Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
OKSİ-YANICI GAZ KAYNAĞI
KAYNAK TEKNOLOJİSİ YÖNTEMLER OKSİ-YANICI GAZ KAYNAĞI AHMET URFALI KAYSERİ ENDÜSTERİ MESLEK LİSESİ

2
OKSİ-YANICI GAZ KAYNAĞI
Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla oluşan alevden faydalanılarak yapılan kaynağa "gaz eritme kaynağı" adı verilir. Yakıcı gaz olarak büyük ekseriyetle oksijen kullanılır. Yanıcı gaz olarak ise aşağıdaki gazlar kullanılmaktadır: Farklı yanıcı gazlar kullanılabilir. En yaygını asetilen gazıdır. Oksiyakıt gazı kesme işlemlerinde de kullanılabilir. Düşük güç yoğunluğu, düşük nüfuziyet ~3 mm Dolgu metali olmadan veya dolgu metaliyle yapılabilir. Pratik ve ucuz ITAB büyüktür. Yavaş işlem En yaygın olarak çeliklerde kullanılır. Düşük üretim miktarları ve tamir işlerinde kullanılır. Asetilen (C2H2) Hidrojen (H2) Metan (CH4) Propan (C3 H8) Bütan (C4H10) Propan- Bütan karışımı (C3H8 -C4H10) Havagazı Benzin ve benzol buharı
 Hidrojen (H2) Metan (CH4) Propan (C3 H8) Bütan (C4H10) Propan- Bütan karışımı (C3H8 -C4H10) Havagazı. Benzin ve benzol buharı.")
3
Kaynak teçhizatı ve çalışma sistemi ?

4
Gaz içeren Oksijen tüpleri Sıvı içeren Oksijen tüpleri
Oksijen gazının saflık derecesi %99,5’tir ve tüplerde depolanır. Tüp basıncı bar arasındadır. Tüplerin hacmi ise litredir. Oksijen tüpleri: Gaz içeren Oksijen tüpleri Sıvı içeren Oksijen tüpleri Sıvı içeren Oksijen tüplerinin depolanması ve nakli daha kolaydır. Oksijen Gazı Karakteristiği Oksijen tutuşmaz bir gaz olmakla beraber, yanmaya şiddetle yardım eder. Hidrojenle, yağlarla veya gresle bulaşması ciddi bir yangına ve patlamaya sebep olur. Hiçbir yanıcı maddenin sıkıştırılmış oksijen ile temasa gelmesine müsaade edilmemelidir.

5
Yanıcı gazlar Yanıcı Gaz Seçimindeki Parametreler
a-) Yüksek bir ısıl değer, b-) Yüksek bir alev sıcaklığı c-) Yüksek bir tutuşma hızı, d-) Kaynak banyosunu havaya karşı koruma, e-) Artıksız bir yanma, f-) Ucuz ve kolay üretilebilme. Yukarıdaki şartları en iyi şekilde yerine getiren gaz, asetilendir. Bu sebepten ekseriyetle gaz eritme kaynağında asetilen gazı kullanılır ve gaz eritme kaynağına "oksi-asetilen" kaynağı da denir.
 Yüksek bir ısıl değer, b-) Yüksek bir alev sıcaklığı. c-) Yüksek bir tutuşma hızı, d-) Kaynak banyosunu havaya karşı. koruma, e-) Artıksız bir yanma, f-) Ucuz ve kolay üretilebilme. Yukarıdaki şartları en iyi şekilde yerine getiren gaz, asetilendir. Bu sebepten ekseriyetle gaz eritme. kaynağında asetilen gazı kullanılır ve gaz eritme kaynağına oksi-asetilen kaynağı da denir.")
6
Diğer taraftan sıcaklığında fazla yükselmesine izin verilmemelidir.
Asetilen kararsız bir karbonlu hidrojen olduğu için, ayrışma meyli fazladır. 1,5 atmosferden daha yüksek bir basınçla sıkıştırıldığı ve sıcaklığı da arttığı zaman, kendisini oluşturan karbon ve hidrojene ayrılır. Bu esnada tutuşma ve yanma olmadan, 11 misli bir basınç artışıyla infilak eder. Bu sebepten asetilen cihazlarında 1,5 atmosferden yüksek basınçlara izin verilmez. Basınç 2 ( veya 1,8 ) atmosferi aştığı zaman özel emniyet tedbirleri alınmadığı takdirde, bir noktadan başlayan ayrışma bütün gaz kütlesine yayılır. Diğer taraftan sıcaklığında fazla yükselmesine izin verilmemelidir. Basınç ve sıcaklık için kabul edilen sınırlar, 1,5 atmosferde 60 oC'dir. Gazların serin tutulmasına bilhassa doldurma sırasında önem verilir ve üç kademeye ayrılır. Kademeler arasında basıncın meydana getirdiği ısı, soğutucu spirallerle alınır. Asetilen tüplerinde gözenekli madde olarak, %25 yer işgal eden gözenekli madde bulunur. Tüplerde geri kalan hacmin %38'ini aseton kaplar ve aseton gözenekli madde tarafından emilir. Tüplerde son %8'lik hacim ise, emniyet olarak bırakılır.
 atmosferi aştığı zaman özel emniyet tedbirleri alınmadığı takdirde, bir noktadan başlayan ayrışma bütün gaz kütlesine yayılır. Diğer taraftan sıcaklığında fazla yükselmesine izin verilmemelidir. Basınç ve sıcaklık için kabul edilen sınırlar, 1,5 atmosferde 60 oC dir. Gazların serin tutulmasına bilhassa doldurma sırasında önem verilir ve üç kademeye ayrılır. Kademeler arasında basıncın meydana getirdiği ısı, soğutucu spirallerle alınır. Asetilen tüplerinde gözenekli madde olarak, %25 yer işgal eden gözenekli madde bulunur. Tüplerde geri kalan hacmin %38 ini aseton kaplar ve aseton gözenekli madde tarafından emilir. Tüplerde son %8 lik hacim ise, emniyet olarak bırakılır.")
7
Gaz ergitme kaynağında Oksijen Ve Asetilen Regülatörleri
Oksijen ve asetilen tüpleri içerisinde doldurulan gazların basıncı kaynak uygulaması için çok yüksektir. Tüp basıncını, çalışma basıncına düşürmek ise regülatörün vazifesidir. Basınç düşürme regülatörünün üzerinde iki tane manometre bulunur. Bunlardan tüpe yakın olan tüpün basıncını, ikincisi ise üfleçteki kullanma basıncını gösterir.

8
Asetilen basıncı 0,5 bar ayarlanır.
İki kademeli bir basınç düşürme manometresi (oksijen için) Oksijen basıncı 2,5 bar Asetilen basıncı 0,5 bar ayarlanır.
 Oksijen basıncı 2,5 bar. Asetilen basıncı 0,5 bar ayarlanır.")
9
Oksijen- Asetilen hortumları
Bu hortumlar, regülatör ile üfleci (şalomayı / hamlacı) birleştirmek için kullanılırlar. Basınca dayanıklı olarak imal edilirler ve uzun zaman bozulmaz özelliklerini kaybetmezler.
 birleştirmek için kullanılırlar. Basınca dayanıklı olarak imal edilirler ve uzun zaman bozulmaz özelliklerini kaybetmezler.")
10
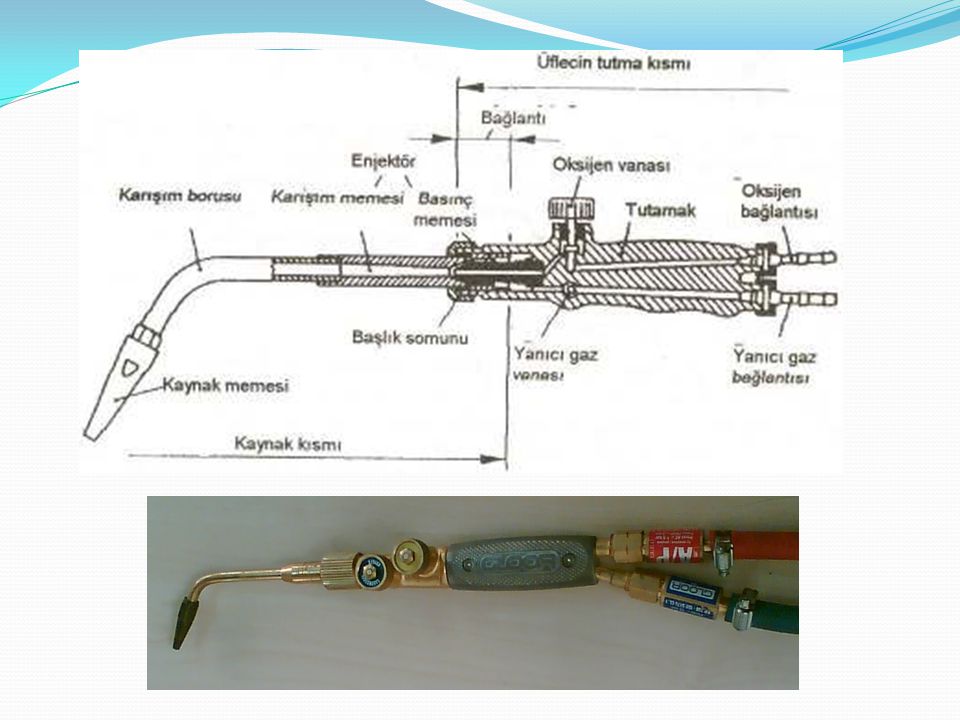
Kaynak Üfleci Kaynak üfleçleri; yakıcı ve yanıcı gazların karıştırılarak, kaynak alevini meydana getirmeye yarayan gereçlerdir. Üfleçler üzerindeki vanalar yardımıyla, gaz karışım oranları ve hızlarının ayarlanmaları mümkün olmaktadır.

11
Oksi-Asetilen Üfleci (Emme tipi)
")
12
Kaynak beki

14
Gaz karışımının oluşturulma biçimine göre 4 tip kaynak üfleci vardır:
a-) Enjektörlü (emme tipli) kaynak üfleçleri: Gaz ergitme kaynağında çoğunlukla enjektör tipi üfleçler kullanılmaktadır. Yüksek basınca ayarlanan oksijen (2.5 bar) düşük basınçlı asetilen (0,5 bar) tüpten emer. Her iki gaz da üfleç içerisinde karışır ve yanma reaksiyonu üfleç dışında meydana gelir. Kaynak yapılacak levha kalınlığına göre kullanılacak bek değişir. Hangi levha kalınlığında, hangi üflecin kullanılacağı üfleç üzerindeki numaralardan belirlenir. Standart tip bir enjektörlü üflecin bek numaraları ve kaynak edilebilecek sac kalınlıkları aşağıdaki gibidir: Sac Kalınlığı Üfleç Bek Numarası 0,3-0,5 mm 0,5-1 mm 1-2 mm 2-4 mm 4-6 mm 6-9 mm 9-14 mm 14-20 mm 20-30 mm 1 (0,5-1mm), 2 (1-2mm), 4 (2-4mm), 6 (4-6mm), 9 (6-9mm), 14 (9-14mm), 20 ( mm), 30 (20-30mm)
 Enjektörlü (emme tipli) kaynak üfleçleri: Gaz ergitme kaynağında çoğunlukla enjektör tipi üfleçler kullanılmaktadır. Yüksek basınca ayarlanan oksijen (2.5 bar) düşük basınçlı asetilen (0,5 bar) tüpten emer. Her iki gaz da üfleç içerisinde karışır ve yanma reaksiyonu üfleç dışında meydana gelir. Kaynak yapılacak levha kalınlığına göre kullanılacak bek değişir. Hangi levha kalınlığında, hangi üflecin kullanılacağı üfleç üzerindeki numaralardan belirlenir. Standart tip bir enjektörlü üflecin bek numaraları ve kaynak edilebilecek sac kalınlıkları aşağıdaki gibidir: Sac Kalınlığı Üfleç Bek Numarası. 0,3-0,5 mm 1. 0,5-1 mm mm mm mm mm mm mm mm 9. 1 (0,5-1mm), 2 (1-2mm), 4 (2-4mm), 6 (4-6mm), 9 (6-9mm), 14 (9-14mm), 20 ( mm), 30 (20-30mm)")
15
b-) Enjektörsüz (basınçlı tip) kaynak üfleçleri:
Oksijen ve asetilenin, tablolarda veya işletmelerde verilen çeşitli basınçlarda üflece sevk edildiği üfleç tipidir. Bu tip üfleçlerde emme yoktur ve yüksek basınç işletmelerinde kullanılırlar. c-) Eşit basınçlı kaynak üfleçleri: Asetilen ve oksijenin basıncının üfleç hortumuna gelmeden önce özel bir basınç düşürücü tarafından eşit basınca düşürüldüğü üfleçlerdir. Bunlarda da bir emme yoktur ve yüksek basınç işlemlerinde kullanılırlar. d-) Dış karışımlı kaynak üfleçleri: Bu tür üfleçlerde asetilen ve oksijen, üflecin ağzından çıktıktan sonra karışır. Bu sebepten üflecin ucunda, serbest olarak dalgalanan bir alev meydana gelir. Dış karışımlı üfleçler yalnız, tavlama üfleci olarak kullanılır. Üfleçler gayet hassas aletler olduğundan, kullanılmalarında dikkatli olmak lazımdır. Üfleç ağızlarının takılıp çıkarılmasında, ara somunlarının zedelenmemelerine dikkat edilmelidir. Isınan üfleçleri suya batırarak soğutmalı, kirlenen ağızlar tahta parçası üzerine sürülerek temizlenmelidir. Enjektörlü üfleçlerin gazı iyi emip, emmediği daima kontrol edilmelidir. Hortum bağlantılarının sızdırmazlığı, sık sık kontrol edilmelidir.
 Eşit basınçlı kaynak üfleçleri: Asetilen ve oksijenin basıncının üfleç hortumuna gelmeden önce özel bir basınç düşürücü tarafından eşit basınca düşürüldüğü üfleçlerdir. Bunlarda da bir emme yoktur ve yüksek basınç işlemlerinde kullanılırlar. d-) Dış karışımlı kaynak üfleçleri: Bu tür üfleçlerde asetilen ve oksijen, üflecin ağzından çıktıktan sonra karışır. Bu sebepten üflecin ucunda, serbest olarak dalgalanan bir alev meydana gelir. Dış karışımlı üfleçler yalnız, tavlama üfleci olarak kullanılır. Üfleçler gayet hassas aletler olduğundan, kullanılmalarında dikkatli olmak lazımdır. Üfleç ağızlarının takılıp çıkarılmasında, ara somunlarının zedelenmemelerine dikkat edilmelidir. Isınan üfleçleri suya batırarak soğutmalı, kirlenen ağızlar tahta parçası üzerine sürülerek temizlenmelidir. Enjektörlü üfleçlerin gazı iyi emip, emmediği daima kontrol edilmelidir. Hortum bağlantılarının sızdırmazlığı, sık sık kontrol edilmelidir.")
16
Geri tepme Geri tepme alevin yanarak torçun içinden gaz kaynağına (hortuma) geri dönmesidir. Geri tepmenin temel nedeni geri akış, yani oksijenin asetilen hortumunun içinde girerek orada patlayıcı bir karışım oluşmasıdır. Bu karışım daha sonra torç yakıldığında oluşan ateş tepmesiyle yanabilir. Normalde, bir kaynak hortumuna geri tepme sadece çok istisnai durumlarda olur. Tecrübeler sonunda anlaşılmıştır ki, aşağıdakiler dahil birçok gerekli koşul oluşmalıdır: (1) Oksijen hortumunun içine asetilen ya da asetilen hortumunun içine oksijen girmesi gibi bir geri gaz akışı olmalıdır. (2) Bir geri akış oluşması için, gaz basınçlarından birinin diğerinden daha yüksek olması gerekir. Basınçlar arasındaki fark ne kadar büyük olursa, diğer uygun koşullar da sağlandığında geri akış o kadar muhtemel olur. (3) Torçta geri basınç oluşturup ters akışa sebep olmak için karıştırıcı birim yönünde gaz akışında bir bozulma olmalıdır (yani torç ucunu tıkayan bir cüruf, çalışılan malzemeye bastırılması sonucu torç ucundan akışın kısıtlanması, vs.). (4) İki iğne valf de açık olmalı ve torç kontrol valfleri bulunmamalı ya da bozuk olmalıdır ki diğer koşullar oluşmuşsa gazların biri diğer hortumdan içeri girebilsin.
 geri dönmesidir. Geri tepmenin temel nedeni geri akış, yani oksijenin asetilen hortumunun içinde girerek orada patlayıcı bir karışım oluşmasıdır. Bu karışım daha sonra torç yakıldığında oluşan ateş tepmesiyle yanabilir. Normalde, bir kaynak hortumuna geri tepme sadece çok istisnai durumlarda olur. Tecrübeler sonunda anlaşılmıştır ki, aşağıdakiler dahil birçok gerekli koşul oluşmalıdır: (1) Oksijen hortumunun içine asetilen ya da asetilen hortumunun içine oksijen girmesi gibi bir geri gaz akışı olmalıdır. (2) Bir geri akış oluşması için, gaz basınçlarından birinin diğerinden daha yüksek olması gerekir. Basınçlar arasındaki fark ne kadar büyük olursa, diğer uygun koşullar da sağlandığında geri akış o kadar muhtemel olur. (3) Torçta geri basınç oluşturup ters akışa sebep olmak için karıştırıcı birim yönünde gaz akışında bir bozulma olmalıdır (yani torç ucunu tıkayan bir cüruf, çalışılan malzemeye bastırılması sonucu torç ucundan akışın kısıtlanması, vs.). (4) İki iğne valf de açık olmalı ve torç kontrol valfleri bulunmamalı ya da bozuk olmalıdır ki diğer koşullar oluşmuşsa gazların biri diğer hortumdan içeri girebilsin.")
17
(5) Yakıt ve oksijen gazları yeterli ölçüde karışmalıdır, böylece torçtan hortumun içine giren alevi yönlendirmek için gerekli alev alan gaz oluşur. Bir alevin torçtan hortumların birinin içine doğru yayılması için bir geri tepme tutucusunun olmaması gerekir yoksa alev yayılması gerçekleşmez. (6) Yanmadan patlamaya geçiş hortumun içinde olursa hortum alevin hızlanmasından dolayı oluşan şok dalgası yüzünden yarılabilir. Yoksa tecrübeler gösteriyor ki kaynak hortumları bir yanmayı emebilecek kadar kuvvetlidir ancak patlamayla ortaya çıkan enerji salınımı yüksekse (yüksek basınçla başlamışsa) hortum yarılabilir. Patlama, çok özel bir yanma olayıdır ve sadece belli şartlar altında gerçekleşir.
 Yanmadan patlamaya geçiş hortumun içinde olursa hortum alevin hızlanmasından dolayı oluşan şok dalgası yüzünden yarılabilir. Yoksa tecrübeler gösteriyor ki kaynak hortumları bir yanmayı emebilecek kadar kuvvetlidir ancak patlamayla ortaya çıkan enerji salınımı yüksekse (yüksek basınçla başlamışsa) hortum yarılabilir. Patlama, çok özel bir yanma olayıdır ve sadece belli şartlar altında gerçekleşir.")
18
Tutulan ateş tepmesi – “Tutulan ateş tepmesinde alev torçtan içeri girerek karıştırıcının içinde, genelde karışım noktasında yanmaya devam eder.”

19
Ateş tepmesi - “Ateş tepmesi torçun içine keskin bir patlamayla (pop) dönen alevi anlatmaktadır. Alev söndürülür ya da nozul ucunda yeniden yakılır.”

20
Alev ve çeşitleri Tutuşturduktan sonra sıcaklığı yaklaşık 3200°C olan bir alev elde edilir. Alevde üç bölge oluşur. Oksijen/asetilen (veya oksijen/yanıcı gaz) oranlarını değiştirerek elde edilir.
 oranlarını değiştirerek elde edilir.")
21
Eğer oran (Oksijen/asetilen) %50-%50 ila 1,15:1 civarında ise tüm yanma reaksiyonlarının tam yanma olarak gerçekleştiği nötr veya normal alev elde edilir. Çoğu kaynak işlemi, ısıtılan metal üzerine en düşük kimyasal etkiyi yaptığından normal alevle gerçekleştirilir. Kesme işlerinde de ön ısıtma esnasında kullanılır. 1,5:1 gibi daha yüksek bir oran, oksitleyici alev oluşturur. Bu alev görünüş olarak normal aleve benzer ancak 3300°C gibi daha yüksek bir sıcaklık verir. Bu tip alevler, Pirinç veya Bronzların kaynağında kullanılır, ancak çeliğin kaynağında alevin aşırı oksijeni karbonla reaksiyona girip kaynak bölgesinde bir alaşım elementi kaybı oluşturacağından zararlı kabul edilir. Asetilen miktarının fazla Redükleyici alevle de dökme demir ve alüminyum gibi malzemelerin kaynağı yapılır. Yüksek karbonlu çeliklerin ve bazı alaşımlı çeliklerin kaynağında ve ayrıca bazı sert dolgu malzemelerinin uygulanmasında. Asetilen bakır alaşımları %70 den fazla olan metallerle temas etmemelidir. Patlama yapar

22
Kaynak hızı - Malzeme kalınlığı - Üfleç meme çapı

23
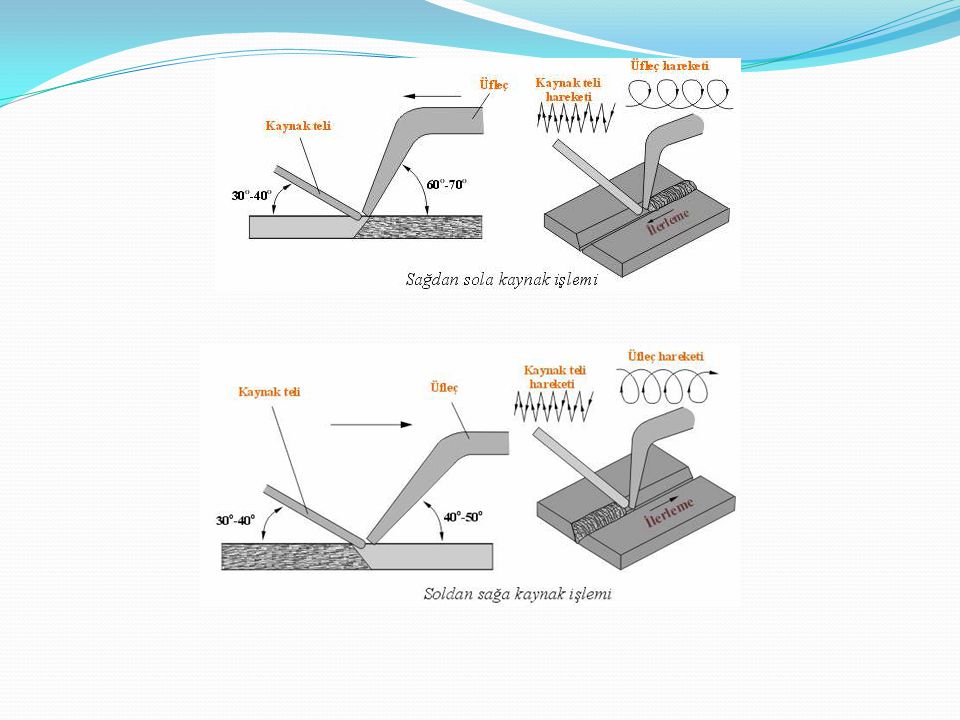
3 mm den az kalınlıkta sola kaynak,
3 mm den fazla kalınlıkta sağa kaynak.

30
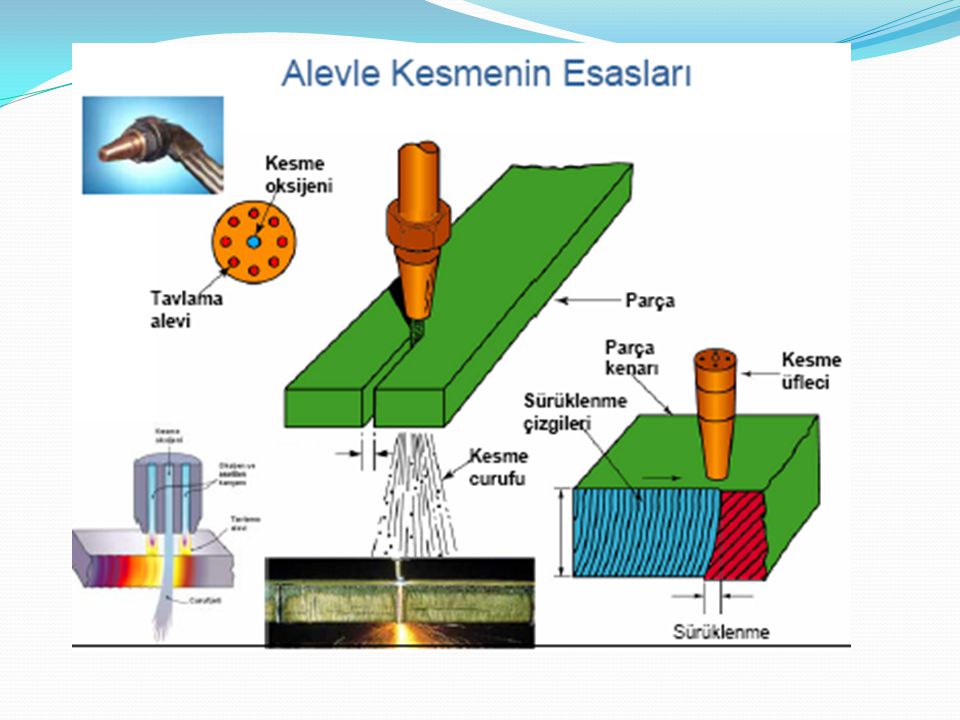
İdeal yüzey Çok Hızlı Kesim Çok Yüksek Oksijen Akışı Üfleç mesafesi çok yüksek

Benzer bir sunumlar