Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
Just in Time Chapter 9 Vollmann, Berry, Whybark, Jacobs

2
JIT in MPC JIT’ın ana özellikleri JIT’nin MPC üzerine etkisi Gizli fabrika MPC içinde JIT yapıtaşları

3
JIT – Ana Özellikler İmalatta israfı önleme Zaman, enerji, malzeme ve hata Hedefler Stok sıfırlama İşlem sayısını azaltma Düzensizlikleri ortadan kaldırma (çizelgelerin rutin olarak düzgün işlemesi)
")
4
JIT Prensiplerine Örnekler Büyük partiler halinde (batch production) üretim yerine üretim hızları belirleme ve üretimi buna göre gerçekleştirme WIP stoklarının azaltılması Kapasiteyi dengeleyici üretim hızlarını elde edilmesi
 üretim yerine üretim hızları belirleme ve üretimi buna göre gerçekleştirme WIP stoklarının azaltılması Kapasiteyi dengeleyici üretim hızlarını elde edilmesi")
5
JIT Prensiplerine Örnekler Karışık MPS’ler ile tüm ürünlerin sürekli imal edilmesi Çalışanların insiyatifinde kontrol sayesinde fazla işlem prosedürü olmadan üretimin belirli bir çizelgeye göre gerçekleştirmesi Tedarikçiler ile direkt bağ sağlanması ve kaliteli malzeme tedarikinin gerçekleştirilmesi

6
JIT’e göre sistemde gerçekleşecek olan fiziksel değişiklikler Hazırlık süresinin azaltılması ve sürekli, küçük partiler halinde üretimin gerçekleştirilmesi İmalat hattında iş durmasının önlenmesi için süreçlerin geliştirilerek üretim esnasında kalite kontrolü sağlanması ve böylece kalitenin arttırılması (kaizen). TPM Poka-yoke (fool proofing)
.")
7
JIT’e göre sistemde gerçekleşecek olan fiziksel değişiklikler U Hücreleri ile Grup Teknolojisi kullanımı Hücreler, çalışanın katılımını arttırıp gereksiz malzeme ve zaman kayıplarının önlenmesini sağlar. Çapraz eğitim (çalışanın U içerisinde farklı noktalarda çalışabilmesi) kapasiteyi daha esnek hale getirir.
 kapasiteyi daha esnek hale getirir..")
8
JIT Uygulamasının Temelleri Parti büyüklüklerinin ve kurulum (setup) sürelerinin azaltması ‘Hatasız’ (no defect) imalat (Jidoka prensiplerinin uygulanması) Sürekli gelişime odaklanma İş gücünün imalat sürecine katılımının arttırılması Hücresel İmalat
 sürelerinin azaltması ‘Hatasız’ (no defect) imalat (Jidoka prensiplerinin uygulanması) Sürekli gelişime odaklanma İş gücünün imalat sürecine katılımının arttırılması Hücresel İmalat")
9
JIT Faydaları İmalat süresinde kısalma. Malzemelerin imalat esnasında kısa uzaklıklarda bulunmaları Azalan işlem sayısı Basite indirgenmiş MPC sistemleri Piyasa talebine daha kolay cevap verebilme

10
JIT Faydaları Stokta azalma İşgücü masrafında azalma Daha katılımcı, memnun çalışan bireyler Takım çalışması Yer kazanımı Kalite ile ilgili masraflarda azalma. Gelişen kalite anlayışı

11
JIT’nin MPC’ye etkisi JIT planlanmış parça sayısının ve BOM içindeki düzey sayısının azaltılması ile neticelenir JIT, MPC’nin detaylı planlamadan ziyade montaj kısmında etkin olmasını sağlar MPS sabite yakın üretim planına sahip olur

12
JIT’nin MPC’ye etkisi Temin sürelerinde kısalma, firmaların stoğa üretimden siparişe üretim MTO veya ATO tipine dönüşmelerini sağlar Bunun, talep yönetimine etkisi olur

13
JIT’nin MPC’ye etkisi JIT sisteminde siparişler, üretim sırasında hızlı bir şekilde hareket ederler ve bu da karmaşık üretim çizelgeleme kontrolünü basitleştirir JIT sisteminde belirli bir zaman dilimde üretimi bitirilen mamul miktarına göre tedarikçilere ödeme yapılır/sipariş verilir. Amaç, ürünleri, üretim hücrelerini ve sistemleri basit olarak tasarlamak; üretilen malzemelerin rutin bir şekilde düzgün akışını sağlamak

14
Gizli Fabrika Lojistik işlemler Dengeleme işlemleri Kalite işlemleri Değişiklik işlemleri

15
Lojistik İşlemler Sipariş verme, uygulama, malzemelerin bir noktadan diğerine gidişinin onaylanması Malzeme kabulü, sevkiyatı, bilgi işlem, muhasebe, hata takibi gibi işlerde çalışan personel ile ilgili masrafları içerir. JIT altında bu işlemlerin olabildiği kadar azaltılması hedeflenir. Akış ne kadar basite indirgenirse, ilgili kağıt işlemleri de o kadar azalır.

16
Dengeleme İşlemleri Üretim kontrolü, satın alma, ana üretim planlama, talep tahmininde bulunma ve sipariş kabulü ile ilgili işlemleri kapsar İmalat sabit giderlerinin % 10-20 si arasında bir değer oluştururlar JIT bu işlemler ile ilgili masrafların azaltılması fırsatının verir.

17
Kalite İşlemleri Şartnamelerin belirlenip iletilmesi, işlemlerin gerçekleştiğine dair sertifikaların verilmesi, kayıt tutma ve back-up alma gibi işlemleIeri içerir. JIT, üretim esnasında kalite kontrolü ile kalite takibini ve cevap verme kabiliyetini hızlandırır.

18
Değişiklik işlemleri Mühendislik değişiklikleri ve MPS sistem güncellemelerini içerir.

19
JIT, işlemleri azaltma yönünde çalışır İşlem sayısını azaltmanın yolunun bulunması. JIT kararlı hale gelmiş operasyonlar üzerine kurulur. İşlemlerin otomatize edilmesi (bar coding)
.")
20
Streamlined Production Flow with JIT Traditional Flow Customers Suppliers Customers Suppliers Production Process (stream of water) Inventory (stagnant ponds) Material (water in stream)
 Inventory (stagnant ponds) Material (water in stream)")
21
JIT AMAÇLARI Stok azaltılması Temin süresinin azaltılması Hataların sıfırlanması Sabit akış Esnek imalat İsrafın egellenmesi

22
JIT Yapıtaşları Süreç Tasarımı Hazırlık süresi/lot büyüklüğünde azaltma Kalitenin geliştirilmesi İmalat hücreleri Sınırlı WIP stoğu Üretim genişliği

23
Process LayoutWork Cell Saw Lathe Grinder Heat Treat Lathe Saw Heat Treat Grinder Press 1 1 2 3 4 5 2 6 Saw Press Work Cell versus Process Layout

24
JIT Yapıtaşları Ürün tasarımı Daha az BOM düzeyleri Hücresel imalat ile imal edilebilme özelliği Yükseltilmiş kalite Standardize olmuş parçalar Modüler tasarım

25
JIT Yapıtaşları İnsan/Kurumsal önemli noktalar Rotasyon / Çapraz eğitim Esnek iş gücü Sürekli gelişim Liderlik proje takibi

26
JIT Yapıtaşları MPC Pull sistem Hızlı akış süreleri Düşük lot büyüklükleri Sabit üretim hızı MRP arayüzü Yakın satınalma-tedarikçi ilişkisi Gizli fabrika giderlerinin azaltılması

27
JIT Yapıtaşları MPC Pull sistem Hızlı akış süreleri Düşük lot büyüklükleri Sabit üretim hızı MRP arayüzü Yakın satınalma-tedarikçi ilişkisi Gizli fabrika giderlerinin azaltılması

28
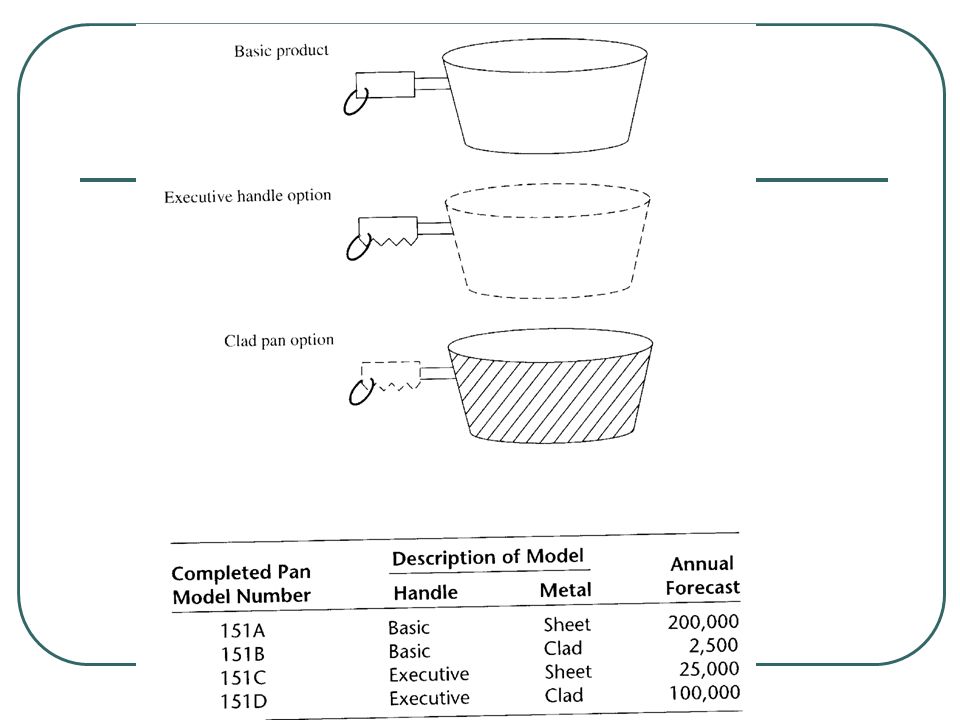
JIT’e Geçiş Örneği Ürün: Sos tavası 1- İmalatın, her üründen üretimin yapılacağı şekilde dengelenmesi 2- Çekme tipi (pull) sistemin oluşturulması 3- Ürün tasarımında değişiklik 4- İmalat süreci tasarımında değişiklik 5- Ürün ağacındaki değişikliğin etkileri
 sistemin oluşturulması 3- Ürün tasarımında değişiklik 4- İmalat süreci tasarımında değişiklik 5- Ürün ağacındaki değişikliğin etkileri")
31
Bu parçaya ait adet olarak MPS ve MRP

32
Temin Süreleri

33
Basit Tip için MRP Kaydı

34
Üretimin dengelenmesi: MPS Bilgisi

35
Çekme sisteminin oluşturulması:

36
Fabrika Yapısı

37
Ürün Tasarımında Değişiklik

38
Süreç Tasarımda Değişiklik Aynı makine teçhizatının her iki tipte plastik tutaç için kullanılması mümkün Fig 9.14 teki gibi bir hücre oluşturulabilir Stok bu durumda azalmakta Doldurulabilir kapasite mevcut (9.14)
")
39
Süreç Tasarımında Değişiklik: Hücresel İmalat

40
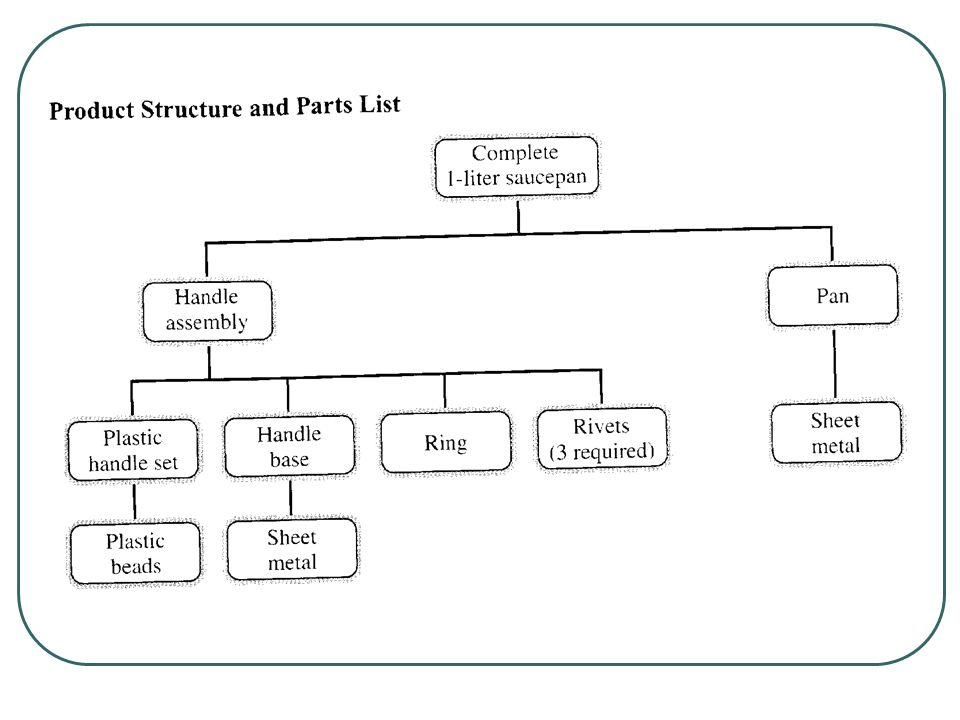
Ürün Ağacında Değişiklik

41
BOM Sonuçları Parça sayısı azaldı Ürün yapısal diyagramı daha basit Kol montaj grubu (handle assembly), stok edileblir bir malzeme olmaktan çıktı Kol montaj grubu(Part 137) hayalet malzeme olarak kalabilir
, stok edileblir bir malzeme olmaktan çıktı Kol montaj grubu(Part 137) hayalet malzeme olarak kalabilir")
42
Kanban Kartı

43
HP örneği

44
JIT Applications Single-card kanban system A card is attached to each container of finished parts. When the parts are moved to the next processing center, the card is returned to the supplying center to authorize more production. Each container has a kanban card, the number of cards controls the inventory levels

45
Non-Repetitive JIT JIT originated in high-volume repetitive manufacturing situations Many principles can be applied to low- volume settings Two key problems arise Requirement of setting up high-volume flow lines dedicated to a few products Level loading

46
Service-Enhanced JIT JIT objective of accepting any customer order and producing it behind any other order remains key Flexibility to handle large surges in volume or mix changes is also important Flexible systems can enhance JIT Product design, manufacturing flexibility, and worker cross-training are keys

47
Joint-Firm JIT When properly implemented, JIT can facilitate relationships with suppliers and improve both firm’s competitiveness. Poorly implemented, suppliers are often asked to buffer inaccurate schedules. A number of basic requirements exist A stable schedule Reduced supplier base

48
JIT Coupling Tightly Coupled Suppliers build to an exact sequence Parts are not held in inventory at the supplier or the manufacturer Inventory transactions are unnecessary, supplier is paid based on manufacturer production Requires flawless execution by both firms Less Tightly Coupled Supplier has more customers Customer has multiple suppliers Goods are delivered according to a schedule Some goods are held in inventory at supplier and/or manufacturer Useful when uncertainty is higher

49
JIT Hubs Suppliers place goods in an inventory location that is physically close to the customer Supplier and customer can eliminate their inventories Visibility of hub inventory is available to both supplier and customer Supplier needs knowledge of customer’s expected usage Supplier has flexibility in how to meet demand

50
JIT Software Overall Platform MRP Systems JIT Systems Common Systems (both MRP and JIT)
")
51
Information systems– changes are required to support JIT MPC–JIT can reduce inventories and the need for much of quality control, receiving, kitting, paperwork, and detailed scheduling Scorekeeping– measurement systems must change to reflect the objectives and realities of JIT Pros and Cons–JIT works well in some situations and not in others Managerial Implications

Benzer bir sunumlar
>")










 adıyla bir okul.>")







