Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ
SAC METAL ŞEKİLLENDİRME Y.Doç.Dr. Ahmet DEMIRER SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ Kaynak: Cürgül İ.,Sınmazçelik T.,’’Makine Tas. Ve Şekillendirme Tek.’’,Birsen yayınevi, İst

2
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ
Sac parçalar ve değişik şekilli profiller genellikle el ile veya presleme yöntemleri kullanılarak şekillendirilirler. Sac parçaların şekillendirilmesinde kesme, bükme ve derin çekme yöntemleri kullanılır. 1-KESME a)Sac parçaların kesilerek şekillendirilmesinde en az artık kalacak şekilde düzenleme yapılmalıdır. Bir defada birkaç parça birden kesilebilir (çoklu kesim). Ancak bu durumda fire miktarı biraz artar. Şekil 11.1 ‘de görülen çoklu kesimde malzemedeki fire miktarı %35 dolayındadır. Şekil 11.1 Sac malzemeden toplu kesim yapılması
Sac parçaların kesilerek şekillendirilmesinde en az artık kalacak şekilde düzenleme yapılmalıdır. Bir defada birkaç parça birden kesilebilir (çoklu kesim). Ancak bu durumda fire miktarı biraz artar. Şekil 11.1 ‘de görülen çoklu kesimde malzemedeki fire miktarı %35 dolayındadır. Şekil 11.1 Sac malzemeden toplu kesim yapılması.")
3
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ

4
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ

5
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ
Zımbalama (punch) makinası
 makinası.")
6
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Kesme)
")
7
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Kesme)
b)Tasarımda gerekli düzenlemenin yapılmasıyla malzemedeki fire miktarının azaltılması ve belli oranda tasarruf sağlanması mümkündür. Ancak bu durumda kesme kalıbının maliyetindeki artış da göz önünde bulundurulmalıdır. Şekil 11.2 ‘de aynı parça için çeşitli şekillerde düzenlemenin yapılmasıyla kayıp malzemenin en aza indirilmesi ve bunun sonucunda malzemeden yararlanma yüzdelerinin bir örneği görülmektedir.
Tasarımda gerekli düzenlemenin yapılmasıyla malzemedeki fire miktarının azaltılması ve belli oranda tasarruf sağlanması mümkündür. Ancak bu durumda kesme kalıbının maliyetindeki artış da göz önünde bulundurulmalıdır. Şekil 11.2 ‘de aynı parça için çeşitli şekillerde düzenlemenin yapılmasıyla kayıp malzemenin en aza indirilmesi ve bunun sonucunda malzemeden yararlanma yüzdelerinin bir örneği görülmektedir.")
8
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Kesme)
c)Temiz ve ölçülerine tam uygun bir parça elde etmek için kesici takımların (zımba ve kalıp) kör olmamasına dikkat edilmelidir. Aşınmış veya kör kesiciler kullanılırsa, kesici kenarlarında malzemedeki akma artar ve çapak yüksekliğinin büyümesiyle parçanın yüzey düzgünlüğü kaybolur (Şekil 11.3).
Temiz ve ölçülerine tam uygun bir parça elde etmek için kesici takımların (zımba ve kalıp) kör olmamasına dikkat edilmelidir. Aşınmış veya kör kesiciler kullanılırsa, kesici kenarlarında malzemedeki akma artar ve çapak yüksekliğinin büyümesiyle parçanın yüzey düzgünlüğü kaybolur (Şekil 11.3).")
9
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Kesme)
d)Kesme veya delme işleminde kalıp ölçüsü için genleşme değerleri göz önüne alınmalıdır. Çelik saclar için delme kalıbı ölçüleri Şekil 11.4 ‘de verilmiştir. d3
Kesme veya delme işleminde kalıp ölçüsü için genleşme değerleri göz önüne alınmalıdır. Çelik saclar için delme kalıbı ölçüleri Şekil 11.4 ‘de verilmiştir. d3.")
10
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Bükme)
a) Malzeme bükülürken bükme (kıvırma) yarıçapları uygun seçilmelidir, aksi takdirde malzemede yırtılma meydana gelebilir. Çeşitli profillere ait bükme, yarıçapları Şekil 11.5 ‘de görülmektedir. b) Bükülen malzemenin açınım boyu iyi hesaplanmalıdır. Malzeme kalınlığı s, iç bükme yarıçapı n ve uzama miktarı s olmak üzere (Şekil 11.6)
 Malzeme bükülürken bükme (kıvırma) yarıçapları uygun seçilmelidir, aksi takdirde malzemede yırtılma meydana gelebilir. Çeşitli profillere ait bükme, yarıçapları Şekil 11.5 ‘de görülmektedir. b) Bükülen malzemenin açınım boyu iyi hesaplanmalıdır. Malzeme kalınlığı s, iç bükme yarıçapı n ve uzama miktarı s olmak üzere (Şekil 11.6)")
11
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Bükme)
CNC Abkant Pres

12
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Bükme)
Çeşitli profillere ait bükme, yarıçapları görülmektedir.

13
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Bükme)
")
14
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Bükme)
")
15
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Bükme)
")
16
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Bükme)
")
17
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Bükme)
")
18
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Bükme)
c) Malzeme kalıpta değil de serbest bükme yöntemiyle şekillendiriliyorsa bir geri yaylanmanın olacağı düşünülmelidir. İstenen formun elde edilebilmesi için geri yaylanma özelliğine bağlı olarak zımbaya verilecek kavisin iyi hesaplanması gerekir
 Malzeme kalıpta değil de serbest bükme yöntemiyle şekillendiriliyorsa bir geri yaylanmanın olacağı düşünülmelidir. İstenen formun elde edilebilmesi için geri yaylanma özelliğine bağlı olarak zımbaya verilecek kavisin iyi hesaplanması gerekir.")
19
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Bükme)
")
20
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Bükme)
c) Malzeme kalıpta değil de serbest bükme yöntemiyle şekillendiriliyorsa bir geri yaylanmanın olacağı düşünülmelidir. İstenen formun elde edilebilmesi için geri yaylanma özelliğine bağlı olarak zımbaya verilecek kavisin iyi hesaplanması gerekir
 Malzeme kalıpta değil de serbest bükme yöntemiyle şekillendiriliyorsa bir geri yaylanmanın olacağı düşünülmelidir. İstenen formun elde edilebilmesi için geri yaylanma özelliğine bağlı olarak zımbaya verilecek kavisin iyi hesaplanması gerekir.")
21
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Bükme)
")
22
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Bükme)
d)Eğer parça sarma işlemine tabi tutuluyorsa malzemenin dış kısımda biraz uzama, iç kısımda biraz sıkışma ve yan cidarlarda da bir miktar şişmenin oluşacağı düşüncesiyle parça ölçülendirilmeli ve buna göre şekillendirilmelidir (Şekil 11.11).
Eğer parça sarma işlemine tabi tutuluyorsa malzemenin dış kısımda biraz uzama, iç kısımda biraz sıkışma ve yan cidarlarda da bir miktar şişmenin oluşacağı düşüncesiyle parça ölçülendirilmeli ve buna göre şekillendirilmelidir (Şekil 11.11).")
23
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Bükme)
Sarma açısı genellikle 300° kabul edilir. Buna göre sarma işleminden sonra parçanın dış lifinin boyu

24
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Bükme)
")
25
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Bükme)
")
26
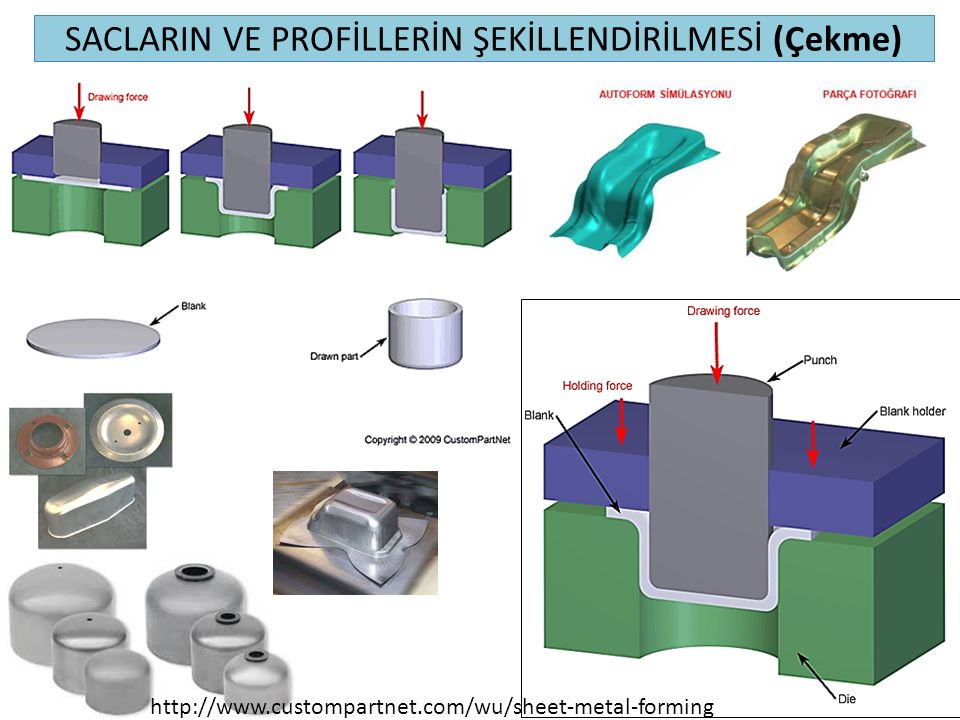
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Çekme)
(D) çaplı bir pulun çekme kalıpları yardımıyla (d) çapında ve (h) yüksekliğinde bir kovan şekline dönüştürülmesine “çekme’’ adı verilir (Şekil 11.14). Birkaç işlemde yapılan çekmeye ise ‘derin çekme” adı verilir. Çekme işleminde, parça kalınlığı pratikte bir miktar değişmekle beraber teorik olarak sac kalınlığının değişmediği kabul edilir. En çok kullanılan silindirik çekmeyi göz önüne alarak ilkel parçanın boyutlarını (çapını) bulmak için, ilkel parça ile çekilmiş parçanın hacimlerinin eşit olduğu ilkesinden hareket edilmelidir. Şekil 'e göre:
 çaplı bir pulun çekme kalıpları yardımıyla (d) çapında ve (h) yüksekliğinde bir kovan şekline dönüştürülmesine çekme’’ adı verilir (Şekil 11.14). Birkaç işlemde yapılan çekmeye ise ‘derin çekme adı verilir. Çekme işleminde, parça kalınlığı pratikte bir miktar değişmekle beraber teorik olarak sac kalınlığının değişmediği kabul edilir. En çok kullanılan silindirik çekmeyi göz önüne alarak ilkel parçanın boyutlarını (çapını) bulmak için, ilkel parça ile çekilmiş parçanın hacimlerinin eşit olduğu ilkesinden hareket edilmelidir. Şekil e göre:")
27
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Çekme)
28
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Çekme)
")
29
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Açınım)
4-AÇINIM a) 90° açılı iki borunun kesişmesi (90° dirsek): Söz konusu eleman Şekil 'deki gibi olsun. Kesişen boruların ara kesiti şekilde her ne kadar düz doğru olarak görünüyorsa da açınım durumunda bu bir elipstir. Borular eşit çaplı olduğuna göre birinin açınımı yeterlidir. Açınım için 1 nolu borunun yarım kesit çemberi çizilerek eşit parçalara bölünür (Şekil 11.16). Bu noktalardan boru eksenine paralel doğrular çizilerek ara kesit çizgisi ile kesişmeleri temin edilir. Daha sonra boru çevresine eşit bir doğru çizilerek bu doğru üzerinde boru yan dairesi üzerindeki numaraların işaret ettiği aralığın iki katı kadar eşit aralıklar işaretlenir (Şekil 11.17).
 90° açılı iki borunun kesişmesi (90° dirsek): Söz konusu eleman Şekil deki gibi olsun. Kesişen boruların ara kesiti şekilde her ne kadar düz doğru olarak görünüyorsa da açınım durumunda bu bir elipstir. Borular eşit çaplı olduğuna göre birinin açınımı yeterlidir. Açınım için 1 nolu borunun yarım kesit çemberi çizilerek eşit parçalara bölünür (Şekil 11.16). Bu noktalardan boru eksenine paralel doğrular çizilerek ara kesit çizgisi ile kesişmeleri temin edilir. Daha sonra boru çevresine eşit bir doğru çizilerek bu doğru üzerinde boru yan dairesi üzerindeki numaraların işaret ettiği aralığın iki katı kadar eşit aralıklar işaretlenir (Şekil 11.17).")
30
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Açınım)
Açınım için 1 nolu borunun yarım kesit çemberi çizilerek eşit parçalara bölünür (Şekil 11.16). Bu noktalardan boru eksenine paralel doğrular çizilerek ara kesit çizgisi ile kesişmeleri temin edilir. Daha sonra boru çevresine eşit bir doğru çizilerek bu doğru üzerinde boru yan dairesi üzerindeki numaraların işaret ettiği aralığın iki katı kadar eşit aralıklar işaretlenir (Şekil 11.17). Bu noktalardan çıkılan dikmeler üzerinde, boru ucu ile arakesit doğrusu arasında kalan uzaklık kadar mesafeler yukarı doğru işaretlenir. Örneğin 1 noktasındaki dik doğru üzerine (a) mesafesi ve 7 noktasındaki dik doğru üzerine de (b) mesafesi işaretlenmelidir. Bu şekilde bulunan uç noktaların birleştirilmesiyle elde edilen eğri boruların ara kesit çizgisini ifade eder. Böylece boru yarısı Şekil deki ölçülere uygun kesilerek kıvrılır ve aynı şartlarda hazırlanmış 2 nolu boru ile birleştirilirse söz konusu dirsek elde edilmiş olur.
. Bu noktalardan boru eksenine paralel doğrular çizilerek ara kesit çizgisi ile kesişmeleri temin edilir. Daha sonra boru çevresine eşit bir doğru çizilerek bu doğru üzerinde boru yan dairesi üzerindeki numaraların işaret ettiği aralığın iki katı kadar eşit aralıklar işaretlenir (Şekil 11.17). Bu noktalardan çıkılan dikmeler üzerinde, boru ucu ile arakesit doğrusu arasında kalan uzaklık kadar mesafeler yukarı doğru işaretlenir. Örneğin 1 noktasındaki dik doğru üzerine (a) mesafesi ve 7 noktasındaki dik doğru üzerine de (b) mesafesi işaretlenmelidir. Bu şekilde bulunan uç noktaların birleştirilmesiyle elde edilen eğri boruların ara kesit çizgisini ifade eder. Böylece boru yarısı Şekil deki ölçülere uygun kesilerek kıvrılır ve aynı şartlarda hazırlanmış 2 nolu boru ile birleştirilirse söz konusu dirsek elde edilmiş olur.")
31
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Açınım)
Eğer 90° den farklı açıda kesişen eşit çaplı boruların oluşturduğu dirsek söz konusu ise boyut bulma işlemi yine benzer yöntemle elde edilen açınımdan yararlanılarak elde edilir. b) Davlumbaz açınımı: Şekil ‘dekine benzer bir davlumbazı oluşturan parçaların gerçek boyutlarının bulunması mümkündür, önce davlumbazın kesim tasarımı yapılarak gerçek yüzey büyüklüklerinin bulunması ile işe başlanır. Davlumbaz yarısının üç görünüşü biliniyor olsun (Şekil 11.19). Kesiti çizebilmek için ön görünüşüne ait yan yüzeyin yatay bir konuma gelinceye kadar kıvrıldığı (açıldığı) varsayılır. Böylece elde edilen a noktasının b ve c de izdüşümleri işaretlenerek 7 ve 8 noktalan bulunur. Burada 4, 7 ve 8 noktaları birleştirildiğinde yan yüzeyin gerçek büyüklüğü ortaya çıkar, ön kapak yüzeyinin gerçek büyüklüğünü bulmak için 1-6 doğrusu iki yana doğru uzatılır. 4 noktası merkez olmak üzere 4-8 yayı ve benzer şekilde 3 noktası merkez olacak şekilde 3-9 yayı çizilerek 10 ve 11 noktalan bulunur.
 Davlumbaz açınımı: Şekil ‘dekine benzer bir davlumbazı oluşturan parçaların gerçek boyutlarının bulunması mümkündür, önce davlumbazın kesim tasarımı yapılarak gerçek yüzey büyüklüklerinin bulunması ile işe başlanır. Davlumbaz yarısının üç görünüşü biliniyor olsun (Şekil 11.19). Kesiti çizebilmek için ön görünüşüne ait yan yüzeyin yatay bir konuma gelinceye kadar kıvrıldığı (açıldığı) varsayılır. Böylece elde edilen a noktasının b ve c de izdüşümleri işaretlenerek 7 ve 8 noktalan bulunur. Burada 4, 7 ve 8 noktaları birleştirildiğinde yan yüzeyin gerçek büyüklüğü ortaya çıkar, ön kapak yüzeyinin gerçek büyüklüğünü bulmak için 1-6 doğrusu iki yana doğru uzatılır. 4 noktası merkez olmak üzere 4-8 yayı ve benzer şekilde 3 noktası merkez olacak şekilde 3-9 yayı çizilerek 10 ve 11 noktalan bulunur.")
32
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Açınım)
3 ile 11 ve 4 ile 10 noktaları birleştirildiğinde ön kapağın gerçek büyüklüğü ortaya çıkar. Böyle bir davlumbazın tam şekillendirilmesine ait açınım Şekil deki gibi elde edilir.

33
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ (Açınım)
")
34
SACLARIN VE PROFİLLERİN ŞEKİLLENDİRİLMESİ
Zımbalama (punch) makinası
 makinası.")
35
SACLARIN ŞEKİLLENDİRİLMESİ (Zımbalama makinası)
Zımbalama (punch) makinası
 makinası.")
36
SACLARIN ŞEKİLLENDİRİLMESİ (Zımbalama makinası)
Zımbalama (punch) makinası
 makinası.")
Benzer bir sunumlar










 iki farklı veri grubu için de kullanılabilir. 1. Sınıflar2. Sınıflar A1015 B20 C3015.>")






 Deneyi>")

