Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
DÜNYA KLASMANINDA ÜRETİM Prof. Dr. Şevkinaz Gümüşoğlu Dr. Esin Tuba Tepekule

2
DÜNYA KLASMANINDA ÜRETİMİN ORTAYA ÇIKIŞI En iyi olma kaygısı Sürekli iyileşme ihtiyacı En iyi uygulamalar En iyi olma durumunun sürekliliği Mükemmellik Bütüncül anlayış Strateji Yöntem World Class Manufacturing

3
Dünya Klasmanında Üretim (World Class Manufacturing-WCM) İlk kez 1984’te Hayes ve Wheelwright… Performans ve kaliteyi daha iyi konuma getirebilmek ve sürekliliği sağlayabilmek adına eş zamanlı mühendislik, yalın üretim ve kalite gibi birçok en iyi uygulamayı içinde barındıran rekabetçi bir anlayış. İşletmeler için önemi –süreç tabanlı yaklaşımlara ve kıyaslamaya (benchmarking) olan ilginin artması –ve Malcolm Baldrige Ulusal Kalite Ödülü ve Avrupa Kalite Ödülü gibi ödüllerin ortaya çıkması ile daha da artmıştır.
 olan ilginin artması –ve Malcolm Baldrige Ulusal Kalite Ödülü ve Avrupa Kalite Ödülü gibi ödüllerin ortaya çıkması ile daha da artmıştır..")
4
REKABETÇİ İŞLETMELER VE REKABET ÖNCELİKLERİ Günümüz rekabet koşullarında hayatta kalma mücadelesini çeşitli belirsizlikler altında etkin bir şekilde başarabilen, karar verme sürecine önem veren ve bunun için gerekli çalışmaları yapan işletmeleri rekabetçi işletmeler olarak tanımlamak mümkündür. Rekabeti artırabilmek, üretim ve yönetim stratejilerindeki üstün ve sürekli başarıya bağlıdır. Bu anlamda üretimle rekabet için üretimde uygulanacak yöntem ve tekniklerin seçiminin çok iyi bir şekilde yapılması ve en iyi uygulamaların bu sayede işletme içinde hayat bulabileceği göz önünde tutulmalıdır. Üretimle rekabet Üretimde stratejik seçimler En iyi uygulamalar

5
Bir işletmenin rekabet edebilmesi için temelde, –kendisine rakip olacak bir işletmeye, –bu rekabeti yürütebilmesini sağlayacak açık bir çevreye ve –mutlak üstünlük sağlayacak bir ve/veya birkaç yeteneğe ihtiyacı vardır. Rekabet En iyi olmak Bir adım önde olmak Müşteri kaybına uğramamak Kolay adapte olmak Rekabet avantajı sağlayacak rekabet öncelikleri Maliyet Kalite Esneklik Hizmet Yenilikçilik Dağıtım Hız

6
Rekabet alanlarının her biri için verilecek öncelik işletmeye ve işletmenin içinde bulunduğu koşullara bağlı olarak değişiklik gösterebilmektedir. Rekabet önceliklerinin belirlenmesi noktasında öncelikler arasındaki ilişkiyi tanımlamak ve işletmelerin kendilerine uygun olan en doğru seçimi yapmasını sağlamak üzere literatürde üç farklı model bulunmaktadır. –Ödünleşim (Trade-off) ModeliÖdünleşim (Trade-off) Modeli –Sinerjik (Cumulative) ModelSinerjik (Cumulative) Model –Entegre (Integrated) Modeli
 ModeliÖdünleşim (Trade-off) Modeli –Sinerjik (Cumulative) ModelSinerjik (Cumulative) Model –Entegre (Integrated) Modeli.")
7
Ödünleşim (Trade-off) Modeli İşletmeler her bir rekabet önceliğine farklı derecede önem vermekte ve böylece kendi stratejik profillerini yaratmaktadırlar. Aynı anda tüm boyutlar üzerinden üstün performans hedeflenerek rekabet etmeye çalışılmasını işletmeler açısından zor ve tehlikeli olarak değerlendirilebilmektedir. Her işletmenin farklı üretim sistemleri ve farklı nitelikteki güç ve zayıflıkları olduğu için, işletmelerin kendilerine uygun olan ve diğer işletmelerden farklı bir rekabet önceliği belirlemeleri bu model için gerekmektedir.

8
Sinerjik (Cumulative) Model Çoklu rekabet önceliklerinin eş zamanlı olarak elde edilmesini sağlayacak en iyi uygulamaların, üretim sistemlerine adapte edilmesi gerektiğini ifade eden modeldir. Rekabetçi öncelikler bir bütün olarak düşünülmelidir. Rekabet öncelikleri ödünleşim modelinin aksine birbirinin yerine değil de birbirini tamamlar niteliğe bürünmelidir.

9
Ödünleşim (Trade-off Model) Sinerjik (Cumulative Model) Entegre (Integrated Model) Skinner (1969) Porter (1981,1985) Dess ve Davis (1984) Hayes and Wheelwright (1984) Richardson vd. (1985) Rosenfield vd. (1985) Fine and Hax (1985) Robinson ve Pearce (1988) Anderson v.d (1989) Hill (1989) Kotha ve Orne (1989) Wacker(1993) Hayes ve Pisano (1994) Miller ve Roth (1994) Clark (1996) Sarmiento, Knowles, & Byrne (2008) Juran vd. (1974) Crosby(1979) Deming (1982) Schonberger (1986) Skinner (1986) Hill (1988) Garvin (1988) Womack vd. (1990) Ferdows ve DeMeyer (1991) Van Wassenhove & Corbett (1991) D’Aveni (1994) Kotha ve Vadlamani (1995) Flynn vd. (1999) Kathuria(2005) Gröβler ve Grübner (2006) New (1991, 1992) Skinner (1992) Hayes ve Pisano (1996) Schmenner ve Swink (1998) Boyer ve Lewis (2002) Li, Zhang, Tian ve Ding (2010)
 Rosenfield vd. (1985) Fine and Hax (1985) Robinson ve Pearce (1988) Anderson v.d (1989) Hill (1989) Kotha ve Orne (1989) Wacker(1993) Hayes ve Pisano (1994) Miller ve Roth (1994) Clark (1996) Sarmiento, Knowles, & Byrne (2008) Juran vd. (1974) Crosby(1979) Deming (1982) Schonberger (1986) Skinner (1986) Hill (1988) Garvin (1988) Womack vd. (1990) Ferdows ve DeMeyer (1991) Van Wassenhove & Corbett (1991) D’Aveni (1994) Kotha ve Vadlamani (1995) Flynn vd. (1999) Kathuria(2005) Gröβler ve Grübner (2006) New (1991, 1992) Skinner (1992) Hayes ve Pisano (1996) Schmenner ve Swink (1998) Boyer ve Lewis (2002) Li, Zhang, Tian ve Ding (2010).")
10
DÜNYA KLASMANINDA ÜRETİMİN TANIMI VE ÖZELLİKLERİ World class manufacturing –“Dünya klasmanında üretim”, –“Dünya sınıfında üretim”, –“Alanında en iyisi”, – “En iyi uygulamalar” StratejiYönetim Felsefesi Yönetim Stratejisi Haynes, 1999; Voss, 1995 Schonberger, 1986; Foster ve Horngren, 1988; Maskell, 1991 Üretim Stratejisi McNair v.d.,1989 Lind, 2001;

11
WCM, işletmenin belirlemiş olduğu rekabetçi avantajı elde etmede yardımcı olacak üretim ve yönetim yaklaşımlarının en iyi ve en uygun yaklaşımlarını bir arada tutan; çalışanların bu uygulamaların en iyi şekilde gerçekleştirilmesini sağlamaya yürekten bağlı olmalarını sağlayacak zihin yapısını oluşturan ve sürekliliği sağlayan bütüncül bir anlayıştır.

12
WCM İşletmelerinin Özellikleri Yüksek seviyede ürün farklılaştırmasına rağmen, müşteri taleplerine hızlı cevap veren işletmelerdir. Bu tip işletmeler piyasaya sık sık yeni ürünler sürer ve bunun zamanlamasını iyi ayarlarlar. Sahip oldukları ekipmanlar, az işlemi ve az ayarlamayı kısa sürede gerçekleştirmeyi sağlayan yüksek otomasyonlu ekipmanlardır. Makinelerinde yüksek derecede kalite kontrol mevcuttur. Tesislerindeki makineleri genellikle akış tabanlı olarak yerleştirir ve üretimi kısa sürelerde gerçekleştirirler. Sorumluluk ve yetki, işletme içinde en alttan en üst kademeye kadar dağıtılır. Yalın üretim prensiplerinden hareketle örgüt yapısı yalınlaştırılmıştır. Takım tabanlı ücret ve ödüllendirme sistemleri ile takım bazlı çalışmalar teşvik edilmektedir. Eğitimlerin desteğiyle çalışanlara birden fazla beceri kazandırılmaktadır. Çalışanlar dahil oldukları süreçlerin yöneticiliği de üstlenmektedir. Sistemde var olan veya oluşturulan standartları sorgulayan, geliştiren, ayarlayan ve geri bildirimini sağlayan bir zihniyet hakimdir. Müşteri ihtiyaçlarında meydana gelen bir değişimin mevcut sisteme örgütsel yeteneklerle entegre edilip müşteri odaklılığın hakimiyeti sağlanmaktadır.

13
DÜNYA KLASMANINDA ÜRETİMİN ELEMANLARI İşletmeler performanslarını geliştirmek ve dünya klasmanında üretim seviyesine ulaşabilmek için gen iyi uygulamalara adapte olmayı öğrenmek zorundadırlar. Bu uygulamaların başarısı için, dünya klasmanında üretimin elemanlarını öğrenmek, uygulamak ve geliştirmek şarttır. Böylelikle elde edilen sonuçlar, işletmeye rekabetçi bir avantaj sağlayacaktır. WCM elemanları: –liderlik,liderlik –üretim hücreleri,üretim hücreleri –çalışanların katılımı,çalışanların katılımı –malzeme ihtiyaçları planlaması,malzeme ihtiyaçları planlaması –tam zamanında üretim,tam zamanında üretim –toplam kalite yönetimitoplam kalite yönetimi –standardizasyonstandardizasyon

14
Liderlik WCM yolculuğuna çıkan bir işletme için çalışanların problem çözme anlayışıyla hareket edebilmesini sağlayacak olan güçlü ve inançlı liderlerin varlığı, WCM başarısı için gerekli elemanlarından biridir. WCM çalışmalarını uygulamak için; yetenekli, değişime karşı gösterilen direncin üstesinden gelebilecek, vizyon sahibi ve sağlam stratejiye sahip olan liderlere ihtiyaç vardır : –Yapılan değişikliklere karşı gösterilen direnci lehe çevirebilmesi, –Liderleri destekleyecek olan üst yönetimin varlığı, –Üst yönetimin yapılan çalışmaları maddi ve manevi olarak desteklemesi, –Hazırlanan çalışma planlarına uyum için tüm çalışanları cesaretlendirmesi. WCM stratejilerinin uygulanmasında tek bir liderden söz etmek mümkün değildir. Bu yaklaşımda liderlik, WCM kültürünün doğru bir şekilde konumlanması için önemlidir. WCM evini oluşturan sütunların her birinin bir lideri vardır ve bununla birlikte liderlik rolü çalışanlarla paylaşılmaktadır. Başka bir ifade ile liderlik ortak amaç doğrultusunda eş zamanlı olarak gerçekleştirilmektedir.

15
Üretim Hücreleri Dünya Klasmanında Üretim Hücreleri Çalışan *Bir makineden diğer bir makineye yürür. *Her makineyi çalıştırabilecek yeteneğe sahiptir. Bilgi *Üretim hücrelerinde saatlik çizelgeler, İSG ile ilgili bilgiler ve eğitimler bilgisayarda takip edilir. *Her hücrenin performansı herkese açık bir şekilde izlenir. *Operatörler müşteri taleplerine göre değişiklikler yapabilir. Bakım *Her ekipman yerli yerindedir. *Önleyici ve kestirimci bakım ile planlanmamış bozulmalar sıfıra indirilir. Makine *Küçük makineler *5S programı uygulanır. *Hücre tasarımı müşteri ihtiyaçlarına göre yapılır. *Tüm ayarlamalar 10 dakikanın altında gerçekleşir. Materyal *Tek akış hattıyla, deşe ve fire oranı sıfıra yakındır. *İşlemlerde darboğazlar oluşmaz.

16
Çalışanların Katılımı WCM’nin üçüncü elemanı olan çalışan katılımının tam olarak sağlanması ve WCM başarısına katkı sağlayabilmesi için göz önüne alınması gereken beş temel husus bulunmaktadır. –iletişim ve eğitim, –bilgi akışı, –katılım, –ödüllendirme ve takdir etme –Güven Çalışan katılımı, örgüt tarafından başlatılmalı, üst yönetim tarafından desteklenmeli ve çalışan katılımının motivasyonu hem formel hem de informel kanallarla sağlanmalıdır. Çalışan katılımının arttırılması için şu noktalara dikkat edilmesi gereklidir: –Bilimsel ve teknik bilgiler ışığında, çalışanın fiziksel-zihinsel sağlığını ve iş güvenliğini sağlama, –Organizasyonel/teknik beceri ve yeteneklerini destekleme, geliştirme ve ödüllendirme, –Katılımın özgürce, herhangi bir baskı altında kalmadan sağlanabilmesi için çeşitli mekanizmaların varlığı.

17
Malzeme İhtiyaçları Planlaması Malzeme ihtiyaçları planlaması (MRP), ana üretim programındaki parçaların zamanında üretilmesi için gerekli olan bileşenlerin, bileşenlerin miktarlarının ve teslim zamanlarının belirlenmesi çalışmalarını kapsamaktadır. WCM’de en kaliteli ürünü en hızlı şekilde üretebilmek için; gerekli olan hammadde ve ekipmanları tam zamanında temin etmek ve maliyetleri istenen noktalara çekebilme açısından stokları minimum seviyede tutabilmek için gereken MRP uygulamaları oldukça önemlidir. WCM’nin diğer elemanları olan üretim hücrelerinin ve JIT’in tam anlamıyla işleyebilmesi için MRP’nin işletmede mutlaka uygulanması gerekmektedir. Kurumsal Kaynak Planlaması, WCM seviyesine erişim amacıyla işletme genelinde bütünlüğü sağlayacak bir sistemdir. Bilgi teknolojisi altyapısı sayesinde, işletmenin tüm fonksiyonlarını birbirine entegre ederek etkin bir planlama ve iletişim işlevini görür. Böylelikle istenen mükemmel düzeydeki performansı elde etme isteyen işletmelere büyük rekabet avantajları sağlanacaktır.

18
Tam Zamanında Üretim JIT, bir işletmeye somut müşteri ihtiyaçlarını karşılamak üzere, küçük miktarlarda ve kısa süre içinde üretim yapma ve ürün sunma olanağı veren ilkeler, araç ve teknikler dizisidir. Ürün üretiminde kullanılan hammadde ve ara ürünler ile nihai ürün stoklarının veya bunlar için tüketilen kaynakların minimum olması esasına dayanmaktadır. JIT'i başarılı bir şekilde uygulamak isteyen işletmelerin; güvenilebilir tedarikçi ağları, sağlam önleyici bakım programları ve kusurlu parçalardan kaçınmak için mükemmel bir kalite kontrol programı oluşturmaları gerekmektedir. JIT uygulamaları ile mevcut işletme varlıkları üzerinden elde edilecek getirilerin daha uzun vadeli olması sağlayarak mükemmel örgütlere zemin oluşturur.

19
Toplam Kalite Yönetimi TKY örgütsel felsefe olarak ürün, süreç ve hizmet kalitesini sürekli ve sistematik olarak iyileştirmeye odaklanma olarak tanımlanmaktadır. –Müşterinin ihtiyacı en üstün değerdir ve kaliteyi, müşteri tanımlar. –Üst yönetim, kalite için mutlaka bir lider sağlamalıdır. –Kalite, işletmelerin tüm seviyesinde yer alarak herkesin sorumluluğunda olmalıdır. –İşletmelerin bütün fonksiyonları, stratejik amaçları gerçekleştirmek için sürekli kalite iyileştirmeye odaklanmalıdır. –Kalite problemleri, çalışanların ve yönetimin ortaklaşa çabaları sonucu çözülmelidir. –Problem çözme ve sürekli kalite iyileştirme, istatistiksel kalite kontrol metotlarının kullanımını temel almalıdır. –Çalışanların eğitimi ve geliştirilmesi, sürekli kalite iyileştirmelerinin temelini oluşturmalıdır. Üst yönetim desteği İşgücü yönetimi İş tutumuSüreç akış yönetimi Son muayenede yeniden işlemeye geçmeden tamamlanan ürün yüzdesi Piyasadan algılanan kalite sonuçları Rekabetçi avantaj

20
Standardizasyon Standardizasyon belirli bir faaliyetle ilgili olarak ekonomik fayda sağlamak üzere ilgili bütün tarafların yardım ve işbirliği ile belirli kurallar koyma ve bu kuralları uygulama işlemidir. Standardizasyonun amacı, hız, maliyet ve kalitede yapılan iyileştirmeleri, bütün ürün hatlarına ve örgütün tümüne yaymaktır. WCM kapsamında standartların belirlenmesi ve işletmelerde her alanda standardizasyonun sağlanabilmesi amacıyla yapılan farklı çalışmalarda farklı dünya klasmanında ölçüm standartları belirlenmiştir.

21
WCM UYGULAMA STRATEJİLERİ İşletmelerin içinde bulundukları dinamik çevre koşullarında hayatta kalmayı başarıp, takip edilen (lider) olmaları için her şeyden önce öğrenen ve öğrendiklerini uygulayabilen bir yapıya sahip olmaları gerekmektedir. İşletmelerin lider olabilmeleri için sahip olması gereken diğer değerler arasında, problem çözme, yalın düşünme, takım çalışması, bağlılık, katılım ve iletişim sayılabilir. Bu değerler tabanında işletmelerin küresel anlamda rekabet edebilmesini ve rekabet gücünü sistematik olarak iyileştirebilmesini sağlayarak, dünya klasmanında üreticileri başarıya götüren WCM’in amacına ulaşabilmesi için birtakım stratejiler, sürekli iyileştirme konsepti içerisinde değerlendirilmelidir.

23
WCM Modellerinin Ortak Özellikleri –WCM modeli bir bütün olarak ele alınır. –WCM stratejileri arasında bir bağlılık söz konusudur ve başarıya ulaşmak için her birine eşit önem verilir. –WCM modeli stratejilerinin eş zamanlı olarak uygulanması arzulanır. –Bütün modeller sürekli iyileştirme konsepti olarak ele alınır. –WCM modeli, artan beklentileri karşılamak üzere sürekli iyileştirmeleri amaçlayan iteratif ve devam eden bir süreç olarak değerlendirilir. –Modeldeki iyileştirme fırsatlarını tanımak, değerlendirmek ve uygulamak; dünya klasmanındaki üreticileri rakiplerinden ayırıcı bir özelliktir. –Modelin temel stratejilerinden birinin göz ardı edilmesi ya da uygulanmaması WCM modelini başarısızlığa uğratır.

24
WCM modelinin uygulamasında hangi strateji seçilmiş olursa olsun bir bütünlük içerisinde tüm stratejilere eşit değer vererek ve eş zamanlı olarak sürekli iyileştirme amacıyla uygulanmalıdır. Bu nedenle WCM planı takip edilmelidir. –1.Aşama-Durum Tespiti1.Aşama-Durum Tespiti –2.Aşama-Yapılacak Çalışmalar2.Aşama-Yapılacak Çalışmalar –3.Aşama-Denetim3.Aşama-Denetim

25
1.Aşama-Durum Tespiti: WCM modelini uygulamayı düşünen bir işletme öncelikle mevcut durumunu değerlendirmelidir. İşletme bunun için SWOT analiziyle zayıf yanlarını tespit etmelidir. Fonksiyon, süreç ve aktiviteleriyle birlikte mevcut sistemini gözden geçirip, performans ölçümleriyle birlikte dokümantasyonunu sağlamalıdır. Fabrika temizliğinden, tesis güvenliğine; eğitime katılım sağlanmasından atölyeden fikir elde etmeye kadar bütün noktalar kontrol edilmeli ve işletmenin o anının fotoğrafı çekilmelidir.

26
2.Aşama-Yapılacak Çalışmalar: Yapılan durum tespitlerinden hareketle işletmenin nerede olduğu ve nerede olması gerektiği tanımlanır. Sonra WCM performans standartlarına bağlı olarak vizyon ve misyon geliştirilir. WCM amaçlarına ve işletmenin pozisyonuna uygun olarak, sürecin sağlıklı bir şekilde ve istenilen yönde ilerlemesini sağlayacak uygun değişim önlemlerini alma faaliyetlerini içeren stratejiler geliştirilir. Eski işletme pozisyonları kaldırılır. Ölçüm tabanlı yönetim anlayışı ve uygulamaları içeren ve WCM sürecine zemin oluşturacak stratejiler hazırlanır. Bu stratejiler; değişim yönetimi, çalışan katılımı, tesis planlama, 6S ve takım çalışmasının geliştirilmesidir. Bu zemin hazırlandıktan sonra destekleyici stratejiler olan; TPM, üretim hücreleri, SMED ve Kanban devreye girer. Verimlilik ve karlılık ile ilgili iyileştirmeler sağlanır. WCM modeliyle elde edilen durumu korumak için, modelin vazgeçilmez parçası olan Kaizen ile modelin sürekliliği sağlanır.

27
3.Aşama-Denetim: İç ve dış denetimler yapılır. En iyi olma yolundaki çabaların sonuçları değerlendirilir. ‘Daha iyi olan’larla karşılaştırmalar yapılır. Eksiklikler giderilerek uzun dönemli amaçlar bulunur ve geliştirilir.

28
WCM planı kapsamında yapılan çalışmalar sonucunda işletmede şu sonuçların elde edilmesi beklenir: –Üst yönetimle fabrika genelinde toplantılar günlük olarak yapılmaya başlamıştır. – İşgücü kendini işin sahibi gibi hissetmeye başlamış ve kendi yönettiği iş takımlarıyla bütünleşmiştir. –İyileştirmeler, yönetimin direkt katılımı olmadan uygulanır hale gelmiştir. –Herkes hat durdurma yeterliliğine sahip olmuştur. –Hata ortaya çıkmadan önce engellenmektedir. –Çalışanlar, bütün işlemler gerçekleşirken müşteri gibi davranmaktadır. –Denetleyiciler artık bir eğitici, koç ve iş kolaylaştırıcı haline dönüşür. –Herkes için uygun ve yerinde sürekli eğitimler sağlanmaktadır. – Tüm çalışanların eğitim ihtiyaçları bireysel bazda karşılanmaktadır. –Mevcut durumu korumak için sürekli iyileştirme teknikleri kullanılmaktadır. – Dünya klasmanında performans için benchmarklar, günlük olarak takip edilmekte ve gerektiği durumlarda değiştirilmektedir.

29
WCM Stratejileri 6S stratejisi,6S stratejisi Takım kurma,Takım kurma Dünya klasmanında bakım (WCMt), Tekli dakikalarda kalıp değişimi (SMED), Kanban,Kanban Kaizen,Kaizen Dünya klasmanında iş sağlığı ve güvenliği.
, Tekli dakikalarda kalıp değişimi (SMED), Kanban,Kanban Kaizen,Kaizen Dünya klasmanında iş sağlığı ve güvenliği.")
30
6S Stratejisi Geleneksel olarak beş eleman içermesine rağmen birçok işletme, işyeri örgütsel sisteminin önemli bir parçası olarak güvenlik (Safety) elemanını da bu stratejiye eklemeyi uygun görmüş ve bunun sonucunda strateji 6S olarak anılmaya başlamıştır. WCM için yapılan işlerin ve uygulamaların en iyi olabilmesi, işletmenin fiziksel olarak da en iyi koşullara sahip olmasını gerektirir. 6S’in gerçekleştirilmesi WCM için büyük önem taşımaktadır.

31
Takım Kurma Takım; ortak performans amaçlarına ve karşılıklı sorumluluk anlayışına bağlı ve tamamlayıcı yeteneklere sahip olan az sayıdaki insan topluluğudur. İşletmelerin takım kurarken kullandıkları dört önemli tasarım tekniği bulunmaktadır: –Örgütsel stratejik önceliklerle uyum sağlayacak ve açıkça tanımlanmış görevler ve hedefleri belirlemek –Mevcut kaynakları kullanılabilir hale getirmek –Takımla çalışma yeteneğine ve deneyimine sahip olan takım üyelerini seçmek –Aciliyet duygusu yaratmak Dünya klasmanında üretim seviyesine erişebilmek için stratejileri uygulayacak çalışanlara ve bu çalışanların takım çalışmasıyla ortaya çıkaracağı sinerjiye ihtiyaç vardır. Bu sinerji ve sinerjinin getirilerini elde edebilmek, uygulanacak stratejilerin en iyi şekilde yapılmasına olanak tanıyarak en iyi performansı sağlayacaktır.

32
Dünya Klasmanında Bakım (WCMt) TPM, WCM stratejilerinin temelini teşkil eder. –Bütün organizasyonel fonksiyonlar arasındaki -özellikle de üretim ve bakım, ürün kalitesini sürekli iyileştirme, operasyonel etkinlik, kapasite güvencesi ve güvenlik- sinerjistik ilişkiyi tanımlamaktadır. –TPM’nin amacı, işlerin düzgün ve güvenilir çevrim süresi içinde gerçekleşmesini sağlayacak mevcut ekipmanları tamamen güvenilir kılmaktır. “İsrafsız bakım”, “bakımda mükemmellik”, “en iyi bakım uygulaması” WCMt, çeşitli işletmelerin dünya klasmanında üreticiye dönüşmek için bakımda takip ettiği ve kendi üretim sürecine adapte ettiği en iyi uygulamalardır. WCM yolculuğunda olan işletmeler, rutin bazı bakım görevlerini direkt sorumlu işçinin görev tanımına ekleyerek oldukça büyük yararlar sağlamaktadır.

33
Tekli Dakikalarda Kalıp Değişimi ( Single Minute Exchange Dies- SMED) On (10) dakikanın altında gerçekleştirilen kurulumları (setup) ifade eden SMED’in ilk aşamaları 1950’lerde Shigeo Shingo tarafından geliştirilmiştir. Setup (kurulum) süresi, üretilen ilk üretim parçası ile son üretim parçası arasında geçen süredir. –İç setup, makine kapalıyken kalıpların takılması veya kaldırılması gibi yapılması gereken işlemleri ifade eder. –Dış setup ise makine çalışır durumdayken yapılması gereken faaliyetlerdir. Setup çalışmalarının amaçları; setup süresindeki bütün israfları elimine etmek, setupları tek aşamalı süreçlere indirgemek ve setup süresini mümkün olduğunca sıfıra yakın hale getirmektir. WCM kapsamında hızlı ve kaliteli üretim gerçekleştirebilmek için makinelerin ve aparatlarının hazırlanma, ürün geliştirme ve kurulum sürelerini mümkün olduğunca kısaltmak; işletmeye karşılaşabileceği her türlü israfı önleme açısından avantaj sağlayacaktır. Zamanında üretim, teslim ve zamanında dağıtım ile müşteri memnuniyeti üst seviyeye çıkarmak mümkün olacaktır.
 süresi, üretilen ilk üretim parçası ile son üretim parçası arasında geçen süredir. –İç setup, makine kapalıyken kalıpların takılması veya kaldırılması gibi yapılması gereken işlemleri ifade eder. –Dış setup ise makine çalışır durumdayken yapılması gereken faaliyetlerdir. Setup çalışmalarının amaçları; setup süresindeki bütün israfları elimine etmek, setupları tek aşamalı süreçlere indirgemek ve setup süresini mümkün olduğunca sıfıra yakın hale getirmektir. WCM kapsamında hızlı ve kaliteli üretim gerçekleştirebilmek için makinelerin ve aparatlarının hazırlanma, ürün geliştirme ve kurulum sürelerini mümkün olduğunca kısaltmak; işletmeye karşılaşabileceği her türlü israfı önleme açısından avantaj sağlayacaktır. Zamanında üretim, teslim ve zamanında dağıtım ile müşteri memnuniyeti üst seviyeye çıkarmak mümkün olacaktır..")
34
Kanban JP=Kart veya görünür bir işaret Kanban sistemi, içine kartlar konulmuş bir kutudur. Kanban sistemi; Toyota’da, Taiichi Ohno tarafından geliştirilmiş olup JIT ile envanter kontrol sistemlerinde kullanılan bir iletişim aracıdır. Kanban sisteminde bu iletişimi sağlayan üç tip etiket vardır: –Kimlik Etiketi: Ne üretildiğini gösterir. –İş Talimatı Etiketi: Hangi sırada, ne kadar sürede, nelerin yapılması gerektiğini gösterir. –Transfer Etiketi: Transfer edileceklerin nereden nereye gönderildiğini belirtir.

35
Kaizen JP=Sürekli iyileştirme Kaizen; ev, iş ve sosyal hayatta olabilecek sürekli iyileştirmeleri kapsayan bir felsefedir. Başarılı bir Kaizen stratejisinden söz edebilmek için, mevcut durumun yetersiz bulunması, insana yapılacak yatırımın farkında olunması ve problem çözme tekniklerinin yaygın bir şekilde kullanılabilir durumda olması koşullarının sağlanmasının yanında yönetimin görevinin standartları iyileştirmek; işçinin sorumluluğunun ise, standartları korumak olduğunun bilinmesi gereklidir. Kaizen uygulaması, dünya klasmanında iş sağlığı ve güvenliği için sıfır anormallik hareketinin tam anlamıyla gerçekleştirilebilmesi için şart olan bir stratejidir.

36
Dünya Klasmanında İş Sağlığı ve Güvenliği İşçiye, işe ve işyerine zarar verebilecek olan, çeşitli nedenler sonucu oluşan olumsuz koşulları engellemek ve güvenli çalışma ortamı yaratmak amacıyla yapılması gereken planlı çalışmalara İş Sağlığı ve Güvenliği Uygulamaları denir. Dünya klasmanında yer almak isteyen işletmelerin temel değer niteliğinde olan İSG uygulamalarını «Dünya Klasmanında» seviyesinde gerçekleştirebilmeleri için, David A. Jones’un belirttiği üç önemli husus bulunmaktadır: –işletmelerin bu yola neden girdiklerinin farkında olmaları –işletmelerin dünya klasmanında yer alması durumunda neyi amaçladığının farkında olmaları –vizyonlarını ve amaçlarını belirleyen işletmelerin, dünya klasmanında yer alabilmek için kendilerine uygun ve en iyi olan sistemi kullanmaları gerekliliği

37
İşletmede WCS’nin söz konusu olabilmesi için, güvenlik ve sağlık kavramlarının çalışanların hem iş hem de özel hayatlarının her bileşeninin bir parçası olması gerekmektedir. WCS dinamik bir stratejidir ve bu stratejide en iyi olmak için işletmelerin birtakım aşamalardan geçmesi gerekmektedir. Her işletme için standart bir başlangıç aşaması olmasa da her işletmenin varması gereken bir hedef aşama bulunmaktadır.

38
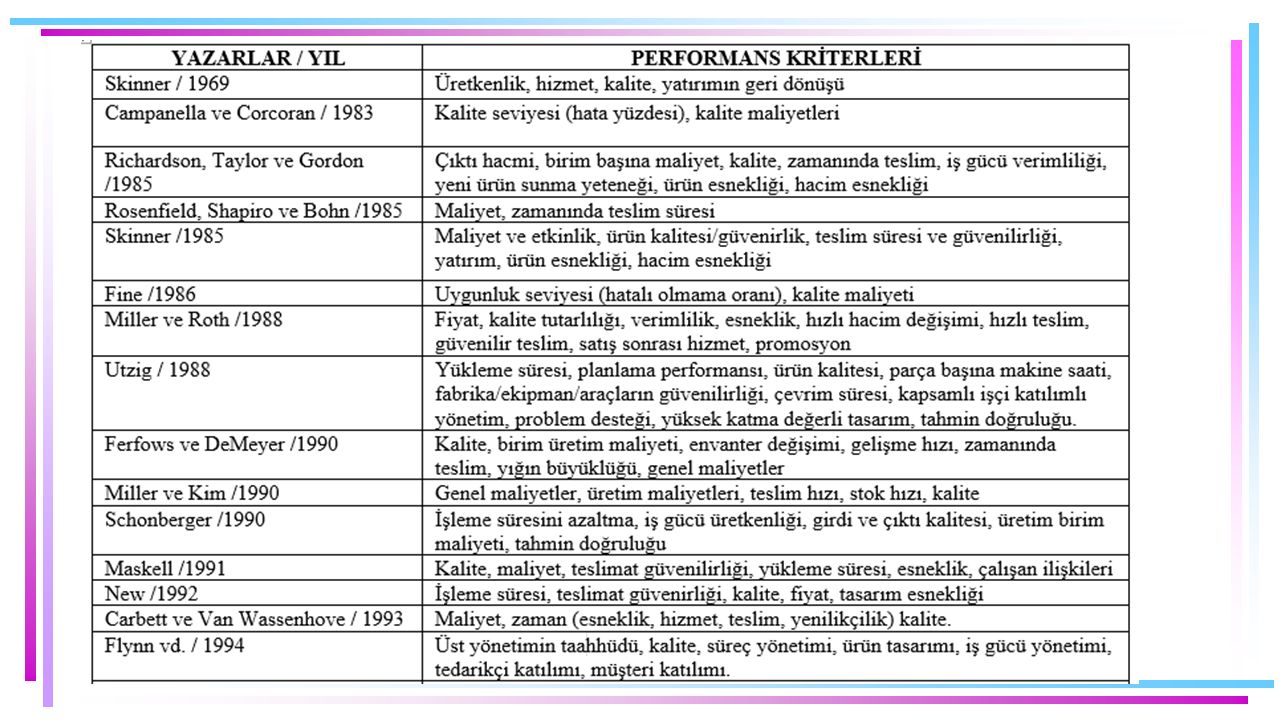
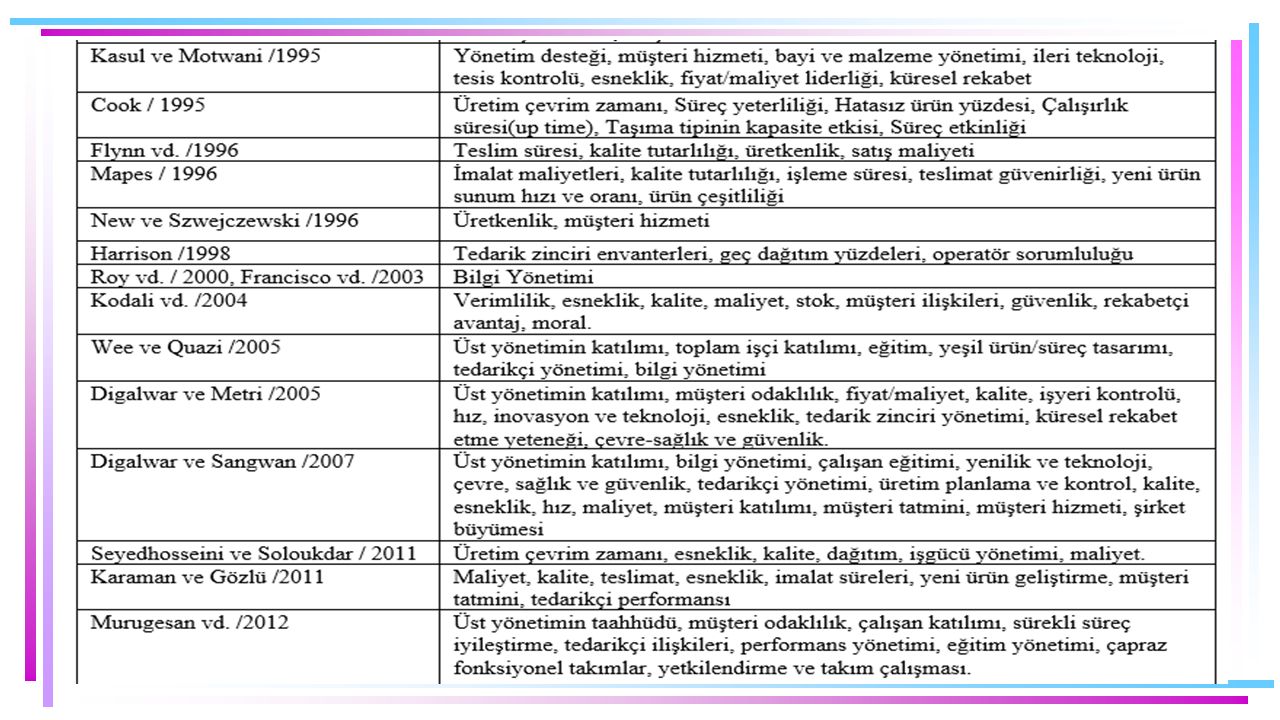
DÜNYA KLASMANINDA ÜRETİMİN PERFORMANS KRİTERLERİ WCM anlayışının benimsemesiyle birlikte işletmeler – stratejik amaçlarının performanslarını belirlemek için yerel ve küresel ölçümleri kullanmaya ve –stratejik amaçlarının gerçekleşebilmesi için gerekli bilgi değişim mekanizmasını sağlayacak performans ölçüm sistemlerini geliştirmeye daha fazla önem vermeye başlamışlardır. Bunun yanında dünya klasmanındaki üreticiler, amaçlarını ve performans beklentilerini tanımlamaya yardımcı olacak kriterlerin önemini fark etmişlerdir. çeşitli performans kriterleri

41
DÜNYA KLASMANINDA ÜRETİMİN DEĞERLENDİRİLMESİ WCM uygulamaya başlayan ve halihazırda uygulayan işletmeler –WCM AssociationWCM Association –Phil RobinsonPhil Robinson –Radar KartıRadar Kartı

42
WCM Association WCM Association tarafından yapılan değerlendirmede çalışmalar 100 puan üzerinden değerlendirilmektedir. –Prof Dr. Hajime Yamashina : Kyoto Ünirversitesi Mühendislik Bilimleri ve Royal Swedish Academy of Engineering Sciences üyesi –Luciano Massone : WCM Association Avrupa başkanı –Diane Gaillot : WCM Association üye kuruluşlarından Thermal Ceramics üst düzey yöneticisi Bu değerlendirme yapılırken WCM’de teknik ve yönetsel sütunlar (pillarlar) 0-5 arasında bir puan üzerinden değerlendirilmektedir. –100 puan üzerinden 50-60 arası puan alan işletmeler bronz, –61-70 arası puan alan işletmeler gümüş, –71-85 arası puan alan işletmeler altın seviye, –85 puan ve üzeri alan işletmeler ise dünya klasmanında üretici olarak kabul edilmektedir.
 0-5 arasında bir puan üzerinden değerlendirilmektedir. –100 puan üzerinden arası puan alan işletmeler bronz, –61-70 arası puan alan işletmeler gümüş, –71-85 arası puan alan işletmeler altın seviye, –85 puan ve üzeri alan işletmeler ise dünya klasmanında üretici olarak kabul edilmektedir..")
43
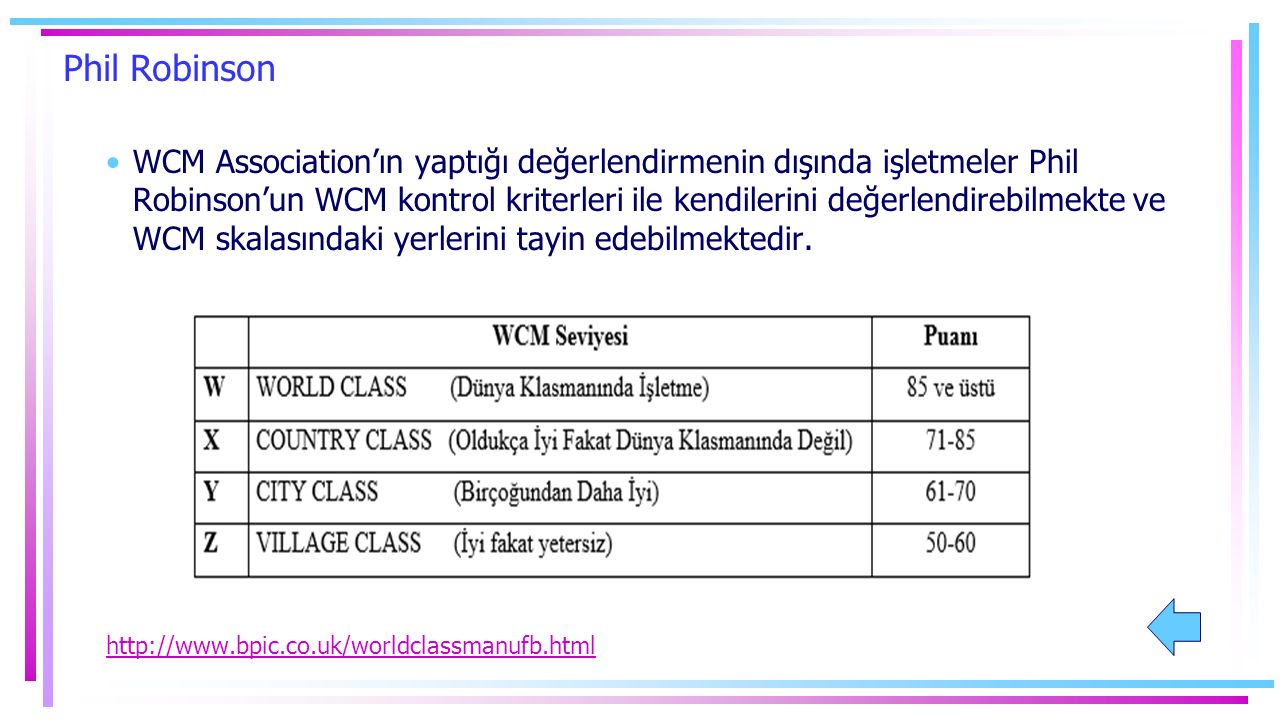
Phil Robinson WCM Association’ın yaptığı değerlendirmenin dışında işletmeler Phil Robinson’un WCM kontrol kriterleri ile kendilerini değerlendirebilmekte ve WCM skalasındaki yerlerini tayin edebilmektedir. http://www.bpic.co.uk/worldclassmanufb.html
44
Radar Kartı Association Manufacturing Excellence (AME) tarafından geliştirilen “yalın değerlendirme araçları”nın bir kombinasyonu olarak uygulanan radar kartı, örgütsel performans alanlarını (0-5 arası) değerlendirmeye yönelik olarak kullanılmaktadır. Radar kartı performansı bir bütün olarak göstermekle birlikte ayrı ayrı alt kalemleri hakkında bilgi sunan görsel bir araçtır. Radar kartı uygulamasında öncelikle değerlendirilecek kategoriler (pillarlar) belirlenir. Daha sonra belirlenen kategoriler (pillarlar) değerlendiriciler/denetçiler tarafından puanlandırılır. Sonraki aşamada her kategorinin ortalaması alınır ve grafik üzerine işaretleme yapılır.
 belirlenir. Daha sonra belirlenen kategoriler (pillarlar) değerlendiriciler/denetçiler tarafından puanlandırılır. Sonraki aşamada her kategorinin ortalaması alınır ve grafik üzerine işaretleme yapılır..")
Benzer bir sunumlar



 analiz eder. İşletmenin geleceği ile.>")









.>")





