Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
1 Prof.Dr.Şevkinaz GÜMÜŞOĞLU Yaşar Üniversitesi

2
https://www.youtube.com/watch? v=Utafn8QKJDU https://www.youtube.com/watch?v=c8AAXsNOO7A watch?v=J4v-HjY3R0Y https://www.youtube.com/watch?v=fy8Bzh7ULAo watch?v=4bpRWZEdisQ Toyota https://youtu.be/KF1nSe5jei4 lexus https://www.youtube.com/watch?v=K95VBmAry5k https://www.youtube.com/watch?v=K95VBmAry5k Boing https://www.youtube.com/watch?v=4ksq9lbYJj0 https://www.youtube.com/watch?v=4ksq9lbYJj0 https://www.youtube.com/watch?v=iuX1cWRYozs WCM https://www.youtube.com/watch?v=Utafn8QKJDU

3
Üretim/işlemler yönetimi Üretim Sistemlerinin Kurulması İşletilmesi ve Gelitirilmesi Üretim Planlaması ve Kontrolü Mamul Planlama, Kapasite Planlama, Satış Planlama Envanter Kontrolü, Kalite Kontrolü, Süreç Kontrolü Çağdaş İşlemler Yönetimi Teknikleri

4
Tarih boyunca ürünler…

5
İşlemler Yönetiminin Tarihsel Gelişimi MAL + HİZMET + BİLGİ ÜRETİMİ Çalışmalarının aşama aşama gelişimi Son 3000-350 yıl içinde prodüktive sistemlerin gelişimi.İlk tohumları 1500’lü yıllara kadar uzanan bir tarihsel süreç!

7
-Harris “Envanter - Kontrol” -Shewhart “İstatiksel Kalite Kontrol” -Bilgisayar ve OR’ın işletmelerde kullanımı -Deming ve Juran “TQM” -Toyota “İtme sistemi yerine çekme sistemi JİT” -“Esnek ve Robotik Sistemler”

8
Endüstri devriminin başlamasında önemli isimler Whitney’in silah fabrikasında atelye tipi üretimin başlaması diğer bir faktör Babbage yönetime katkılar sağlayan bir bilim adamı Taylor “Yönetimin Babası” Ford’un seri üretimi başlatması “İstediğiniz her renk arabayı üretiriz, yeter ki siyah olsun”

9
Henry Ford Üretim Sistemi: Seri Üretim ve ilk arabalar. http://www.youtube.com/swf/l.swf?video_id=S4KrI MZpwCY http://www.youtube.com/swf/l.swf?video_id=S4KrI MZpwCY

10
19.yyılın sonu ve 20.yyılın başlarında Taylor dönemin koşullarında işlerin,herhangi bir beceriyi gerektirmeyecek biçimde basit ve küçük parçalara bölünmesi ve standardize edilmesi üzerine yoğunlaştı.Planlamayı üretimden ayırdı ve kısa süreli eğitimden geçirilmiş yarı kalifiye bireyin yüksek düzeyde beceri gerektiren işi bile mükemmel yapabileceğini gösterdi. Bu anlayışın getirdiği sorunlar daha sonra iş zenginleştirme gibi yaklaşımlarla giderilmeye çalışıldı.

11
Source: Adapted from Earl W. Sasser, R. P. Olsen, and D. Daryl Wyckoff, Management of Service Operations (Boston: Allyn Bacon, 1978), p.11.
, p.11..")
12
1902 elekli süpürge 1903 jilet 1904 kol saati 1907 Walter Shaefer dolmakalem 1908 Pathe gramafon 1909 alarmlı sat 1910 masa üstü telefon 1911 masa fanıile serinletme 1914 bulaşık makinası 1917 fermuar 1919 mikser 1920 saç kurutma makinası 1921 Bosch araba kornası 1922 elektrşkli su ısıtıcısı 1937 ekmek kızartma mak 1939 düdüklü tencere 1944 tükenmez kalem, walkie-talkie 1948 Kenwood müzik seti 1956 BOSCH buzdolabı

13
1952 buharlı ütü 1955 transistorlu radyo 1963 Philips kaset çalar 1968 SONY trinitron TV 1971 video oyunu atari CONNECTİCUT 1972 hesap makinesi 1977 Apple II 1975 plastik traş bıçağı 1979 Ericsson cep telefonu 1981 walkman 1982 Commadore 1983 Phlips CD rom 1984 mouse 1990 laaptop 1996 DVD 1999MP3 çalar Apple ürünler (i phone,i pad v.b.)
")
14
Şu anda dünya ticaret sistemi içinde *muhafazakar yönetim politikaların etkili olduğu tarım,çelik üretimi,gemi üretimi gibi sektörler, *Serbest ticaret sistemini savunan,çok uluslu şirketlerin gerektiğinde güçlü lobiler oluşturabildiği imalat sektörleri, *Yüksek maliyetli,bazen yok edici rekabet koşullarının yaşandığı nakliye,iletişim gibi faaliyet alanlarını kapsayan hizmet sektörü yer almaktadır.

15
TRİAD:NAFTA-AB- BRİC ve Uzak Doğu 20.YÜZYILIN SONLARI; 500 büyük firma 1. Wall mart satışının % 94 ü Kuzey Amerika, 2. GM Satışının % 80 ni Kuzey Amerika, Ford Satışın % 60 Amerika,% 35 i Avrupa, Japonya’ da tüketilenlerin % 92 si orada üretiliyor Büyük şirketler yabancı yatırımın % 90 nını elinde tutuyor, dünya ticaretinin yarısını gerçekleştiriyor3

16
IBM Stratejisi; “Müşterinin ne istediğini bul ve onu tasarımla” Kalite Maliyet Ön Süre Esneklik Değişkenlik Hizmet Müşteriler işletme fonksiyonlarının can alıcı noktasında! İşletme açısından müşteri istekleri,spesifikasyonları oluşturur. İyi İletişim Doğru Spesifikasyon.

17
Hızlı prototipleme önemli avantaj sağlamaktadır! AR-GE yoğunluğu YMG rekabetli öncelik olmalıdır.( maliyet ve mamul performansı onu izlemelidir. Firma Stratejileri ve paz. Stra. Teknoloji geliştirme ve YMG ortaklıkları YM satış oranı İnsan YM fikirleri Ekip çalışması, projelendirme, kalite Öğrenen organizasyonlar

18
Yeni Mamul geliştirme önemli rekabet avantajı sağlar. Sony walkman Uluslar arası işbölümleri ve ortaklıklar.Stratejik ortaklıkların yaygınlaşması ve bilişim alt yapısındaki gelişmeler uygun ortam sağlamaktadır Mass customazition- müşteriye özel üretimin yığın üretim maliyetlerine yakın olması, mamul tasarımına bağlıdır.Ürünü kullanmanın maliyetini de azaltmanın yollarını bulmak gereklidir.Akıllı malzemeler( ortam sıc görefiz. Özel. Ayarlayan dokuma elyafları).Sadece Mamul yaşam döngüsü değil mamul tasarım döngüsü kısalmalı! Global trendlere uygun olmalıdır! Ergonomi ve endüstriyel tasarım önemli!
.Sadece Mamul yaşam döngüsü değil mamul tasarım döngüsü kısalmalı. Global trendlere uygun olmalıdır. Ergonomi ve endüstriyel tasarım önemli!.")
19
Gelir Gruplarının profili World Dewolopment Report,2001 Dünya Kişi başına $35000 100 milyon kişi $ 27680 850 bin kişi $ 8730 500bin kişi $5020 2milyon100 bin kişi $2040 2 milyon 500bin kişi D+E = 15 trilyon 642 milyon dolarlık bir pazar Free play energy Group:yılda 300 dolarla yaşayan sallanarak şarj eden radyo, Phlips dağcılar için üretti: hindistanda 20 dolara satışa çıktı beklenti yıl sonunda 100 bin br satış. Lever 1 peniye şeker:Hindistan’da, sunsilk 2-4 sentlik bir defalık şampuan Leverin hindistandaki satışının (2.4 milyar) yarısı Bengaldeş, köye telefon, ayda $1000 kar beklentisi Türkiye 21. yüzyıl başları; D+E+C Grubu tüketiciler =$200 milyar bir pazar, kayıt dışı ekonomi bu rakamı % 30 artırıyor, çeyizlik eşya Türkiyenin yaklaşık yarısı D ve E Citibank:Hindistan,Suvidha projesi Ericsson mini GSM kullanıcı başına sermaye maliyeti 4 dolar, 5 bin kişiye 35 kilometre çapında bir alanda hizmet veriyor Bolivya Pordem finans kuruluşu akıllı kartlar (parmak izi) ATM,sesli komut,okuma yazma bilmeyenlere hizmet.
 yarısı Bengaldeş, köye telefon, ayda $1000 kar beklentisi Türkiye 21. yüzyıl başları; D+E+C Grubu tüketiciler =$200 milyar bir pazar, kayıt dışı ekonomi bu rakamı % 30 artırıyor, çeyizlik eşya Türkiyenin yaklaşık yarısı D ve E Citibank:Hindistan,Suvidha projesi Ericsson mini GSM kullanıcı başına sermaye maliyeti 4 dolar, 5 bin kişiye 35 kilometre çapında bir alanda hizmet veriyor Bolivya Pordem finans kuruluşu akıllı kartlar (parmak izi) ATM,sesli komut,okuma yazma bilmeyenlere hizmet..")
20
Yükselen yeni sınıf :Yaratıcı sınıf Carnegie mellon Richard Florida :Küresel bir olgu Akademisyenler, sanatçılar,müzisyenler, edebiyatçılar, bilim adamları, doktorlar Toplumsal değişimin liderleri, ekonomik gelişmenin motorları, 20. Y.y son çeyreğine damgasını vuran yaratıcılık ve entelektüel sermaye yaklaşık 400 bin kişi: Ekonomik güç Daha esnek saatlerde çalışırlar Giyim tarzları farklı Hareketli şehir merkezler ve kültürel aktiviteleri cazip bulur Yürüyüş, bisiklet, dağcılık, kayak

21
Hindistan ve İrlanda bu grubu yazılım geliştirmek için kullanıyor. İnsanların yaratıcılığına yatırım yaparak refahlarını artırmaya çalışıyor.sanayi yatırımlarını kendi ülkelerine çekmeyi değil! Özellikle sanat ve müzik alanında yaratıcılık (Siyasetçiler ve pazarlamacılar) ABD %30 yaklaşık 40 milyon kişi Dostluk Sosyal ve aktif yaşam Her türlü bilgi mutlaka bir gün işe yarar Statü sembolü ve gösterişten uzak Rafine zevkler ve sofistike yaşam Doğaya ve estetiğe meraklı Küçük aile. Geleneksel cemaatler değil Paralarını iyi yaşama yatırırlar Müzik, okuma, yazma, seyahatle ( az bilinen tarih ve kültür gezileri) ilgililer İçten ve açık iletişim daha yaratıcı olabilecekleri, sevdikleri işi yapmak Causal (rahat giyim) İş özel yaşamında da sürebilir Heyecanlı insanlarla, ileri teknoloji ile çalışmak Türkiye’de üst yönetim 2 milyon kişi Gerçek anlamda yaklaşık 400 bin kişi Beklentileri kazancın ötesinde Estetik tutkuları var Kimliğine uygun alışveriş kültürü Kendilerini yenileme eğilimleri var
 ABD %30 yaklaşık 40 milyon kişi Dostluk Sosyal ve aktif yaşam Her türlü bilgi mutlaka bir gün işe yarar Statü sembolü ve gösterişten uzak Rafine zevkler ve sofistike yaşam Doğaya ve estetiğe meraklı Küçük aile. Geleneksel cemaatler değil Paralarını iyi yaşama yatırırlar Müzik, okuma, yazma, seyahatle ( az bilinen tarih ve kültür gezileri) ilgililer İçten ve açık iletişim daha yaratıcı olabilecekleri, sevdikleri işi yapmak Causal (rahat giyim) İş özel yaşamında da sürebilir Heyecanlı insanlarla, ileri teknoloji ile çalışmak Türkiye’de üst yönetim 2 milyon kişi Gerçek anlamda yaklaşık 400 bin kişi Beklentileri kazancın ötesinde Estetik tutkuları var Kimliğine uygun alışveriş kültürü Kendilerini yenileme eğilimleri var.")
22
Verimsizliğin ve yüksek maliyetin önlenmesine odaklanmak; Şirketlerin birbiriyle iliskisini düzenleyen ve birbiriyle iliskide olan sirketlerin hisse alıp vermesine dayanan bir sistemlerle verimsiz şirket hisselerinin satılması v.b. Uygulamalar… Tedarikçi sayısını azaltmak,birbirine baglı sirket sayısını düşürmek v.b. Bazı fabrikaların kapaılması kararı… Yeşil tedarik zinciri yönetimi, kıyaslama, değişim mühendisliği, yalın üretim, Dünya klasmanında üretim v.b.

23
Sürücüsüz arabalar, Mercedes, BMW,Audi, Renault v.b… Dell internetten gelen siparisi 3 günde karsılayabilmektedir. Esnek üretim anlayısı ile envanter maliyetleri, isletme maliyetleri,tedarik zinciri israfı azaltılmıştır Stoğa çalısınca kisiye özel üretim yapılamamakta ya da yeniden işlem maliyetleri yüksek olmaktadır. Müsteri” Nicin raftan başka birinin standartlarına göre ya da genellemelerle üretilen bir malı alsın?”

24
Mc Cinsey’ in araştırması Otomotiv sektörü: Avrupa’ da üretilenlerin % 19 u müşteri isteklerine göre düzeltiliyor, Stoklardan talebi karşılamanın zararı 80 milyon dolar Stoklarda biriken tamamlanmış malın satılmasının zararı 80 milyon dolar Siparişe göre üretimin (BTO (built to order))araç başına yaklaşık $ 4000 avantaj sağladığı belirtilmektedir.
)araç başına yaklaşık $ 4000 avantaj sağladığı belirtilmektedir.")
25
1992 lerde üretimin % 10 sipariş Üzerine, %5 dağıtım merkezleri dışına, % 45 bayiden satış, % 40 stoktan satış iken 1994 lerde bu durum % 25+%25+%25+% 25 biçimindedir. 1999 larda %35+%35+%15+%15 düzeyinde 2000 li yıllardan itibaren üretimin % 50 si ya da daha fazlası siparişe dayalı yapılmaktadır. Dell belirli bir dönemden sonra standart bir konfigürasyon belirleyip bunu müşteriye göre upgrade edmektedir ve satışların yaklaşık % 50 si internet üzerinden gerçekleşmektedir.

26
VolkWagen-Ford-GM-Nissan-Honda-Peugeot 15 ile 3 gün arasında teslim v.b. BMW icin teslim 50-60 gün 2 gün üretim+5 gün teslim+42 gün parçaların programlanması ve üterim sürecinin saptanması Müşteri 1-2 haftada teslim almak istemekte ancak bir renkten diğerine geçmek çok zor olmaktadır Mercedes değişik renkteki dış panelleri çatılarda hazır bekletmeyi bir çözüm olarak kullanmaktadır ( Smart Car modeli) k Nakit paranın magaza kasasına girdiğinin sesini duymadan malı ürün bandından çıkartmanın yanlış olduğu ifade edilmektedir.
 k Nakit paranın magaza kasasına girdiğinin sesini duymadan malı ürün bandından çıkartmanın yanlış olduğu ifade edilmektedir..")
27
Bugünün işlemler yönetimi: İstedikleri mal ve hizmetlerin tasarımına yardım için akıllı fabrikalarla iletişime geçen akıllı müşterilerle karşı karşıya olan yöneticilerin sorunları gündemdedir. Teknoloji ve telekominikasyon işlemler yönetimine yeni yaklaşımlar getirmektedir. Bu durum firmaların sadece kendilerine uyan çeşitli rekabetçi üretim stratejileri belirlemelerini zorunlu kılmaktadır. Bu stratejiler tüm işletme aktiviteleri ile ilişkilidir.Kalitatif ve kantitatif araçlara ihtiyaç duyar.Karar vermenin rasyonel olması için gerekli!

28
Yönetici stratejileri ve yaklaşımları Birleştiricilik Toplumsallık,insanlkarın ve toplumların refahını yükseltmek İnsanlarla bir bütün, stress giderici Öğrenen organizasyon Önce insan sonra strateji,(Jack Welch’ in; GE için lider arayışı «Damarlarında ultrasound dolaşan mükemmel insan») Rahat bir ortam, insanlarla duygu kimya ve fikir alışverişi Kendine güven Hırsı ateşleyebilecek güç İş eğlenceli olmalı, yeterince kutlama Ödül dağıtımı Ücret, önemlilik eğrisi,tembellerden kurtulmak başarını takdiri Gerçek hayatın içinde, zamanın 1/3 ünü üretim alanında geçirmek Çalışan anketleri, çalışmakta olduğunuz şirket yıllık şirketteki raporla aynı, doğru teşviklerin vedoğru vurguların yapılmasını sağlamak.Çalışan herkesin kafasının içindekileri bilmek ve buna göre hareket etmek mı?
 Rahat bir ortam, insanlarla duygu kimya ve fikir alışverişi Kendine güven Hırsı ateşleyebilecek güç İş eğlenceli olmalı, yeterince kutlama Ödül dağıtımı Ücret, önemlilik eğrisi,tembellerden kurtulmak başarını takdiri Gerçek hayatın içinde, zamanın 1/3 ünü üretim alanında geçirmek Çalışan anketleri, çalışmakta olduğunuz şirket yıllık şirketteki raporla aynı, doğru teşviklerin vedoğru vurguların yapılmasını sağlamak.Çalışan herkesin kafasının içindekileri bilmek ve buna göre hareket etmek mı")
29
Karar Ortamları Kantitatif Karar Verme Yöntemleri Belirlilik (Tüm Bilgiler Mevcut) Doğrusal programlama Başabaş Noktası Fayda Maliyet Analizi Tam Sayılı Programlama Dinamik programlama Amaç Programlama Risk (Bazı Bilgiler Mevcut) İstatiksel analiz Korelasyon,Regresyon Kuyruk Kuramı Simülasyon Heuristik Yöntemler PERT/CPM Fayda Kuramı Belirsizlik(Bilgi Yok) Oyun Kuramı
 Doğrusal programlama Başabaş Noktası Fayda Maliyet Analizi Tam Sayılı Programlama Dinamik programlama Amaç Programlama Risk (Bazı Bilgiler Mevcut) İstatiksel analiz Korelasyon,Regresyon Kuyruk Kuramı Simülasyon Heuristik Yöntemler PERT/CPM Fayda Kuramı Belirsizlik(Bilgi Yok) Oyun Kuramı")
30
İşlemler Planlaması Kapasite Planlaması Uzun+Orta+Kısa Süreli Planlama Satış planlaması Uzun Dönemli Planlama Mamul planlaması Uzun Dönemli Planlama Proje Yönetimi Planlama + Kontrol Uzun+Orta+Kısa Süreli Planlama + Programlama + Kontrol

31
Bir üretim sisteminin etkin çalışabilmesi firma stratejilerini destekleyen uzun,orta ve kısa süreli doğru kararlar alınmasına bağlıdır. Hangi mamuller,nasıl bir tasarımla? Nerede? Nasıl bir işyeri ve tesis düzenlemesi ile? Hangi kapasitede üretilecektir? Burada ele alınan sorunlar uzun süreli kararları kapsar.Uzun,orta ve kısa süreli kararlar bir çizimle açıklanabilir.

32
Uzun Dönemli Projeksiyon İstemKapasiteMaliyetlerSunu Stratejik Planlama Pazarlama Üretim Finansal Stratejiler Gereksinimler Arazi Tesis Materyal Ekipman Taktik planlama Yıllık Kazanç hedefleri Hedefler Satın almaÜretim Bakım Ulaştırma İşlemsel Planlama, Aylık Sipariş Programlar GERİBESLEMEGERİBESLEME

33
Süreç Planlaması Stratejik Kapasite Planlama Bütünleşik Planlama Ana Üretim Programı ÜretimHizmet Uzun Dönemli Materyal Gereksinimleri Planlaması Kapasite Gereksinimleri Planlaması Sipariş Programlama Orta Dönemli Kısa Dönemli Haftalık İş Gücü ve Müşteri Programlama Günlük İş Gücü ve Müşteri Programlama -ÜRETİM İŞLEMLER PLANLAMASI FAALİYETLERİ-

34
MPS:Ana Üretim Programı MRP:Malzeme İhtiyaç Planı (Materyal Gereksinimleri Planlaması) CRP:Kapasite Gereksinimlerinin Planlanması MRP II : İmalat Kaynaklarının Planlanması ERP: İşletme Kaynaklarının Planlanması
 CRP:Kapasite Gereksinimlerinin Planlanması MRP II : İmalat Kaynaklarının Planlanması ERP: İşletme Kaynaklarının Planlanması")
35
Rekabetçi üretim stratejileri iki noktada sürekli iyileştirmeyi gerektirir: İmalat teknolojilerindeki değişiklikler Yönetim teknolojilerindeki değişiklikler Bu değişiklik dalgaları stratejik üretim planlaması için yeni kavramların anlaşılması ihtiyacını doğurur. Böylece Porter’ın değerler zincirini yaratmak için gerekli alt yapı oluşturulur. Fiyat-Maliyet=Kar Marjı

36
Ollie Wight Ne üretilecektir? Bunu üretmek için neler yapılacaktır? Firmanın mevcut olanakları nelerdir? Nelere gerek vardır? MRP+MRP öncesi sonrası programların bütünleştirilmesi Satın alma+İmalat+Finans+Mühendislik+ İnsan Kaynakları+Satış Tek bir veri tabanı kullanılarak koordine edilir.

37
20. Yüzyıl sonlarında çalışanların %70’i servis aktivitelerinde çalışırken, 2000’li yıllarda bu oranın %80’in üzerinde olduğu düşünülmektedir. Global gelişmeler sonunda üretimde meydana gelen değişiklikler; Üretim hattında daha az çalışan, Üretim hattında daha az ustabaşı, Daha fazla akıllı makine, Planlama sisteminde daha fazla çalışan eleman, Donanım ve yazılım tasarımında daha fazla çalışan eleman biçiminde özetlenebilir. Sonuçta Yeniden öğrenme ile az yetenekli elemanların acilen daha sofistike çalışma alanları için yetiştirilmesi ihtiyacı doğmuş ve ÖĞRENEN ÖRGÜTLER önem kazanmıştır.

38
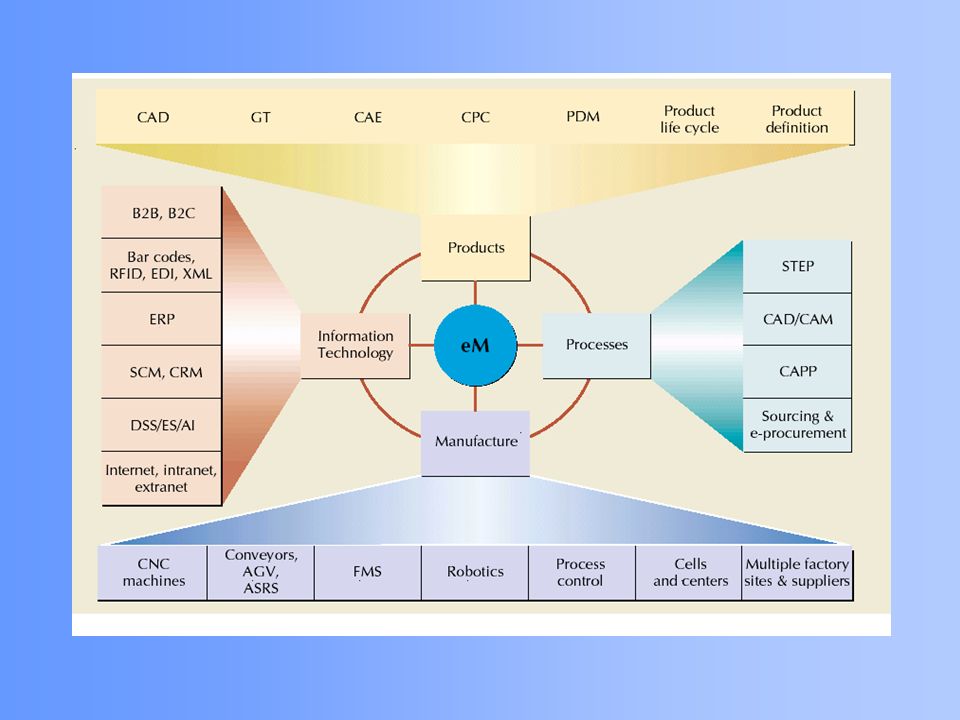
Üretim sistemlerinde firmada varolan tüm bilgilerin kullanıldığı bilgisayarla bütünleşmiş bir yapıya ihtiyaç vardır. Bu yeni üretim sistemlerinde yeni üretim teknolojileri yeni yönetim teknolojileri olmadan etkin olarak kullanılamayacaktır. Yeni gelişmelerin ışığında “İşlemler Yönetimi”nin uyması gereken prensipler gözden geçirilmiş ve sistemin verimli çalışmasını sağlayacak biçimde yeniden oluşturulmuştur.

39
1.Müşteriyi ve rekabeti tanıyınız. 2.Yarı mamul envanterini,işlem görme sürelerini,hat uzunluklarını ve işyeri kullanım alanını azaltınız. 3.Üretime hazırlık süresini ve farklı üretimlere sürelerini kısaltınız. 4.Müşterinin kullanım hızına uygun olarak üretiniz ve teslim ediniz,üretim döngüsünü ve bir kerede üretilen miktarı azaltınız. 5.Tedarikçilerin sayısını azaltarak belirli birkaç güvenilir tedarikçi sayısına ulaşınız. 6.Mamul ya da hizmetteki parça sayısını azaltınız. 7.İlk seferde hatasız mamul ya da hizmet üretmeyi kolaylaştırınız. 8.Çok hatlı üretim akışlarını tekli hatlara indiriniz,hücreleri ve hücre akışlarını oluşturunuz. 9.İşyerini ve çalışma alanılarını arama sürelerini elimine edecek biçimde düzenleyiniz. 10.Çoklu beceriler elde edebilmek için çapraz eğitim programları ile eğitim yapınız.

40
11.İşyerinde mamul üretim miktarları,kalite ve sorunlarla ilgili verileri kaydediniz ve saklayınız. 12.Problemlerin çözümüne kurmay kadrodan önce hattaki işçilerin yaklaşım yapmalarını sağlayınız. 13.Yeni teçhizat ve ekipmandan önce mevcut teçhizatın ve insan gücünün bakımına ve gelişmesine önem veriniz. 14.Basit,ucuz ve kolay hareket edebilen teçhizatı araştırıp bulunuz. 15.Sürecin değişebilirliği başka biçimde azaltılamıyorsa aşama aşama otomasyona gidiniz. 16.Her mamul,hizmet ya da müşteri için tekli yerine çoklu iş istasyonu,makine,hücre ve akış hatları bulundurmaya çalışınız. 17.Kendinizi sürekli ve hızlı gelişmeye adayınız. “RAKİP DIŞLAMA POSTULATI” ⇒ AYRIMCI REKABET FAKTÖRÜ

41
İşlemler yönetiminin amacı mal,hizmet ve bilgi üretmektir.Bunun için girdilere bir değişim sürecinde farklı teknolojilerle bir çok değer ekleyerek çıktılara dönüştürür. Bu süreçte yaratılan değer kullanılan girdi değişim süreci maliyetlerinden çok daha fazla olmalıdır. Verimlilik yüksek olmalıdır. Kalite yüksek olmalıdır. Tipik bir üretim sisteminin ve işletme sisteminin gösterimi ele alınabilir. GirdiÇıktı Değişim Süreci Geri besleme

42
ÜRETİM MODELLERİNİN GELİŞİM SÜRECİ 1880-1915 Emek-Sanat Bağımlı Üretim Modeli Tüketici beklentileri ürün tasarımına dahil edilebilir Çok düşük üretim hacmi Çıraklıtan tam bir sanat deneyimine sahip olmuş işgücü Yüksek maliyetler 1920-1950 Kitle Üretimi ve Seri Üretim Tüketici beklentilerini tam olarak karşılamayan standart ürünler Büyük üretim hacmi-az ürün çeşitliliği Dar kapsamlı ve tekrarlanan işlerde aşırı uzmanlaşmış işgücü Düşük üretim maliyetleri 1950-1990 Sürekli Gelişme Modeli Tüketici beklentilerini tam olarak karşılayan kaliteli ürünler Ufak üretim hacmi-artan ürün çeşitliliği Güçlendirilmiş çok becerili işgücü Azalan birim maliyetler – artan kalite

43
JİT-TAM ZAMANINDA ÜRETİM KANBAN Çekme Sistemi Malzeme Çekme Üretim Emri JİT’in üç destekleyicisi: i.İnsan Katkısı ii.Toplam Kalite Kontrolü iii.JİT Akışı JİT ile; -Net işletme sermaye gereksinimi azalır. -Kuyrukta bekleme süreleri azalır. -Üretim alanı küçülür. -Mamul akış süresi azalır.

44
Mamul oluşumu için geçen süre: i.İşleme Toplam üretim süresinin %10’u Toplam üretim maliyetinin %10’u. ii.Kontrol iii.Taşıma iv.Bekleme v.Depolama

45
Türkiye’de JİT-TKY Uygulama Sonuçları Üretimde %30 artış Verimlilikte %20 artış Hammadde Kullanımında %30 azalış Müşteri Şikayetlerinde %40 azalış İş Kazalarında %40 azalış

46
TZÜ TEKNİKLERİŞirket Tipi 12345 TKY TVB Tedarikçi Geliştirme Değişim zamanlarının azaltımı Sürekli iyileştirme grupları Akış basitleştirme Hücresel üretim Kanban Sistemi Dengelenmiş takvimler

47
TZÜ Yaklaşımının Uygunluğu Tamamıyla uygun Genel olarak uygun Kısmi olarak uygun Bazı TZÜ teknikleri kullanılabilir Uygun değil 12345 Sipariş gelince stoktan satış yapar Sipariş gelince üründe ufak değişiklikler yapar. Sipariş gelince yarı mamüllerde ufak değişiklikler yapar. Sipariş gelince hammaddeden yarı mamülleri üretir Sipariş gelince hammadde siparişini verir.

48
TZÜ sadece gerekli kalemleri gerekli zamanlarda ve gerekli miktarlarda üretmekle ilgilidir.Bu kavram, Envanterin kontrollü azaltımını Materyal akışının düzgünleştirilmesini Üretim zamanlarının azaltılmasını Üretim problemlerinin kesin olarak çözümü için ortaya çıkarılmasını içerir. Bu araçları kullanarak ve gerekleri sağlayarak,bir şirket üretimini geliştirerek daha etkili ve rekabete yatkın hale gelebilir.Fakat bilinmesi gereken TZÜ’nün getirilerinin kısa dönemde oluşmayacağıdır.

49
Üretim zamanlarının azaltımı80-90% Prodüktivitenin arttırımı(direk)5-50% Prodüktivitenin arttıımı(endirek)20-60% Satın alma fiyatlarında azaltım5-10% Envanterin azaltımı; Hammadde Yarı mamul Bitmiş Ürün 35-75% 30-90% 50-90% Hazırlık zamanlarının azaltımı75-95% Yerden kazanç40-80% Kalite gelişimi50-55% Materyal bitişlerinin azaltımı50-95% Hurdaların azaltımı20-30%
5-50% Prodüktivitenin arttıımı(endirek)20-60% Satın alma fiyatlarında azaltım5-10% Envanterin azaltımı; Hammadde Yarı mamul Bitmiş Ürün 35-75% 30-90% 50-90% Hazırlık zamanlarının azaltımı75-95% Yerden kazanç40-80% Kalite gelişimi50-55% Materyal bitişlerinin azaltımı50-95% Hurdaların azaltımı20-30%")
50
TZÜ Sistemi TZÜ sistemi mamul talebi tarafından oluşturulur.Eğer talep yoksa üretim yoktur.Bu çekmeli bir sistemdir.Burada işler ihtiyaç olduğu zaman işlem süreçlerinden çekilir.Böyle bir sistemin doğal riskleri açıktır.Üretimin kesilmesi sipariş tesliminin gecikmesiyle sonuçlanır.Fakat bu riskler TVB gibi TZÜ teknikleri ve tedarikçi ilişkilerinin iyileştirilmesi gibi araçlarla minimize edilir.

51
TAM ZAMANINDA ÜRETİM (TZÜ) FELSEFESİNİN ORTAYA ÇIKIŞI TZÜ felsefesi ilk kez Toyota Motor Firması Başkanı, Taiichi Ohno tarafından 1940 yıllarında geliştirilip uygulanmaya konmuştur. 2. Dünya Savaşı sonrası, Japonya ekonomik varlığını sürdürebilmek için kısıtlı olan işgücü, sermaye ve doğal kaynakları mümkün olan en düşük maliyetle kullanmayı öğrenmek zorunda kalmıştır. TZÜ felsefesi aslında Amerikan imalat sistemindeki temel ilkelerin Japonya ortamında şekillendirilmesi ile geliştirilmiştir. Taiichi Ohno öncelikle Amerikan “süpermarket” fikrinden etkilenmiş ve süpermarket ortamındaki bazı ilke ve uygulamaları başlangıç noktası alarak TZÜ felsefesini geliştirmiştir.

52
TAM ZAMANINDA ÜRETİMİN Tanımı : Sadece gerekli parçaların gerekli zamanda gerekli miktarda gerekli yerde üretilmesidir. Temel Hedefi : İsrafın önlenerek maliyetlerin azaltılmasıdır. O halde; TZÜ’nün gerçekleşebilmesi israfın ne ölçüde engellenebildiğine bağlıdır.

53
TZÜ SİSTEMİNİN TEMEL İLKELERİ Ürün ve hizmete değer eklemeyen her işlem israftır. Sadece maliyeti arttırır, dolayısıyla ortadan kaldırılmalıdır. Stok da bir israftır ve maliyetleri arttırır, üretimdeki sorunları gizler. TZÜ hiç bitmeyen bir yoldur. Bu yol üzerindeki kilometre taşları sürekli gelişmeyi simgeleyen gelişme basamaklarıdır. Müşterinin kalite kavramı ve mamulü değerleme ölçütleri, mamül tasarımına ve üretim sistemine yön vermelidir.

54
TZÜ felsefesinde ürünün değerini arttırmayan tüm unsurlar israf olarak tanımlanmıştır. En önemli israf unsurları : ham madde bitmiş ürün stokları süreç içi envanterler TZÜ felsefesi; envanter ile envanterlerin oluşum nedenlerini ortadan kaldırmaya çalışarak üretimin tüm düzeylerinde israfı önlemeyi amaçlar.

55
TZÜ, israfı ortadan kaldırmak için sürekli olarak sistemdeki problemlerin ortaya çıkarılıp çözümlenmesini özendiren tüm sisteme yayılmış felsefesiyle yeni bir sistemdir. TZÜ’nün israfı ortadan kaldırmak için 2 temel hedefi : 1. Sıfır Stok; ham madde, ara mamul, mal stokları bazında 2. Sıfır Hata; satın alınan ve imal edilen parça ve mamullerde

56
TZÜ’nün Ana Esasları Savurganlığı ve kaçağı elimine etmek Toplam kalite kontrolü Personel ve işçi politikaları TZÜ’nün Gerektirdikleri Tasarımda mükemmelllik Tedarikçilerle işbirliği İyi tahminleme Kanban metodunu kullanma İyi bir planlama Sistemin iyileştirilmesini sağlama

57
TZÜ Üretim Metotlarının Unsurları Tek tip üretim çizelgesi kurma Çekme metodunu uygulama Küçük miktarda satın alma ve üretim Hızlı, çabuk, ucuz tesis kurma Çok fonksiyonlu işgücü Kalite bilinci Sürekli gelişme

58
Tam Zamanında Üretimin Sağlayacağı Yararlar Malın üretimi ve sonrası satışında bekletme zamanı az olacağından fazla yer ihtiyacı olmaması Malın kalitesinin artması ve atık maliyetlerinin azalması Ufak üretimler sayesinde hem üretilen malın hem de saklanacak hammadde ve malzemenin bakım ve benzeri maliyetlerinin düşük olması Takım çalışması sonucunda işgörenler arasında iletişimin artması Merkezi üretim şekli sayesinde üretim sorunları ve üretim esaslarının çabuk halledilebilmesi Tüketici hizmetlerinin gelişmesi Daha ufak iş çarklarının oluşması

59
Üretim sistemi, teslim isteklerine, tasarım değişikliklerine ve miktar değişikliklerine kolayca yanıt verecek biçimde esnek olmalıdır. Çalışanlar, satıcı firmalar ve müşteriler arasında saygı, açıklık ve güven ile desteklenen bir organizasyon temeldir. Ekip çalışması gereklidir. Bu biçimde çalışanlara sorumluluk ve yetki verilmektedir. Çalışanlar yalnızca birer el değil, beyindir.

60
TZÜ UNSURLARI Tam Zamanında Üretim Ortamında Kalite Tam Zamanında Satınalma Kanban Sistemi (Çizelgeleme)
")
61
TAM ZAMANINDA ÜRETİM ORTAMINDA KALİTE KONTROL Japonya’da kalite kontrol ya da kalite güvencesi, tüketicinin gereksinimlerini en düşük maliyetle karşılayan ürünlerin geliştirilmesi, tasarımı, imalatı ve satış sonrası hizmetlerini içeren faaliyetler bütünü olarak tanımlanır. Ürün kalitesi, aynı zamanda Toyota üretim sisteminin vazgeçilmez bir parçasıdır, çünkü kalite kontrol olmadan üretimin sürekliliğini sağlamak mümkün değildir.

62
Toyota Sisteminde Kalite Kontrol Faaliyetlerinin Gelişim Süreci Otonomasyon (Otonom Hata Kontrolü) Hatalar ortaya çıktığında üretim hattının durdurulması Kişisel YargılarMekanik AraçlarKusursuz Sistemler Görsel Kontrol Araçları I. İlk Aşama: Bağımsız Muayene elemanları ve istatistiksel örnekleme yöntemleri nedeniyle kalite kontrol faaliyetlerinde karşılaşılan problemler II. İkinci Aşama: İmalat süreci genelinde bireysel muayene yöntemleri III. Son Aşama: İşletme Genelinde Kalite Kontrol: Toyota İşlevsel Yönetimin Uygulanması

63
İSTATİSTİKSEL KALİTE KONTROL Toyota üretim sisteminde hedeflenen hata oranı sıfırdır yani kalite kontrol fonksiyonun amacı %100 hatasız ürün elde edebilmektir. Çünkü; her bir ürünün tek bir tüketicisi vardır ve tek bir tüketicinin bile üründen memnun olmaması genelde tüm ürünlerin kalitesini olumsuz yönde etkiler. Toyota üretim sisteminde envanterler önemli bir ”israf unsuru” olduğundan işletme genelinde envanterlerin azaltılması ve giderek kaldırılması temel hedeftir. Bu nedenle üretim sürecinin herhangi bir aşamasında tek bir hatalı parçanın ortaya çıkması bile minimize edilmiş envanterler nedeniyle iş akışının durmasına neden olabilmektedir.

64
Toyota üretim sisteminde sıfır hata hedefine ulaşabilmek ve tüm üretim parçalarının muayeneden geçirildiği “toplam muayene” sistemini kurabilmek için istatistiksel örnekleme tekniği kullanılmaktadır. Klasik kalite kontrol yöntemlerinin yerini, hatalı parça sayısını azaltmak amacıyla kullanılan “tüm parçaların bireysel kontrolü” yaklaşımına bıraktığını söyleyebiliriz. Kalite kontrol konusundaki bu yeni yaklaşım ise “Jidiko” veya “Otomasyon” olarak tanımlanmaktadır.

65
JIDIKO - OTONOMASYON Otonomasyon bir ölçüde otomasyon olgusunu içermekle beraber sadece tezgahlarla sınırlı kalmayıp manuel süreçleri ve operasyonları da içeren bir kavramdır. Otonomasyon tekniği herzaman iki temel mekanizmayı içerir : 1. Üretim hatalarını bulmaya yönelik bir mekanizma 2. Üretim hatalarının saptanması halinde, üretim hattı ya da tezgahın otomatik olarak durmasını sağlayan bir mekanizma

66
Otonomasyon Uygulaması ile Sağlanan Kazançlar Üretim hattından hatalı parçaların geçmesinin engellenmesi Ürün hatasıyla karşılaşıldığında üretim hattının durması, probleme anında müdahele edilmesi, düzeltici önlemlerin alınması ve benzer hataların tekrarının önlenmesi İşgücü sayısında azalma nedeniyle maliyetlerin azalması Talep değişmelerine uyum sağlama becerisinin artması İnsana saygı kültürünün gelişmesi

67
TAM ZAMANINDA SATINALMANIN TEMEL İLKELERİ Tam zamanında, küçük kafileli, hatasız ve sık sevkiyat (stoksuz üretim) Parça bazında az sayıda satıcı Daraltılmış satıcı bazı Uzun dönemli satınalma sözleşmeleri Taraflar arası operasyonel ve mali şeffaflık İşbirliği ağırlıklı ilişkiler
 Parça bazında az sayıda satıcı Daraltılmış satıcı bazı Uzun dönemli satınalma sözleşmeleri Taraflar arası operasyonel ve mali şeffaflık İşbirliği ağırlıklı ilişkiler")
68
TZÜ ORTAMINDA KANBAN SİSTEMİ (ÇİZELGELEME) Kanban Sistemi, TZÜ ortamında malzeme hareketlerinin kontrolü amacıyla kullanılan yeni bir çizelgeleme yaklaşımıdır. Bu sistemin en önemli özelliği, bugüne kadar alışılmış itme sistemlerinin tam karşıtı olan çekme sistemi ilkelerini içermesidir.

69
İTME SİSTEMİ – ÇEKME SİSTEMİ Klasik yaklaşımda bir üretim sürecinde yer alan tüm aşamalar, işletme içinde merkezi bir birim tarafından hazırlanan çizelgeler doğrultusunda üretimi gerçekleştirirler. Bu ortamda üretim birimleri daima bir sonraki aşamanın ihtiyacını karşılayacak şekilde üretim yapar ve bu uygulama itme sistemi olarak tanımlanır. Tam zamanında üretim ortamında ise sonraki aşamaların önceki aşamalardan parça aldığı çekme sistemi kullanılır. Bu sistemde hazırlanan üretim çizelgesi sadece son üretim aşamasına gönderilir. Hangi mamulden ne zaman ve ne miktarda üretim yapılacağını sadece son aşamanın bilmesi,bu aşamanın önceki aşamalardan sadece kendine gereken parçaları çekmesini ve bu sürecin üretim hattı boyunca geriye doğru devam etmesini sağlayacaktır. Bu arada, her aşama bir sonraki aşama tarafından çekilen miktar kadar üretim yapacaktır.

70
TZÜ ortamında son aşama dışındaki diğer üretim aşamalarını bilgilendirmek amacıyla kullanılan malzeme kontrol sistemi “kanban sistemi”dir. Bu sistemde hangi parçadan ne miktarda üretileceği “kanban” adı verilen kartlar üzerinde belirtilmiştir. Kanbanlar daima üretim akışına ters yönde ancak fiziksel birimlerle birlikte, sondan başa doğru hareket ederek üretim aşamalarını birbirine bağlar. Üretim aşamalarının bu şekilde birbirine bağlanması sonucunda ise sadece gereken parçalar, gerekli olan miktarda ve gerektiği zamanda üretilmekte ve aşamalar arasında ara stoklara ihtiyaç kalmamaktadır. Bu zincirin, işletme dışındaki satıcılara kadar uzatılması durumunda ise hammadde stokları da kaldırılmış olacaktır.

71
KANBAN TİPLERİ KANBAN Üretim-Sipariş Kanbanı Çekme Kanbanı Olağan Üretim Kanbanı Üçgen Kanbanı Süreç İçi Çekme Kanbanı Satıcı Kanbanı

72
KART TİPLERİ Çekme Kanbanı: Bir sonraki istasyonun, bir önceki istasyondan çekmek istediği parça cinsi ve miktarını belirleyen ve parça / malzeme çekmek amacıyla kullanılan karttır. Üretim–Sipariş Kanbanı: Bir önceki istasyonun üretmesi gereken parça cinsi ve miktarını belirleyen üretim–sipariş kanbanı sadece üretim kanbanı olarak da tanımlanmaktadır. Satıcı Kanbanı: Satıcılardan parça çekmede kullanılan bu kanban satıcıya gerekli parçaları göndermesi için talimat vermek amacıyla kullanılır. Genelde taşıma maliyeti parça fiyatına dahil edildiği için teslimatların satıcılar tarafından yapılması gereklidir.

73
KANBAN KURALLARI Kural 1: Sonraki üretim işlemi, önceki üretim işlemlerinden gerekli parçaları gerekli miktarlarda gereken zamanda çekmelidir. Bu kuralın uygulanabilmesi için, üst yönetimin, daha önceki üretim-sipariş akış yönünü değiştirmeye karar vermesi gereklidir ve bu oldukça kritik bir karardır. Bu kuralın uygulanabilmesi için aşağıdaki kuralların da birlikte uygulanması gereklidir: Kanban olmadan herhangi bir parçanın çekilmesine izin verilmemelidir. Kanbanların sayısından fazla miktarda parça çekilmesine izin verilmemelidir. Fiziksel ürüne daima bir kanban yapıştırılmış olmalıdır.

74
Kural 2: Önceki üretim işlemi sonraki işlem tarafından çekilen miktar kadar üretim yapmak zorundadır. Süreçler arasında üretim dengelenmesi bu iki kurala uyularak sağlanır. Sonuçta, süreçler arasında bulunan envanterlerde önemli bir azalma olacaktır. Sonraki üretim işlemi, ufak kafilelerde düzgün üretim hızı sağlamak isteyeceğinden, önceki işlemde tezgah hazırlık işlemlerinin, sonraki aşamanın sıklaşan taleplerine cevap verecek şekilde hızlandırılması gerekir. Bu durumda önceki işlemde tezgah hazırlık işlemlerinin çabuklaştırılması gereklidir.

75
Kural 3: Hatalı parçalar, hiçbir zaman bir sonraki üretim işlemine geçirilmemelidir. Bu kuralın uygulanmaması halinde Kanban sisteminin kendisi tahrip olacaktır. Çünkü; üretim hattı üzerinde, bir istasyonda hatalı parçalar bulunması halinde, ara stokların büyük ölçüde azaltılmış olduğu bu ortamda, üretim akışı duracak ve hatalı parçalar önceki istasyona geri gönderilecektir. Hatalı operasyonlar, aynı zamanda hatalı parça üretimine de neden olacağından, üretim operasyonlarının standardizasyonu kanban sisteminin önemli ön koşullarundan birisi olmaktadır.

76
Kural 4: Kanban sayısı en az olmalıdır. Toplam kanban sayısı, sistem içindeki süreç içi envanter düzeyini belirlediği için TZÜ ortamında amaç bu sayıyı mümkün olan en alt düzeyde tutabilmektir. Bu kuralın gerçekleştirildiği noktada süreç içi envanterler sıfırlanacaktır. Ancak bu idealize edilmiş bir hedeftir ve uygulamada sadece bu hedefe yaklaşmak söz konusu olacaktır.

77
Kural 5: Kanban, talepteki ufak dalgalanmalar karşısında üretim hızını ayarlamak amacıyla kullanılmalıdır. Kanbanla üretim hızının düzenlenmesi talebin belli büyüklükteki değişimleri için geçerlidir. Toyota sistemine göre, talepte %10-12 dolaylarında bir değişme olduğunda toplam kanban sayısını değiştirmeden kanban transfer hızını değiştirerek üretim hızını ayarlamak mümkün olabilmektedir. Talepte daha büyük mevsimsel dalgalanmalar olması halinde ise üretim hatlarının yeniden düzenlenmesi gerekecektir. Bu durumda, her üretim aşaması için çevrim zamanları ve işgücü sayılarının yeniden hesaplanması gereklidir.

78
CAPACITY AND LOAD “TR 6-5 Capacitiy and load” eklenecek!

79
DEPENDENT DEMAND EXAMPLE

80
LOW LEVEL CODE ANALYSIS

81
ROUGH-CUT CAPACITY PLANNING

82
FABRICATION DEPARTMENT PROJECTED LABOR HOURS

83
21. Yüz yılda Çevik Üretim Tepkisel Üretim Sanal Üretim e-üretim Dünya Klasmanında Üretim v.b. Kavramlarla çalışmalar şekilleniyor.

85
http://www.youtube.com/watch? v=sITy14zCvI8 Nano technology http://www.youtube.com/watch?v=xrTta9b 5smwhttp://www.youtube.com/watch?v=xrTta9b 5smw Future Computer Technology http://www.youtube.com/watch?v=qZgYlM fiybEhttp://www.youtube.com/watch?v=qZgYlM fiybE Future product www.youtube.com/watch?v=P1tfOeChenQ

86
Sabırla Dinlediğiniz için Teşekkürler

Benzer bir sunumlar
>")

>")










.>")


>")


