BÖLÜM 4 İşyeri Düzenleme (Layout) Endüstri Mühendisliğine Giriş EM 101 © 2006 Prentice Hall, Inc. 1
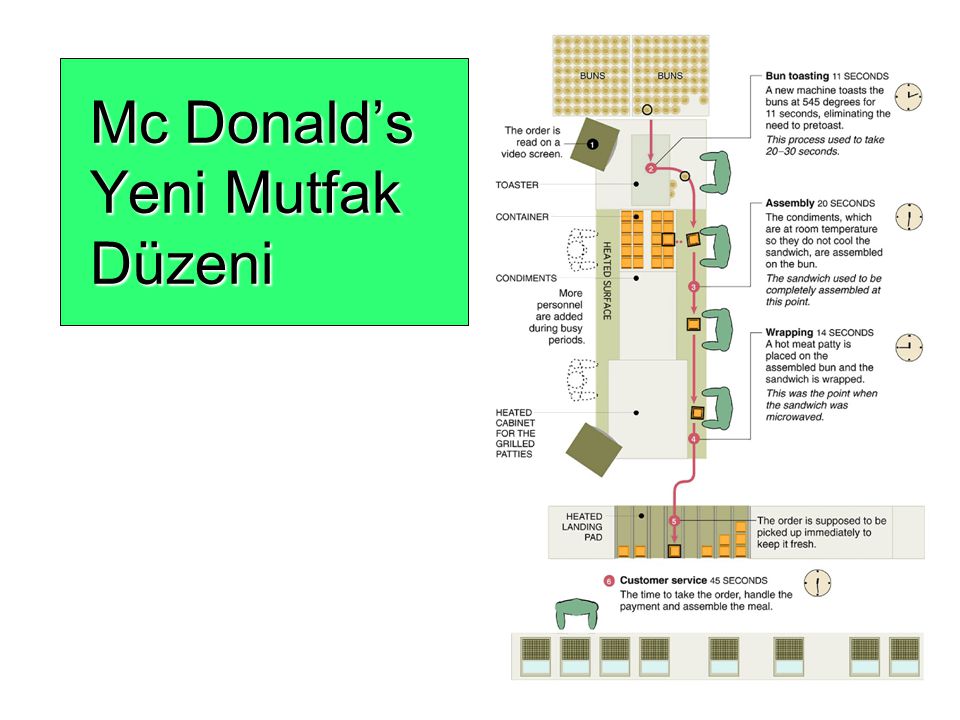
Mc Donald’s Yeni Mutfak Düzeni 2
Depo İşyeri Düzeni(Layout) Klasik depo düzeni Yükleme ve boşaltma platformları(bunker) Ofis Müşteri Siparişleri konveyör Depo rafları Bekleme Hattı 3
Sabit Pozisyonlu Mamule Göre Yerleştirme Mamul belli bir yerde konuşlanmıştır İşçiler ve makine ekipman mamulun etrafında yerleştirilir Karmaşıklaştırıcı Faktörler Yerleşim yerinde sınırlı alan Projenin farklı safhalarında farklı malzeme ihtiyacı İhtiyaç duyulan malzeme miktarları değişken 4
Prosese Göre Yerleştirme Benzer makine ve ekipmanlar birlikte gruplandırılır Ürün ve hizmet çeşidi fazladır. Makine ve insan gücü kullanımında esneklik vardır Üretim planlama faaliyetleri karmaşık aynı zamanda kurulum , yükleme, boşaltma ve işçilik maliyetleri yüksektir 5
Prosese göre yerleştirme Surgery Radiology ER triage room ER Beds Pharmacy ACİL hasta kabulleri-Emergency Billing/exit Laboratories Hasta A - broken leg Hasta B - erratic heart pacemaker Figure 9.3 6
Prosese göre yerleştirme Malzeme taşıma maliyetlerini minimize edecek şekilde iş istasyonlarını yerleştirmek Temel maliyet kalemleri: İş istasyonları arasında hareket eden yük (veya insan) sayısı Malzeme veya insanların gidip geldiği iş merkezleri arasındaki mesafeler 7
Prosese göre yerleştirme Min maliyet = ∑ ∑ Xij Cij n i = 1 j = 1 notasyon n = toplam iş istasyonları sayısı i, j = iş istasyonları indisi Xij = i istasyonundan j istasyonuna taşınan yük sayısı Cij = i istasyonundan j istasyonuna taşınan birim yükün maliyeti 8
Process Layout- Örnek Bir fabrikada altı iş istasyonunun (departmanın)konumlarını malzeme taşıma maliyetini minimum yapacak şekilde belirlemek. Binanın boyutu 60 metre boy, 40 metre en ve herbir dept. 20 x 20 metre boyutlarındadır. Bir “den-ye” matrisinin oluşturulması. Alan ihtiyaçlarının belirlenmesi. Bir başlangıç şemasının çizilmesi. Bu yerleşim planının maliyetini bulmak. Bu layout üzerinde taşıma maliyetini azaltacak iyileştirmeler yapmak. Detaylı gelişmiş bir plan ortaya çıkartmak. 9
Process Layout- Örnek Haftalık taşınan yük sayısı den\ye 50 100 0 0 20 Department Assembly Painting Machine Receiving Shipping Testing (1) (2) Shop (3) (4) (5) (6) Assembly (1) Painting (2) Machine Shop (3) Receiving (4) Shipping (5) Testing (6) Haftalık taşınan yük sayısı den\ye 50 100 0 0 20 30 50 10 0 20 0 100 50 0 Figure 9.4 10
Process Layout- Örnek Alan 1 Alan 2 Alan 3 60’ 40’ Montaj Boyahane Makina atölyesi Dept Dept Dept (1) (2) (3) Malzeme Kabul Sevkiyat Kalite Kontrol Dept Dept Dept (4) (5) (6) Figure 9.5 11
Process Layout- Örnek Maliyet = ∑ ∑ Xij Cij Maliyet = $50 + $200 + $40 (1 and 2) (1 and 3) (1 and 6) + $30 + $50 + $10 (2 and 3) (2 and 4) (2 and 5) + $40 + $100 + $50 (3 and 4) (3 and 6) (4 and 5) = $570 12
Process Layout- Örnek Departmanlararası akış grafiği 100 50 20 10 30 1 4 5 6 Figure 9.6 13
Process Layout- Örnek Maliyet= ∑ ∑ Xij Cij Maliyet = $50 + $100 + $20 (1 and 2) (1 and 3) (1 and 6) + $60 + $50 + $10 (2 and 3) (2 and 4) (2 and 5) + $40 + $100 + $50 (3 and 4) (3 and 6) (4 and 5) = $480 14
Process Layout-Örnek Departmanlararası akış grafiği 30 50 10 20 100 2 4 5 6 Figure 9.7 15
Process Layout-Örnek Alan 1 Alan 2 Alan 3 60’ 40’ Boyahane Montaj Makina Atölyesi Dept Dept Dept (2) (1) (3) Malzeme Kabul Sevkiyat Kalite Kontrol Dept Dept Dept (4) (5) (6) Figure 9.8 16
Yazılım Paketleri Grafik yaklaşımlar sadece küçük çaplı problemler için geçerlidir.problems Büyük ölçekli problemlerin çözümünde kullanılan yazılım paketleri (Bilgisayar programları) mevcuttur.Bazıları şunlardır: CRAFT ALDEP CORELAP Factory Flow 17
CRAFT-Örnek (a) (b) 1 2 3 4 5 6 1 2 3 4 5 6 PATTERN PATTERN 1 2 3 4 5 6 1 A A A A B B 2 A A A A B B 3 D D D D D D 4 C C D D D D 5 F F F F F D 6 E E E E E D PATTERN TOTAL COST 20,100 EST. COST REDUCTION .00 ITERATION 0 (a) 1 2 3 4 5 6 1 D D D D B B 2 D D D D B B 3 D D D E E E 4 C C D E E F 5 A A A A A F 6 A A A F F F PATTERN TOTAL COST 14,390 EST. COST REDUCTION 70. ITERATION 3 (b) Figure 9.9 18
İş hücreleri-work cells İş gücü ve makinalar gruplar haline getirilir. Tek ürün ve ya ürün grupları üzerinde yoğunlaşılır. Grup teknolojisi benzer karakteristik gösteren mamülleri tanımlayarak belli hücrelerde üretimini gerçekleştirir. Üretim miktarının hücresel üretime geçecek kadar büyük olmalıdır. Hücreler tasarım ve miktar değişikliklerinde re-organize edilebilir. 19
iş hücrelerinin Avantajları Yarı mamül stoklarının azalması. Daha az alana ihtiyaç duyulması. Hammadde ihtiyacının ve bitmiş mamül stoklarının azalması. Direkt iş gücünün azalması.Artan iş gücü katılım bilinci. Makina ve ekipmanın kullanımının artması. Makina ve ekipmana yapılan yatırımın azalması. 20
İş hücreleri kullanarak layout’un geliştirilmesi Mevcut layout- İşçiler küçük bir alanda çalışır. Üçüncü bir makina ve ya işçi olmadan üretim arttırılamaz. Gelişmiş layout- Çok yönlü eğitilmiş işçiler birbirlerine yardımcı olabilirler. Daha fazla üretim sağlanabilir. Figure 9.10 (a) 21
İş hücreleri kullanarak layout’un geliştirilmesi Mevcut layout- Düz hatlarda işin bölünmesi ve hattın dengelenmesi zor olabilir. Gelişmiş layout- U tipi yerleşimde ise işçiler daha fazla birbirlerine yardımcı olurlar ve eğitimli işçi ihtiyacı azalır. U tipi montaj hatlarında işçi hareketleri ve alan ihtiyacı azalabilir. Bunun yanında iletişim, işçi sayısı ve muayene işlemleri azalır. Figure 9.10 (b) 22
Parti ve ürüne dayalı yerleştirme Yüksek hacimli, az çeşitteki ürünlerin imalatında mamüle göre yerleştirme yapılır. Makina, ekipmandan yüksek oranda yararlanmak için üretim miktarı yüksek olmalıdır. Özel makina, ekipmana yapılacak yatırım için pazardaki mamüle olan talebin sürekli ve yüksek olması gerekir. Ürünler standart olmalı ve hayat eğrisinin olgunluk çağını yaşıyor olmalıdırlar. Kullanılan malzeme ve komponentler yeterli düzeyde ve kalitede elde edilebilir olmalıdır. 23
Mamüle göre Yerleştirme Fabrikasyon imalat Birbirine seri bağlı makinalarda üretim gerçekleştirilir. Makina hızına bağımlı. Dengelemek için mekanik veya mühendislik yönlü değişikliklere ihtiyaç vardır. Montaj imalat Hazır parçalar birbirine seri bağlı iş istasyonlarında bir araya getirilir. İş görevlerinin yapılış hızına bağlıdır. Hat boyunca yapılan görevlerin mümkün mertebe birbirine eşit olarak tasarlanması gerekir. Her iki imalat tipindede, her iş istasyonunda gerçekleştirilecek işlemler birbirine eşit olacak şekilde düzenlenerek dengeleme sağlanır. 24
Mamüle göre Yerleştirme Birim başına değişken maliyet düşük Malzeme taşıma maliyetleri düşük Yarı mamül stokları az İşçi eğitimi ve nezareti kolay Hızlı imalat süresi Avantajları Yüksek üretim miktarlarına ihtiyaç vardır Hattaki herhangi bir noktada ki duruşlar tüm üretimi durdurabilir. Ürün veya üretim hızında değişiklik esneklik yoktur. Dezavantajları 25
Montaj Hattı Dengeleme problemi Assembly-Line Balancing AMAÇ:İstenilen (çıktı) üretim miktarını elde ederken işçi ve makinelere (iş istasyolarına) tahsis edilen görevler arasındaki dengesizliği en aza indirmek Çözüme “Öncelik ilişki diyagramı”nı çizerek başlamak Çevrim süresinin bulunması Teorik iş istasyonları sayısının hesaplanması İş istasyonlarına spesifik görevler tahsis ederek hattın dengelenmesi 26
Örnek problem Performans süresi Görevden önce bitmesi gereken Görev (dakika) görev(ler) A 10 — B 11 A C 5 B D 4 B E 12 A F 3 C, D G 7 F H 11 E I 3 G, H Total süre 66 Bu öncelik ilişkilerinden anlaşılan şey : A işlemi bitmeden B ve E işlemlerine başlanamaz. 27
Makina Montajı örneği Performans süresi Görevden önce bitmesi gereken Görev (dakika) görev(ler) A 10 — B 11 A C 5 B D 4 B E 12 A F 3 C, D G 7 F H 11 E I 3 G, H Total süre 66 10 11 12 5 4 3 7 C D F A B E G I H Figure 9.13 28