini gösteren bölümler belirlenir. Makinalar arası boşluk , güç ve kapasite değerleri yazılır. Gelecekteki genişleme ve eklenti olanakları belirlenir, işaretlenir. Buna göre buhar, elektrik, atık gider vb. alt yapı tasarımları da ortaya çıkartılmış olur. Bunların yanı sıra ısı merkezi, trafo binası, jeneratör, soğutma kulesi, soğukta muhafaza depoları, su pompa istasyonu, su deposu, gibi yardımcı tesisler ile idari bina, kantin, kafeterya, sağlık merkezi, lojman, yedek parça deposu, laboratuvar, garaj, fabrika giriş ve çıkış yolları, ara bağlantılar, yangın merdiveni vb. önemli noktaların tümü genel plana işaretlenir ve çizilir. Bu genel plana «ARSA VAZİYET PLANI» denir.

20
Uygun bir iş akışı her durumda PROSES ALANLARI, DEPOLAMA ALANLARI, TAŞIMA ALANLARININ düzenlenmesini ve bunların arasındaki etkili koordinasyonu içerirken aynı zamanda aşağıdaki faktörlere sahiptir; Yeni alanların geliştirilmesi ya da daha önceki alanlara ek yapılabilmesi Üretilecek ürünün tipi ve miktarı Ürün kontrolü ve proses tipi Operasyonel kolaylık ve erişilebilirlik Atıklar Yardımcı ekipman alanı Geçişler, yollar Gelecekteki olası açılımları.

21
İş akışı hazırlanırken;
1. Temel iş akışı hazırlanır ; Depolama alanları ve operasyon ekipmanları (proses) arasındaki temel ilişkiyi gösterir. 2. İkinci aşamada operasyon dizisinin göz önüne alınmasıdır. Malzeme akışı, ünite işlemleri, depolama, gelecekteki genişleme, laboratuvarlar, ilk yardım noktaları, vb. 3. Son olarak, tüm faktörler analiz edilerek detaylı bir kaç öneri hazırlanabilir. İzometrik çizimler yapılabilir.
 arasındaki temel ilişkiyi gösterir. 2. İkinci aşamada operasyon dizisinin göz önüne alınmasıdır. Malzeme akışı, ünite işlemleri, depolama, gelecekteki genişleme, laboratuvarlar, ilk yardım noktaları, vb. 3. Son olarak, tüm faktörler analiz edilerek detaylı bir kaç öneri hazırlanabilir. İzometrik çizimler yapılabilir.")
22
GIDA FABRİKALARININ İÇ TASARIMINDA UYULMASI GEREKLİ KURALLAR

24
Gıda fabrikasında üretim akışı doğrusal olmalıdır.
Bir sonraki aşamanın bir önceki aşamanın gerisinde olmaması sağlanarak çapraz bulaşılar engellenmiş olur. Ayrıca bir sonraki aşamaya giden yol kısa tutularak enerji ve zamandan tasarruf edilmelidir.

26
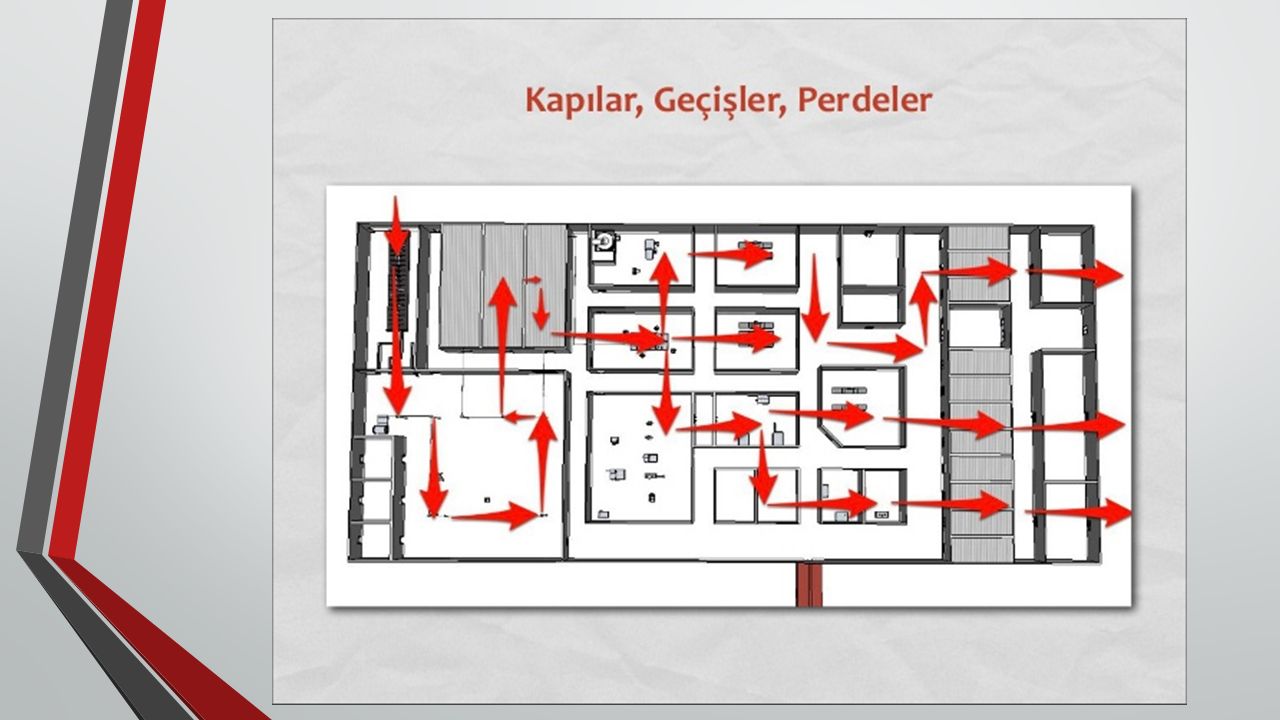
* Sürekli el temasına maruz kalan kapılar hijyenik sıkıntılara yol açacağından gereksiz ise kullanılmamalı. Veya sensörlü kapılar tasarlanmalıdır. * Kapı hava akımını ve pozitif basıncı önlemek ve sıcaklığı korumak amacıyla kullanılır. En önemli fonksiyonları ise işlenmiş ve işlenmemiş ürünleri ayrı tutmaktır. Gerekli durumlarda sürekli açılıp kapanması gerekecek bir kapı yerine hava perdesi düşünülmelidir.

28
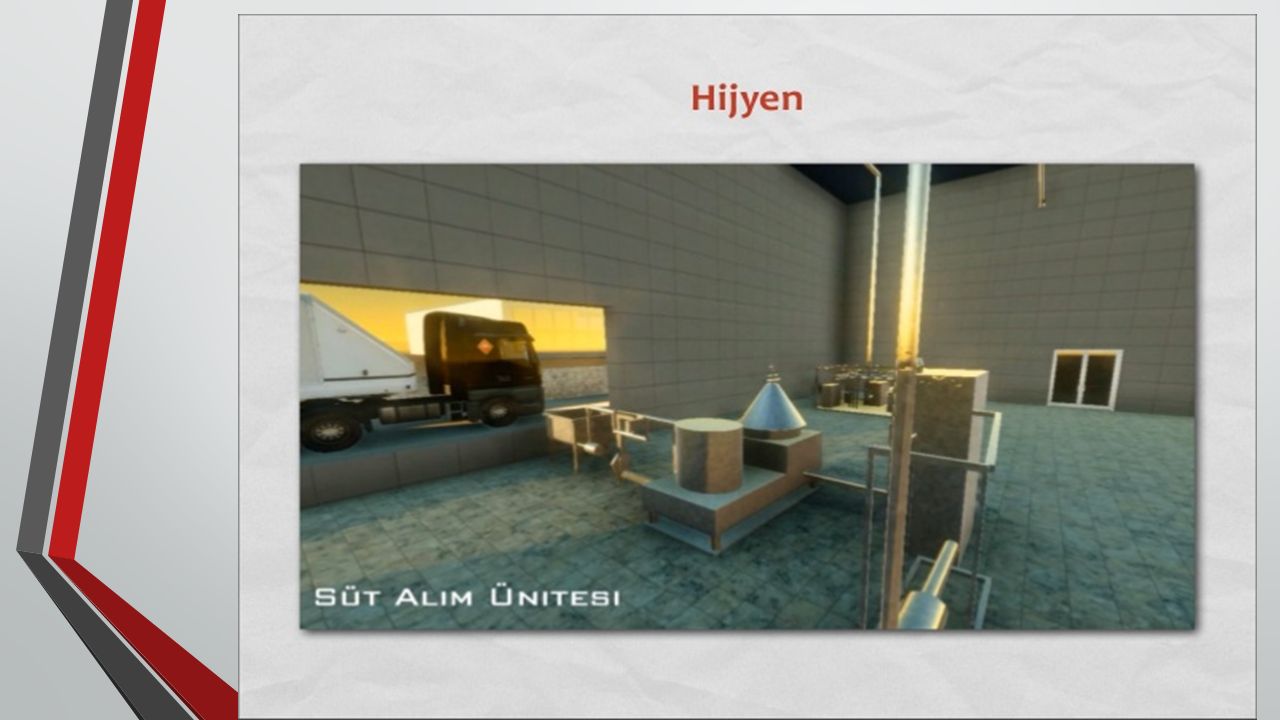
İdari personel ile üretim personelinin giriş ve çıkışları ayrı tasarlanmalıdır. Personel kıyafet değişikliği yaptıktan sonra mümkün olan en kısa şekilde üretime ulaşmalıdır. Kıyafet değişikliği ile üretim arasında hijyenik sorunlara yol açacak güzergahlar olmamalıdır.

30
Bir fabrikada küçük gözüken bir uzaklık zaman içinde yüksek enerji kaybına yol açabilir. Makinaların yerleşimi, hatlar arasındaki uzaklık bu sebeplerle kısa tutulur. Aynı şekilde personelin rahat çalışabilmesi için de fabrika içindeki iletişim halindeki çalışma alanları yakın tutulur.

32
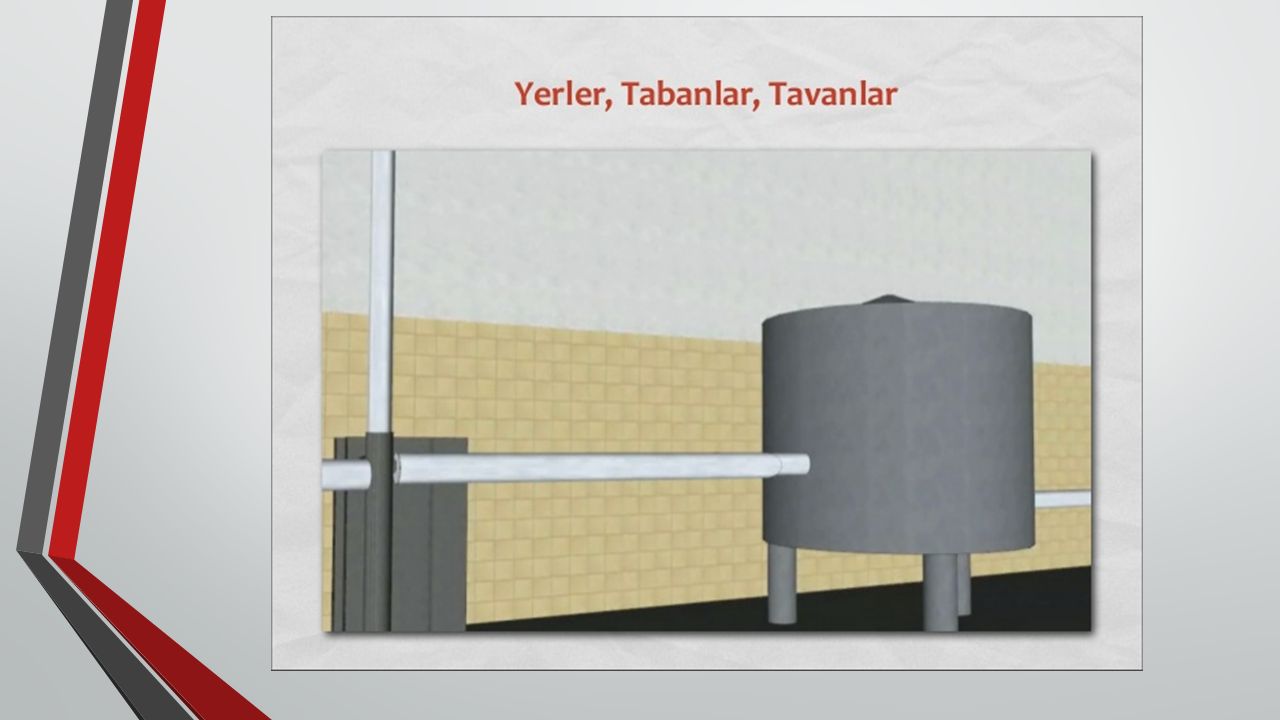
Duvar ve tabanları köşeleri yuvarlatılarak kir birikmesi önlenmelidir
Duvar ve tabanları köşeleri yuvarlatılarak kir birikmesi önlenmelidir. Üretilen ürüne ve fabrikanın tasarımına göre hava perdeleri, camlara sineklikler, hijyen havuzu, hijyen kabini, lavabolar, vs. ayrıntılar eklenebilir. Makineler arası yerler, duvarlar rahat temizlenebilecek genişlikte, kapılardan temizlik aracı girebilecek, personelin rahat hareket edebileceği bir tasarım hazırlanmalıdır.

34
İşletmelerce cam malzemelerin gıdaya karışması riski sıfıra indirilmeye çalışılır. Direkt güneş ışığının gıdaya etkisi olduğundan, bu ışıktan yararlanılmak amacıyla yüksekçe bir yere korumalı pencereler yerleştirilmelidir. Tamamen elektrikle aydınlanmak yıllar içinde çok yüksek masraflara yol açacaktır. Yapay ışık gerekliyse floresan kullanılmalıdır. Ampul ve sarı renk ışık sakıncalıdır.

36
Depolara «First-in-First-out» «İlk giren İlk çıkar» kuralı uygulanmalıdır. Depoya hangi madde ilk girmişse onun en önce ayrılması için depo kapıları uygun veya gerekirse çift taraflı olarak tasarlanmalıdır. Tek giriş olması veya uygun tasarlanmaması durumunda ilk giren maddeler uzun süre deponun dibinde kalabilir.

38
Gıda fabrikasında üretim müdürü, sorumlu yönetici ve gıda mühendisinin mümkünse üretime olabildiğince yakın ofisi olmalıdır. Hammadde ve son ürün için ayrı laboratuvarlar varsa bunlar numune alınan yere yakın olacak şekilde tasarlanabilir. Gıda mühendisi üretim bölümüne ve laboratuvara yakın olmalıdır. Ve üretimi görebilmelidir.

Benzer bir sunumlar












>")









 nakit giriş ve çıkışlarının gösterildiği bir tablo.>")


 TEDARİK FONKSİYONU:>")