Sunuyu indir
1
Elektro-Kimyasal İşleme
İLERİ İMALAT METOTLARI Elektro-Kimyasal İşleme Doç.Dr. Fehmi ERZİNCANLI Tasarım ve İmalat Mühendisliği Bölümü 2008

2
Özellikleri Elektro-Kimyasal işleme iş parçası üzerinden atomların uzaklaştırılması prensibine göre çalışır. Atomların uzaklatırılması işlemi İyon Işını sisteminden farklı olarak moment transferi yerine elekrolitik özelliğine dayanır. Diğer bir ifadeyle Elektrokimyasal çözülme metoduna dayanır.

3
Elektroliz Bir sıvı içerisinde iki iletken arasında elektrik akımı uygulandığında meydana gelen kimyasal işlemdir. En yoğun uygulama alanı elektro kaplamadır. Diğeri de elektro parlatmadır. Anotto parlatma yapılır. Elektronlar anottan uzaklaştırılır.

4
Elektroliz ECM elektro parlatmaya benzer bir uygulamadır
Aralarındaki fark aşındırmadaki oran farkıdır. Anotla Katot arasında akım uygulandığında değişik reaksiyonlar ortaya çıkar

5
Elektroliz

6
Elektroliz Elektronlar arasında potansiyel fark oluştuğu zaman anot ve katotta birkaç reaksiyon oluşur. Anottaki reaksiyon demirin erimesidir. Fe Fe+++2e Katotta reaksiyon muhtemel hidrojen gazı oluşumu ve hidroksil iyonlarının üretimidir 2H2O+2e H2+2OH-

7
Elektroliz Bu elektro-kimyasal reaksiyonların sonucu, metal iyonlar hidroksil iyonlarla birleşir. Net reaksiyon Fe+2HO Fe(OH)2+H2 Bu reaksiyon sonra da demir hidroksit ve oksijenle reaksiyona girer 4Fe(OH)2+2H2O+O Fe(OH)3
2+H2. Bu reaksiyon sonra da demir hidroksit ve oksijenle reaksiyona girer. 4Fe(OH)2+2H2O+O2 4Fe(OH)3.")
8
ECM ile İlgili Gözlemler
Metalin erime oranı Faraday’ın elektroliz kanunlarındaki; atomun ağırlığı, (A) atomun değerliği (Z), geçen akım (I) ve akımın geçiş zamanına (t) bağlıdır. Anotto metal elektro-kimyasal olarak çözülür. Metalin çözülme oranı sertliği ve özelliklerine bağlı değildir.
 atomun değerliği (Z), geçen akım (I) ve. akımın geçiş zamanına (t) bağlıdır. Anotto metal elektro-kimyasal olarak çözülür. Metalin çözülme oranı sertliği ve özelliklerine bağlı değildir.")
9
ECM ile İlgili Gözlemler
Elektroliz sırasında elektrodun şekli değişmeden kalır.

10
Çalışma Prensipleri İş parçası Anot olmakta
Elektrod Katot olarak çalışmakta Elektrolitik sıvı içinde (NaCl) 10 voltluk akım uyglanır Elektroliz olarak NaCl kullanılır bu elektroliz katotta aşınmaları en az da tutar İletkenliği 0.2 Ω-1 cm-1 Elektrolit pompalama oranı 3-30 ms-1
 10 voltluk akım uyglanır. Elektroliz olarak NaCl kullanılır bu elektroliz katotta aşınmaları en az da tutar. İletkenliği 0.2 Ω-1 cm-1. Elektrolit pompalama oranı 3-30 ms-1.")
12
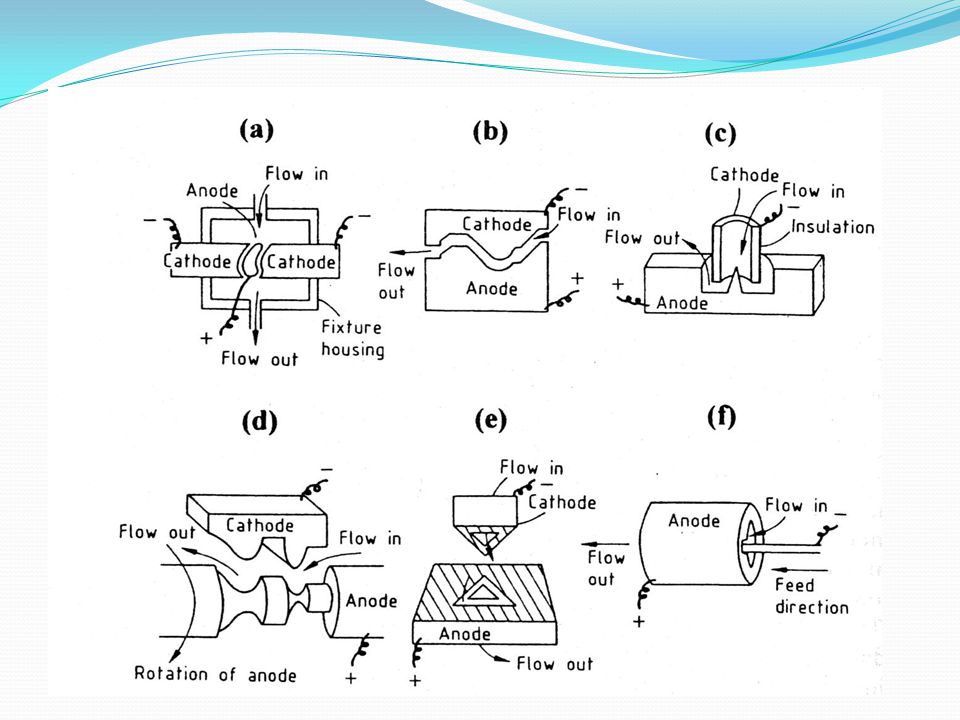
Processes of electro chemical machining
A direct current with high density and low voltage is passed between a work piece (anode) and a preshaped tool (cathode) At the surface of the work piece, metal is dissolved into metallic ions by the chemical reaction, and so the shape of the tool is copied into the work piece.
 and a preshaped tool (cathode) At the surface of the work piece, metal is dissolved into metallic ions by the chemical reaction, and so the shape of the tool is copied into the work piece.")
13
Çalışma Prensipleri

14
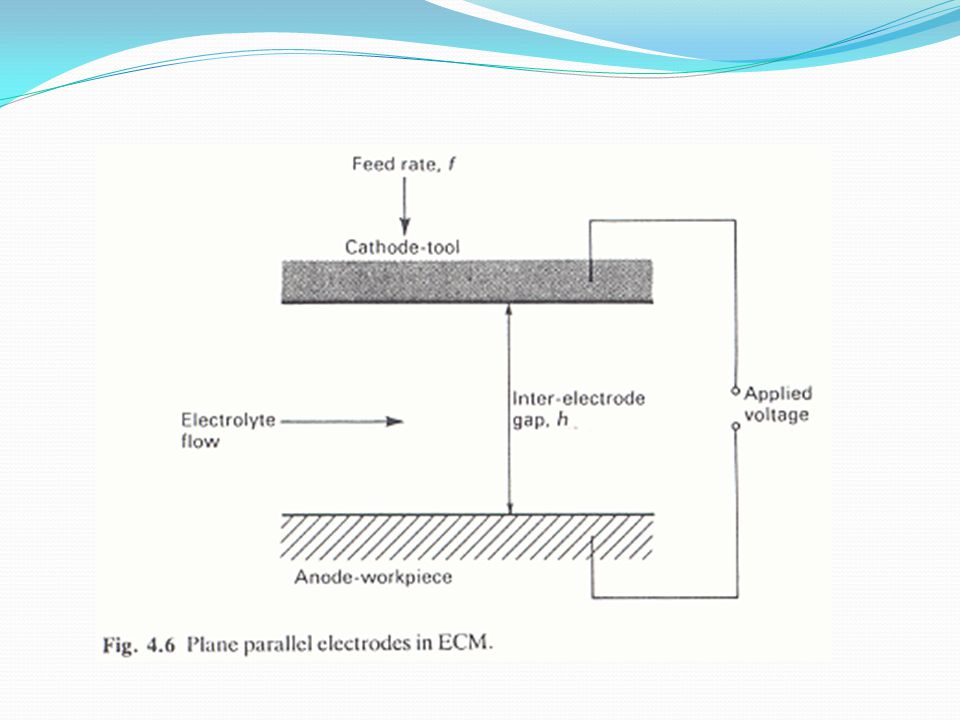
Çalışma Prenspleri Elektrolit basınçla anotla katot arasından geçirilir Elektrolit, elektrotla iş parçası arasında akım taşır Elektrolit işlem sırasında oluşan ısıyı uzaklaştırır, Sistemi soğutur Arada ortaya çıkan işlemde ortaya çıkan artıkları ortamdan uzaklaştırır.

15
Çalışma Prenspleri Katot anota 0.02mm s-1 lik hızla yaklaştırılır.
Aralık sabit kalmalı Yaklaşık aralık 0.4mm Akım yoğunluğu A cm-2

16
Temel Üstünlükleri İşlem hızı metalin sertliği ile ilgili değildir
Karışık şekiller sert metaller üzerine işlenebilir Elektrod aşınması yoktur Elektriği iyi ileten malzemelere uygulanır Koruyucu maske gerektirmeyen elektrolit kullanılır Şekil verilmiş elektrotlar kullanılır Hassas ve düzgün yüzeyler elde edilebilir

17
Endüsriyel Makinanın Çalışma Prensibi

18
Endüsriyel Makinanın Çalışma Prensibi
Makine gövdesi sabit olmalı Tabla titreşimsiz olmalı Elektrolit süzülmeli Elektrolitin ısısı 300C civarında tutulmalı Isı elektrolidin akım geçirgenliğini etkiler

19
İşleme Oranı Malzeme işleme oranı için Faraday’ın kanunu uygulanabilir.

20
İşleme Oranı Akım I (A) Time t (s) Atom ağırlığı A Atom değerliliği z
Faraday sabiti F (=96500)
")
21
ECM de Yüzey Kalitesi Elektrolit işlem oranını etkilediği gibi yüzey kalitesinide etkiler

22
Elektrolitin etkileri

23
İşlemeye Elektrolit Etkisi

27
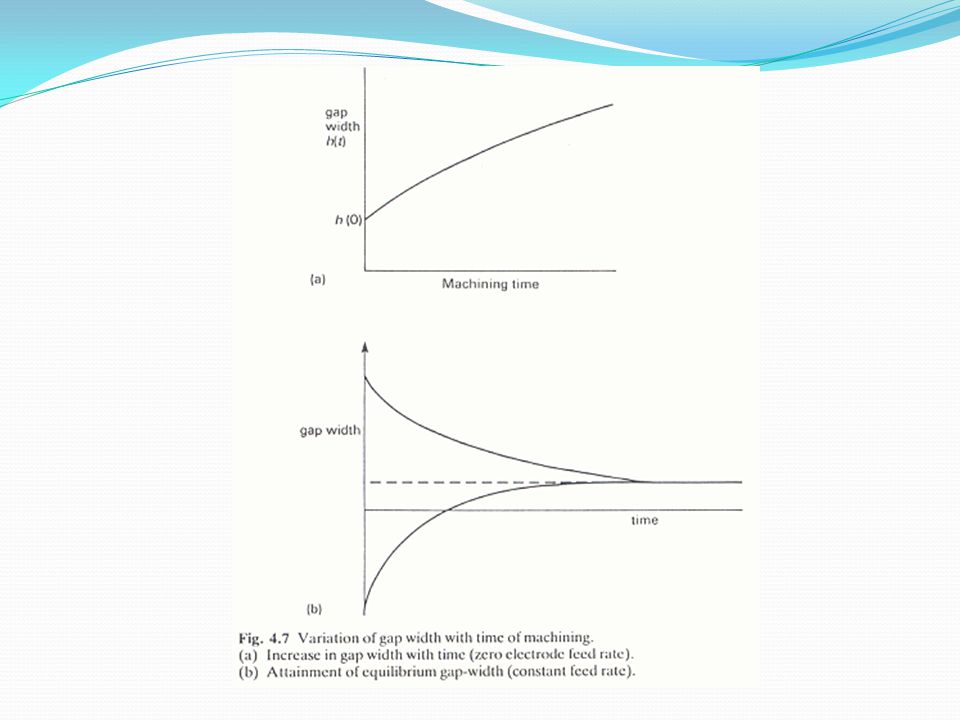
İşleme Sonu Tahmini

28
İşleme Sonu Tahmini

29
Uygulama Alanı

30
Uygulama Alanı


>")


 en parçasına atom denir>")


 en parçasına atom denir. Atom kendinden başka hiçbir fiziksel ya da kimyasal metotlarla kendinden.>")












