Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
BÖLÜM VI KAPLAMA SİSTEMİ

2
METALLERİN BİRLİKTE BİRİKİMİ Her iki tip iyonu içeren bir çözeltiden iki metalin birlikte birikimi iki iyonun yük bırakma potansiyellerinin birbirine çok yakın olduğu zaman olasıdır. Yük bırakma potansiyellerinin hücre koşullarına göre grafiksel değişimi birlikte birikimin olup olmayacağı hakkında ancak bir fikir verir. Sonuçta oluşan birikimin yapısı hakkında bir fikir elde edilemez. Deneyimler oldukça farklı standart elektrot potansiyeline sahip birçok metal çiftinin birlikte istenen özellikte bir alaşım kaplama şeklinde biriktiğini göstermiştir. Bir metalin birikimi ile birlikte görülen hidrojen gazı çıkışı, aynı şekilde alaşım birikiminde de gözlenir. Alaşım kaplamada birikimin özelliğini etkileyen etkenler daha önce metal birikimi için sıralanan etkenlerin aynıdır. Bu etkenlerin tümünün en iyi sonucun elde edilebilmesi için deneysel olarak saptanması gerekir. Sözü edilen bu etkenler yalnızca birikimin yapısını değil aynı zamanda onun bileşimini de saptar.

3
Banyo koşullarının değiştirilmesi yolu ile alaşımın bileşiminde değiştirmeler yapmak olasıdır. Anot genellikle kaplanacak alaşımdan yapılır. Fakat her iki metalden, çözünebilir ayrı anotlar kullanılıp, ayrıca banyo bileşimi dışarıdan eklemelerle sabit tutulmak koşuluyla çözünmeyen tip anotlar da kullanılır. Pirinç elektrolitik olarak en yaygın alaşım kaplamalardan biridir. Bakır ve çinko içeren siyanür banyolar kullanılmakta olup, geniş bir bakır/çinko oranı aralığı elde edilebilir. Kaplaması yapılabilen diğer alaşımlar içinde, bakır- kadmiyum, kalay-bakır, kalay-kurşun, kalay-çinko, çinko- demir, çinko-kobalt, kalay-nikel, nikel-kobalt, kurşun-kalay- bakır vb alaşımlardır.

4
PARLAK KAPLAMA Mekanik parlatma işlemi, banyoya ayna parlaklığında bir birikim sağlayacak belirli maddelerin katılması ile tamamen ya da kısmen ortadan kaldırılabilir. Yalnız bu maddelerden az miktarlar katılır (genellikle 0,1-2 g/lt). Ancak konsantrasyonları kontrol edilmeli, sıcaklık, karıştırma ve akım yoğunluklarının düzenli bir şekilde olması sağlanmalıdır. Parlatıcı maddelere p-toluen, sülfonamid ve vinil sülfonik asidin birlikte kullanıldığı sistem örnek olarak verilebilir.
. Ancak konsantrasyonları kontrol edilmeli, sıcaklık, karıştırma ve akım yoğunluklarının düzenli bir şekilde olması sağlanmalıdır. Parlatıcı maddelere p-toluen, sülfonamid ve vinil sülfonik asidin birlikte kullanıldığı sistem örnek olarak verilebilir..")
5
Parlatıcılar katotta kuvvetli bir biçimde adsorbe olurlar. Çukur kısımlar daha az adsorbe olmuş madde içermekte ve bu bölgelerde aşırı gerilim daha düşüktür. Yüksek noktalara göre elektrolitik birikim daha çabuk gerçekleşir. Böylece çukur bölgeler, yüksek noktalara oranla daha çabuk dolar ve bunun sonucu düz bir yüzey elde edilir. Parlatmak için kullanılan madde sülfür içerdiği zaman, kaplamada çok az sülfür görülür. Bu nedenledir ki parlak kaplamalar, mat kaplamalara oranla daha kırılgandır. Bundan başka parlak kaplamalar daha çabuk korozyona uğrar. Nedeni ise kuşkusuz birikimde parlatmadan dolayı yer alan maddelerin, oluşan bölgesel korozyon pillerinde katot olarak görev yapmasıdır. Kaplanan metalde anot olarak davranacaktır. Bu tür bir yetersiz kaplama daha kalın kaplama yapılarak düzeltilebilir.

6
ÖN KAPLAMA Otomobil endüstrisinde kullanılan malzemelerde olduğu gibi, çinko yüzeyleri üzerine nikel doğrudan doğruya kaplanamaz ve yer değiştirme şeklinde gerçekleşen birikim gevşek, siyah ve gözenekli kaplama şeklindedir. Bu nedenle önce siyanür banyosunda bakır kaplamanın yapılması gerekir. Bakır ile ön kaplama, yüzeyin istenilen ölçüde temizlenmesini sağlaması ve kısmen de korozyondan korunması nedenleri ile çoğu kez çelik üzerinde uygulanır. Nikel kaplamalar düşük gözenekliliği sağlamak üzere yeterince kalın olmalıdır. Özellikle buzlu yollarda tuzlarla temas edilebilecek otomobil parçalarında olduğu gibi atmosfer koşulları için 0,025-0,05 mm kalınlıkta kaplama gerekir. Krom ile ince bir üst kaplama yapılması (0,0005mm) yüzeyin donuklaşmasını önler.
 yüzeyin donuklaşmasını önler..")
7
ELEKTROKİMYASAL ŞEKİLLENDİRME Elektrokimyasal şekillendirme, kaplamada kullanılan birikimin kalınlığından çok daha fazla kalınlığa sahip olan, elektrolitik kaplamanın özel bir şeklidir. İşlem sonunda üzerinde birikimin oluştuğu yüzey birikimden ayrılabilir. Oluşan metal parçası, başlangıç yüzeyin en ince detayına kadar kopyasıdır. Elektrolitik kaplama için önerilen prensipler elektrokimyasal şekillendirme için de aynen geçerlidir. Her iki proses için aynı bileşimler ve koşullar kullanılabilir. Ancak en uygun özellikte birikim elde edebilmek amacıyla elektrokimyasal şekillendirme için özel banyolar kullanılabilir. Genellikle daha kalın birikim elde edecek şekilde koşullar düzenlenir. Elektrokimyasal şekillendirme bakır ve nikel ile büyük oranda gerçekleştirilir. Fakat aynı zamanda kaplanabilecek özellikte birçok diğer metal de bu iş için kullanılabilir. Örneğin sulu olmayan elektrolitlerde Al kullanılabilir. Metalin üzerinde biriktiği katot kalıp görevi görür. Ancak elektrokimyasal şekillendirme ile biriken parça, kalıba herhangi bir zarar vermeden kalıp üzerinden kaldırılabilmelidir. Kalıcı kalıplar birçok kez kullanılabilir ve ayırma işlemi bu kalıpları aşındırmamalıdır. Geçici kalıplar ise bir defa kullanıldığından, ayırıma işlemi sırasında aşınması önemli değildir.

8
Kalıcı kalıplar genellikle metalden yapılır, eğer metal pasif bir yüzey filmi oluşturur ve kaplanan metal buna yapışmazsa, kalıp çıkarıcı herhangi bir maddenin kullanılmasına gerek yoktur. Kalıbın iletkenliği sistemi kolaylaştırır. Kalıp iletken değilse, kaldırıcı maddeler iletken olmalıdır. Balmumu ya da uygun bir süspansiyon içerisinde grafit yaygın olarak kullanılır. Kalıcı kalıplar oldukça karmaşık şekle sahip parçalar için kullanılır. Sonuçta elde edilen parça tüm yüzeyde homojen bir birikim oluşturur. Geçici kalıpların üretimi için farklı birçok madde kullanılır. Metaller iletkenlik açısından yararlıdır. Ancak metal olmayan maddeler kadar kolay şekillendirilemezler. Bu işlem için kullanılan metal olmayan maddeler wax, cam, seramik, tahta ve plastiklerdir. Ancak bu maddeler kullanıldığında, yüzey önce iletken hale getirilmektedir. Bu işlem için uygulanan yöntem elektrolitik kaplama için verilen yöntemin aynıdır. Ancak bu kez iyi bir yapışma özelliği aranmaz. Metal ve metal olmayan kalıpların her ikisinde de ayırma işlemi kalıp maddesinin ergitilmesi yada uygun bir çözücüde çözelti haline getirilmesi ile sağlanır.

9
Uygulamadaki düzenlemeler parlatılacak yüzeyin yapısı ve büyüklüğüne göre değişiktir. Tüm işletmelerde, elektrokaplama için kullanılana benzer ve her iki amaç için çoğu kez aynı araç ve gereçler kullanılır. Birden fazla birikimin uygulandığı bazı kaplama proseslerinde, ikinci birikim uygulanmadan önce birinci birikim elektrokimyasal olarak parlatılır. Parlatma zamanı ve ayrılan metal miktarı başlangıçtaki yüzeye bağlıdır ve bazen iyi bir başlangıç yüzey elde edebilmesi için mekanik parlatma uygulanır. Kimyasal parlatma, elektrolizsiz gerçekleştirilen kaplamaya eşdeğerdir. Bir metalin asitler tarafından çözündürülmesinin kontrolü, bazen sonuçta parlatılmış bir yüzeyin eldesine olanak verir. Bir gerilim uygulanmamasına karşın çözünme elektrokimyasal bir olaydır ve kontrol mekanizması elektrolitik prosestekine benzer şekildedir. Genel olarak kullanılan çözeltiler kromik, nitrik, oksalik, fosforik, sülfürik asit ve hidrojen peroksittir. Proseste daima hidrojen gazı çıkışı söz konusudur.

10
ELEKTROLİTİK OLARAK METALLERLE KAPLAMA TEKNİĞİ Kaplama Aygıtları Akım Üreteci Elektro kaplamada kullanılan doğru akım düşük voltajda elde edilir. Çeliklerin krom ile kaplanmasında 6 volt yeterlidir. Varilde krom kaplama uygulamasında 12 voltluk gerilim yeterlidir. Pek çok üreteçler (jeneratörler) doğrudan, doğruya motora bağlanmıştır. Jeneratörler üretim güçlerine göre 50-2500 amp. ve 6 veya 12 volt arasında imâl edilirler. Büyük motor jeneratör tipi ise 500 beygir gücünde olup, 30 ton ağırlığındadır. Eğer işlemin sürekliliği önemli ise tamir ve duraklama göz önüne alındığında en az iki jeneratör gereklidir. Elektrokaplama endüstrisine redresörler girmeye başlamış ve 10000 amp. kapasitede üniteler yapılmıştır. Şimdilik piyasada temin edilebilen esas tipler CuO, CuS ve SeS'lü redresörlerdir. Ufak kaplamalar için aküler kullanılabilir (Au, Ag, Pt kaplamada olduğu gibi).
 doğrudan, doğruya motora bağlanmıştır. Jeneratörler üretim güçlerine göre amp. ve 6 veya 12 volt arasında imâl edilirler. Büyük motor jeneratör tipi ise 500 beygir gücünde olup, 30 ton ağırlığındadır. Eğer işlemin sürekliliği önemli ise tamir ve duraklama göz önüne alındığında en az iki jeneratör gereklidir. Elektrokaplama endüstrisine redresörler girmeye başlamış ve amp. kapasitede üniteler yapılmıştır. Şimdilik piyasada temin edilebilen esas tipler CuO, CuS ve SeS lü redresörlerdir. Ufak kaplamalar için aküler kullanılabilir (Au, Ag, Pt kaplamada olduğu gibi)..")
11
Mikroişlemcili tristör kontrollü redresörler endüstride metal ve plastikler üzerine uygulanan elektroliz yoluyla kaplama, boyama, anodizasyon gibi işlemlerde ihtiyaç duyulan doğru akımı sağlamak için kullanılan tam otomatik güç kaynaklarıdır. Mikroişlemci ile denetlenen tristör kontrolü yüksek doğruluk ve hassas regülasyon sağlayarak kullanıldığı proseste kaliteli sonuç verir. Tristör kontrollü sistemlerin en önemli özelliklerinden birisi Pulse – Base akım kontrolüdür. Pulse – Base yöntemi ile gerçekleştirilen kaplamalarda parçaların formu ne kadar girinti ve çıkıntıya sahip olsa da kaplama en ücra köşelere kadar ulaşır. Ulaşılması zor olan bölgelerde görülen kaplama eksikliği sorunu ortadan kalkar. Parça üzerindeki genel kaplama dağılımı daha orantılı olduğu gibi, zamandan da tasarruf sağlar. 600Hz ve Pulse – Base yöntemi kullanılarak gerçekleştirilen kaplama işlemleri her yönüyle geleneksel yöntemlerin çok ötesinde bir kalite sunar

12
Akım Dağılımı Akım, jeneratörlerden kaplama banyolarına genellikle dikdörtgen biçimindeki iletken çubuklarla taşınırlar. Bakır çubuklar yüksek elektrik iletkenliklerinden ötürü her yerde kullanılırlar. 6,5 mm kalınlıkta ve 2,5-10 cm genişlikte düz çubuklar halinde imâl edilirler. 6 metre veya daha kısa mesafelerde her 800-1000 amp. için bir inch karelik (6,5 cm 2 ) kesit gerekir. Uzun mesafeler için kesit arttırılmalıdır. Jeneratörlerden 6 m. ötede olan bir banyo için 12 m. iletken gereklidir. Her inch karede 1000 amper için 0,3 volt'luk bir gerilim düşmesi olacaktır. Eğer akım ileticileri yeterli akım taşıma kapasitesine sahip değilse, pek çok iletken bir araya getirilerek akımın paralel geçmesi sağlanır. Çubuklar arzu edilen uzunluğu sağlamak için birbirlerine eklenirler. Krom kaplamada her banyo için ayrı bir jeneratör olması istenir. Ayrıca elektroliz banyosunda akım yoğunluğunu ayarlamak için bir reosta da gereklidir.
 kesit gerekir. Uzun mesafeler için kesit arttırılmalıdır. Jeneratörlerden 6 m. ötede olan bir banyo için 12 m. iletken gereklidir. Her inch karede 1000 amper için 0,3 volt luk bir gerilim düşmesi olacaktır. Eğer akım ileticileri yeterli akım taşıma kapasitesine sahip değilse, pek çok iletken bir araya getirilerek akımın paralel geçmesi sağlanır. Çubuklar arzu edilen uzunluğu sağlamak için birbirlerine eklenirler. Krom kaplamada her banyo için ayrı bir jeneratör olması istenir. Ayrıca elektroliz banyosunda akım yoğunluğunu ayarlamak için bir reosta da gereklidir..")
13
Diğer elektroliz banyolarında, tankların tümünü her tanka seri bağlanmış bir reosta ile ayrı kaynaktan beslemek uygundur. Reosta'lar iki türlüdür: Direnç tellerinin birbirine seri bağlandığı bir reosta ve dirençlerin paralel bağlandığı reosta. Bunlarla herhangi bir telin herhangi bir bağlantısı mümkün olur. Paralel reosta seri reostaya oranla daha çok fleksibldir.. Paralel reostaya daha fazla direnç teli bağlandıkça, kaplama tankından daha büyük bir akımın geçmesi sağlanır. Büyükçe bir fleksibilite sağlamak için teller gittikçe artan bir dirence sahip olmalıdır (0,02, 0,03, 0,04, 0,05 ohm gibi. Paralel telli dirence sahip bir reosta minimum 120 amperlik, maksimum 1370 amperlik bir akımı 6 voltluk bir gerilim altında verir.

14
Tanklar Durulama tankları için tahta, temizleyiciler ve alkali çözeltiler için çelik, H 2 SO 4 veya kromik asit ihtiva eden tanklar için kurşunla kaplanmış çelik kaplar kullanılır. Kauçuk kaplama tanklar nötr ve asit banyolar için kullanışlıdır, (örneğin asit kalıntıları, asit bakır, çinko çözeltileri ve nikel çözeltileri gibi). Sert kauçuk, cam ve emaye demir özellikle küçük boyutlardaki tanklar için kullanılmaktadır.
. Sert kauçuk, cam ve emaye demir özellikle küçük boyutlardaki tanklar için kullanılmaktadır..")
15
Karıştırma ve Hareketli ortamda Kaplama Bazı elektro kaplamalarda çözeltiyi karıştırmak arzu edilir. Karıştırma çözeltinin bileşimini daha homojen tutar ve daha büyük akım yoğunluğunda çalışmasını sağlar. Hava karıştırması elektro kaplamada pek kullanılmaz. Çökeltiyi karıştırarak kaba birikimler oluşmasına yol açar. Fakat yüksek akım yoğunluğu eldesine olanak sağlar ve yoğun bakır birikimi üretir. Siyanürlü çözeltilerde hava ile karıştırma, karbonat oluşumunu hızlandırdığından arzu edilmez. Pb, Zn ve Ni kaplamada hava ile karıştırmak arzu edilmemekle beraber zararlı olduğu da iddia edilemez. En uygun karıştırma yöntemi varil kaplama denilen çalışmadır. Ekseni etrafında dönen ve 45° eğimli üstü açık bir silindirik tanktan ibarettir. Kaplaması yapılacak cisimler, varilin içine bağlanmış metal çubuklar vasıtası ile negatif uçla temas halinde tutulur. Bu sistemin esas dezavantajı anot bölmesinin küçük ve çözeltinin işlem bitiminde boşaltılması zorunluluğunun olmasıdır. Fakat yapısal basitliği lehine bir faktördür.

16
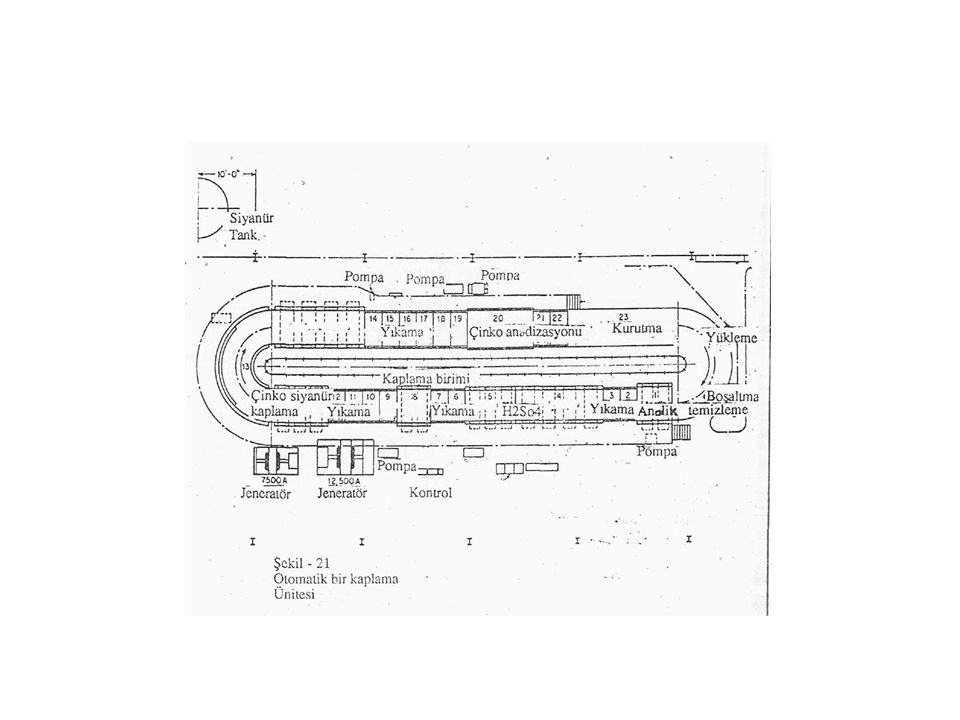
Varil kaplamasının başka bir çeşidi ise, kaplanacak cismi ihtiva eden delikli bir yatay silindirden oluşur. Silindir, tanktaki çözelti içinde döner, şarj veya deşarj olur. Silindir tahta, seliloid, sert kauçuk veya formika gibi iletken olmayan maddelerden yapılır. Delikli silindir, direnci arttırarak 10 veya 12 voltluk bir gerilim oluşturur. Direnci arttırmak için kaplama çözeltisi yüksek metal iyonu konsantrasyonunda hazırlanır. Her iki tip elektro kaplama varili özellikle somun, cıvata, vida gibi ufak cisimleri kaplamaya yarar. Kaplanacak malın dönerken hareketi hafif aşındırma ve parlatma etkisi yapar, aynı anda varilin hareketi çözeltiyi karıştırır. Döner cihazlarda, kaplama bölümü (şekil – 20’ de) gösterildiği gibi tankın üzerinde bir dikey plânda hafifçe dönen bir tekerleğe asılmıştır. İçindeki anot şuaları da zıt yönde dönerler. Başka bir tip olan uzun dikdörtgen şeklindeki tanka, kaplanacak malzeme tankın etrafında taşıyıcı bir konveyör ile hareket ettirilir. Geniş çapta üretim için bu konveyörlü kaplama makinesi çeşitli makineler şeklinde geliştirilmiştir. Bu makineler temizleme, asitleme, kaplama ve kurutma işlemlerini otomatik yapacak şekilde imâl edilmişlerdir. (Şekil 21)’ de bu tür bir ünitenin şeması görülmektedir.
 gösterildiği gibi tankın üzerinde bir dikey plânda hafifçe dönen bir tekerleğe asılmıştır. İçindeki anot şuaları da zıt yönde dönerler. Başka bir tip olan uzun dikdörtgen şeklindeki tanka, kaplanacak malzeme tankın etrafında taşıyıcı bir konveyör ile hareket ettirilir. Geniş çapta üretim için bu konveyörlü kaplama makinesi çeşitli makineler şeklinde geliştirilmiştir. Bu makineler temizleme, asitleme, kaplama ve kurutma işlemlerini otomatik yapacak şekilde imâl edilmişlerdir. (Şekil 21)’ de bu tür bir ünitenin şeması görülmektedir..")
20
Dolaşım ve Süzme Kaplamada kullanılan anotlar saf değildir ve tankın dibinde anot çamuru zamanla birikir. Bazı karıştırma işlemlerinin uygulandığı tanklarda bir kısım çamur süspansiyon halinde çözeltide kalır. Çamuru gidermek için kaplama çözeltisi arada bir süzülmelidir. Çözelti uygun bir filtre yardımıyla süzülür. Bilinen filtre preslere benzer bir tip filtre inşa edilmiştir. Çözeltinin metalle temasa geldiği kısımlar bronzdandır. Benzer çözeltileri ihtiva eden birden fazla tank mevcut ise çözelti tanklarda dolaşır ve filtrelerden süzülür.

Benzer bir sunumlar















 tarafından gerçekleştirilir. Bunlar elektron.>")

 4-5 cm’ye kadar.>")


