Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
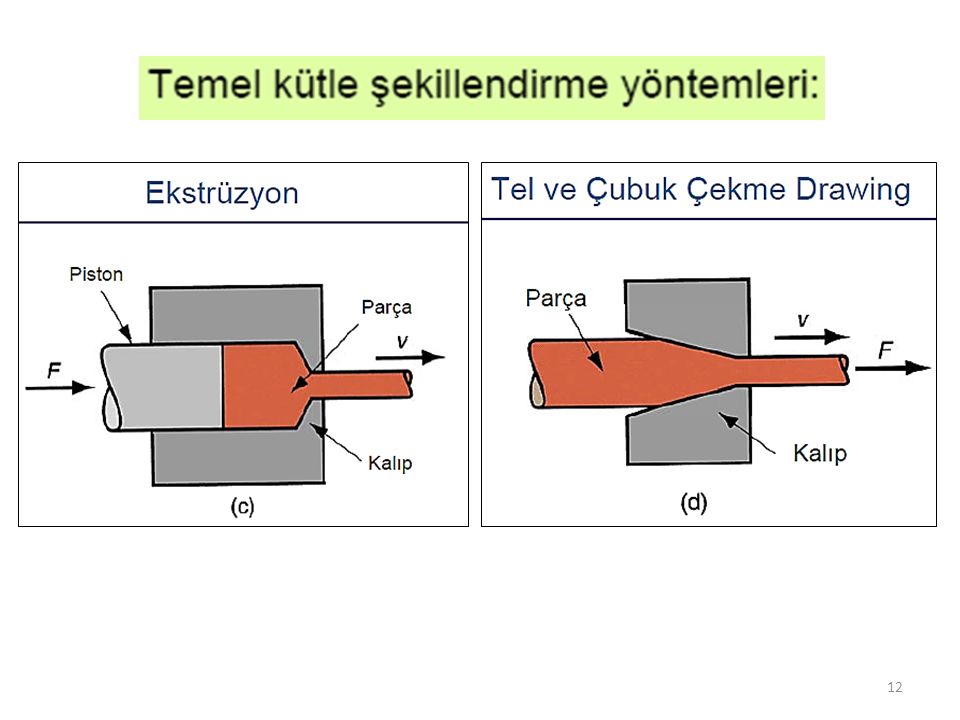
PLASTİK ŞEKİL VERME YÖNTEMİ
Hazırlayan: Doç. Dr. Ahmet DEMIRER 1-Plastik deformasyonun (Şekil değiştirmenin) esasları 2-Plastik Şekillendirme Teknikleri -Döverek şekillendirme -Basma ve çekme şartlarında şekillendirme 3-Sac Metal Kalıpçılığı -Kesme Kalıpları –Bükme Kalıpları -Bileşik Kalıplar -Derin çekme kalıpları
 esasları. 2-Plastik Şekillendirme Teknikleri. -Döverek şekillendirme -Basma ve çekme şartlarında şekillendirme. 3-Sac Metal Kalıpçılığı. -Kesme Kalıpları –Bükme Kalıpları -Bileşik Kalıplar -Derin çekme kalıpları.")
2
Plastik Şekil Değiştirme
Plastik şekil değiştirme kontrollü malzeme deformasyonu işlemidir. Çekme - basma – kayma veya bunların bileşkeleri şeklinde uygulanan kuvvet sonucu olur.

3
PLASTİK ŞEKİL DEĞİŞTİRME

5
TOKLUK VE REZİLYANS Rezilyans: Malzemenin elastik sınırlar içinde absorplayabileceği enerji miktarıdır.Bu sınırlar içinde enerji verilirse malzeme eski haline gelir. Gerilme-birim şekil değiştirme (genleme) eğrisinin elastik bölge altında kalan alanıdır. Tokluk: Malzemenin kopmasına kadar harcanan enerji ise, eğrinin altında kalan alanın tümüne eşittir ve “Tokluk” olarak adlandırılır. Yüksek tokluk mühendislik malzemeleri için aranan en önemli özelliklerden biridir.
 eğrisinin elastik bölge altında kalan alanıdır. Tokluk: Malzemenin kopmasına kadar harcanan enerji ise, eğrinin altında kalan alanın tümüne eşittir ve Tokluk olarak adlandırılır. Yüksek tokluk mühendislik malzemeleri için aranan en önemli özelliklerden biridir.")
8
Bileşik Sac

13
SAC METAL ŞEKİLLENDİRME

14
Temel Sac Şekillendirme Yöntemleri
Sac Metal Bükme

15
Sac Metalin Kesilmesi

16
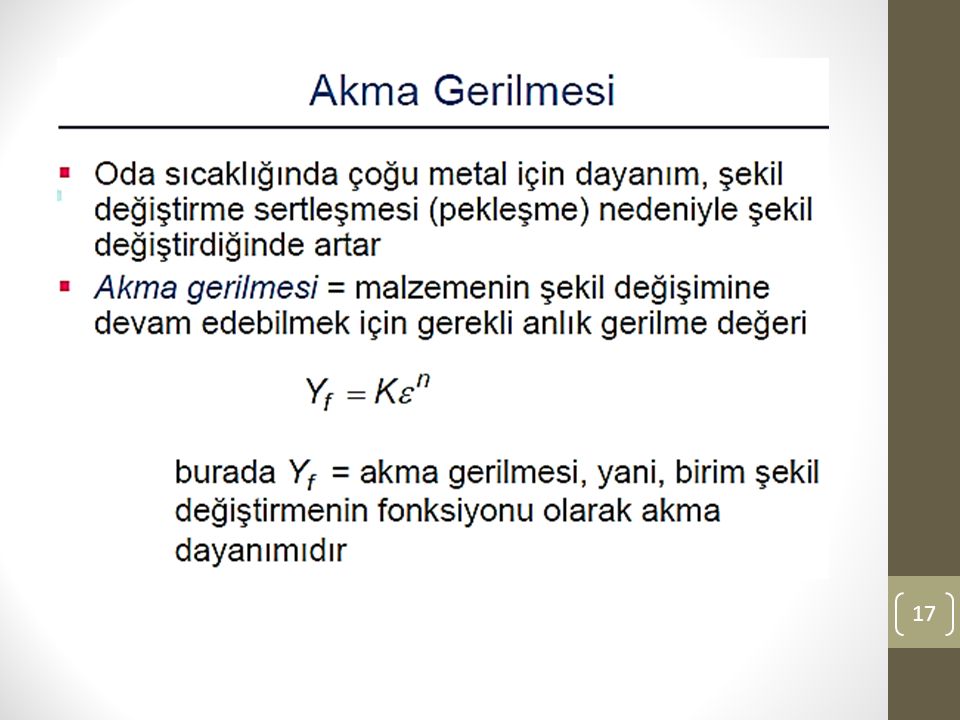
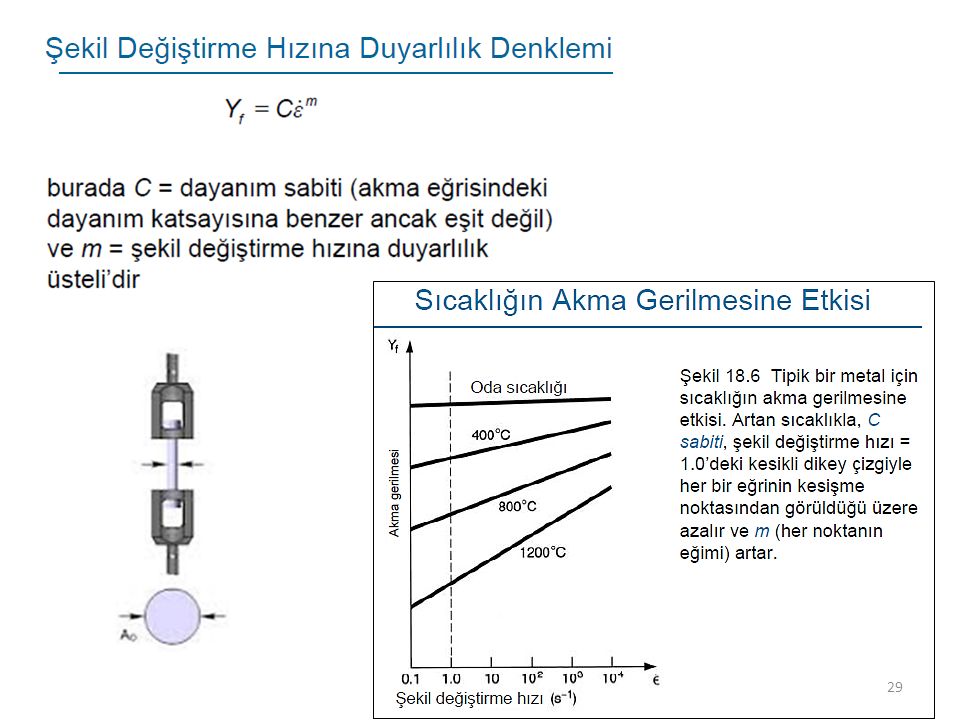
Ɛ = gerçek şekil değiştirme σ = gerçek gerilme
n=deformasyon sertleşmesi (pekleşme) üssü
 üssü.")
19
Ta 0,3.Tm 0,5.Tm ,75.Tm Tm Soğuk deformasyon Ilık defor Sıcak defor. Ta =çalışma ortamı sıcaklığı Tm = Metalin ergime sıcaklığı

32
ÇELİKLERDE MEKANİK ÖZELLİKLERİN KARBON ORANINA
BAĞLI OLARAK DEĞİŞİMİ N/mm2

33
ÇELİKLERDE MEKANİK ÖZELLİKLERİN KARBON ORANINA
BAĞLI OLARAK DEĞİŞİMİ

34
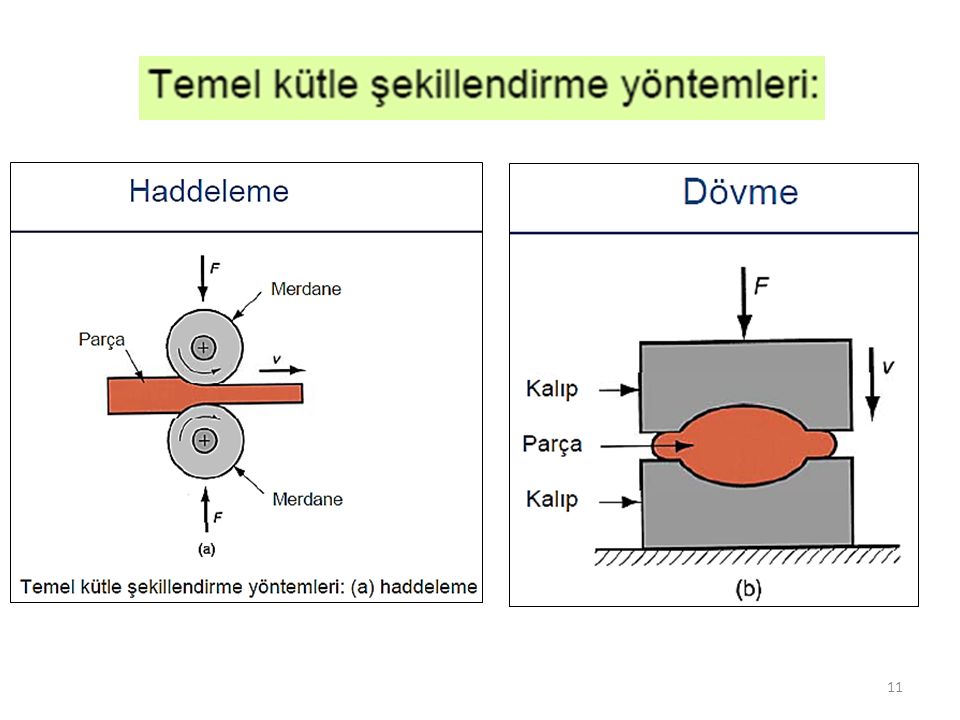
Dövme Yoluyla Şekillendirme
Plastik şekillendirme sınırına kadar ısıtılmış olan malzemenin, dövme veya presleme yöntemi ile şekillendirilmesi olayına dövme adı verilir. Dövme işlemi, açık dövme ve kapalı dövme olmak üzere iki şekilde yapılır. Açık dövme işleminde; şekillendirilecek parçalara kalınlaştırma, inceltme, bükme, yarma ve kesme gibi işlemler uygulanır. Kapalı dövme işleminde ise; şekillendirme işi bir kalıp yardımıyla yapılır. Dövme ile şekillendirme diğer üretim yöntemlerine göre daha pahalıdır. Buna karşılık elde edilen parçaların dayanıklılığı ve darbe mukavemetlerinin daha büyük olması en önemli özelliğidir. Dövme yöntemi ile şekillendirilen parçaların iç yapısı daha homojen olur ve içlerinde boşluk bulunmaz. Aynı zamanda işleme payları daha az olur.

35
Dövme Yöntemi

36
Metallere istenilen şekli vermek için çekiç, pres vb
Metallere istenilen şekli vermek için çekiç, pres vb. takım ve makinaları kullanarak yapılan şekillendirme işlemine dövme yöntemi denir. Talaşlı imalatla yapılan parçalara nazaran yaklaşık %75 malzeme tasarrufu sağlanır. Kapalı kalıpta dövülen ürünlerin özellikleri açık kalıba göre daha iyidir. Üretim hızı ve ölçü hassasiyeti yüksektir.(s171) Dövme Yöntemi Kapalı kalıpta dövme
 Dövme Yöntemi. Kapalı kalıpta dövme.")
37
Dövme Yoluyla Şekillendirme
Dövme yöntemi ile şekillendirmede göz önünde bulundurulması gereken hususlar aşağıdaki gibi özetlenebilir. 1.Malzeme yığma ,malzeme dağıtmadan daha zordur. Mümkün olduğunca malzeme yığma işleminden kaçınılmalıdır (Şekil 8.13). Dağıtma işlemi Yığma işlemi 2.Ani kesit değişimleri kırılma ve çatlamalara neden olduğundan köşeler ve geçişler kavisli yapılmalıdır (Şekil 8.14).
. Dağıtma işlemi. Yığma işlemi. 2.Ani kesit değişimleri kırılma ve çatlamalara neden olduğundan köşeler ve geçişler kavisli yapılmalıdır (Şekil 8.14).")
38
Dövme Yoluyla Şekillendirme
3.Parçanın kalıp içindeki bölümünün yüzeyi olanaklar ölçüsünde yassı durmalı ve aynı düzlem içerisinde bulunmalıdır (Şekil 8.15). 4.Parçanın kalıptan kolayca çıkarılabilmesi için yüzeylere gereği kadar eğim ve koniklikler verilmelidir (Şekil 8.16).
. 4.Parçanın kalıptan kolayca çıkarılabilmesi için yüzeylere gereği kadar eğim ve koniklikler verilmelidir. (Şekil 8.16).")
39
Dövme Yoluyla Şekillendirme
5.İnce cidarlardan kaçınılmalıdır. Çünkü kalın parçaların dövme güçlüğü, ısıl işlem etkisinde ince cidarlı parçalarda da çatlaklar meydana gelebilir. Genel olarak orta büyüklükteki bir parçanın en küçük kalınlığı 3 mm ‘den az olmamalıdır (Şekil 8.17). 6.Dövülmüş parçalarda yeteri kadar işleme payı bırakılmalıdır (Şekil 8.18).
. 6.Dövülmüş parçalarda yeteri kadar işleme payı bırakılmalıdır (Şekil 8.18).")
40
Kaynaklar: 1-Vural Murat, ‘’Üretim Yöntemleri’’, İTÜ Makine Fakültesi Ders notu, 2014. 2-Aydın Mustafa, Gavas M.,Yaşar M., Altunpark Y., ‘’Üretim Yöntemleri ve İmalat Teknolojileri’’, Seçkin yayıncılık, 2013. 3-Cürgül İ., ’’Makine Tas. Ve Şekillendirme Tek.’’,Birsen yayınevi, İst 4- DEMİRER Ahmet, ‘Tasarım Metodolojisi Ders Notları’’, SAÜ 5-Görseller

Benzer bir sunumlar


















 Demir Üretimi>")
>")




