Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
KAYNAK İŞLERİNDE SAĞLIK VE GÜVENLİK ÖNLEMLERİ

2
KAYNAK Kaynak genel anlamda iki metal parçayı birbirine birleştirmek için yapılan işlemdir.

3
Pratik olarak bütün kaynak usulleri pek az istisnası ile, kaynak yerinin erime veya metalin solidüsüne üstten yakın bir sıcaklığa kadar ısıtılmasını gerektirir.

4
Kaynak tekniğinde kullanılan ısı,
Bir yanıcı gaz ile hava veya oksijenin yanmasından meydana gelen alev, Elektrot ile iş parçası veya iki elektrot arasında hasıl olan elektrik arkı, İki veya daha fazla metal parçasından akım geçerken parçaların gösterdiği elektrik direnci ısısı, Sürtünme ısı veya elektron bombardımanı gibi, tatbik edilen usule göre değişebilir.

5
Metallerin birleştirilmesi veya kesilmesinde, termik usulün, mekanik usule nazaran daha kolay ve çabuk olmasından dolayı, genellikle büyük tehlike arz eden yerlerde bile kullanılmasını sağlamaktadır.

6
Kaynak yöntemlerinin sınıflandırılması şu şekilde yapılabilir;
Gaz kaynağı Ark kaynağı Tozaltı kaynağı Gazaltı kaynağı

7
GAZ KAYNAĞI Karpitin su ile birleşmesinden meydana gelen yanıcı gaz asetilen, yakıcı gaz olarak da oksijen cihazı kullanılır. Asetilen ve oksijen karışımı kaynak için isteklere cevap vermektedir.

8
ENDÜSTRİYEL GAZLAR VE BASINÇLI GAZ TÜPLERİ
1.YANICI GAZLAR Tüplerde valf ağzı sol vida dişlidir. Saat ibresinin ters yönünde sıkıştırılır. ASETİLEN (C2H2) Renksiz, havadan hafif, zehirli olmayan bir gazdır. Sarımsağa benzer kokusu vardır. SPG (LPG) HİDROJEN
 Renksiz, havadan hafif, zehirli olmayan bir gazdır. Sarımsağa benzer kokusu vardır. SPG (LPG) HİDROJEN.")
9
2. YAKICI GAZLAR OKSİJEN (O2): Havadan biraz ağır, renksiz, kokusuz ve tatsız bir gazdır.
: Havadan biraz ağır, renksiz, kokusuz ve tatsız bir gazdır.")
10
3. ASAL GAZLAR AZOT-ARGON (N ve Ar) : Azot Havanın %78 ini oluşturur ve havadan hafif bir gazdır. Argon havadan ağırdır. Saf Azot ve Argonu 3 kez solumak öldürebilir.
 : Azot Havanın %78 ini oluşturur ve havadan hafif bir gazdır. Argon havadan ağırdır. Saf Azot ve Argonu 3 kez solumak öldürebilir.")
11
YANICI GAZ ASETİLEN’İN (C2H2) ÖZELLİKLERİ
Asetilen gazı havadan hafif, renksiz, (havada %1 oranından itibaren) güçlü kokusu olan bir gazdır. Gaz halindeki çözülmemiş asetilen ısı ve/veya basınç etkisi ile ayrışır. Bu nedenle çalışma basıncı en fazla 1.5 bar olmalıdır.
 güçlü kokusu olan bir gazdır. Gaz halindeki çözülmemiş asetilen ısı ve/veya basınç etkisi ile ayrışır. Bu nedenle çalışma basıncı en fazla 1.5 bar olmalıdır.")
12
Asetilen-hava ya da asetilen-oksijen karışımı %2
Asetilen-hava ya da asetilen-oksijen karışımı %2.4 oranında olduğunda, ateş alması ve kapalı yerde, ortamda oluşabilecek bir kıvılcımla patlaması önlenemez. Asetilen/oksijen karışımının yanma hızı 13.5 m/saniye’dir. Asetilen gazının yanma sıcaklığı 350OC derecedir. Asetilen gazı, oksijenle tam bir yanma sağlandığı zaman C derece ısı verir. Bu nedenle kaynak işlerinde kullanılmaya elverişli bir gaz olma özelliği taşımaktadır. Asetilen tüplerinin doldurulması ayrı bir fiziki olay olduğu için, bu işlemde fazla basınca müsaade edilir, bu basınç da 18 ATÜ’ yü geçmemelidir.

13
YAKICI GAZ OKSİJEN’İN (O2) ÖZELLİKLERİ
Renksiz, kokusuz ve havadan biraz daha ağırdır. Oksijen yanmayı teşvik eder. Çevredeki havanın veya malzemelerin %23 ve daha fazla oksijenle zenginleştirilmesi halinde, yanması zor olan malzemeler bile büyük hızla yanarlar.

14
Dar ve kapalı yerlerde yapılan kaynak işlerinde çıkan kaynak gazları, çalışanların sağlığı için zararlıdır. Çalışanların boğulma tehlikesini önlemek için böyle yerlere temiz hava verilmelidir. Asla oksijen verilmemelidir. Oksijenle temizlik yapılmamalıdır. Oksijenin sindiği elbiseler çok çabuk alev alır. Sıkıştırılmış saf oksijenin yağ ile temasında yanmalar meydana gelir. Bu nedenle kesinlikle yağlı elle, tüplerin ventilleri açılıp kapatılmamalıdır.

15
OKSİ-ASETİLEN KAYNAK İŞLERİNDE TEHLİKELERE YOL AÇABİLECEK HUSUSLAR VE ÖNLEMLER

16
TÜPLERİN NAKLİYESİ VE YERLEŞTİRİLMESİ
Tüpler fırlatmalardan, çarpmalardan korunmalıdır. (Özellikle 0 oC altında) Vidalanarak kapatılmış koruyucu kapakla taşınmalıdır, Isıya maruz bırakılmamalı, güneşin dik ışınlarından, radyasyondan, soğuktan, nemden ve açık alevli ateşlerden korunmalıdır,
 Vidalanarak kapatılmış koruyucu kapakla taşınmalıdır, Isıya maruz bırakılmamalı, güneşin dik ışınlarından, radyasyondan, soğuktan, nemden ve açık alevli ateşlerden korunmalıdır,")
17
Aynı cins tüpler bir arada taşınmalı ve depolanmalıdır,
Depolandıkları yerlerde devrilmemeleri için (kelepçe veya zincirle) bağlanıp, tedbir alınmalıdır, Yatık olarak kullanılmamalı ve depolanmamalıdır,
 bağlanıp, tedbir alınmalıdır, Yatık olarak kullanılmamalı ve depolanmamalıdır,")
18
Tüp arabalarında, meyilli olarak konulan tüplerin ağzı yukarı gelmeli, tüp dibi yerden en az 40 cm yüksekte olmalıdır. Boş tüplerde dolu tüplerden ayrı bir yerde toplanacaktır. Tüpler, yangına dayanıklı ve uygun havalandırması olan depolarda ve yanıcı ve yakıcı tüpler olarak ayrı ayrı olarak stoklanacaktır.

19
ASETİLEN TÜPLERİNİN PATLAMA SEBEPLERİ
Asetilen tüpleri düşmeye çarpmaya ve sarsıntıya maruz kalmamalıdır. Asetilen tüplerinin içerisinde gözenekli bir madde bulunur, buna aseton emdirilir. Asetilen gazını en iyi absorbe eden aseton olduğu için, asetilenin tüplere doldurulmasında bu sıvı kullanılır.

20
Asetilenin yalnız başına tüplere doldurulması ve kullanılması daima tehlike yaratır.
Tüp devrildiğinde veya çarptığında, tüp içerisindeki gözenekli maddenin çatlamasına sebep olur, bu da asetilen gazının ayrışmasına basıncın artmasına yol açar. Neticede patlama meydana gelir.

21
Asetilen gazının bakır ve bakır alaşımlı malzeme ile kullanılması tehlike yaratır.
Asetilen gazı bakır veya içerisinde %65-70’ den fazla bakır bulunan alaşımlarla temas ettiğinde patlayıcı olan asetilen-bakır alaşımı meydana gelir. Bu nedenle asetilen tesislerinde aparatlarında ve kullanılan aksesuarlarda bakır veya bakır alaşımlı malzeme kullanılması yasaktır. Asetilen hattına oksijen girmesi, dıştan ısınma ve tüp vanasının yanması da asetilenin ayrışmasına sebep olur.

22
ASETİLEN AYRIŞMASININ BELİRTİLERİ ve YAPILACAKLAR
Çelik tüpün ısınması, Çıkan gazın isli ve dumanlı olması durumunda, hemen - Tüp vanasını kapatılmalı - Tüp vanasını kısa bir süre açarak is veya duman çıkıp çıkmadığına bakılmalıdır, eğer çıkıyorsa tüpte asetilen ayrışması olmaktadır. - Basınç düşürücü sökülmeli, tüp güvenli bir alana götürülüp, bol su ile soğutulmalıdır.

23
- Tüpe, sıcaklığı her yerine çıplak elle dokunulabildiği süre, müdahale edilmelidir, aksi halde derhal yakında çalışanları uyarıp, itfaiyeye haber verilmelidir, tüp çevresi boşaltılmalıdır. - En az 24 saat boyunca tüpün ısınıp ısınmadığını kontrol ederek gözetim altında tutulmalıdır. - Tüpün bir daha kullanılmayacağı anlaşılır şekilde işaretlenip, yetkililere ve tüp imalatçısına haber verilmelidir.

24
ALEV GERİ TEPMESİ (FLASHBACK)
Sürekli geri yanma ile gaz geri tepmesinin beraber meydana gelmesidir. En büyük tehlike, alevin yanıcı gaz tüpüne kadar ulaşmasıdır. Bu olay, genellikle, gaz geri akışının fark edilemediği durumlarda, şalomada alevin tutuşturulmasıyla birlikte oluşan bir geri yanma sonucunda oluşur. Alev geri tepmesi oluştuğu zaman, büyük ihtimalle yanıcı gaz hortumu patlar ve ciddi kazalara sebep olur.

25
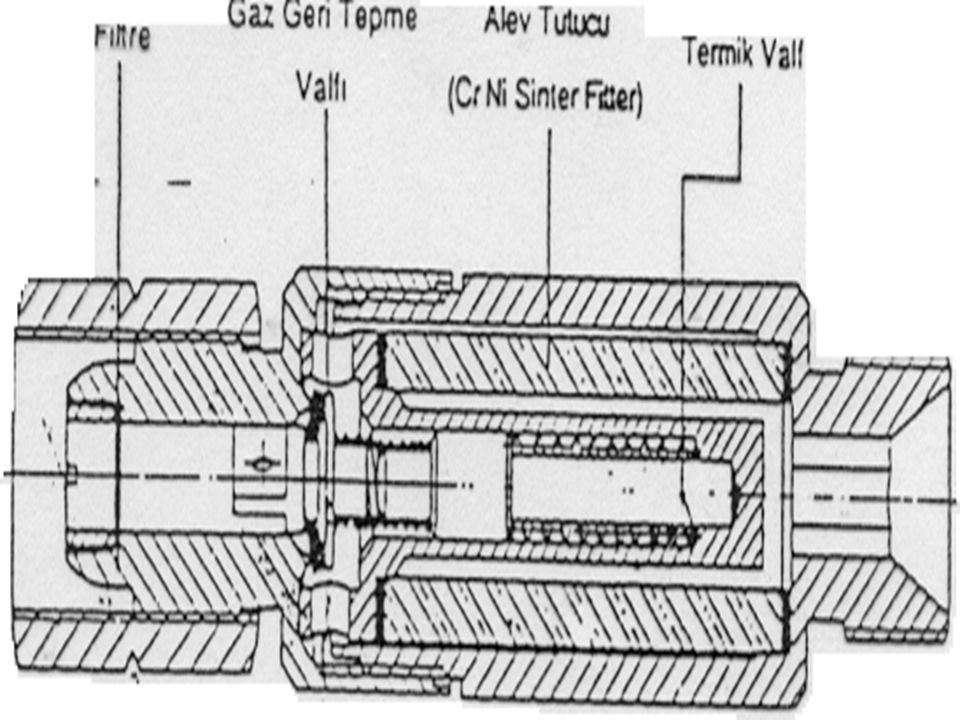
ALEV GERİ TEPMESİNİ ÖNLEME ARAÇLARI
Alev geri tepmesini önleyen araçlar alev geri tepme emniyet valfleridir. (Flashback arrestor). Emniyet valfleri alev tutucu bir sistem ile çek-valfin bileşimidir. Gaz girişine konan bir çek-valf vasıtası ile herhangi bir gaz geri akışı önlenir. Normal koşullarda gelen gaz hassas yayı iterek sistemden geçer ve şalomaya ulaşır. Herhangi bir şekilde oluşan gaz geri tepmesi hassas yayı ters yönde iterek gaz akışını her iki yönde de keser.
. Emniyet valfleri alev tutucu bir sistem ile çek-valfin bileşimidir. Gaz girişine konan bir çek-valf vasıtası ile herhangi bir gaz geri akışı önlenir. Normal koşullarda gelen gaz hassas yayı iterek sistemden geçer ve şalomaya ulaşır. Herhangi bir şekilde oluşan gaz geri tepmesi hassas yayı ters yönde iterek gaz akışını her iki yönde de keser.")
26
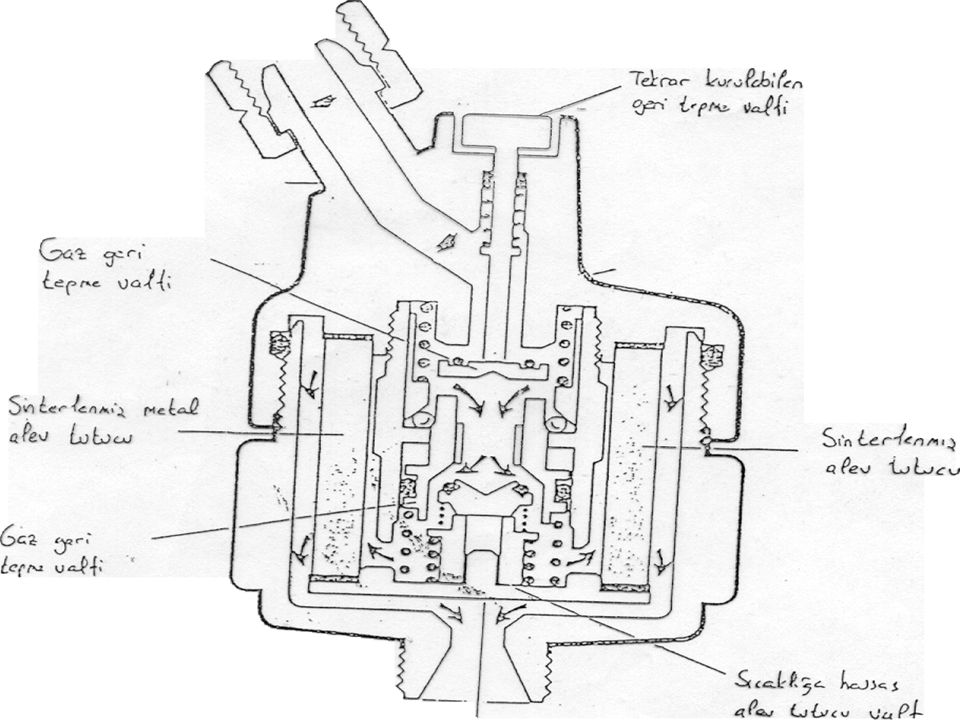
İkinci önlem olarak alev tutucu sistem kullanılır.
Bu sistem sıkıştırılmış bir yayın yaklaşık 80 °C da ergiyen bir lehim malzemesi ile sabitlenmesi ve bunun çevresine de sinterlenmiş paslanmaz çelik tozunun konulması ile oluşturulmuştur. Alev geri tepmesi durumunda lehim ergiyerek sıkıştırılmış yayı serbest bırakır ve bu yay çek-valfe vurarak gaz geçişini kapatır. Alev ise aynı asetilen tüpündeki poröz madde gibi davranan sinterlenmiş çelik tozu tarafından söndürülür. 2 tipi bulunmaktadır:

27
1. Şaloma Gaz Girişine Takılan Emniyet Valfi:
Bir ucu hortuma, diğer ucu ise şaloma girişine takılır. Genellik1e lehimle sabitlenmiş alev tutucu kullanıldığı için alev geri tepmesi sonucu bir daha kullanılamazlar ve değiştirilmeleri gerekir. Sadece gazın geri tepmesi ise içeride hasara neden olmaz, valf tekrar kullanılabilir.

29
2. Regülatör Çıkışına Bağlanan Emniyet Valfi:
Regülatör çıkışına hortumdan önce takılır ve alev geri tepmelerinde sistem tekrar kurulabilir. Kullanılan ekipman ve hortumlar standartlara uygun olmalı ve bağlantı elemanları uygun seçilmelidir. Yağlı el ve malzemelerle O2 tüplerine müdahale edilmemelidir. Periyodik kontroller mutlaka zamanında yapılmış tüpler kullanılmalıdır.

31
Kaynak işlerine başlamadan önce, basınç düşürücü (regülatör) emniyet ventili, alev tutucular, üfleçler, hortumlar ve bağlantılar kontrol edilmelidir. Çalışmaya başlamadan evvel, tüp üzerine basınç düşürücü takmadan önce tüp vanası kısa bir süre açılarak, tüp çıkışındaki pisliklerin dışarı atılması sağlanmalıdır.

32
ALEVİN YAKILMASI: Önce oksijen vanası açılır, sonra çok az gaz vanası açılarak şaloma(üfleç) yakılmalıdır.
 yakılmalıdır.")
33
Önce asetilen vanası, sonra oksijen vanası kapatılır.
ALEVİN SÖNDÜRÜLMESİ: Önce asetilen vanası, sonra oksijen vanası kapatılır.

34
ŞALOMADA (ÜFLEÇ ) MEYDANA GELEBİLECEK HATALI DURUMLAR
 MEYDANA GELEBİLECEK HATALI DURUMLAR")
35
PATLAMA Gazların hızı iyi ayarlanmadığında, çıkış hızlarının az olması durumunda yanma söner ve patlama şeklinde tekrar yanma olur. Bu patlama sırasında uzak yerlere kadar sıçrayan sıvılar, yangın tehlikesi yaratabilir. Gazların çıkış hızını yeterince ayarlayamıyorsak, kaynak memesini temizlemeliyiz veya daha küçük üfleç başlığı kullanmalıyız.

36
GERİDE ATEŞ ALMA Gazların çıkış hızları çok yoğun olduğunda veya karışım borusu çok ısındığında alev, karışım borusu içinde ıslık sesi çıkararak yanar. Bu durumda üfleç vanaları derhal kapatılmalı, üfleç soğumaya bırakılmalıdır. Kaynak memesi temizlenmelidir.

37
ALEV GERİ TEPMESİ Kaynak üfleci(şaloma) bağlantısındaki sızdırmalar, üfleç memesinin tıkanması gibi durumlarda, yakma işlemi yapılmadan önce oksijen asetilen hattına girer. Oksijen basıncı asetilen basıncından oldukça yüksek olduğundan patlayıcı oksijen-asetilen karışımı oluşur. Geri tepme güvenliği kullanılmamışsa, yakım işlemi yapıldığında, uygun olmayan şartlarda meydana gelen yanma basınç düşürücüye ve hortumlara zarar verir. Ayrıca ısınma, asetilenin tüp içinde ayrışmasına, basınç yükselmesine ve patlamasına neden olur.
 bağlantısındaki sızdırmalar, üfleç memesinin tıkanması gibi durumlarda, yakma işlemi yapılmadan önce oksijen asetilen hattına girer. Oksijen basıncı asetilen basıncından oldukça yüksek olduğundan patlayıcı oksijen-asetilen karışımı oluşur. Geri tepme güvenliği kullanılmamışsa, yakım işlemi yapıldığında, uygun olmayan şartlarda meydana gelen yanma basınç düşürücüye ve hortumlara zarar verir. Ayrıca ısınma, asetilenin tüp içinde ayrışmasına, basınç yükselmesine ve patlamasına neden olur.")
38
KAYNAK İŞLERİNDE GENEL GÜVENLİK TEDBİRLERİ

39
Kaynak donanımları çalışmaya başlamadan önce kontrol edilmelidir.
Arızası veya kusuru bulunan donanımlar çalışma ortamından kaldırılıp, Arızasının giderilmesi için yetkili birime haber verilmelidir.

40
Her kaynak veya kesme ünitesinde bir yangın söndürücü ve muhtemel yangın tehlikesi için ilave personel bulundurulacaktır.

41
Kaynak yapılacak, kesilecek veya ısıtılması gereken yerlerde, yangın tehlikesi varsa, işlem yapılacak malzemeler uygun yerlere taşınmalıdır, Hareket ettirilemez ise, yanma tehlikesi olan malzemeler uzaklaştırılmalı, Bu da mümkün olmazsa yanabilen malzemeler ve konstrüksiyonlar, kaynak cürufu, kıvılcımları ve sıcaklığından korunmalıdır.

42
YANLIŞ UYGULAMA

43
Kaynak kabloları ve hortumları geçiş yollarından, merdiven yollarından uzak olmalıdır.
Tüpler, kıvılcımın, sıcak cürufun ve alevin ulaşabileceği mesafe dışında bulundurulmalıdır.

45
Hortum bağlantılarında kelepçe kullanılmalıdır.
Oksijen; havalandırma, serinlik elde etmek, giysilerin tozlarını ya da çalışma ortamını temizlemek için kullanılmamalıdır. Hortum bağlantılarında kelepçe kullanılmalıdır.

46
Tüplerden şalomaya gelen hortumlar farklı renklerde olmalı, çatlak hortumlar derhal değiştirilmelidir. Gaz ve tutuşabilir sıvı ihtiva eden borular ve elektrik devreleri, elektrik ihtiva eden sevk hatları, topraklama dönüşü olarak kullanılmamalıdır.

47
ELEKTROT TUTACAĞININ HATALI KULLANILMASI
Kaynak Makinesi İş Masası Yanlış İletken kaynak zemini ELEKTROT TUTACAĞININ HATALI KULLANILMASI

48
Kaynak makinesini durdurmak için şalter donanımı kaynak makinesinde veya yakınında olmalıdır.
Elektrikle işleyen kaynak makinesinin akım geçirmeyen taşıyıcı metal kısımları toprağa bağlanmış olmalı, makinenin kabloları, yüksek gerilimli teller yakınına konmamalıdır.

49
Elektriksel tehlikenin fazla olduğu durumlarda, kaynakçı, elektrik geçiren parçalardan izole edilmeli, uygun iş elbisesi ve izole ayakkabı verilmelidir. Çalışma şartlarının uygunluğu yetkilinin onayından sonra çalışma yapılacaktır.

50
ARK KAYNAĞI Elle yapılan ark kaynağı Otomatik olarak yapılan
a) Gaz altı kaynağı b) Toz altı kaynağı
 Gaz altı kaynağı b) Toz altı kaynağı.")
52
Elle yapılan ark kaynağında ;
1) Kaynak akım üreteci 2) Çubuk elektrot pensesi 3) Çubuk elektrot, kullanılır.
 Kaynak akım üreteci 2) Çubuk elektrot pensesi 3) Çubuk elektrot, kullanılır.")
53
ARK KAYNAĞI TEHLİKELERİ
Ark kaynağında başlıca üç tehlike kaynağı vardır. Bunlar; 1- Ark ışınları, 2- Kaynak gazları, 3- Elektrik,

54
ARK IŞINLARI Bazı yerleşmiş inançların aksine elektrik arkı hiçbir “x” şuası vb. delici (iyonizan) radyasyon neşretmez. Ültraviyole ışınları, güneşten gelenleri (açık havada) güneş çarpması, kaynak atölyelerinde ise kaynak çarpması meydana gelir.
 güneş çarpması, kaynak atölyelerinde ise kaynak çarpması meydana gelir.")
55
Genel güneş ışınlarından sıcaklık hissettirdiği için kaçınılır
Genel güneş ışınlarından sıcaklık hissettirdiği için kaçınılır. Halbuki kaynak ışınları ısıtmadığı mesafeden bile maruziyetten birkaç saat sonra gözde rahatsızlık meydana getirir. Hatta arka doğrudan bakılması halinde gözün retina bölümünde kalıcı sakatlık meydana gelebilir. Sanayide ültraviyole ışınının kanser etkisi pek görülmemekle birlikte güneş ışınlarına uzun süreli maruziyetin cilt kanseri oluşturduğu bilinmektedir.

56
INFRA-RED IŞINLAR (IR)
Dalga boyları 100 nm. ile 1 nm. arasındaki bölgede yer alırlar. Kaynak ışınlarının %60’ ını oluştururlar.

57
GÖRÜNEN IŞINLAR Dalga Boyu 700-400 nm. arasındaki bölgede yer alırlar.
Kaynak ışınlarının % 30’ unu oluştururlar.

58
ULTRA-VİOLE (UV) IŞINLAR.
UV ışınları elektromagnetik spektrumun dalga boyu 400 nm ile 10 nm arasındaki bölgede yer alır . Kaynak ışınlarının %10’ unu oluştururlar.

59
KAYNAK IŞINLARININ ETKİLERİ

60
INFRA-RED IŞINLAR (IR)
GÖZLERDE : Kum hissi, mercek ve korneada hasar yapar. DERİDE : Yanıklar meydana getirir.

61
Işık stresi, yorgunluk, mide bulantısına yol açar.
GÖRÜNEN IŞINLAR: Işık stresi, yorgunluk, mide bulantısına yol açar.

62
UV-IŞINLAR: GÖZLERDE : Hemen görüş bulanıklığı, sonra katarakt oluşumu, kornea ve iriste hasar oluştururlar. DERİDE : Yanıklar meydana getirirler.

63
ARK RADYASYONLARI Gözleri ve deriyi etkilerler.
Gözlerin ark ışınlarından korunması için aynı zamanda yüzün tamamını koruyan bir el veya baş maskesi üzerine takılan renkli camlardan yararlanır.

64
Kaynak akım şiddeti Cam numarası
Bu camlar radyasyonları filtre ederler. Açık koyu olmalarına göre numaralanan bu camların kaynak amperajlarına göre kullanılışları şöyledir: Kaynak akım şiddeti Cam numarası 500<

65
Genelde bir camın kaynakçıya rahatlık hissi vermesi bu camın uygun olduğu fikrini verirse de çok koyu bir cam seçmek daha iyi görmek için kaynakçıyı arka çok yaklaştıracağından solunum bakımından mahzurludur.

66
KAYNAK GAZLARI Örtülü elektrotla yapılan kaynak işleminde ark sıcaklığı yaklaşık C ye ulaşır. Bu sıcaklık sebebi ile gaz ve dumanlar meydana gelir.

67
Duman: Havada uçuşan küçük, yuvarlak parçacıklardır.
Yüksek ark sıcaklıklarında demir, manganez, vb. buharları arkı saran hava ile temasa geçerek Fe2O3 , MnO gibi oksitleri oluşturur. Örtünün büyük bir kısmı cürufa geçerken bir kısmı da duman şeklinde yayılır.

68
Örtülü elektrotlardan ortaya çıkan dumanların çoğu, normal çalışma şartları altında zararlı değildir. Büyük duman yoğunlaşmasından kaçınılması gereklidir. Böyle yoğunlaşmalar genellikle dar hacimlerde meydana gelir. Tank, kazan, boru tüneller vb. dar kaynak yerleri ile üstünde çinko, kurşun, kadmiyum bulunan malzemelerin kaynağında suni havalandırma yapmak gereklidir.

69
ARK KAYNAĞINDA HAVALANDIRMA
İşyeri havasındaki kaynak dumanlarının karışımı 20 mg/m3’ ü, Bazik elektrot yakıldığında da bu oran 10 mg/m3’ ü geçmemelidir.

70
ELEKTRİK AKIMINDAN DOĞAN TEHLİKELER & ÖNLEMLER

71
İnsan bedeninden geçen elektrik akımı, akım tipi, akım şiddeti, etki süresi ve akımın insan üzerinden geçtiği yola bağlı olarak zarar verir.

72
Alternatif akım için akım şiddetinin gösterdiği etkiler.
mA Kas krampları, dengen ve refleks kaybı, düşme kazaları, mA Kas krampları, temasın bırakılması mümkün olmaz, mA Kas krampları, zor nefes alma, şuur kaybı, - 80 mA-5 A Ölümle sonuçlanan kalp karıncığı titreşmesi, - 5 A üzeri Kalp durması, yüksek derecede yanıklar.

73
Kaynak akım devresindeki gerilim tehlikesiz değildir.
Uygun bir şekilde yapılmayan çalışmalarda, yeterli izolasyon olmadığında, insan bedeninden tehlikeli bir akım geçişi olabilir. Özellikle tehlike, kaynak akım üreteçlerinin boşta çalışması sırasındadır. Boşta çalışma gerilimi kaynak akımı devresindeki en yüksek gerilimdir. Kaynak akım üretecinin boşta çalışması sırasında akım geçiren parçalara sadece eldivenle müdahale edilir.

74
Şebeke gerilimi bölgesinde yapılan çalışmalar sadece “uzman elektrikçinin” denetiminde ve gözetiminde yürütülebilir.

75
Kaynak iletkenleri ile bir iş parçası bağlantısında;
Kaynak iletkenleri izole edilmiş olmalı ve hasarlara karşı korunmalıdır.

76
Yanlış Kaynak Kablosunun Yanlış İzolasyonu

77
Birden fazla kaynak iletkeni birbirine bağlanacaksa, bağlantı yerinin iyi iletken olması sağlanmalı ve izole edilmelidir.

78
İş parçasına bağlanacak kaynak iletkenleri, doğrudan kaynak yapılacak parçaya veya tasarlanan iş parçasına bağlanmalıdır. Aksi taktirde, kararsız akımlar(kör akımlar) toprak hattının zarar görmesine yol açabilir.
 toprak hattının zarar görmesine yol açabilir.")
79
Çalışmalara ara verildiğinde, elektrot pensesi (ucundaki elektrot çıkarılarak) veya koruyucu gaz üflecini izole edilmiş bir şekilde uygun bir yere koymak gerekir.
 veya koruyucu gaz üflecini izole edilmiş bir şekilde uygun bir yere koymak gerekir.")
80
Elektrik(Ark) kaynağı yapan işçiye,
koruyucu giysi, uygun maske, uygun gözlük veya siper, eldiven ve baret verilmelidir.

81
Kaynak yapılacak bölgede yanıcı ve yakıcı madde bulundurulmamalıdır.

82
Kaynak kablosu ve toprak arasındaki bağlantılar doğru yapılmazsa, kaynak yerinden uzakta bulunan metaller canlı duruma geçebilir. Bir binada kaynak yapılırken, başka bir binada yangın çıkabilir. (Çelik konstriksiyon, yan yana olan ve çatı bağlantısı bulunan iki bina birbirinden etkilenir.)
")
83
TOZALTI KAYNAĞI

84
Tozaltı kaynağında ark, eriyen bir elektrot ile ile parça arasında gözle görünmeyecek şekilde yanar.
Ark bölgesi, bir toz yığını altındadır. Kaynak banyosu, atmosferin etkilerinden, tozun oluşturduğu cüruf tarafından korunur.

85
Tozaltı Kaynağında İş Güvenliği
Tozaltı kaynağında iş güvenliğini başlıca üç noktada toplamak mümkündür. Elektrik şokuna karşı koruma Gözlerin korunması Teneffüs sisteminin korunması

86
Elektrik Şokuna Karşı Koruma
Tozaltı kaynağında da bir elektrik devresi bulunduğundan, elektrik ark kaynağındaki gibi elektrik çarpması büyük bir tehlike arz eder. Çarpma hadisesi bilhassa kaynak makinesi boşta çalışırken, gerilim nizami sınırlar içerisinde bulunsa dahi, çok defa tehlikeli elektrik çarpmaları meydana gelebilir.

87
a) Kaynak işlemine başlamak üzere şaltere basıldığında kaynak donanımının aşağıdaki kısımları ile temas edilmemelidir. Akım nakleden yerler, Kaynak teli(elektrot), Kontak çeneleri, Tek hareket mekanizması.
, Kontak çeneleri, Tek hareket mekanizması.")
88
b) Telin ucunu kesmek icap ediyorsa makine devreden çıkartıldıktan sonra kesilmelidir.
c) Şalterin kaynağa başlama durumuna getirilmesi halinde, kaynak makinesi ne el ne de bir kren ile kaldırılmalıdır. d) Bütün şalterler ve kontrol organları topraklanmalıdır.
 Şalterin kaynağa başlama durumuna getirilmesi halinde, kaynak makinesi ne el ne de bir kren ile kaldırılmalıdır. d) Bütün şalterler ve kontrol organları topraklanmalıdır.")
89
e) Bazı hallerde kaynak kafasını nakleden arabanın rayları izole edilmiş bir parça üzerine oturtulmuş olabilir. Bu gibi hallerde arabanın iyi bir şekilde topraklanıp topraklanmadığının kontrol edilmesi gerekir. f) Bütün kaynak kabloları sağlam olmalı ve üzerlerinde herhangi bir sakat kısım bulunmamalıdır.
 Bütün kaynak kabloları sağlam olmalı ve üzerlerinde herhangi bir sakat kısım bulunmamalıdır.")
90
Gözlerin Korunması Normal durumda, Tozaltı kaynağında ark, bir toz yığını altında yandığından gözle görünmez. Fakat hatalı bir kullanma bazen ark ışınlarının görünmesine sebep olabilir. Bazen de, kaynak telinin durumunu kaynak ağzı içerisinde görmek üzere, toz dökülmeden arkı tutuşturmak gerekir. Bu gibi hallerde gözleri ark ışınından korumak üzere, renkli maske camlı bir göz maskesini kullanmak üzere kaynakçının yanında bulundurulması faydalıdır.

91
Kaynağa başlarken ark, kalın bir toz tabakası altında tutuşur.
Fakat kaynak teli bazen başlangıçta etrafa sıçrama yaparak tutuşabilir. Bu sıçrama ile de etrafa sıcak cüruf parçacıkları fırlayabilir. Bunun için kaynakçının, gözlerini sıçrayan sıcak cüruf parçalarından korumak üzere renksiz bir koruyucu gözlük takması gerekir.

92
Teneffüs sisteminin korunması
Kaynak yaparken meydana gelen toz, duman, gaz ve buhardan teneffüs sisteminin korunması insan sağlığı için gereklidir.

93
Tozaltı kaynağında kullanılan tozun gerek kaynak esnasında gerekse doldurulup boşaltılması esnasında çıkardığı çok ince tozlardan korunmak gerekir. Bu tozlar silis ihtiva ettiğinden, uzun süre havasız yerde bu tozlarla iştigal etmek silikoz tehlikesi yaratabilir.

94
Diğer kaynak usullerinde olduğu gibi tozaltı kaynağında da, gaz, duman ve buhar meydana gelmektedir.
Fakat bunların miktarı tozaltı kaynağında daha azdır. Yalnız yüksek miktarda manganez oksit ihtiva eden tozların kullanılması halinde, meydana gelen gazla burun iç zarına (mukozaya) tesir eder. Bunun için bilhassa dar yerlerde yapılan kaynaklarda, hasıl olan toz, gaz buhar ve dumanın aspiratörlerle emilmesi gerekir.
 tesir eder. Bunun için bilhassa dar yerlerde yapılan kaynaklarda, hasıl olan toz, gaz buhar ve dumanın aspiratörlerle emilmesi gerekir.")
95
GAZALTI KAYNAĞI

96
Gazaltı kaynağı, kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler grubudur.
Kullanılan koruyucu gaz türüne göre ve elektrotun ark taşıyıcısı olup olmadığına göre gruplandırılır. Günümüzde en çok kullanılan kaynak yöntemidir.

97
Gazaltı Kaynağında İş Güvenliği

98
Yanmaya ve Yangına Karşı Koruma
Yanmayı tevlit eden başlıca tehlike kıvılcımlar, sıçrayan metal parçacıkları, kaynak işleminin verdiği sıcaklıktır.

99
Bunlara karşı aşağıdaki tedbirler alınırsa, yanma tehlikesi önlenmiş olur.
Kaynağın yapıldığı yerin tabanı yanmayan cinsten olmalıdır. Kaynak işlemi hiçbir zaman yanıcı ve patlayıcı maddelere yakın yerlerde yapılmamalıdır.

100
Sıçrayan sıcak metal parçacıkların ve kıvılcımların yanıcı tabana veya eşya üzerine düşmemesi için bu kısmın yanmayan bir madde ile örtülmesi veya kaynak yerinin etrafının çevrilerek kapatılması gerekir. Kaynak kabloları ve elektrikli bağlantılar maksimum akım şiddetinde aşırı derece ısınmayacak şekilde seçilmelidir.

101
İçerisinde daha evvel alkol, benzin, aseton, katran,ve yağ gibi ateşle teması tehlike arz eden sıvıların bulunduğu boş fıçıların veya diğer kapların kaynağında çok dikkatli davranmak lazımdır. Bu fıçılarda daima patlayıcı gaz karışımı teşkil edebilecek az miktarda bir atık vardır. Keza boş asit sülfirik, karpit veya bu gibi diğer maddeleri ihtiva eden fıçılar da infilak tehlikesi arz eder. Bu gibi fıçılar, diğer normal kaynak usullerinde olduğu gibi, gerekli temizleme işlemine tabi tutulduktan ve tedbirler alındıktan sonra kaynak edilmelidir.

102
Koruyucu gazla kaynak yaparken elektrik şoku bakımından aşağıdaki hususlara dikkat etmek gerekir :

103
a) Elektrik akımını nakleden kısımlar ve elektrotlar
Elektrotun temizlenmesi, telin kesilmesi veya elektrotu çıkarıp takarken izole edilmemiş kısımlarla temas edileceğinden, daha önce akımı kesmek gerekir. Akım kesilmediği taktirde bu kısımlarla temas etmek elektrik şokuna sebep olur.

104
b) Kaynak kablosu Aşırı yüklenen kaynak kablolarında kuvvetli bir ısınma meydana gelir ve kablonun izolasyonu yumuşar ve hatta yanabilir. Bu gibi hallerde kablonun hemen değiştirilmesi gerekir. Aksi taktirde izolasyon ortadan kalktığı için bu kısımla temas elektrik şoku meydana getirir. Suyu nakleden hortum bağlantılarının da sızdırmayacak bir şekilde sıkıştırılması gerekir.

105
c) Topraklama Kumanda kutusu, kaynak makinesi ve diğer parçaların topraklanması icap eder. Topraklanmanın yeterli ve iyi bir şekilde yapılmasına bilhassa dikkat edilmelidir.

106
d) Yüksek frekans akımı
Kuvvetli yüksek frekans akımı ciltte derin ve ağrılı yaraların meydana gelmesine sebep olur. Bunun için kaynak yapılırken uygun lastik veya deri eldivenler giyilerek cildi korumak gerekir. Asbest, pamuk veya diğer kumaş eldivenler yüksek frekansa karşı yeter derecede bir korumaya sahip değildir.

107
Ark Işınlarına Karşı Korunma

108
Gözlerin Korunması Koruyucu gazla yapılan kaynakta ark, kuvvetli bir ultraviole ve enfraruj ışınları meydana getirir. Bu ışınların yoğunluğu da artan akım şiddeti ile yükselir. TIG kaynağında tungsten elektrotun erimemesi için tatbik edilen akım yoğunluğu rölatif olarak düşüktür. Bu özellikte TIG kaynağını normal ark kaynağından çok farklı bir şekilde ayırmadığından, ışınlardan korunmak için bilinen ışınlara riayet etmek kafi gelir.

109
Vücudun Korunması Çıplak insan cildi kaynak ışınlara maruz kalırsa kızarır ve yanar. MIG ve TIG arkının hasıl ettiği bu kısa dalga boylu ışınların yoğunluğu ve şiddeti fazla olduğundan, korunmayan cilt ile birkaç dakikalık teması, ciltte ağır yaralar meydana getirir. Bunun için kaynakçı cildini bir muhafaza altına almalı ve bilhassa hassas yerlerine akseden ışınlara karşı korumalıdır. Vücudu, TIG ve MIG kaynağı arkının çıkardığı ultraviole ışınlara karşı iyi bir şekilde korumak için deri elbiseler giymek gerekir. Ayrıca kaynak işlemi esnasında kaynakçının deri eldiven giymesi de unutulmamalıdır. Başın korunması da kafaya takılan özel maskelerle olur.

110
Vücudun Korunması TIG ve MIG kaynağında vücudun iyi bir şekilde korunabilmesi için aşağıdaki hususlara dikkat etmek gerekir. Ayaklara normal ve sağlam ayakkabılar giymek gereklidir. Alçak ve ayağa büyük iskarpinler, sıçrayan metal parçacıklarının raya girmesine ve dolayısıyla da ayağın yanmasına sebep olur. İskarpinlerinin potin tarzında ayağı bileklere kadar tam olarak koruması en uygun şekildir. Kaynakçının ayağına giydiği deri pantolonların paçasının dublesiz, düz ve potinin üzerine kadar düşmesi iyi bir koruma bakımından istenen husustur. b) Bilhassa MIG kaynağında daima yumuşak deriden gömlek, eldiven veya önlüğün giyilmesi icap eder. Tavan kaynaklarında da başın tam olarak korunmasına dikkat edilmelidir.
 Bilhassa MIG kaynağında daima yumuşak deriden gömlek, eldiven veya önlüğün giyilmesi icap eder. Tavan kaynaklarında da başın tam olarak korunmasına dikkat edilmelidir.")
111
Teneffüs Sisteminin Korunması
Diğer kaynak usullerinde olduğu gibi meydana gelen gaz, duman, buhar ve tozlardan teneffüs sisteminin iyice korunması icap eder.

112
KAYNAK SIRASINDA ÇIKAN GAZLAR VE ZARARLARI

113
Ark kaynağı neticesi havayı kirleten zararlı toz ve gazlar oluşur.
Bu gazlar kaynak yapan işçinin solunumunda ve işyeri havasında tehlikeli konsantrasyonlara (MAK değere) ulaşabilir.
 ulaşabilir.")
114
(NO) AZOT OKSİT : 1000oC ısınması neticesi havadaki Azot’un oksitlenmesi ile ortaya çıkar. Tahriş edici bir gazdır. Havadaki yüksek konsantrasyona ulaşmasının solunumu neticesinde solunum yollarında tahrişin yanı sıra akciğer ödemi nedeni ile ölüme neden olabilir.

115
(O3) OZON : Kaynak yaparken havadaki ültraviyole ışınlardan (ark) oluşur. Yansıtma özelliği olan malzeme yüzeyleri ozon oluşumunu arttırırlar. Ozon’un mukoza üzerinde tahriş edici etkisi vardır ve akciğer ödemine neden olabilir.

116
(CO) KARBONMONOKSİT: Metal aktif gaz kaynağında karbondioksit içeren gazlar kullanıldığında ark bölgesindeki termik ayrışımla, ayrıca gaz kaynağında üflece yeterli miktarda oksijen gönderilmediğinde ortaya çıkar. Yorgunluğa, baş ağrısına, kas zayıflamasına bilinç kaybına ve ölüme neden olabilir.

117
(CO2) KARBONDİOKSİT : Metal aktif gaz kaynağında koruyucu gaz olarak karbondioksit veya argon-karbondioksit karışımı kullanıldığında ortaya çıkar. Hafif zehirlidir. Solunum yollarında tahrişe neden olabilir.

118
İNCE TOZ: Kaynaktan ve metalin erimesinden ortaya çıkar. Solunan havadaki toz, sınır değeri geçmemesi gerekir.

119
DEMİR-DEMİROKSİT: İlave malzemenin eritilmesi ile ortaya çıkar. Solunum yolları ve midenin tahrişine neden olur.

120
(Cr) KROM : Krom içerikli ilave malzemeler kaynak yapılırken çeşitli krom bileşikleri ortaya çıkar. Kromatlar deri üzerinde ve daha derindeki solunum organları üzerinde tahriş etkisi yapar.

121
(Ni) NİKEL ve (Zn) ÇİNKO :
Nikel içeren ilave malzemelerin eritilmesi sonucu ortaya çıkar. Nikel ve Nikeloksit kanserojen olarak kabul edilir. Pirinç, galvaniz saç veya Çinko malzemelerin eritilmesinde ortaya çıkar. ZnO (Çinko Oksit) solunum yolu tahrişi yapar.
 solunum yolu tahrişi yapar.")
122
FOSGEN : Karbon klorürün ültraviyole ile ışınlanması veya ısıtılması sonucu ortaya çıkar. Kaynak atölyesinde kullanılan yağ çözücü klor içeren sıvılar kullanılarak temizlenen malzemelerde yapılan kaynak işlerinde ortaya çıkar. Bu gazın solunması durumunda, solunum yollarında ciddi tahrişler meydana gelir. Solunumdan saatler sonra bile ölümcül akciğer ödemine neden olabilir.

123
KURŞUN Kurşun her haliyle zehirlidir.
Bilhassa buharı veya tozunun teneffüs edilmesi tehlike arz eder. Yüksek konsantrasyonda veya uzun süre teneffüs edilmesi ölüme sebep olabilir. Zamanında müdahale ile zehirlenen kimseleri kurtarmak mümkün mümkündür.

124
KURŞUN Kurşun tozu ve buharının yarattığı zehirlenme tehlikesi dolayısı ile bu gibi metallerin kaynak veya işlenmesinde gerekli suni havalandırma ile gerekli maskelerin kullanılmasına bilhassa dikkat edilmelidir.

125
KADMİYUM Kadmiyum aşırı tavlanması veya eritilmesinde meydana gelen kadmiyum oksit buharının teneffüs edilmesi büyük tehlike doğurur. Kadmiyum oksit insan vücuduna yavaş yavaş tesir eder. Kadmiyum oksit zehirlenmesinin hemen başında tıbbi müdahale yapılırsa maddeye maruz kalan kişinin hayatı kurtarılabilir.

126
KADMİYUM Zehirlenmenin ilk kademesi boğazda bir kuruluğun meydana gelmesidir. Daha sonra gözlerde bir iğnelenme ve nefes darlığı başlar. Ekseriya başlangıçta kaynakçı zehirlendiğinin pek farkına varmaz ve 4 ile 8 saat kadmiyum oksit buharını teneffüs eder. Ancak daha sonra başlayan öksürük ve şiddetli göğüs ağrısı sonunda nefessiz kalarak ölümle biter.

127
BERİLYUM Berilyum ve berilyum alaşımlarının her türlü toz ve buharları çok zehirlidir. Berilyum buharlarının teneffüs edilmesi akut veya kronik akciğer hatalıklarına sebep olur. Hafif zehirlenmelerdeki tedavi süresi aylarca veya bir yıl sürebilir.

128
BERİLYUM Berilyum buharlarının çok düşük konsantrasyonları bile zehirlidir. Bunun için berilyum alaşımlarının kaynağında veya berilyumlu çubukların kullanılmasında gerekli bütün tedbirlerin daha önceden alınması bilhassa dikkat edilmelidir.

129
ÇİNKO Çinko kaplı saçların ve pirincin kaynağında daima çinko buharı meydana gelir. Çinko buharının teneffüs edilmesi de metal buharı humması veya “Çinko Humması” denen semptomu ortaya çıkarır. Bakır oksit buharı da, çinko buharı gibi tesir eder ve metal buharı humması semptomu ile kendini gösterir.

130
KAYNAKÇIYA NOT

131
KAYANAKHANENİN BOYUTLARI
Kaynakhanede işçi başına 300 ile 400 m3 lük bir hacim sağlanmalıdır. 1500 m3 ün altındaki atölyelerde tabii havalandırmanın dışında saatte 4-10 kere oda havalandırması değiştirilmelidir. Mevzi hava hacimlerinin ağzı kaynak noktasından cm mesafede bulunmalı ve dikiş ilerledikçe onu takip edecek şekilde olmalıdır. Emicilerin gücü kaynakçı başına m3/dk. olmalıdır.

132
LOKAL HAVALANDIRMA İÇİN BOYUTLAR
Ark emiş ağzı Minimum Hava Boru Ağzı Mesafesi Akım Hızı m3/s Çapı(cm) , , , ,5 , Emmede ve basmada hava akım hızı m/dk arasında olmalıdır. Aşırı akım hızı kaynakçının soğuk almasına sebep olur.
 , , ,200 11, , Emmede ve basmada hava akım hızı m/dk arasında olmalıdır. Aşırı akım hızı kaynakçının soğuk almasına sebep olur.")
133
KAYNAK TEZGAHI Küçük parçaların kaynak işlerinde kaynakhanenin uygun bir yerine alttan ve karşıdan cebri emişli kaynak tezgahları tesis edilmelidir.

134
Kol ve ağızların kapalı olması, giyilen kaynakçı elbisesinin ve deri önlüğünün ön tarafında herhangi bir şeyin bulunmaması gerekir. Elbisenin diğer taraflarında bulunan ceplerin de ağızları kapalı olmalıdır. b) Elbisenin yağ, gres ve tutuşma ihtimali olan maddelerden arı olması lazımdır.
 Elbisenin yağ, gres ve tutuşma ihtimali olan maddelerden arı olması lazımdır.")
135
KAYNAK İŞLERİNDE KİŞİSEL KORUNMA ARAÇLARI
Kaynak işlemi sırasında oluşan UV, IR termal radyasyon ve fiziki tehlikelere karşı kaynakçı eldiven, ceket, pantolon, ayakkabı, tozluk ve önlük gibi koruyucu iş elbisesi giymek zorundadır. Koruyucu iş elbiseleri şu özelliklerde olmalıdır.

136
Eldivenler: Ateşe dayanıklı ve zırhlı olmalıdır.
Önlük: Deriden ve sıcak çapakları geçirmez tür olmalıdır. Ayakkabılar: Uzun konçlu ve çelik burunlu olmalıdır. İş Elbisesi: Kalın ve yünden olmalıdır. Tozluk: Deriden ve ayağı örten cins olmalıdır.

137
KAYNAK PERSONELİ Kaynak işlemlerinde çalıştırılacak personel için bazı asgari şartların aranması gerekmektedir. Kaynak personeli 18 yaşından büyük, cihaz ve tesisatları bilen bir eleman olmalıdır. Eğitilmemiş personel ve 18 yaşından küçük kişiler sadece ve sürekli gözetim altında ve kaynak, kesme ve lehimleme işlemlerinde çalıştırılır.

138
Kaynak yapacak personele verilmesi ve personelin kullanması gereken bireysel korunma gereçleri; eldiven, gözlük, kask(baret), önlük, koruyucu ayakkabı, koruyucu solunum cihazları, işitme koruyucuları ve diğerleridir. Bunlar işletme tarafından çalışanlara verilmek zorunda, çalışanlar da korunma gereçlerini kullanmak zorundadırlar.

139
Başaracağımıza inancımız tamdır.
HEDEFİMİZ (0) SIFIR İŞ KAZASI (0) SIFIR İŞ GÜCÜ KAYBI (0) SIFIR İŞ GÖREMEZLİK GÜN SAYISIDIR Başaracağımıza inancımız tamdır.
 SIFIR İŞ KAZASI. (0) SIFIR İŞ GÜCÜ KAYBI. (0) SIFIR İŞ GÖREMEZLİK GÜN SAYISIDIR. Başaracağımıza inancımız tamdır.")
140
YAYIN DOKÜMANTASYON web http://www.detam.com.tr

141
BENİ SABIRLA DİNLEDİĞİNİZ
İÇİN TEŞEKKÜR EDERİM.

Benzer bir sunumlar