Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
İyi bir akla sahip olmak yeterli değildir
İyi bir akla sahip olmak yeterli değildir. Asıl olan onu iyi kullanmaktır Descartes Hasan ŞEREFHAN

2
ÜRETİM KONTROL SİSTEMLERİ
ÇEKME SİSTEMLERİ (KANBAN) İTME SİSTEMLERİ (MRP) Üretim kontrol sistemleri iki temel grupta sınıflandırılabilir. (Kimura ve Terada 1981)
 İTME SİSTEMLERİ (MRP) Üretim kontrol sistemleri iki temel grupta sınıflandırılabilir. (Kimura ve Terada 1981)")
3
İTME SİSTEMLERİ (MRP) Geleneksel üretim sistemidir. Malzeme ihtiyaç planlaması olarak da adlandırılabilir.

4
Üretim sistemlerinde parçalar üretilir ve bir sonraki sürece veya stok alanına gönderilir.
Bu sistemde üretim kontrol kısmı, çizelge üzerinde gerçekleşen ve planlanan üretim miktarlarını kontrol eder, sapmaları ortaya çıkarır. Geleneksel üretim sistemidir. Malzeme ihtiyaç planlaması olarak da adlandırılabilir.

5
Tahminlere dayanan bir sistemdir
Tahminlere dayanan bir sistemdir. Gelecekteki talep için yapılan tahminlerden ve müşteri siparişlerinden yola çıkarak genellikle haftalık bazda hazırlanan üretim programına , ürün ağaçlarında yer alan bileşenlere göre iş emirleri ve satınalma emirleri üretilir. Materials Requirement Planning, is it a Push system or a pull system? When ever I go for MRP implementation, most often I come across this question. What is the real difference between Push system and pull system? How do we implement JIT, Kanban and other planning systems along with MRP? Can they co-exist? These are typical questions asked during implementation. It is very important, before the MRP implementation these are understood for implementing "an effective implementation process, not just an efficient process". Efficiency is doing the things right and Effectiveness is doing the right things. In simple terms, Push system is based on Customer Orders (Demand) and the forecast. Based on the demand, both material and capacity planning is done. Shop floor control is based on the demand and orders. Here both the material flow and the information flow are in the same direction. This is generally suitable for Make to stock situation. MRP is a Push system. A Pull system on the contrast is based on Made to Order situation. The material is flow is in the reverse direction of document flow. The shop flow control is based on the actual requirements and is close to Just in Time. Pull systems utilize the real demand (Customer Orders received), where as the Push systems are based on the Forecast and build for expected Orders. So which system is suitable for a given organization? In general the manufacturing units combine both Made to Order and also made to stock situations. There will be forecast errors and there will be Demand variations. Which system is more effective?
 and the forecast. Based on the demand, both material and capacity planning is done. Shop floor control is based on the demand and orders. Here both the material flow and the information flow are in the same direction. This is generally suitable for Make to stock situation. MRP is a Push system. A Pull system on the contrast is based on Made to Order situation. The material is flow is in the reverse direction of document flow. The shop flow control is based on the actual requirements and is close to Just in Time. Pull systems utilize the real demand (Customer Orders received), where as the Push systems are based on the Forecast and build for expected Orders. So which system is suitable for a given organization In general the manufacturing units combine both Made to Order and also made to stock situations. There will be forecast errors and there will be Demand variations. Which system is more effective")
6
ÇEKME SİSTEMLERİ (KANBAN)
Materials Requirement Planning, is it a Push system or a pull system? When ever I go for MRP implementation, most often I come across this question. What is the real difference between Push system and pull system? How do we implement JIT, Kanban and other planning systems along with MRP? Can they co-exist? These are typical questions asked during implementation. It is very important, before the MRP implementation these are understood for implementing "an effective implementation process, not just an efficient process". Efficiency is doing the things right and Effectiveness is doing the right things. In simple terms, Push system is based on Customer Orders (Demand) and the forecast. Based on the demand, both material and capacity planning is done. Shop floor control is based on the demand and orders. Here both the material flow and the information flow are in the same direction. This is generally suitable for Make to stock situation. MRP is a Push system. A Pull system on the contrast is based on Made to Order situation. The material is flow is in the reverse direction of document flow. The shop flow control is based on the actual requirements and is close to Just in Time. Pull systems utilize the real demand (Customer Orders received), where as the Push systems are based on the Forecast and build for expected Orders. So which system is suitable for a given organization? In general the manufacturing units combine both Made to Order and also made to stock situations. There will be forecast errors and there will be Demand variations. Which system is more effective?
 and the forecast. Based on the demand, both material and capacity planning is done. Shop floor control is based on the demand and orders. Here both the material flow and the information flow are in the same direction. This is generally suitable for Make to stock situation. MRP is a Push system. A Pull system on the contrast is based on Made to Order situation. The material is flow is in the reverse direction of document flow. The shop flow control is based on the actual requirements and is close to Just in Time. Pull systems utilize the real demand (Customer Orders received), where as the Push systems are based on the Forecast and build for expected Orders. So which system is suitable for a given organization In general the manufacturing units combine both Made to Order and also made to stock situations. There will be forecast errors and there will be Demand variations. Which system is more effective")
7
Sonraki süreçlerin önceki süreçlerden, sadece tükettikleri miktarda ve zamanda parça talep ettikleri ve çektikleri sistemlerdir. Tam Zamanında Üretim Sistemi de bir çekme sistemi olarak tanımlanabilir. Monden,1983 ; Rao,1989; Yokato,1991

8
Çekme sistemleri, analizleri ve iyileştirme araçlarını uygulamada kolaylık sağlayan ve sisteme kararlılık sağlayan yöntemdir Çekme sistemlerinin öncelikli hedefi Tedarik Sürelerini kısaltmak ve Proseste kararlılık sağlamaktır. Sadece en az stok, dengeli üretim hızı ile sağlanacak olan beklemeleri ortadan kaldırmak bu planda önemlidir. Beklemeler verimlilik anlamında son derece önemlidir.

9
GENEL ÇEKME SİSTEMİ (Generic Pull System) YERİNİ DOLDURMA ÇEKME SİSTEMİ (Replenishment Pull System)
 YERİNİ DOLDURMA ÇEKME SİSTEMİ (Replenishment Pull System)")
10
İTME SİSTEMİ ÇEKME SİSTEMİ
Geleneksel üretim sistemidir. Malzeme ihtiyaç planlaması olarak da adlandırılabilir.

11
İŞLETME VERİMLİLİĞİ HAMMADDE PROSES PAKETLEME DEPOLAMA

12
İŞLETME VERİMLİLİĞİ PROSES GİRDİ ÇIKTI HAMMADDE PROSES PAKETLEME
DEPOLAMA

13
VERİMLİLİK Üretim sürecine sokulan çeşitli faktörlerle (girdiler) bu sürecin sonunda elde edilen ürünler (çıktılar) arasındaki ilişkiyi ifade eder ve üretilen mal ve hizmet miktarı ile bu mal ve hizmet miktarının üretilmesinde kullanılan girdiler arasındaki oran olarak tanımlanır. Çıktı / Girdi olarak formüle edilir.
 bu sürecin sonunda elde edilen ürünler (çıktılar) arasındaki ilişkiyi ifade eder ve üretilen mal ve hizmet miktarı ile bu mal ve hizmet miktarının üretilmesinde kullanılan girdiler arasındaki oran olarak tanımlanır. Çıktı / Girdi olarak formüle edilir.")
14
Teknolojinin hızla gelişip dünyaya yayıldığı bir dönemde , müşteri ihtiyaçları doğrultusunda ürünlerin tasarımlarıda sürekli değişmektedir. Bu değişiklikler imalatı kolaylaştırıcı, maliyeti düşürücü, üretim akışını hızlandırıcı nitelikte ise verimlilik artar.

15
HAT ETKİNLİĞİ & HAT PERFORMANSI
24 SAAT Üretim Süreci TOPLAM SÜRE BOŞ SÜRE (Dinlenme) TOPLAM ÜRETİM ZAMANI DURUŞLAR NET ÜRETİM ZAMANI HEDEF ZAMAN KAYIP ZAMAN HEDEF ZAMAN + KAYIP ZAMAN NET ÜRETİM ZAMANI + DURUŞLAR = NET ÜRETİM ZAMANI TOPLAM ÜRETİM ZAMANI
 TOPLAM ÜRETİM ZAMANI. DURUŞLAR. NET ÜRETİM ZAMANI. HEDEF ZAMAN. KAYIP ZAMAN. HEDEF ZAMAN + KAYIP ZAMAN. NET ÜRETİM ZAMANI + DURUŞLAR. = NET ÜRETİM ZAMANI. TOPLAM ÜRETİM ZAMANI.")
16
Üretim hattında problem
Hat duruşlarının açıklaması Üretim hattında problem Var mı? YES Downtime Üretim hattında Çalışma ekibi var mı? NO Hat Üretim için uygun mu? Efficiency Loss Idle Time

17
DYO BOYA FABRİKALARI 6 SIGMA PROJELERİNDE ÇEKME SİSTEMİ UYGULAMALARI

18
KÜÇÜK BATCH ÜRETİM KAPASİTE ARTIŞI
Müşteri Taleplerini hızlı karşılamak ve mevcut koşullarda en düşük stok ile çalışılabilecek bir üretim yönetim sistemi oluşturmak ; Üretim hızını artıracak iyileştirme alanları oluşturacak sistemler geliştirmek ;

19
Küçük Batch Üretim Kapasite Artışı projesinde; üretimlerin zamanında gerçekleşebilmesi için ne kadar üretimin ne zaman üretileceği bilgisinin sağlanması amaçlanmıştır. Çekme kanban ve Üretim kanban kullanılmaktadır.

20
GENEL ÇEKME SİSTEMİ Üretim hattımızda hammaddelerin bulunduğu girdi stok alanı ve ürünlerin bulunduğu çıktı stok alanı bulunmaktadır. Girdi stok alanları ürünlerde kullanılan hammaddelerin kullanıldığı alanlardır. Çıktı stok alanları ise üretilen ürünlerin depolandığı alanlar olarak üretim hattımızda bulunmaktadır.

21
PROJE İÇİN YAPTIKLARIMIZ
5 S UYGULAMASI Girdi stok alanlarında bulunan hammaddeler için 5S uygulanmıştır. Küçük batch üretim hattı için raf düzeni kurulmuştur.

22
ÖNCE

23
SONRA

24
ÖNCE SONRA

25
Takip Sisteminin Kurulması
Planlama Bölümü ile oluşturulan sistemde Küçük batch üretim siparişlerinin günlük olarak sisteme girilmesi sağlanmıştır, Ürün için gerekli hammaddeler mal kabul bölümü tarafından hazırlanarak Girdi stok alanındaki raflara kodlama yapılarak yerleştirilir.

28
Takip Sisteminin Kurulması
Hammadde stok alanlarındaki raflar numaralandırılmıştır. Takip sistemine girilen sipariş ürünler için gerekli hammaddeler “Hammadde İstek Formu” ile talep edilir, Raf no’ları form üzerinde belirtilir.

29
Takip Sisteminin Kurulması
Pazartesi Seri Renk Miktar (kg) Durum Açıklama 276 4853 1500 OK
 Durum. Açıklama OK.")
30
Ürünlerin Pazar ve Müşteri istekleri doğrultusunda ve miktarlarda üretilerek üretim hattımızdaki çıktı stok alanına gönderilir. Üretim tamamlandıktan sonra Takip sistemi çizelgesi işlenerek bir sonraki üretim için hammadde hazırlığı başlar. Üretim hücreleri arasında hareket ile bilgi akışı sağlanır.

32
Sonuç olarak; müşteri taleplerine göre oluşan üretimlerin tam zamanında üretilmesi için gerekli hammaddelerin tam zamanında istenilen noktaya temin edilmesi gerçekleştirilmiştir. Ara stoksuz, verimli, günlük ve küçük partiler halinde üretimlerin gerçekleşmesi sağlanmıştır,

33
Müşteri siparişleri için üretmek Üretim Takip Sistemi
FONKSİYONLAR KATEGORİLER GENEL ÇEKME Çıktı Hızı Ürün Seçimi Süreçler & Seviyeleri Üretilen Ürünler Müşteri siparişleri için üretmek Üretim Takip Sistemi Malzemeler Hammadde Hammadde İstek Kartı Kapasite Üretim Hattı Geri Besleme Aksamalar ve Duruşlar Kontrol Listeleri Grafik ile anlatım..

34
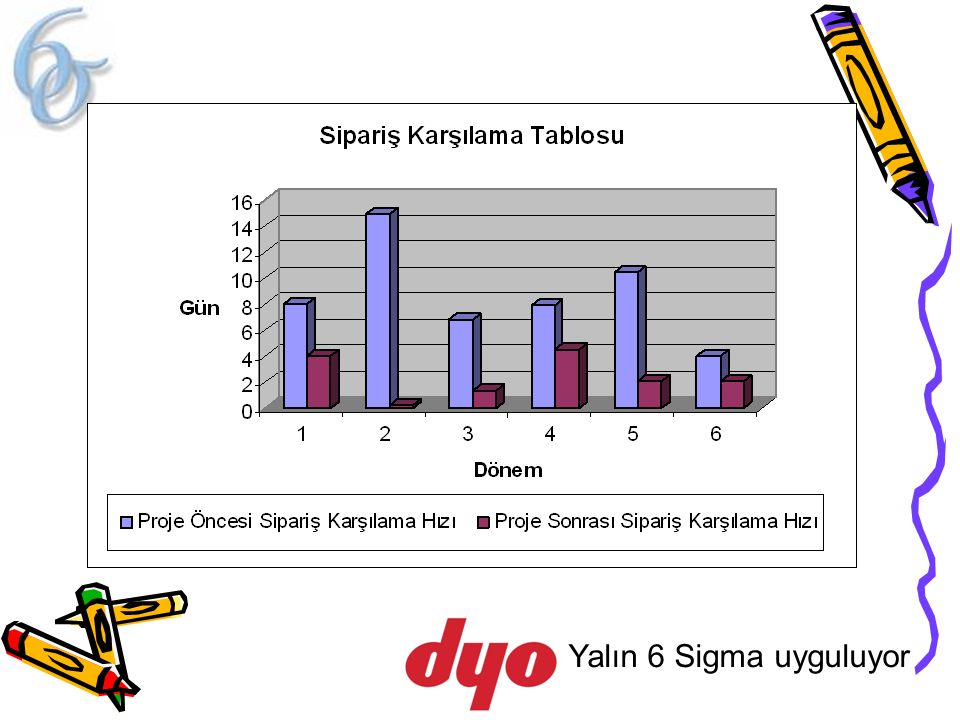
GENEL ÇEKME SİSTEMİ Proje aşamasında genel çekme sistemi uygulaması sonrasında PTS azalmış ve Yarı Mamül stokları sınırlandırılmıştır. Sipariş karşılama hızı artmıştır, Hammadde temin sürelerinde iyileştirme sağlanmıştır.

35
Grafik ile anlatım..

37
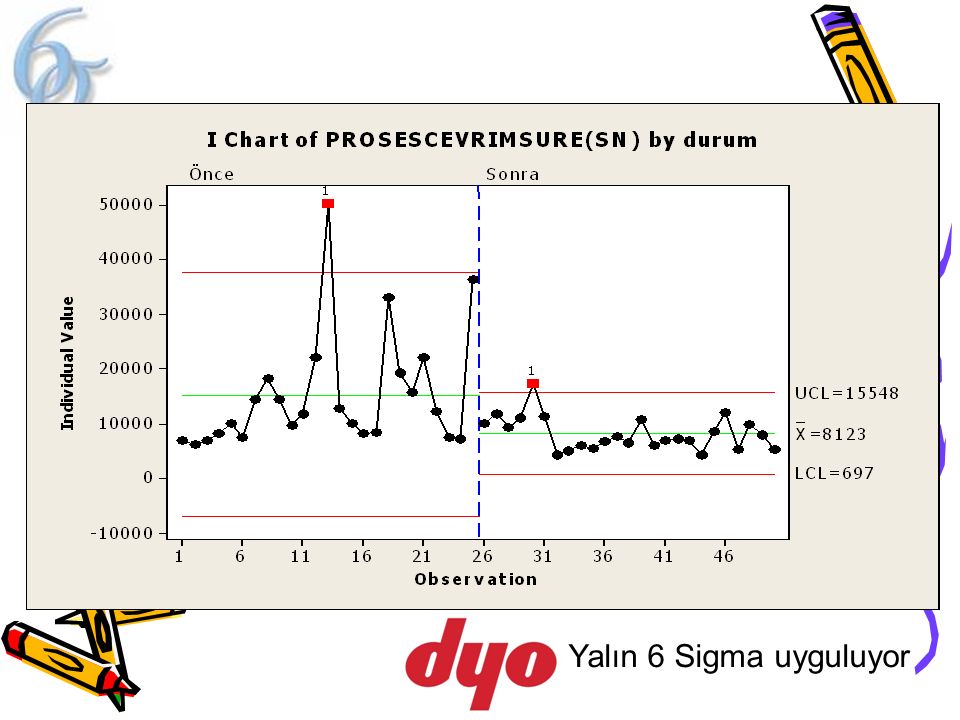
Two-Sample T-Test and CI: PROSESCEVRIMSURE(SN); durum
Two-sample T for PROSESCEVRIMSURE(SN) durum N Mean StDev Önce Sonra Difference = mu (Önce) - mu (Sonra) Estimate for difference: 7072 95% CI for difference: (2496; 11648) T-Test of difference = 0 (vs not =): T-Value = 3,17 P-Value = 0,004 DF = 27
 durum N Mean StDev. Önce Sonra Difference = mu (Önce) - mu (Sonra) Estimate for difference: % CI for difference: (2496; 11648) T-Test of difference = 0 (vs not =): T-Value = 3,17 P-Value = 0,004 DF = 27.")
39
DEVAM EDEN PROJELER “FOR CUSTOMERS, JUST IN TIME”
PLANLAMA SÜRECİNİN İYİLEŞTİRİLMESİ REPLENISHMENT PULL SYSTEM

40
REFERANSLAR Web Sayfaları; İtme ve Çekme Sistemleri,
mpm.org.tr/verimlilik mmo.org.tr/endüstrimuhendisliği Kaynaklar ; Infinitas

Benzer bir sunumlar


>")


>")














