Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
CNC tezgah ve sistemlerde; tezgah, parça ve takım olmak üzere üç ayrı koordinat sistemi vardır. Bu koordinat sistemlerinin orijinlerine; tezgaha ait olanına tezgah sıfır noktası; parçaya ait olanına parça sıfır veya program referans noktası; takıma ait olanına takım sıfır noktası denilir. Bu noktaların yanı sıra genellikle parçadan en uzak noktada bulunan takım değiştirme noktası ve genel bir referans noktası bulunur. Bu son noktalar sadece nokta olup esasen belirli bir koordinat sisteminin orijinini temsil etmezler. Bir çok sistemde referans noktası ile takım değiştirme noktası aynı noktadır.

2
FANUC Program Adlandırma Yeryüzünde nasıl ki her insanın bir adı varsa programlara da bir ad koymak gerekir. Burada program adı bir sayıdan oluşur. Bu sayı dört rakamdan oluşur. Sayının önüne FANUC sisteminde O harfi konur. Örnek O0001; FANUC sisteminde program numarası (adı) 0001’dir. Program numarasının önüne O harfi konur. Satır sonu ; işareti ile bitirilir.
 0001’dir. Program numarasının önüne O harfi konur. Satır sonu ; işareti ile bitirilir.")
4
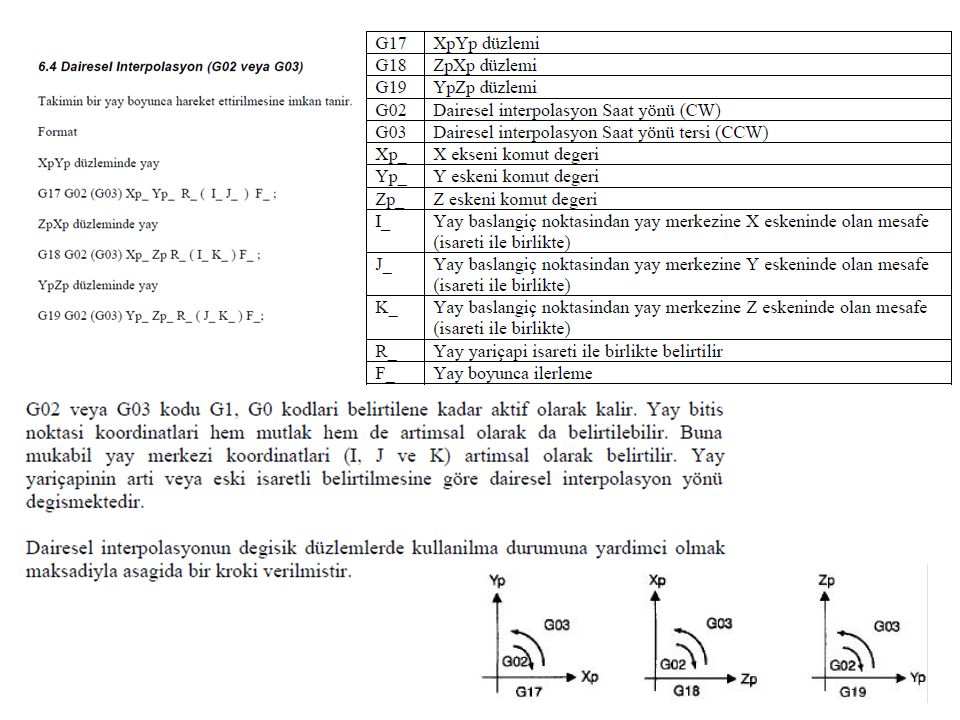
G17- XY düzlemi tanıtma G18- XZ düzlemi tanıtma G19- YZ düzlemi tanıtma Öncelikle parçanın hangi düzlemde işleneceğine ait kodun girilmesi gerekir. Genellikle tezgah üreticileri bu kodu imalat aşamasında üst düzlem (X-Y düzlemi) şeklinde girerler. Kod olarak girmek istiyorsak G17, G18 ve G19 şeklinde üç kodumuz vardır. Bunlar Şekilde gösterilmektedir. XY düzlemini seçmek için G17 fonksiyonunu seçeriz.
 şeklinde girerler. Kod olarak girmek istiyorsak G17, G18 ve G19 şeklinde üç kodumuz vardır. Bunlar Şekilde gösterilmektedir. XY düzlemini seçmek için G17 fonksiyonunu seçeriz..")
5
G54-G55-G56-G57-G58-G59- İş Referans Noktasını Tanıtma Referans düzlemi seçildikten sonra yapılacak işlem referans noktasının tayinidir. İş parçası sıfır noktasının tayin edilmesi için G54-G59 fonksiyonları kullanılır. G54 tezgah sıfır noktası ile iş parçası sıfır noktası arasındaki koordinat değerlerinin yazıldığı WORK- OFFSET adresidir. Birden fazla iş parçası bağlanması durumunda ise diğer referans noktaları G55-G56-G57 şeklinde kaydedilir.

6
G90- Mutlak koordinat Mutlak programlama yönteminde iş parçası üzerinde herhangi bir nokta orijin yani referans noktası alınır. Her bir pozisyonun hareketi için bu referans noktasına göre koordinatları girilir. G91- Eklemeli koordinat Artışlı programlama yönteminde ise, referans noktası takımın o anda bulunduğu noktadır. Yani en son bulunduğu koordinat neresi ise orası referans kabul edilir ve koordinat değerleri buna göre verilir. Böylece tek bir orijin ortadan kalkar. Orijin sürekli değişken olmuş oluyor. Artışlı programlama için G91 kodu kullanılır. G16- Açısal Koordinata Geçiş G15- Açısal Koordinat İptal Açısal koordinat komutlarından G16 kullanıldıktan sonra kullanılan X yarıçap Y açı olarak algılanır. G15 kullanıldıktan sonra açısal koordinat iptal edilmiş ve kutup koordinat sistemine geçilmiş olur. Aşağıdaki örnekte bir merkez etrafına belirtilen açılarda delikler delmek için G16 kodunun örneği verilmiştir. G16 açısal koordinat sadece delik delmede değil her türlü işlemde kullanılabilir.

7
ÖRNEK GEREÇ 100X100X40 İŞ REFERANS X-Y MERKEZ (G54) KESİCİ Ø12 MATKAP (T01) O1516 T01M06 M03S800 G00G17G54G90X0Y0 G43H01 Z5 G16 (G16=Açısal koordinata geçiş) G81X25Y45Z-20R-5F200 ( X=yarıçap Y=1.delik açısı ) (G81=Delik delme döngüsü) Y135 ( Y=2.delik açısı ) Y-135 ( Y=3.delik açısı ) Y-45 ( Y=4.delik açısı ) G15G80 (G15=Açısal koordinat iptali) (G80=Delik delme döngüsü iptali) G00Z100 X200Z200 M05 M30
 KESİCİ Ø12 MATKAP (T01) O1516 T01M06 M03S800 G00G17G54G90X0Y0 G43H01 Z5 G16 (G16=Açısal koordinata geçiş) G81X25Y45Z-20R-5F200 ( X=yarıçap Y=1.delik açısı ) (G81=Delik delme döngüsü) Y135 ( Y=2.delik açısı ) Y-135 ( Y=3.delik açısı ) Y-45 ( Y=4.delik açısı ) G15G80 (G15=Açısal koordinat iptali) (G80=Delik delme döngüsü iptali) G00Z100 X200Z200 M05 M30")
8
F- İlerleme Hızı Kodu Dakikada veya devirde kesicinin alması gereken talaş miktarıdır. Doğrusal ve dairesel hareket (interpolasyon) komutlarından (G01, G02 ve G03) sonra ilerleme miktarı kodu mutlaka belirtilmelidir. (G00) Hızlı ilerleme kodunda F ilerleme değeri verilmez. F kodu kullanılmadan önce G94 veya G95 kodu ile kullanılacak ilerleme değerinin tezgaha tanıtılmış olması gerekir. Freze tezgahlarında G94 varsayılan ilerlemedir. G94 kullanılacaksa programa G94 yazmaya gerek yoktur. İlerleme hızının birimi aşağıdaki gibidir: A) (G94) mm/dak: Dakikada aldığı milimetre cinsinden ilerleme değeridir. B) (G95) mm/dv : Bir devirde aldığı milimetre cinsinden ilerleme değeridir. ÖRNEK G94 F100 (dakikada 100 mm ilerler) G95 F0.3 (bir devirde 0.3 mm ilerler)
 G95 F0.3 (bir devirde 0.3 mm ilerler)")
9
S- Devir Sayısı Kodu Tezgâhın iş milinin (kesicinin) dakikada devir olarak dönme sayısı miktarıdır. 5 basamağa kadar değer verilebilir. S fonksiyonu yalnız başına değil, mutlaka M03 veya M04 kodları ile birlikte verilmelidir. Örneğin, iş milinin 700 dev/dak hızla dönmesini istiyorsak S700 şeklinde yazmamız gerekir. Ayrıca dönüş yönünü de belirlememiz gerekir. Bunlar aynı satırda olmak zorundadır. Yani, S700 M03 iş milinin saat ibresi yönünde ve 700 dev/dak ile döneceğini gösterir. S700 M04 iş milinin saat ibresi tersi yönünde ve 700 dev/dak ile döneceğini gösterir ÖRNEK M03 S1500 (Saat yönünde sabit devir sayısı 1500 dev/dak)
.")
10
G00- Belirtilen Koordinata Hızlı Hareket Kodu Bu komutla kesici takım, bulunduğu noktadan gitmesi istenen noktaya imalatçı firmanın ayarlamış olduğu hızda ilerler. Takımın gideceği pozisyon mutlak (G90) ya da artışlı (G91) ölçü sistemi ile tanımlanmalıdır. Mutlak ölçü sistemi otomatik olarak tezgâhlarda seçili durumdadır. O yüzden satırın başına yazılmayabilir. ÖRNEK G00 X0 Y40 ; şeklinde X-Y-Z: gidilecek noktanın X-Y-Z koordinatı

11
G01- Belirtilen Koordinata Belirtilen İlerleme ile Doğrusal Hareket Kodu Bu komutla X, Y, Z eksenlerinde birlikte ya da ayrı ayrı doğrusal hareket yaptırılır. Parça işleme esnasında kullanılır. Ayrıca takımın parçaya yaklaşmasında da kullanılır. Takımın gideceği pozisyon mutlak (G90) ya da artışlı (G91) ölçü sistemi ile tanımlanmalıdır. G01 komutu ile birlikte X, Y, Z eksenlerinde takımın hareket edeceği koordinat değerleri ve ilerleme hızı verilmelidir. G01 komutu ile F ilerleme değeri yeni bir G komutu ve F değeri verilene kadar kalıcıdır. Aynı ilerleme hızı değeri alt satırlarda da kullanılacaksa yazılmayabilir.
 ya da artışlı (G91) ölçü sistemi ile tanımlanmalıdır. G01 komutu ile birlikte X, Y, Z eksenlerinde takımın hareket edeceği koordinat değerleri ve ilerleme hızı verilmelidir. G01 komutu ile F ilerleme değeri yeni bir G komutu ve F değeri verilene kadar kalıcıdır. Aynı ilerleme hızı değeri alt satırlarda da kullanılacaksa yazılmayabilir..")
12
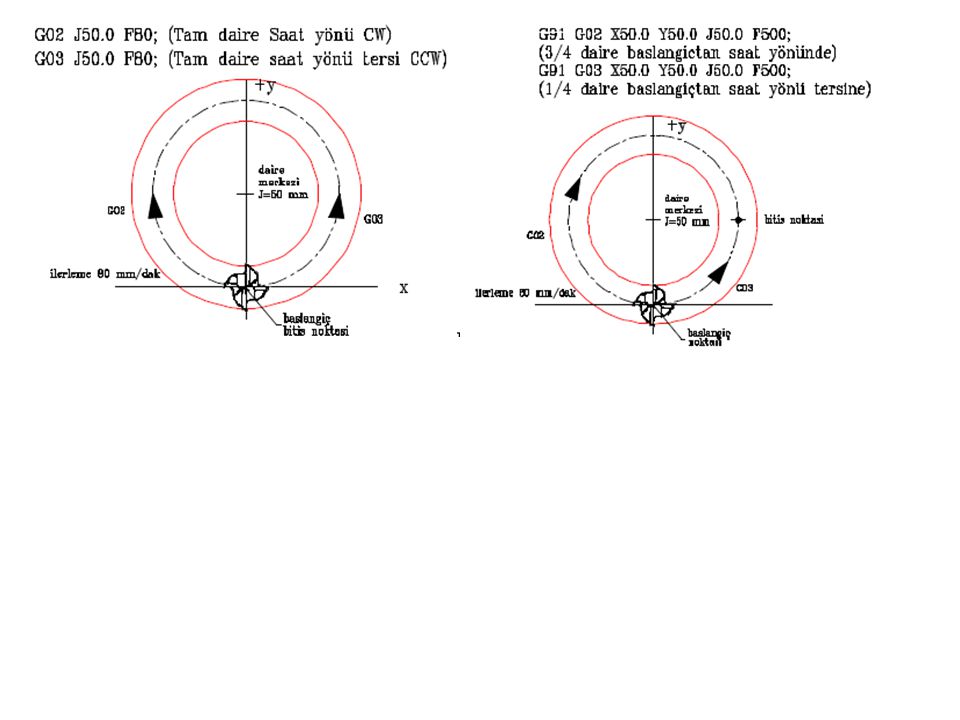
G02- Belirtilen Koordinata Belirtilen İlerleme ile Saat Yönünde Belirtilen R de Eğrisel Hareket Kodu Üniversal tezgâhlarda kesici takım X, Y, Z koordinat eksenlerine paralel olarak işleme yapabilmekteydi. Ancak eğik ya da dairesel bir yüzeyin işlenebilmesi için CNC tezgâhına ihtiyaç duyulmaktadır. Kesici takımın yaptığı bu tür dairesel harekete interpolasyon adı verilir. G02 komutu saat ibresi yönünde (CW - Clock Wise) hareket ile dairesel talaş alma işlemi yapar. Dairesel hareketin yapılabilmesi için yay bitiş noktasının koordinatları ve yay yarıçapının yazılması gerekir. Yay yarı çapı ile ilgili tanımlamalar R parametresi veya I ve K ile yapılır.
 hareket ile dairesel talaş alma işlemi yapar. Dairesel hareketin yapılabilmesi için yay bitiş noktasının koordinatları ve yay yarıçapının yazılması gerekir. Yay yarı çapı ile ilgili tanımlamalar R parametresi veya I ve K ile yapılır..")
13
G03- Belirtilen Koordinata Belirtilen İlerleme ile Saat Tersi Yönünde Belirtilen R de Eğrisel Hareket Kodu G03 komutu saat ibresi tersi yönünde (CCW - Counter Clock Wise) hareket ile dairesel talaş alma işlemi yapar. Bu komuttaki işlemler G02 komutu ile aynı özelliktedir. Dairesel hareketin yapılabilmesi için gereken diğer değişkenler G02 komutu ile aynıdır.

17
G41- Kesici çap telafisi solda (ilerleme yönüne göre arkadan bakıldığında kesici, telafi sayfasına tanıtılan çapının yarısı kadar koordinatın solundan gider) G41 X… Y… D… ; X-Y : konumlanma koordinatı D: Ofset sayfası kesici satır numarası

18
G42- Kesici çap telafisi sağda (ilerleme yönüne göre arkadan bakıldığında kesici, telafi sayfasına tanıtılan çapının yarısı kadar koordinatın sağından gider) G42 X… Y… D… ; X-Y : konumlanma koordinatı D: Ofset sayfası kesici satır numarası G40- Kesici çap telafisi iptali Daha önce girilmiş olan telafi değerlerinin tezgah belleğinden silinmesi için kullanılır

Benzer bir sunumlar




![EĞİM EĞİM-1 :Bir dik üçgende dikey (dik) uzunluğun yatay uzunluğa oranına (bölümüne) eğim denir. Eğim “m” harfi ile gösterilir. [AB] doğrusu X ekseninin.](/7/1973076/big_thumb.jpg "EĞİM EĞİM-1 :Bir dik üçgende dikey (dik) uzunluğun yatay uzunluğa oranına (bölümüne) eğim denir. Eğim “m” harfi ile gösterilir. [AB] doğrusu X ekseninin.>")
















