MOPAK Teknik ve Endüstri Meslek Lisesi Modül: CNC Torna Tezgâhları II. DERS MOPAK Teknik ve Endüstri Meslek Lisesi
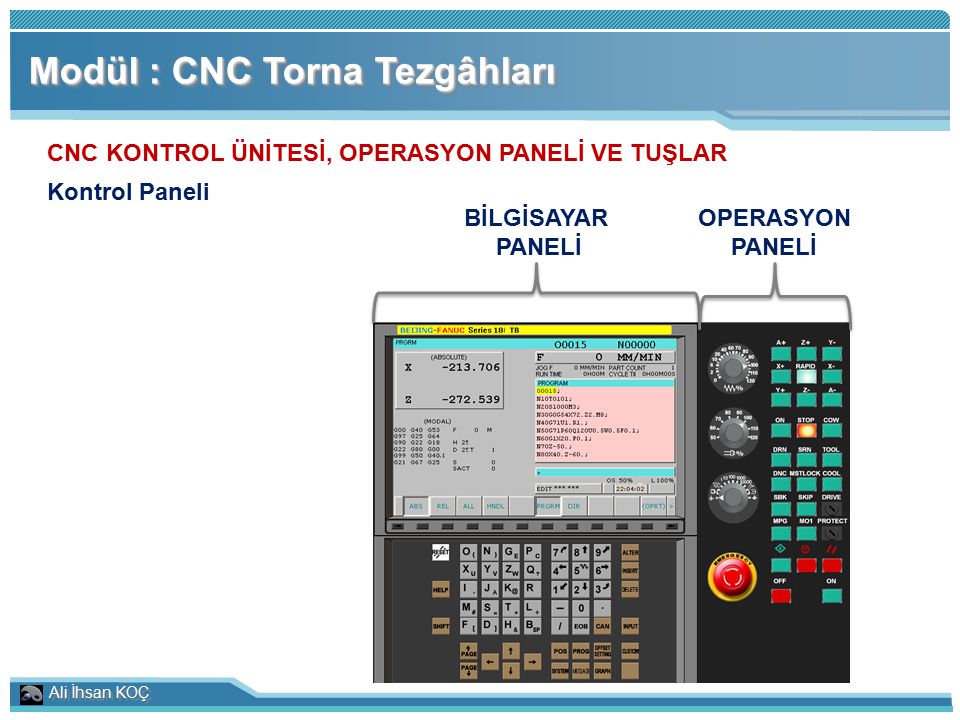
Modül : CNC Torna Tezgâhları CNC KONTROL ÜNİTESİ, OPERASYON PANELİ VE TUŞLAR Kontrol Paneli BİLGİSAYAR PANELİ OPERASYON PANELİ
Modül : CNC Torna Tezgâhları BİLGİSAYAR PANELİ: Program yazmak ve düzeltmeler yapmak gibi bilgi girişlerinin yapılabildiği bölümdür.
CURSOR: İmleç hareket tuşları Modül : CNC Torna Tezgâhları RESET: Hafıza tazeleme ve işlem iptal tuşu. CURSOR: İmleç hareket tuşları PAGE: Ekrandaki bilgilerin sayfa sayfa hareket tuşları. POS (Position) : O anki eksen hareketlerini ve bulunduğu yeri, hangi takımın çalıştığını, devir ve ilerlemeyi, çalışan program numarasını ve buna benzer bilgileri kullanıcıya gösterir.
PRGRM (Program) : Program ekranı. Modül : CNC Torna Tezgâhları PRGRM (Program) : Program ekranı.
Modül : CNC Torna Tezgâhları OFFSET SETTİNG: Ofset sayfası ekranı. Bu sayfada kesici takımlar ve iş parçası tanımlanır. Gerekli olan çap ve boy telafileri, iş parçası referans noktaları (G54, G55, … gibi) burada verilir Takım Ofset (Tool Offset) Penceresi Referans Noktası (Work) Penceresi
Modül : CNC Torna Tezgâhları SYSTEM PARAM: Parametre ekranı. CNC tezgâhların çalışan tüm fonksiyonları parametreler ile ayarlanır. Bu bölüm tezgâhlarda şifre ile korunmuştur. Ancak şifreyi bilenler bu bölümde değişiklik yapabilir. ALARM/MESSAGE: Alarm ve uyarı ekranı. CNC tezgâhla birlikte verilen kitaplarında alarmın daha geniş açıklaması ve nasıl giderileceği belirtilmiştir. AUX GRAPH (Auxiliary Graphic) : Simülasyon ekranı. FANUC kontrol sistemlerinde bu fazla işe yaramaz. Çünkü takım yolu simülasyonudur. Yani programdaki hareketler çizgisel olarak ekranda gösterilir. ALTER: Program içinde altında imleç bulunan değeri, ekranın altındaki komut satırına yazılan yeni değerle değiştirir. INSRT (Insert) : Ekranın altındaki komut satırına yazılan bilgiyi onaylar ve programın içine atar.
INPUT: Manuel bilgi girişini onaylar. Modül : CNC Torna Tezgâhları DELET (Delete) : Program içinde altında imleç bulunan değeri siler. EOB (End Of Block) : Satır sonunu ifade eden noktalı virgül işaretini yazar. CAN (Cancel) : Ekranın altındaki komut satırına yazılan değeri geriye doğru karakter karakter siler. INPUT: Manuel bilgi girişini onaylar. SHİFT: Harfsel tuşların altındaki ikinci karakterleri çalıştırmak için kullanılan tuştur.
Modül : CNC Torna Tezgâhları OPERASYON PANELİ: Genellikle tezgâhın mekanik hareketlerinin yapılabildiği bölümdür. (Eksen hareketleri, soğutma suyu kontrolü, iş mili döndürme ve durdurma gibi).
Modül : CNC Torna Tezgâhları EMERGENCY STOP: Acil durdurma butonu. FEED RATE: Tezgâh eksen hareketlerinin hız kontrol anahtarı. SPINDLE RATE: İş mili devrini kontrol etme anahtarı. % olarak devir
Modül : CNC Torna Tezgâhları MODE SELECTOR (POTANSİYO METRE): Tezgâhın çalışma konumunu belirler. Bu konumlar; JOG JOG: Eksenleri X,Z eksen yön tuşlarına basarak hareket ettirme konumu. MDI MDI (Manuel Data Input) : Bazı veri veya komutların manuel olarak girilebileceği konum. Bu konumda girilen bilgiler hafızada kayıtlı kalmaz. EDIT EDIT: Yeni bir program yazma veya mevcut bir programda değişiklik yapma konumu.
Modül : CNC Torna Tezgâhları MODE SELECTOR (POTANSİYO METRE): Tezgâhın çalışma konumunu belirler. Bu konumlar; MEM MEM: Yazılmış olan programı çalıştırma konumu. ZRN ZRN, ZERO RETURN, HOME: Eksenleri manuel olarak makine referans noktasına gönderme konumu.
Modül : CNC Torna Tezgâhları POWER ON: Kontrol ünitesini açar. POWER OFF: Kontrol ünitesini kapatır. RESET: Program başa döner. FEED HOLD: Otomatik çalışma esnasında eksen hareketlerini durdurur. Bu tuş sayesinde körelen takım değiştirilebilir. Bu tuşa basıldığında eksen hareketleri durur fakat program beklemede kalır. CYCLE START: Otomatik çalışmayı başlatır. Yani yapılan programı çalıştırır.
PROTECT: Program yazma kilidi. Modül : CNC Torna Tezgâhları PROTECT: Program yazma kilidi. OPTIONAL STOP: İsteğe bağlı geçici durdurma. (M01) MPG: El çarkı ile eksenleri hareket ettirme konumu MACHINE LOCK: Tezgâhın tüm eksenlerini kilitler. Ekranda program çalışırken takım hareketleri gösterilir fakat eksenler hareket etmez. BLOCK SKIP : Önüne / işareti yazılan satırları çalıştırmaz. Fonksiyon özellikle delik delme operasyonlarında işimizi çok kolaylaştırır. SINGLE BLOCK: Programın satır satır çalışmasını sağlar.
Modül : CNC Torna Tezgâhları COOLANT ON: Soğutma sıvısını manuel olarak açar. DNC: Kişisel bilgisayar ile haberleşme konumu. Bu konumda RS– 232 denilen kablo bağlantısı ile CNC tezgâhı PC ‘ ye bağlanır TOOL SELECT: İstediğimiz takımı taretten manuel olarak çağırma tuşu. DRY RUN: Bütün ilerlemeleri Feed Rate hızına düşürür. Bu özellik de, programa yazılan tüm ilerlemeler, hem de hızlı ilerlemeler devre dışı kalır.
Modül : CNC Torna Tezgâhları COW (SPINDLE CCW ): İş milini saatin dönüş yönünün tersine çalıştırır. SPINDLE STOP: İş milini durdurur. SPINDLE CW: İş milini saatin dönüş yönünde çalıştırır. CWW CW
Modül : CNC Torna Tezgâhları Eksenleri manuel olarak makine referans noktasına göndermede kullanılır. RAPID: Eksen hareketleri hızlı mod ile ilerler.