Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
Bölüm 2.23 Alüminyum ve alaşımlarının kaynağı

2
Alüminyum’un Özellikleri
1950’den bu yana büyüyen kullanım oranı (6 kat) Yaygın metal – yer kabuğunun % 8’i Hafif ağırlık - Özgül ağırlık = 2.7 Orta ila yüksek dayanım (alaşım türüne bağlı) Yüksek iletkenlik (saf metal ve düşük alaşımlar) Korozyona dirençli (Al2O3 kaplama) Yansıtma özelliği yüksek Anti-manyetik
 Yaygın metal – yer kabuğunun % 8’i. Hafif ağırlık - Özgül ağırlık = 2.7. Orta ila yüksek dayanım (alaşım türüne bağlı) Yüksek iletkenlik (saf metal ve düşük alaşımlar) Korozyona dirençli (Al2O3 kaplama) Yansıtma özelliği yüksek. Anti-manyetik.")
3
Alüminyum’un Eldesi Bayer prosesi ile boksit’ten Al2O3 elde edilir
Alüminyum yapmak üzere Hall-Heroult prosesiyle Al2O3 elektrolitik olarak indirgenir Bu proses için büyük enerji ihtiyacı, ucuz enerji kaynakları kullanılsa dahi, alüminyum üretiminin ana kısmını oluşturur.

4
Alüminyum’un Eldesi Bayer prosesinin prensibi

5
Alüminyum’un Eldesi Alüminyum oksit’in erimiş curuf elektrolizinin prensibi

6
Alüminyum’un Eldesi Hall ve Heroult tarafından geliştirilen prensibin esası, alüminyum oksit’in erimiş kriyolit (Na3AlF6) içinde çözünürlüğü ve bu sayede oksitin, aşağıdaki reaksiyon uyarınca elektrokimyasal çözünmesidir. Bu reaksiyon 950°C ile 980°C arasında gerçekleşir 4 ton boksit 2 ton alüminyum oksit ve sonuçta 1 ton saf alüminyum verir
 içinde çözünürlüğü ve bu sayede oksitin, aşağıdaki reaksiyon uyarınca elektrokimyasal çözünmesidir. Bu reaksiyon 950°C ile 980°C arasında gerçekleşir. 4 ton boksit 2 ton alüminyum oksit ve sonuçta 1 ton saf alüminyum verir.")
7
Fabrikasyon (İşleme) Sünek metal, haddeleme ve ekstrüzyon ile kolayca işlenir Ticari saf metale, tavlama yapılmaksızın % oranında soğuk redüksiyon uygulanabilir 350˚C’de tavlama Talaşlı işlenebilirliği iyidir ancak sıvanma eğilimi taşır

8
Alüminyum’un Temel Özellikleri

9
Alüminyum esaslı metallerin kaynak özelliklerinin genel yapı çelikleriyle karşılaştırılması

10
Alüminyum Ürünler Dökme alaşımlar Yoğruk ürünler
Saç, levha, folyo Çubuk, tel, boru Standart ve özel ekstrüze edilmiş şekiller Dövme parçalar, darbeyle üretilmiş parçalar (ekstrüzyon ve dövmenin birleşik hali) Toz metalurjisi (çökelme sertleşmesi uygulanmış) ürünleri
 Toz metalurjisi (çökelme sertleşmesi uygulanmış) ürünleri.")
11
Yapısal Uygulamalar Statik inşaat yapıları Merdivenler Nakliye
Uzay, karayolu (kamyon, otobüs, TIR’lar), demiryolu Makina ve endüstriyel ekipman Kıvılcım üretmeyen takımlar, depo çatıları, kimyasal işlem tankları, tespit elemanları, modeller, enstrümanlar Dayanıklı tüketim malları Ev aletlerinin gövdeleri: buzdolapları, mobilya, pişirme ekipmanları (tencere, tava)
, demiryolu. Makina ve endüstriyel ekipman. Kıvılcım üretmeyen takımlar, depo çatıları, kimyasal işlem tankları, tespit elemanları, modeller, enstrümanlar. Dayanıklı tüketim malları. Ev aletlerinin gövdeleri: buzdolapları, mobilya, pişirme ekipmanları (tencere, tava)")
12
Isıl ve Elektrik Elektrik Yansıtıcılar
Saf alüminyum, aynı ağırlıkta bakırın iletkenliğinin % 200’üne sahiptir İletkenler, ısı emiciler, kapasitörler, antenler Yansıtıcılar Aynalar, araştırma ışıkları, çatı izolasyonları

13
Diğer Uygulamalar Ambalajlama Tozlar ve pastalar
İçecek kutuları, folyo, hermetik sızdırmaz paketler Tozlar ve pastalar Yansıtıcı boya, baskı mürekkepleri, ısı tekniği, termit kaynağı tozu (Al ile Fe2O3 karışımı)
")
14
Kullanım Sınırları Sıcaklık aralığı, normal alaşımlar için -240˚C ile +200˚C arasındadır Özel alaşımlar için 350˚C’ye kadar çıkabilir Çökeltme sertleşmeli alaşımlar için kısa sürelerle 480˚C’ye çıkılabilir Düşük elastisite modülü, takviye gerekir Çeliğe göre daha düşük aşınma, sürünme ve yorulma özellikleri

15
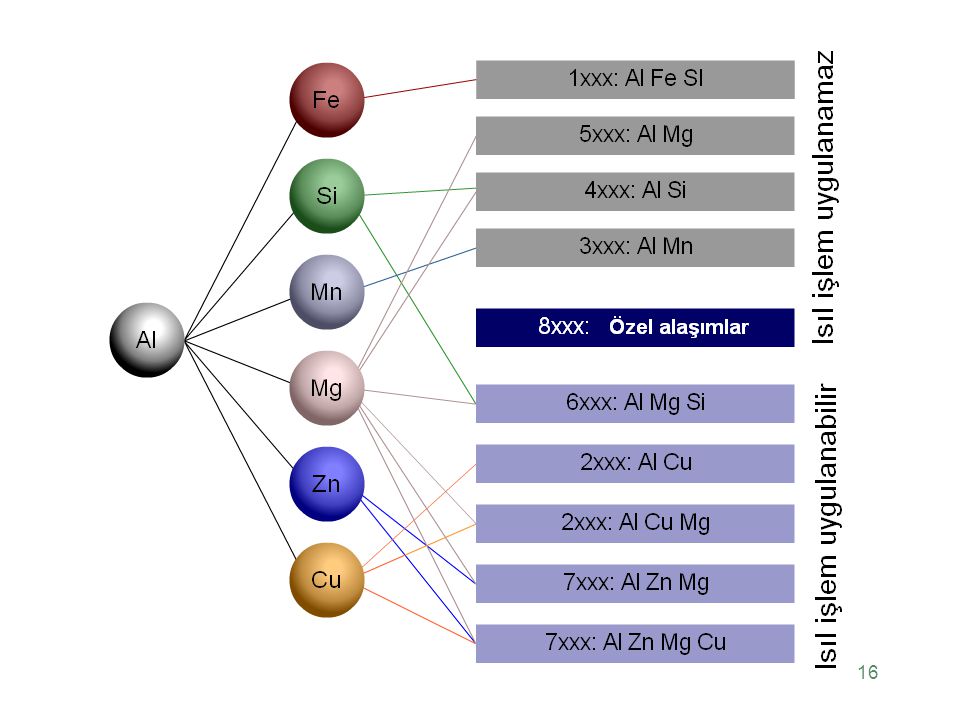
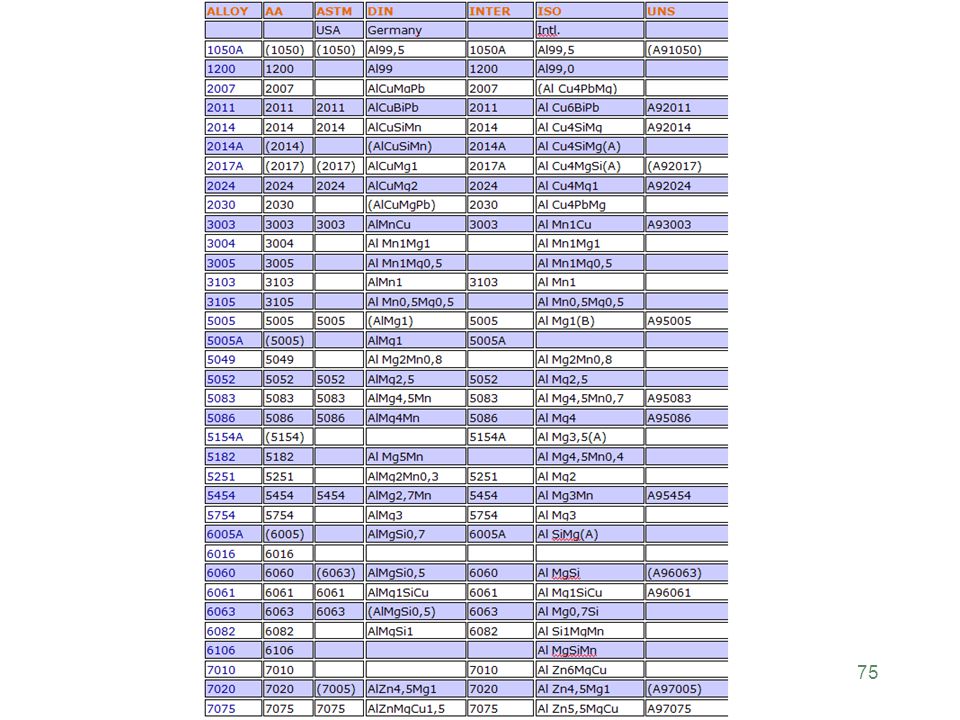
Alüminyum Alaşımlarının Gösterimi
Alaşım gösterim sistemleri, yoğruk ürünler ve dökme alaşımlar içindir UNS sayıları - ‘A’ ‘dan sonra AA numarası gelir Yoğruk ürünler için ısıl işlem gösterim sistemi Bazı özel alaşımlar

17
Alüminyum alaşımları

18
Yoğruk Alaşımların Gösterimleri

19
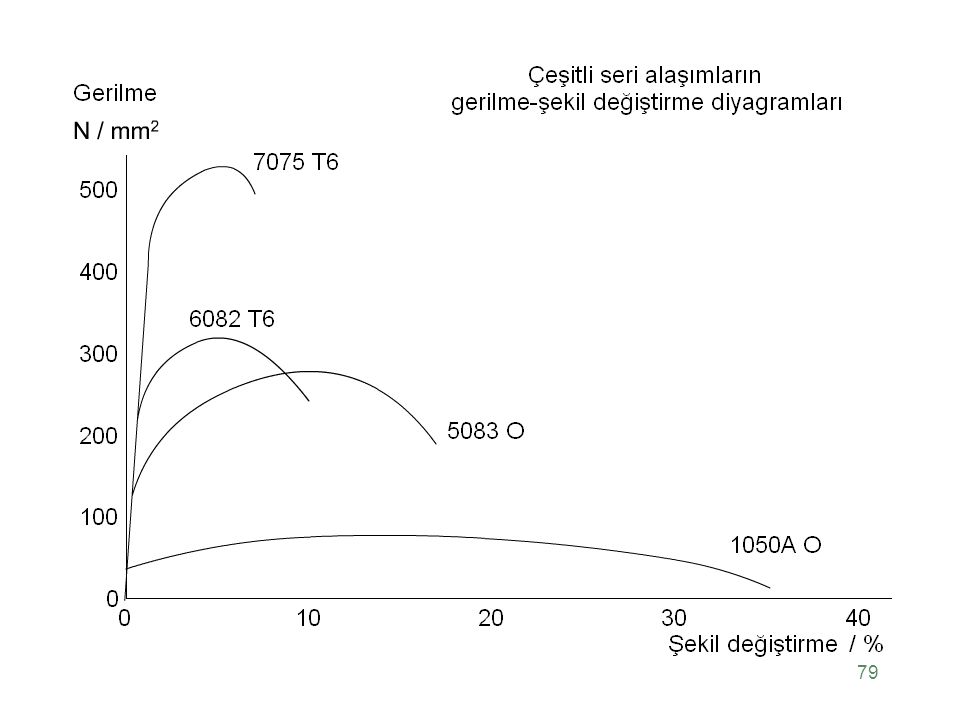
Alaşım Türleri ve Özellikleri
Deformasyon sertleşmeli alaşımlar (ek olarak, katı çözelti sertleşmeli alaşımlar) Çökelme (yaşlandırma) sertleşmeli alaşımlar Parçacık sertleşmeli alaşımlar Akma dayanımı: 1050-O için 28 Mpa ve 2024-T815 için 455 Mpa Düşük sıcaklıklarda dayanım artar Sünek-gevrek geçişi yoktur
 Çökelme (yaşlandırma) sertleşmeli alaşımlar. Parçacık sertleşmeli alaşımlar. Akma dayanımı: 1050-O için 28 Mpa ve 2024-T815 için 455 Mpa. Düşük sıcaklıklarda dayanım artar. Sünek-gevrek geçişi yoktur.")
20
Dayanım Arttırma Yöntemleri

22
Alüminyum Alaşımlarının Sertleştirme Diyagramı

23
Isıl işlem uygulanamayan alaşımlarda dayanımın artması

24
Dayanımın artışı ve azalışı

25
Tavlama sırasında sertliğin değişimi

26
Al-Al2Cu sisteminde yaşlandırma işleminin prensibinin gösterilişi

27
Deformasyon Sertleşmeli Alaşımların Isıl İşlemleri

28
İkinci ve Üçüncü Karakterler
‘x’ genellikle 0 ile 9 arasındadır, ancak 2 karakter olabilir Eğer x = 8 ise, tavlamadan sonra % 75’lik bir soğuk kalınlık azaltmaya denk olmalıdır Diğer ‘x’ sayıları, oransal bir deformasyon miktarını gösterir 3’üncü bir karakter, özel bir varyasyonu gösterir Örn H116, bu malzemenin folyolanma hasarını azaltmak için özel bir ısıl işleme maruz kaldığını gösterir

29
Çökeltme (Yaşlandırma) Sertleştirmesi
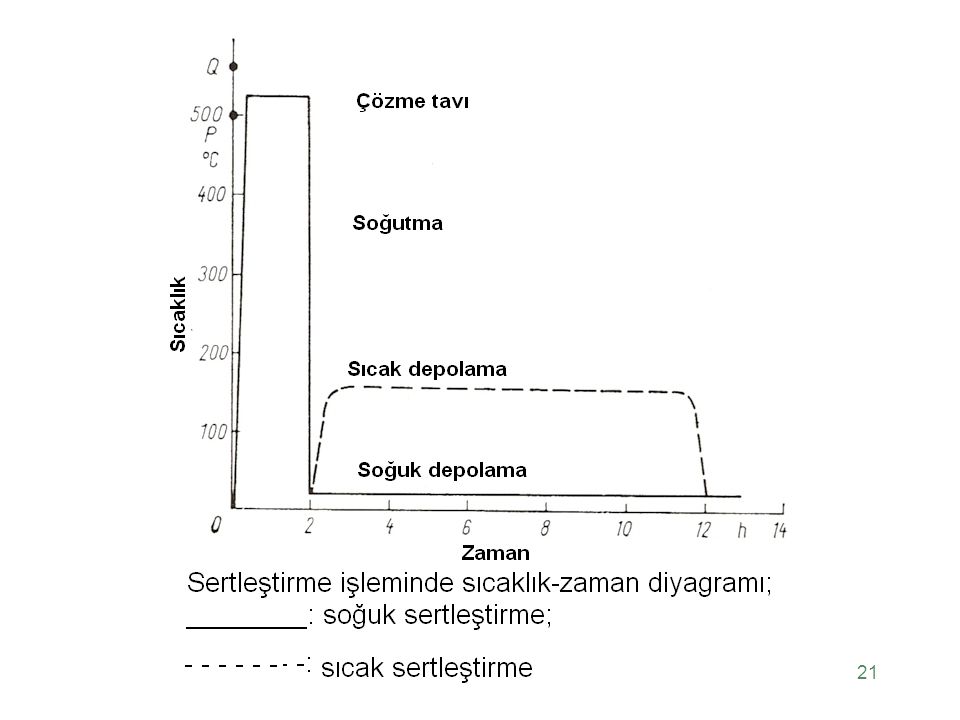
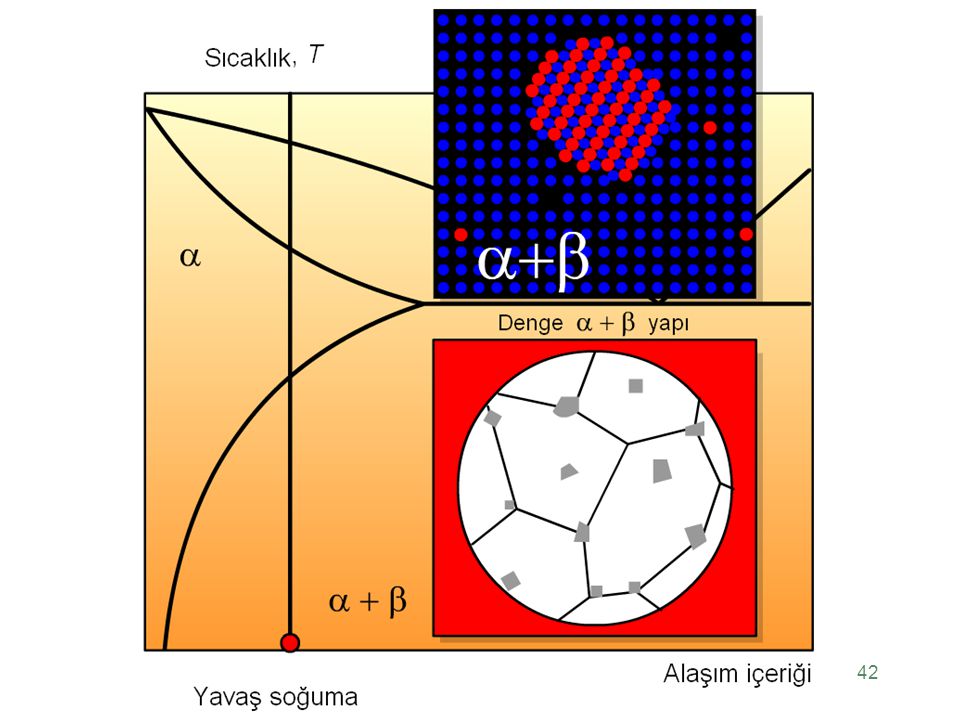
T (deg C) Çözme tavı - a + b alaşımı, B’nin tümünü çözmek için a sıcaklık bölgesine ısıtılır. Su verme ile B çözeltide kalır (aşırı doymuş yapı) Yumuşak& sünek durum Yaşlandırma – çözme tavı uygulanmış alaşımı, ince b partiküllerinin oluştuğu bir sıcaklıkta tutma Sertleştirme durumu Sıvı L + a a a + b Saf A Yüzde B
 Çözme tavı - a + b alaşımı, B’nin tümünü çözmek için a sıcaklık bölgesine ısıtılır. Su verme ile B çözeltide kalır (aşırı doymuş yapı) Yumuşak& sünek durum. Yaşlandırma – çözme tavı uygulanmış alaşımı, ince b partiküllerinin oluştuğu bir sıcaklıkta tutma. Sertleştirme durumu. Sıvı. L + a. a. a + b. Saf A. Yüzde B.")
30
Bileşimin Etkileri Düşük B içerikli alaşımlar, sadece zayıf bir yaşlandırma sertleşmesi etkisi gösterir Çözme tavında çözünemeyen yüksek bir b seviyesine sahip alaşımlar, zayıf bir sertleşme etkisi gösterir Ortalama B seviyesine sahip alaşımlar, ise en yüksek sertleşme etkisi gösterir Bu alaşımlar tek faz (a) alanı için sadece dar bir sıcaklık aralığına sahiptir Bu alaşımlar da, geniş bir katılaşma aralığına sahiptir; kaynak sırasında çatlak oluşturma eğilimi taşırlar ve bu nedenle düşük kaynak ve döküm kabiliyetine sahiptir
 alanı için sadece dar bir sıcaklık aralığına sahiptir. Bu alaşımlar da, geniş bir katılaşma aralığına sahiptir; kaynak sırasında çatlak oluşturma eğilimi taşırlar ve bu nedenle düşük kaynak ve döküm kabiliyetine sahiptir.")
31
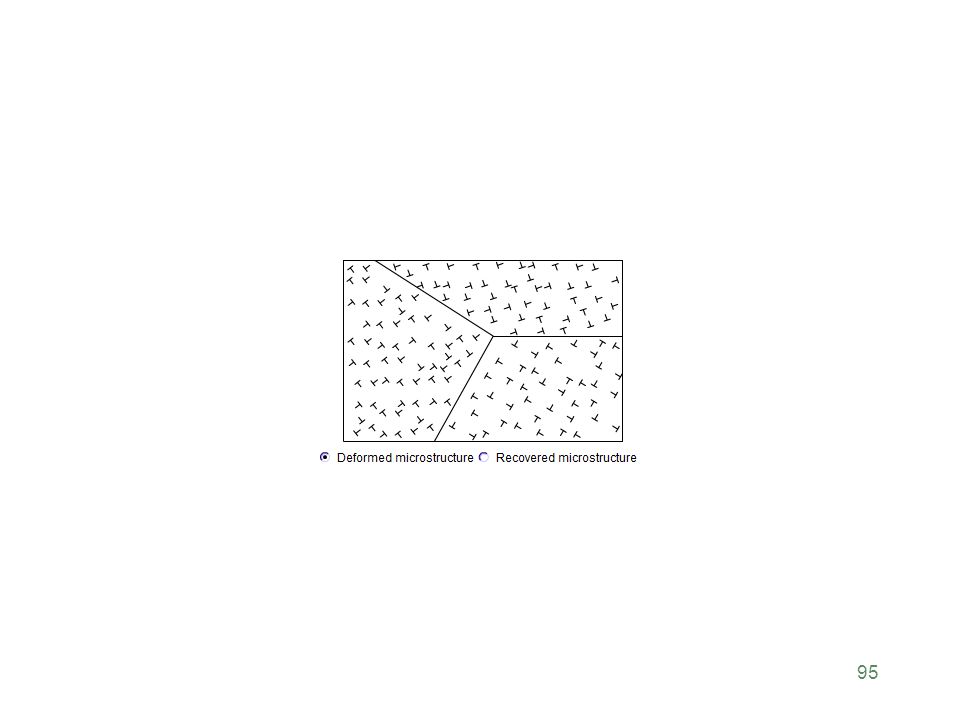
Sertleştirme mekanizması İlgili yumuşatma mekanizması
Deformasyon * Toparlanma, yeniden kristalleştirme, tane büyütme Yaşlandırma * Çözme ısıl işlemi Tane boyutu * Tane büyültme Alaşımlama * Hiçbiri

33
YAŞLANDIRMA SERTLEŞMESİ

34
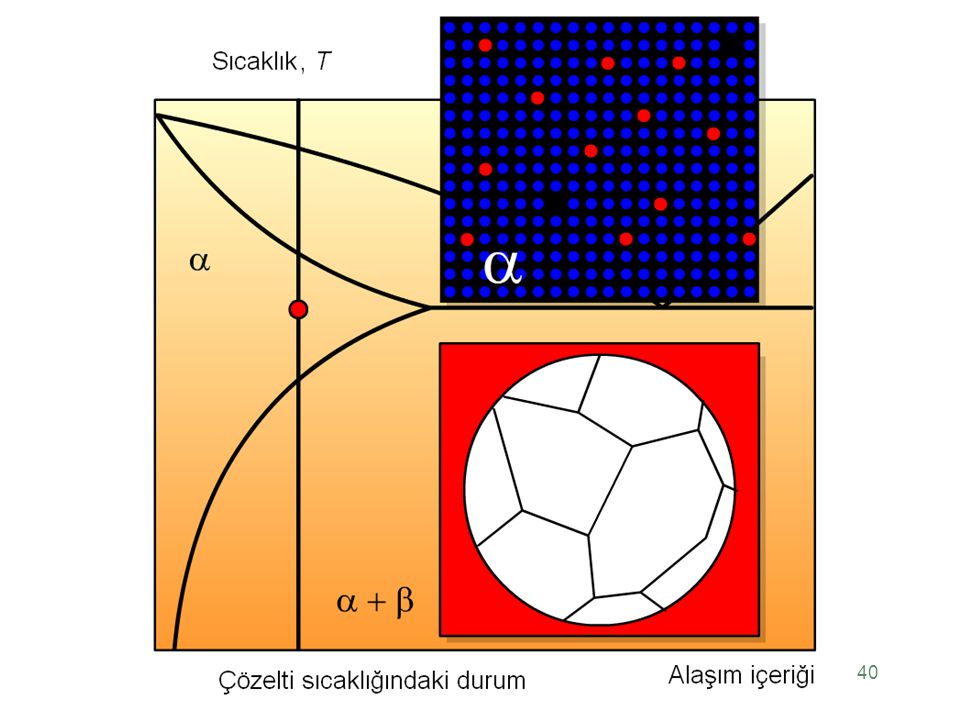
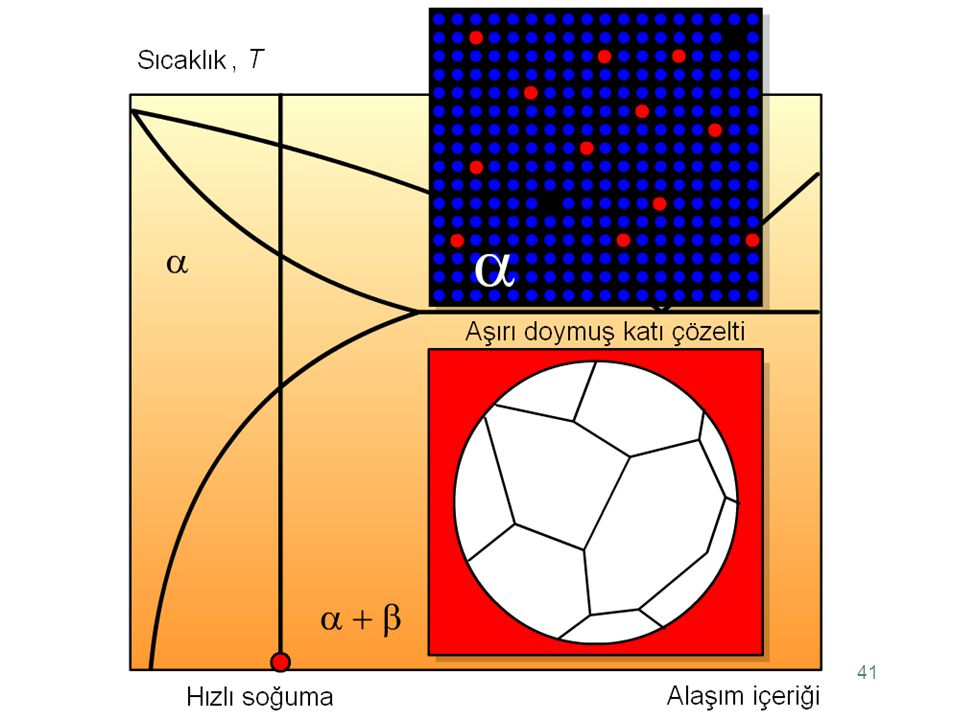
Sıcaklık Üç farklı denge diyagramının yaşlandırma sertleşmesine
uygunluk bakımından incelenmesi

35
Sıcaklık

36
Sıcaklık

37
Sıc

38
Yaşlandırma işleminde zaman-sıcaklık diyagramı

39
(Çözme tavı)
")
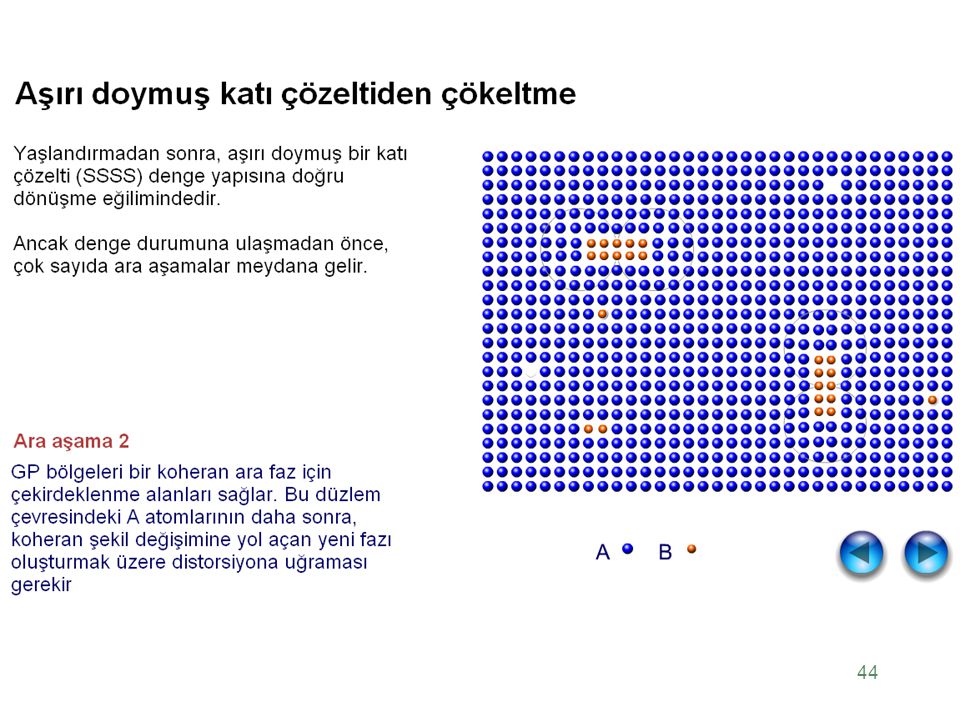
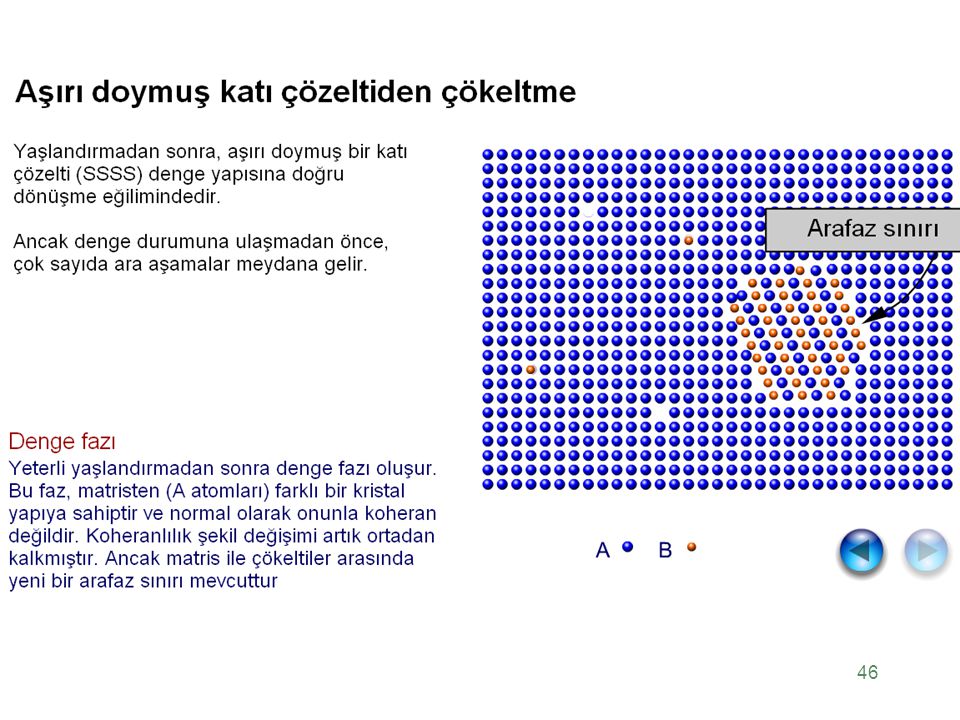
47
Çökelme Sertleştirmesi
Çökelmeler, yüksek sıcaklıklara kadar dağılmaya direnir (340˚C’ye kadar) Toz metalurjisi (P/M) ürünler SAP – sinterlenmiş alüminyum parçalar (Al2O3) Metal matrisli kompozitler Hızlı katılaştırma (RS-P/M) hiperötektoid demir alaşımları (artı diğer sistemler) Mekanik alaşımlama
 Toz metalurjisi (P/M) ürünler. SAP – sinterlenmiş alüminyum parçalar (Al2O3) Metal matrisli kompozitler. Hızlı katılaştırma (RS-P/M) hiperötektoid demir alaşımları (artı diğer sistemler) Mekanik alaşımlama.")
48
Çökelme Sertleştirmesi
Özel veya standart alaşımlar Kaynak yapılabilir ancak bazı özelliklerini kaybeder Uçak ve uzay uygulamaları

49
Çökelti örneği Al-%4Cu içindeki Cu bakımından zengin GP bölgeleri. (180°C’de 6 saat yaşlandırılmış)
")
50
Çökelti örneği Al-%4Cu içindeki Ө çökeltileri (450°C’de 45 dakika yaşlandırılmış)
")
51
Çökelti örneği Al-%4Cu içindeki Ө çökeltileri (200°C’de 2 saat yaşlandırılmış)
")
52
Yaşlandırma Sertleşmeli Alaşımların Isıl İşlem İşaretleri
-O ve -F işaretleri yukarıdaki gibidir -W: çözelti işlemli, ancak doğal yaşlandırılmış -T1 ila -T10: bir sıcak işlem, soğuk işlem, çözme tavı ve yaşlandırma kombinasyonunu gösterir

53
Isıl İşlem İşaretleri

54
Isıl İşlem İşaretleri

55
DEFORMASYON SERTLEŞMESİ

61
1000 Serisi alaşımları Saf Al, soğuk sertleştirilebilir
Korozyon performansı mükemmel Elektrik ve ısıl iletkenliği mükemmel Örn. 1060: 99.6%Al en az 62 IACS (Tavlanmış saf bakırın % 62’si iletkenlik) Akma dayanımı 45 MPa (1050-H18)’ya kadar Gıda, kimya, ısı eşanjörü, elektrik kablosu, kapasitör folyosu Kaynak yapılabilir
 Akma dayanımı 45 MPa (1050-H18)’ya kadar. Gıda, kimya, ısı eşanjörü, elektrik kablosu, kapasitör folyosu. Kaynak yapılabilir.")
62
2000 Serisi alaşımları % 6.3’e kadar Cu
Örn. 2014: 4.4Cu-0.8Si-0.8Mn-0.5Mg Çökelme sertleştirmeli 130 ila 230˚C yaşlandırma sıcaklığı- T6 RP MPa tipik akma dayanımı Uçak gövdesi ve mekanik elemanları, araç gövde panelleri Kaynak kabiliyeti, alaşıma bağlı olarak kötü ile orta arasında

63
3000 Serisi 1.2Mn’ye kadar + Fe (bazı alaşımlarda)
Örn. 3004: 1.2Mn-1.0Mg İnce partiküller sayesinde dayanım (Mn,Fe)Al6 (Tane sınırı partikülleri) Mükemmel şekil değiştirme ve kaynak kabiliyeti, çok iyi korozyon dayanımı 250 MPa akma’ya kadar akma dayanımı tipik 3004-H38 İçecek kutuları, kimyasal kaplar, endüstriyel çatı, eğri borular
Al6 (Tane sınırı partikülleri) Mükemmel şekil değiştirme ve kaynak kabiliyeti, çok iyi korozyon dayanımı. 250 MPa akma’ya kadar akma dayanımı tipik H38. İçecek kutuları, kimyasal kaplar, endüstriyel çatı, eğri borular.")
64
4000 Serisi 13 Si’ye kadar (bazı yoğruk alaşımlar)
Örn. 4032: 12Si-1Mg-0.9Cu-0.9Ni Yüksek sıcaklık parçaları, pistonlar Eğer Cu varsa çökelme sertleştirilebilir Yaşlandırma ˚C h Yüksek korozyon direnci

65
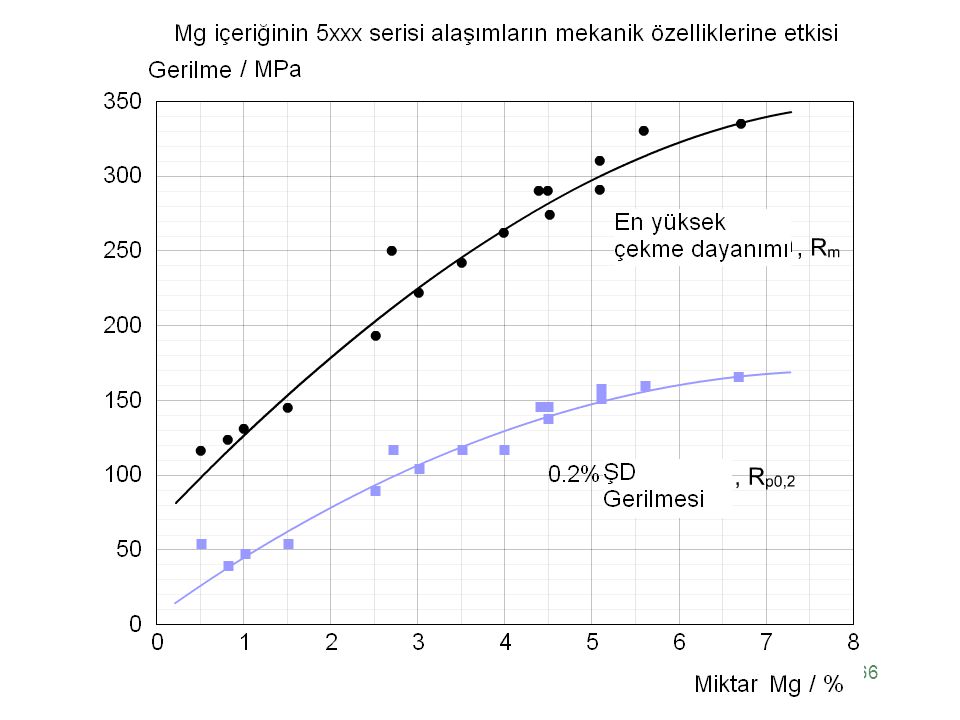
5000 Serisi alaşımları Çözeltide % 5.1’e kadar Mg ilavesi, deformasyon sertleşmesi hızını arttırır Örn. 5083: 4.4Mg-0.7Mn-0.15Cr 260 MPa’ya kadar akma dayanımı için soğuk sertleştirilebilir 5083-H116: RP MPa tipik Mükemmel kaynak kabiliyeti, orta dayanım, İyi korozyon dayanımı

67
5000 serisi alaşımlarının uygulamaları
Çok yaygın alaşımlar Deniz araçları, otomobil ve uçak uygulamaları Basınçlı kaplar, düşük sıcaklık kapları İletişim kuleleri Zırhlı plakalar Eğer tane sınırlarında Al8Mg5 oluşursa, bazı alaşımları folyolanmaya veya gerilmeli çatlamaya maruz kalabilir 65˚C’nin üzerinde yüksek Mg’den kaçının

68
6000 serisi Mg ve Si kombinasyonu, Mg2Si çökelmeli sertleşmeye izin verir Örn. 6061: 1Mg-0.6Si-0.3Cu-0.2Cr 6061-T6: RP MPa tipik Kolayca işlenebilen mükemmel dayanımda alaşımlar, korozyon direnci Sınırlı ila çok iyi kaynak kabiliyeti (alaşıma bağlı) Saç, levha, ekstrüzyon ürünü olarak bulunur 5000 serisi gibi uygulamalara sahip
 Saç, levha, ekstrüzyon ürünü olarak bulunur serisi gibi uygulamalara sahip.")
69
7000 Serisi % 7.6’ya kadar Zn Bazı modern yüksek dayanımlı alaşımları içerir Örn. 7178: 6.8Zn-2.7Mg-2.0Cu-0.3Cr 7178-T6: RP MPa tipik Gerilmeli korozyon veya folyolanmanın problem olduğu yerlerde kullanılır Uçak Cu’lu alaşımlar çökelme sertleştirilebilir Alaşım ve yönteme bağlı olarak kötü’den çok iyiye uzanan kaynak kabiliyeti yelpazesi Gerilmeli korozyon Folyolanma

70
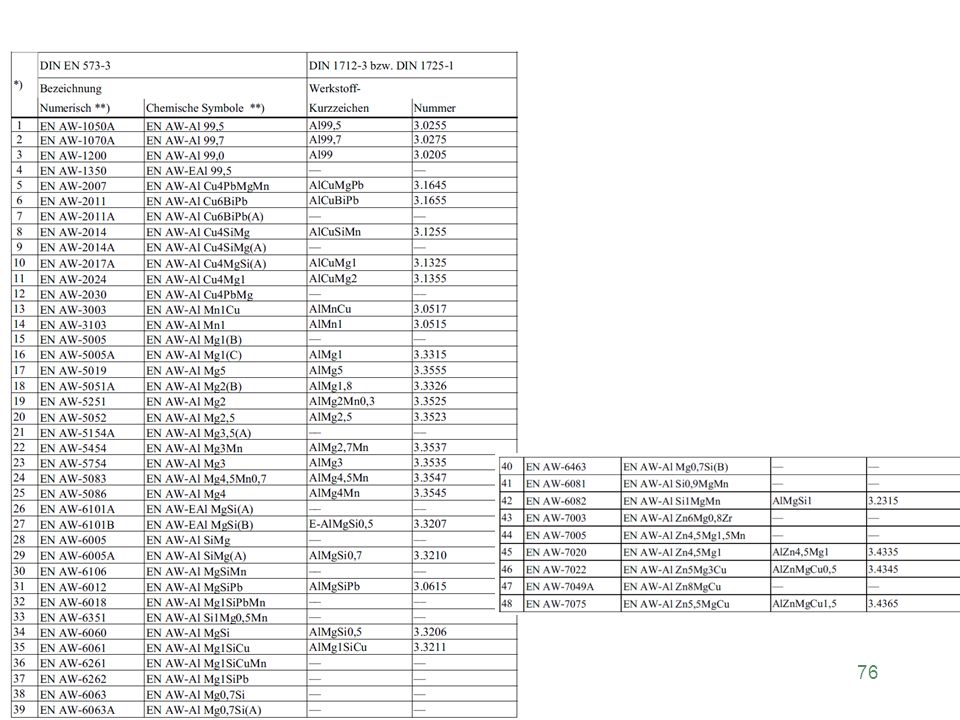
EN 573’e göre gösterim

71
Kimyasal bileşime göre gösterim (EN 573-3)
")
72
EN 515’e göre gösterim

73
Başa eklenenlerin anlamları
Sona eklenenlerin anlamları

74
Esas metal olarak Alüminyum
Magnezyum kısmı % 4,5 Manganez Isıl işlem durumu: Sertleştirilmiş, çekme

77
Alclad Bazı çok fazlı alaşımlar, kötü korozyon dayanımına sahip
Bu alaşımlar, Alclad saç veya levha olarak bulunur Bu malzemeler, yüksek korozyon direnci sağlamak üzere, her iki yüzeyine de haddeleme ile oluşturulmuş, saf alüminyumdan ince bir tabakaya sahiptir İmalatta bu tabakanın bütünlüğünün korunmasını sağlamak gerekir

78
İmalat Talaş kaldırma kabiliyeti çelikten daha iyi
Soğuk ve sıcak işlenebilirliği mükemmel Karmaşık ekstrüzyon kesitleri yaygın Eritme ve katı hal kaynaklarıyla, sert lehimlemeyle, yumuşak lehimlemeyle, yapıştırmayla ve mekanik yöntemlerle birleştirilebilir

80
Birleştirme yöntemleri
TIG ve MIG en yaygın yöntemler Oksi-asetilen ve elektrik ark kaynakları güçlü dekapanlara ihtiyaç gösterir Çoğu alaşım için direnç ve basınç kaynakları kullanılabilir Sert ve yumuşak lehimleme uygulamaları en yaygın işlemler Yapıştırma ve mekanik birleştirme de oldukça yaygın

81
Kaynak kabiliyeti Kaynak yöntemine ve alaşımın kimyasal bileşimine bağlı Kolayca kaynak yapılan alaşımlardan (örn. TIG ve MIG ile kaynak yapılan dövme alaşımlar) kaynağın tavsiye edilmediği alaşımlara kadar uzanır (örn. 2014’ün sert lehimlenmesi)
 kaynağın tavsiye edilmediği alaşımlara kadar uzanır (örn. 2014’ün sert lehimlenmesi)")
82
Alüminyum Alaşımlarının Kaynağı
Çeliğe göre Alüminyum kaynak sırasında aşağıdaki karakteristiklere sahiptir: Oksijen’e karşı yüksek bir birleşme eğilimine sahiptir; bu nedenle yüzeyinde ya “çok kuvvetli bir oksit tabakası” veya “az kuvvetli oksit kalıntıları” oluşur.

83
Orijinal malzeme yüzeyindeki oksit tabakası

84
Yüzeyin ani çizilmesi sonucu oluşan durum

85
Çizilen yüzeyde oksit tabakası oluşumu

86
Oksit tabakasının korozif ortamlardaki davranışı

87
Oksit tabakasının reaktifliği (Yüzeyde hidroksit tabakası oluşumu)
")
88
Yüksek sıcaklıklarda oksit tabakasının reaktifliği

89
Yüksek sıcaklıklarda oksit tabakasının reaktifliği

90
Yüksek sıcaklıklarda oksit tabakasının reaktifliği

91
Yüzey kusurları

92
Alüminyum Alaşımlarının Kaynağı
Yüksek bir ısıl iletkenlik ve ısıl uzama katsayısına sahiptir. Bu nedenle alaşım türüne bağlı olarak geniş bir erime aralığına sahiptir ve yüksek büzülme gerilmeleri oluşturur. Sıvı haldeyken yüksek ve katı haldeyken ise çok düşük bir hidrojen çözünme kabiliyetine sahiptir. “

93
Çelik ve alüminyumun TIG kaynağında sıcaklık alanlarının karşılaştırılması

94
Alüminyum Alaşımlarının Kaynağı
Kaynak sırasındaki ısı girdisi, malzeme türüne ve ısı miktarına bağlı olarak yeniden kristalleşme, yaşlanma veya toparlanma şeklinde bir ısıl işlem etkisi yaparak malzemenin başlangıç özelliklerinin değişmesine neden olur.

97
Kaynak dikiş bölgesinin dayanım özellikleri
Kaynak ısısı etkisiyle, kaynak dikişi ve ITAB yüksek sıcaklıklara kadar ısınır. Soğuk sertleştirilmiş veya yaşlandırılmış malzeme türlerinde bu bölgelerde dayanım, genel olarak önemli oranda düşer

98
Kaynak dikiş bölgesinin dayanım özellikleri
Belirli Alüminyum alaşımlarında, çekme dayanımı sertleştirme ile yeniden yükseltilebilir.

99
Yeniden sertleştirmede kaynaktan sonraki sürenin etkisi
AlZnMg1 (EN AW-AlZn4,5Mg1)’in kaynaktan sonra üfleçle yeniden sertleştirilmesi (Saç kalınlığı 2 mm; TIG kaynağı yapılmış; İlave metal: SG-AlMg5).
’in kaynaktan sonra üfleçle yeniden sertleştirilmesi (Saç kalınlığı 2 mm; TIG kaynağı yapılmış; İlave metal: SG-AlMg5).")
100
Alüminyum Alaşımlarının Kaynağı
Metalurjik bakımdan, kaynaklı bağlantının oluşumunda aşağıdaki koşulların sağlanması gerekir: Malzeme kaynağa uygun olmalıdır; yani, çatlak oluşturmamalıdır. Ayrıca, gerekli dayanıma ulaşılmalıdır; sonradan gerekli olan şekil değiştirme kabiliyeti garanti edilmelidir ve Yeterli korozyon direnci sağlanmalıdır Mümkün olduğunca anodik renk değiştirme oluşturmamalıdır (tane sınırlarında beta fazı çökelmesi) Beklenen taleplere bağlı sınırlı olarak bir miktar gözenek ve kalıntı oluşabilir.
 Beklenen taleplere bağlı sınırlı olarak bir miktar gözenek ve kalıntı oluşabilir.")
101
Alüminyum alaşımlarının kaynağa uygunluğu

102
Alüminyum alaşımlarının kaynağa uygunluğu
Kaynağa uygun Alüminyum alaşımlarında, gözenek oluşturma eğilimi, kaynak yönteminin dışında ağız hazırlığından ve kaynak pozisyonundan da etkilenir Saf Alüminyumda gözenek oluşturma eğilimi, Alüminyum alaşımlarına göre daha fazladır Bakır içeren alüminyum alaşımları, çatlak oluşturma eğilimi nedeniyle kaynağa uygun değildir.

103
Eritme kaynağı Çok kuvvetli yapışkan bir oksit tabakası
O2, N2, H2 ile kirlenmeye yatkınlık Yüksek iletkenlik, düşük erime sıcaklığı Curuflar yapışkandır, koroziftir Kaynak dikişleri mukavemet bakımından esas metal ile uyumsuz olma eğilimindedir Katılaşma çatlakları, özellikle çoğu ısıl işlenebilen alaşımlarda tehlike oluşturur

104
Kaynak ağız hazırlığı Temizleme Kaynaktan önce temizleme
Çözücü yağ giderici, mekanik, dağlama Kaynaktan önce temizleme Mekanik aşındırma ardından çözücülü bez Kaynak ağız açıları 3 mm’ye kadar düz kare ağız 60˚ to 110˚ ağız açısı

105
Kaynak ağız hazırlığı hatası
Kökte küçük bir pah oluşturulması, oksitlerin kaynak banyosu içinde homojen dağılmasını sağlar. Aksi halde kökte oksit çentiği oluşur.

106
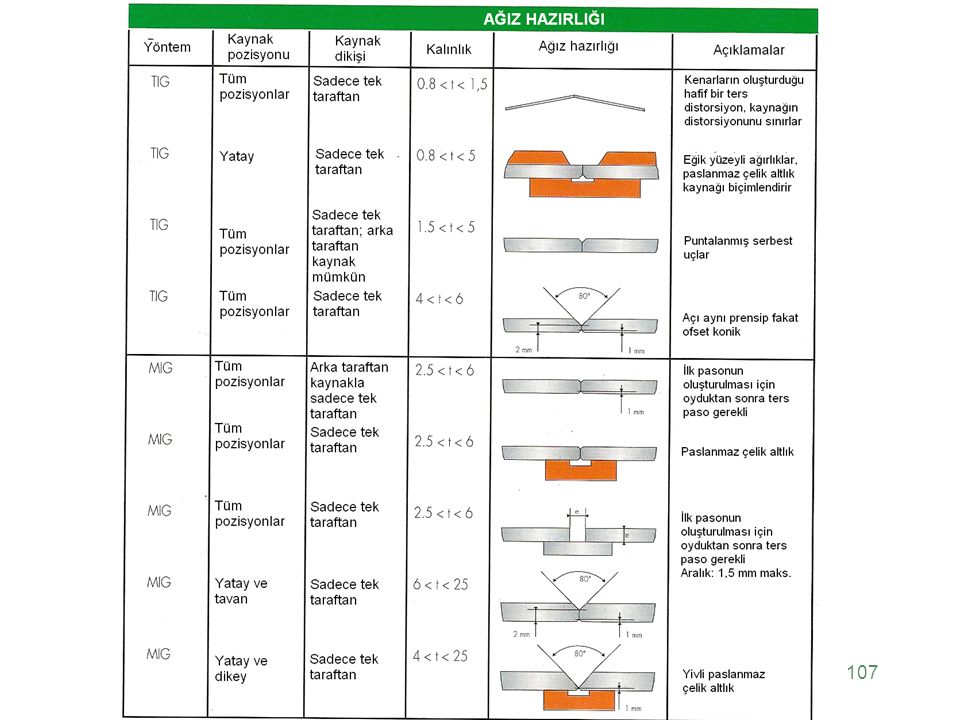
Kaynak ağız türleri

108
Kökün korunmasında ekstrüzyon örnekleri
Alüminyum alaşımlarının kaynağında, parçaların hizalanması özellikle önemlidir; zira parçalar arasındaki aralığın sabit kalmaması (parça boyunca değişmesi), kaynak ağızları arasında ısıl dengesizliğe neden olarak başlangıçtaki uyumsuzluğu büyütür ve kaynak bölgesinde aşırı büzülme kuvvetleri oluşumuna neden olur. Yandaki şekilde, kaynak ağzının uyumlu olması için ekstrüzyondan faydalanılması örneklerini göstermektedir. Kaynağa uygun tasarlanan ağızlara sahip ekstrüzyon örnekleri
, kaynak ağızları arasında ısıl dengesizliğe neden olarak başlangıçtaki uyumsuzluğu büyütür ve kaynak bölgesinde aşırı büzülme kuvvetleri oluşumuna neden olur. Yandaki şekilde, kaynak ağzının uyumlu olması için ekstrüzyondan faydalanılması örneklerini göstermektedir. Kaynağa uygun tasarlanan ağızlara sahip ekstrüzyon örnekleri.")
109
Kaplı levhalarda kaplama tarafındaki kaynak ağız hazırlığı
Kaplı taraf en az iki pasoyla kaynak yapılarak kaplamanın homojen sürekliliği sağlanmış olur.

110
Çalışma prensipleri Alüminyum esaslı metaller, diğer metallerden ayrı depolanmalı ve işlenmelidir.

111
Çalışma prensipleri Gözenek eğiliminden kaçınmak için kaynak ağızlarındaki ve bitişiğindeki bölgelerdeki oksit tabakası, mekanik olarak uzaklaştırılmalı ve kaynaktan hemen önce fırçalanmalıdır. (Kullanlan fırçalar ostenitik paslanmaz çelik fırça olmalıdır.) Gözenek eğiliminden kaçınmak için kaynak ağız kenarları ve bitişiğindeki bölge (dikişin her iki tarafından yaklaşık 50 mm mesafe) temiz ve yağsız olmalı (Alkol ile temizlenmeli) ve kurutulmalıdır. Büyük parçalarda kaynak ısısının hızlı iletimini engellemek için ön tavlama yapılmalıdır
 Gözenek eğiliminden kaçınmak için kaynak ağız kenarları ve bitişiğindeki bölge (dikişin her iki tarafından yaklaşık 50 mm mesafe) temiz ve yağsız olmalı (Alkol ile temizlenmeli) ve kurutulmalıdır. Büyük parçalarda kaynak ısısının hızlı iletimini engellemek için ön tavlama yapılmalıdır.")
112
Ön tavlama sıcaklıkları
Malzeme Saç kalınlığı (mm) Ön tavlama sıcaklığı (°C) TIG ila ila ila ila ila Diğer Alüminyum alaşımlarında, üreticinin tavsiyelerine uyulmalıdır!
 Ön tavlama sıcaklığı (°C) TIG. ila. ila. ila. ila. ila. Diğer Alüminyum alaşımlarında, üreticinin tavsiyelerine uyulmalıdır!")
113
TIG kaynak tekniği Akım türü (AA veya DCEP=Doğru akım Elektrot Pozitif) Alüminyumoksit (Al2O3) tabakasının temizlenmesi gerekir (Al’nin erime sıcaklığı 658°C iken Al2O3 tabakasının erime sıcaklığı 2050°C’dir. Bu nedenle kaynak sırasında sürekli olarak uzaklaştırılması gerekir. Bu işlem elektronların parçadan elektroda doğru yönlendiği kutuplama şekliyle gerçekleştirilir). Temizleme etkisi için AC sinüs veya kare dalga Zirkonyalı Tungsten elektrot Koruyucu gaz Argon veya Argon+Helyum karışımı Kalın malzemeler için yüksek akım kullanılır
 tabakasının temizlenmesi gerekir (Al’nin erime sıcaklığı 658°C iken Al2O3 tabakasının erime sıcaklığı 2050°C’dir. Bu nedenle kaynak sırasında sürekli olarak uzaklaştırılması gerekir. Bu işlem elektronların parçadan elektroda doğru yönlendiği kutuplama şekliyle gerçekleştirilir). Temizleme etkisi için AC sinüs veya kare dalga. Zirkonyalı Tungsten elektrot. Koruyucu gaz. Argon veya Argon+Helyum karışımı. Kalın malzemeler için yüksek akım kullanılır.")
114
TIG Kaynağında Kutuplamanın Etkisi

115
AC TIG kaynağında akımın sıfır noktasından geçişte sönmemesi için arkın tutuşturulması

116
AC TIG kaynağında akımın sıfır noktasından geçişte sönmemesi için arkın tutuşturulması

117
AC TIG kaynağında akımın sıfır noktasından geçişte sönmemesi için arkın tutuşturulması

118
Değişik Alternatif Akım Üreteçlerinin Dalga Şekilleri
Sinüs dalgası Kare dalga Kare dalga

119
AC-TIG kaynağında kaynak akımı kutuplama kısmının etkisi
(Pozitif ve negatif yarı dalgalar eşit) (Pozitif yarı dalga küçük, negatif yarı dalga büyük) (Pozitif yarı dalga büyük, negatif yarı dalga küçük)
 (Pozitif yarı dalga küçük, negatif yarı dalga büyük) (Pozitif yarı dalga büyük, negatif yarı dalga küçük)")
120
Kare dalgalı akım üreteçlerinin kontrolü
EN: Elektrot negatif EP: Elektrot pozitif

121
Alüminyum’un TIG Kaynağı
Alüminyum alternatif akımla kaynak yapılır. Elektrodun artı kutupta olduğu sürede, tungsten elektrod aşırı yüklenmeden, alüminyumun yüksek sıcaklıkta eriyen oksit tabakası parçalanır.

122
Kaynak Makinasındaki Filtre Kondansatörün Görevi
Alüminyumun alternatif akımla TIG kaynağında bir doğrultma etkisi görülür; yani, alternatif akımın yarı dalgaları farklı şiddette akar (Oksit tabakasının ark içine karışması nedeniyle). Pozitif ve negatif yarı dalgaların dengesiz oluşumu Negatif yarı dalga daha şiddetli akar; ark kararsızlaşır; temizleme etkisi zayıflar; kaynak makinası aşırı yüklenir. Pozitif ve negatif yarı dalgaların eşit oluşumu Filtre kondansatörün yardımıyla temizleme etkisi yeniden elde edilir. Filtre kondansatör, kaynak makinasında kademesiz ayarlanabilir.
. Pozitif ve negatif yarı dalgaların dengesiz oluşumu. Negatif yarı dalga daha şiddetli akar; ark kararsızlaşır; temizleme etkisi zayıflar; kaynak makinası aşırı yüklenir. Pozitif ve negatif yarı dalgaların eşit oluşumu. Filtre kondansatörün yardımıyla temizleme etkisi yeniden elde edilir. Filtre kondansatör, kaynak makinasında kademesiz ayarlanabilir.")
123
MIG Kaynak tekniği İnce elektrotlar besleme sorunu oluşturabilir
Besleme ruloları ve torçlar İtme tipi, kalın teller ve kısa kablolarla sınırlıdır İtme-çekme tipi torç (Tel makarası yuvasındaki itici rulolara ek olarak torç içinde çekici rulolar vardır = Push-pull tipi) Torç içinde tel makarası olan tipler (0,5 Kg tel makarası)
 Torç içinde tel makarası olan tipler (0,5 Kg tel makarası)")
124
Metal transferi Sprey transfer Darbeli ark’lı MIG
Yüksek akım, tüm pozisyonlarda kullanılır Darbeli ark’lı MIG

125
Ark gücünün alanları

126
Kaynak Tekniği Gözenek Ön tavlama Kaynak kraterleri
Önlemek için kaynak yapılan yüzeyin temizlenmesi (yağ, gres, boya vs.’den arındırılması) gerekir Ön tavlama Yüksek ısıl iletkenliğin üstesinden gelmek için Kaynak kraterleri Katılaşma çatlamalarından kaçınmak gerekir
 gerekir. Ön tavlama. Yüksek ısıl iletkenliğin üstesinden gelmek için. Kaynak kraterleri. Katılaşma çatlamalarından kaçınmak gerekir.")
127
MIG Kaynağında koruyucu gaz türünün dikiş profiline etkisi
Makro kesit Genişlik Yükseklik

128
Argon’a Helyum ilavesinin etkileri

129
Kontak boru mesafesinin etkisi
Kontak boru mesafesi: küçük Direnç ısısı: az Ark gücü: Daha çok Nüfuziyet: Daha derin Sıçrama: az Kısa Orta Uzun

130
Kontak boru mesafesinin etkisi
Kontak boru mesafesi: orta Direnç ısısı: orta Ark gücü: orta Nüfuziyet: orta Sıçrama: orta Kısa Orta Uzun

131
Kontak boru mesafesinin etkisi
Kontak boru mesafesi: büyük Direnç ısısı: yüksek Ark gücü: düşük Nüfuziyet: düşük Sıçrama: çok Kısa Orta Uzun

132
Torç konumunun etkisi Sağa kaynak Nüfuziyet: Daha derin Kökte köprü oluşumu: Kötü Ark kararlılığı: Daha iyi Sıçrama: Daha az Dikiş genişliği: Daha dar Sağ Dikey Sol

133
Torç konumunun etkisi Dikey kaynak Nüfuziyet: Orta
Kökte köprü oluşumu: Orta Ark kararlılığı: Orta Sıçrama: Orta Dikiş genişliği: Orta Sağ Dikey Sol

134
Torç konumunun etkisi Sola kaynak Nüfuziyet: Sığ ve geniş
Kökte köprü oluşumu: Daha iyi Ark kararlılığı: Daha kötü Sıçrama: Daha çok Dikiş genişliği: Daha geniş Sağ Dikey Sol

135
Dolgu (ilave) metali seçimi
UYGUN BİR DOLGU TELİNİN SEÇİM KRİTERLERİ Çatlamalardan kaçınmayı sağlamalı Esas metalin kaynak kabiliyeti Kaynak dikişinin minimum çekme dayanımı Kaynak dikişinin sünekliği Servis sıcaklığı Korozyon direnci Anodik kaplama koşulları Esas metalle uyumlu ilave metaller, genellikle ısıl işlem uygulanamayan alaşımlardan seçilir. Ancak alaşımsız malzemeler ve ısıl işlenebilen alaşımlar için katılaşma çatlamasından kaçınmak için uyumsız ilave metaller

136
Esas Metal – İlave Metal Kombinasyonu

137
Esas Metal – İlave Metal Kombinasyonu
Genel kural: Yüksek alaşımlı ilave metal çoğu durumda çatlamaya daha düşük hassasiyetle kaynak yapılabilir (Si- ve Mg- alüminyum sistemleri için izafi çatlak hassasiyetine karşı kaynak bileşimi). Eğer kaynak yapılacak malzemelerden biri Mg ile alaşımlı ise, ilave metalin buna uygun seçilmesi gerekir. Bilgi: EN AW 4043 (AlSi5) ilave metali, AlMgSi alaşımları için kaynak kabiliyeti bakımından çoğu kez uygun olup AlMg tiplerine göre düşük kaynak dayanımı verir ve daha yüksek ozon konsantrasyonu oluşturur.. Belirli miktarda Zirkonyum içeren AlMg türü ilave metaller sıcak çatlamaya hassaslık durumunda uygulanabilir.
. Eğer kaynak yapılacak malzemelerden biri Mg ile alaşımlı ise, ilave metalin buna uygun seçilmesi gerekir. Bilgi: EN AW 4043 (AlSi5) ilave metali, AlMgSi alaşımları için kaynak kabiliyeti bakımından çoğu kez uygun olup AlMg tiplerine göre düşük kaynak dayanımı verir ve daha yüksek ozon konsantrasyonu oluşturur.. Belirli miktarda Zirkonyum içeren AlMg türü ilave metaller sıcak çatlamaya hassaslık durumunda uygulanabilir.")
138
Kaynak parametrelerinin dikiş profiline etkisi

139
Alüminyum Alaşımlarının Kaynağı
Alüminyum alaşımlarının kaynağında temel beklenti, çatlamadan kaynak yapılabilmesidir. Alüminyum alaşımlarının kaynağında esas olarak iki tür çatlak oluşabilir: Katılaşma çatlağı (Kaynak metalinde oluşur; geniş katılaşma aralığına (likidis-solidüs aralığına) sahip alaşımlarda görülür ve katılaşma sırasında tanelerarası çatlama şeklinde gerçekleşir) Sıvılaşma çatlağı (ITAB’da oluşur; kaynak ısısının tanelerarasında sıvılaşma oluşturması ve bu kısmın parça soğurken tekrar katılaşması sırasında büzülme gerilmeleri nedeniyle çatlaması şeklinde gerçekleşir)
 sahip alaşımlarda görülür ve katılaşma sırasında tanelerarası çatlama şeklinde gerçekleşir) Sıvılaşma çatlağı (ITAB’da oluşur; kaynak ısısının tanelerarasında sıvılaşma oluşturması ve bu kısmın parça soğurken tekrar katılaşması sırasında büzülme gerilmeleri nedeniyle çatlaması şeklinde gerçekleşir)")
140
Katılaşma çatlaması Deformasyon sertleşmeli türler için uyumlu dolgu teli kullanın 4000 serisi alaşımları 5000 serisi alaşımlarla karıştırmayın (Mg2Si ötektiği oluşur) 5000 serisi ile 2000 serisini karıştırmayın Çoğu ısıl işlenmiş türler çabuk katılaşır Oksi-asetilen kaynağına uygun değildir Yüksek seyrelmeden (kaynak metali ile ilave metalin karışımından) kaçının Çoğu bakırlı türler kaynak yapılamaz
 5000 serisi ile 2000 serisini karıştırmayın. Çoğu ısıl işlenmiş türler çabuk katılaşır. Oksi-asetilen kaynağına uygun değildir. Yüksek seyrelmeden (kaynak metali ile ilave metalin karışımından) kaçının. Çoğu bakırlı türler kaynak yapılamaz.")
141
Katılaşma çatlamasına hassasiyetin Cu ve Mg içeriği ile değişimi
1 2 3 4 5 6 7 Yüzde Bakır 1 2 3 4 5 6 7 Yüzde Magnezyum

142
ITAB (Sıvılaşma) çatlaması
Yaşlandırma sertleştirmeli türlerde sıvılaşma çatlaması (uzun süre yüksek sıcaklıkta kaldığında aşırı yaşlanma) oluşabilir Ark enerjisini düşük tutun Dolgu tellerini düşük katılaşma sıcaklığına sahip olanlardan seçin
 oluşabilir. Ark enerjisini düşük tutun. Dolgu tellerini düşük katılaşma sıcaklığına sahip olanlardan seçin.")
143
Alüminyum alaşımlarında ITAB

144
Kaynak metalinin özellikleri
Kaynak metalinin esas metale uyumluluğu, deformasyon sertleşmeli olan türlerde kolaydır ancak ısıl işlenmiş türlerde daha zordur Dikkatli seçim, optimum özellikler verir 4346 dolgu teli 6061-T6 kalın kesitlere uygundur (çözme tavı ve yaşlandırma uygulandığında çok yüksek dayanım) 1000 ve 5000 serisi dolgu telleri yüksek sünekliğe uygundur % 3’ten fazla Mg içeren dolgu tellerinden (5183, 5356, 5556, and 5654) kaçının; zira 65°C’den daha yüksek sıcaklıklarda gerilmeli korozyon çatlamasına eğilimlidir
 1000 ve 5000 serisi dolgu telleri yüksek sünekliğe uygundur. % 3’ten fazla Mg içeren dolgu tellerinden (5183, 5356, 5556, and 5654) kaçının; zira 65°C’den daha yüksek sıcaklıklarda gerilmeli korozyon çatlamasına eğilimlidir.")
145
ITAB’ın Özellikleri Eritme kaynağı ısısı, deformasyon sertleştirmeli türlerde yumuşamaya neden olur Bu etki, soğuk sertleştirmenin en yüksek olduğu türlerde daha da etkilidir (H6, 7, 8 ve 9 ısıl işlem türleri) Isıl işlemli türlerin yumuşaması da meydana gelebilir Yaşlandırma sertleştirmeli türler (T6) daha kuvvetli etkilenir Mümkünse çözme tavı uygulanmış türleri (6061-T4) kullanın ve kaynaktan sonra yaşlandırın
 Isıl işlemli türlerin yumuşaması da meydana gelebilir. Yaşlandırma sertleştirmeli türler (T6) daha kuvvetli etkilenir. Mümkünse çözme tavı uygulanmış türleri (6061-T4) kullanın ve kaynaktan sonra yaşlandırın.")
146
Isıl işlemin etkileri HV 110 6061-T4, PWA 100 6061-T6, AW 6061-T6, PWA
90 80 6061-T4, AW 70 60 5 10 15 20 Erime hattından uzaklık mm

147
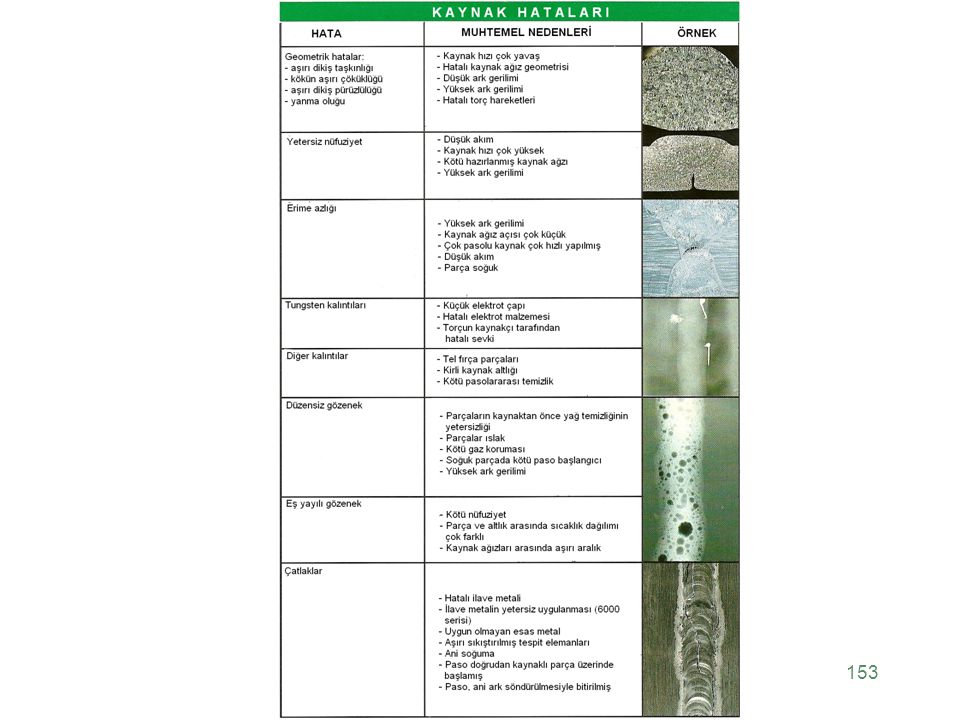
Kaynak hataları ve nedenleri - 1

148
Gözenek oluşumunun muhtemel nedenleri
Kaynak metali Gözenek Esas metal

149
Kaynak hataları ve nedenleri - 2

150
Kaynak hataları ve nedenleri - 3
Al2O3 kalıntıları Al2O3’ün uygun olmayan şekilde - Doğru akımla TIGkaynağında (Elektrot eksi kutupta, Ar- uzaklaştırılması He karışımı).Oksit tabakası kaynaktan kısa süre önce uzaklaştırılmalı (fırçalama değil) - TIG kaynak çubukları koruyucu gaz örtüsü içinde tutulmalı Al2O3 ayrılması Parça yüzeyinin başka bir kısmının kaplanması (Örn. Bindirme) nedeniyle arkın temizleme etkisinin olmaması
.Oksit tabakası kaynaktan kısa süre önce. uzaklaştırılmalı (fırçalama değil) - TIG kaynak çubukları koruyucu gaz örtüsü içinde. tutulmalı. Al2O3 ayrılması Parça yüzeyinin başka bir kısmının. kaplanması (Örn. Bindirme) nedeniyle. arkın temizleme etkisinin olmaması.")
151
Kaynak hataları ve nedenleri - 4
Çatlaklar (Sıcak çatlak) Uygun olmayan tel elektrot nede- - Kaynak teli, belirli Si ve Mg miktarından fazlasını içer- niyle kritik Si ve Mg miktarının meli altında olması - Daha yüksek çizgisel enerji seçilmeli Gerekenden daha büyük büzülme - Kısa, kısa devresiz ark seçilmeli ölçüsü - Parçalar, büzülme sırasında dikişe zarar vermeyecek şekilde tespit edilmeli - Uç kraterindeki büzülme çatlaklarından, aşağıdaki önlemlerle kaçınılmalı * Kaynak makinasındaki uç krater doldurma programı kullanılmalı * Uzun dikişlerde uç krateri, bitirme plakası üzerinde oluşturulmalı * Yuvarlak dikişler halinde, uç krateri başlangıç dikişinin üzerine getirilmeli
 Uygun olmayan tel elektrot nede- - Kaynak teli, belirli Si ve Mg miktarından fazlasını içer- niyle kritik Si ve Mg miktarının meli. altında olması - Daha yüksek çizgisel enerji seçilmeli. Gerekenden daha büyük büzülme - Kısa, kısa devresiz ark seçilmeli. ölçüsü - Parçalar, büzülme sırasında dikişe zarar vermeyecek. şekilde tespit edilmeli. - Uç kraterindeki büzülme çatlaklarından, aşağıdaki. önlemlerle kaçınılmalı. * Kaynak makinasındaki uç krater doldurma programı. kullanılmalı. * Uzun dikişlerde uç krateri, bitirme plakası üzerinde. oluşturulmalı. * Yuvarlak dikişler halinde, uç krateri başlangıç dikişinin. üzerine getirilmeli.")
152
Kaynak hataları ve nedenleri - 5
Distorsiyon Büyük ısıl genleşme katsayısı. - Parçaların boyutlarının doğru hazırlanması Uygun olmayan puntalama. - Eşit kaynak ağız aralıkları oluşturulmalı Uygun olmayan artık gerilmeler. - Kaynak yerinin yanında yüksek sıkıştırma kuvvetiyle Hatalı kaynak sırası uzama sınırlanmalı - Puntalamada yeterli dikiş kesiti oluşturulmaıl - Puntalama dikiş ortasından uçlara doğru yapılmalı

154
Direnç nokta kaynağı Alüminyum alaşımlarının direnç kaynağında, yüksek ısıl ve elektrik iletkenlik nedeniyle ve ayrıca yüzeydeki oksit tabakası nedeniyle çelik kaynağına göre ilave önlemlerin alınması gerekir. Direnç kaynak makinaları genellikle çelikleri kaynak yapmak için imal edilir. Bu nedenle alüminyum’un direnç nokta kaynağında aşağıdaki önlemleri almak gerekir: 3-4 kat daha yüksek kaynak akımı Yeterli hızda akım artışı (upslope) Kısa kaynak süreleri Akım-kuvvet programının ayarlanabilir oluşu Daha yüksek statik makine rijitliği Bir sonraki kaynak noktasına daha hızlı geçiş (Alüminyum’un yüksek ısıl genleşme katsayısı nedeniyle malzeme uzamadan kaynak yapmak için)
 Kısa kaynak süreleri. Akım-kuvvet programının ayarlanabilir oluşu. Daha yüksek statik makine rijitliği. Bir sonraki kaynak noktasına daha hızlı geçiş (Alüminyum’un yüksek ısıl genleşme katsayısı nedeniyle malzeme uzamadan kaynak yapmak için)")
155
Alüminyum ile Kaplanmamış çeliğin direncinin karşılaştırılması
Grafik, alüminyumun direncinin kaynak sırasında ne kadar hızlı düştüğünü göstermektedir.

156
Direnç nokta kaynağı Tek fazlı alternatif akım kaynak makinaları, yüksek seviyeli kaçak akım (bir önceki noktadan kısa devre akımı) nedeniyle alüminyum kaynağına uygun değildir. Bu nedenle üç fazlı doğru akım kaynak makinaları veya inverter tipi kaynak makinaları tercih edilmelidir. Kaynak süreleri (parça kalınlığına ve kaynak bağlantısının özelliklerine bağlı olarak) periyot arasında seçilmelidir. Daha uzun kaynak süreleri, Alüminyum’un yüksek ısıl iletkenliği nedeniyle uygun değildir. Çelik kaynağına göre elektrot kuvvetinin iki katına çıkarılması, yaygın uygulama şeklidir.
 nedeniyle alüminyum kaynağına uygun değildir. Bu nedenle üç fazlı doğru akım kaynak makinaları veya inverter tipi kaynak makinaları tercih edilmelidir. Kaynak süreleri (parça kalınlığına ve kaynak bağlantısının özelliklerine bağlı olarak) periyot arasında seçilmelidir. Daha uzun kaynak süreleri, Alüminyum’un yüksek ısıl iletkenliği nedeniyle uygun değildir. Çelik kaynağına göre elektrot kuvvetinin iki katına çıkarılması, yaygın uygulama şeklidir.")
157
Projeksiyon (Kabartı) kaynağı
ÖNCE SONRA

158
Projeksiyon Kaynağı Örnekleri

159
Katı hal kaynağı Soğuk kaynak- bindirme birleştirmede % 75 kalınlık azalması Ultrasonik kaynak- 1.5mm bindirme birleşimler Patlamalı kaynak- kaplama ve bindirme birleşimler Sürtünme kaynağı- düşük kaynak kabiliyetine sahip alaşımlar, farklı kombinasyonlar, Sürtünme karıştırma kaynağı

160
Sürtünme Karıştırma Kaynağı
Matkap ucu benzeri bir takımla sürtünen elemanla katı hal kaynağı

161
Mikroyapı (üst) ve malzeme akışı (alt)
 ve malzeme akışı (alt)")
162
Sürtünme Karıştırma Kaynağında Birleştirme Türleri

163
Sert lehimleme Aşağıdaki alaşımlarla sınırlıdır
1000, 3000, ancak < % 2 Mg olanlar, 6000 Genelde Al-Si dolgu metalleri kullanılır Alevle, daldırmayla, fırında veya vakumda lehimleme yöntemleri uygulanabilir Parçaları dağlayarak temizleyin (Dekapan) Dekapanlar florür ve klorür tuzlarından oluşur Dekapan kalıntılarının MUTLAKA temizlenmesi gerekir. Zira koroziftir Sıcaklık kontrolü kritiktir
 Dekapanlar florür ve klorür tuzlarından oluşur. Dekapan kalıntılarının MUTLAKA temizlenmesi gerekir. Zira koroziftir. Sıcaklık kontrolü kritiktir.")
164
Yapıştırma

167
Yapıştırmada sertleştirme

169
Sıcaklığın etkisi

170
Yaşlanmanın etkisi

Benzer bir sunumlar















>")





>")


