Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
MODERN ÜRETİM SİSTEMLERİ DERSİ
T.C SELÇUK ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ ENDÜSTRİ MÜHENDİSLİĞİ ANA BİLİM DALI MODERN ÜRETİM SİSTEMLERİ DERSİ DEĞER AKIŞI HARiTALANDIRMA (VALUE STREAM MAPPING) Öğr. Ü. : Yrd. Doç. Yakup Kara Hazırlayanlar : Sezgi Akdeniz Seda Hezer Konya 2008
 Öğr. Ü. : Yrd. Doç. Yakup Kara. Hazırlayanlar : Sezgi Akdeniz. Seda Hezer. Konya")
2
İÇİNDEKİLER 1.YALIN ÜRETİM 2.DEĞER AKIŞI
3.DEĞER AKIŞI YÖNETİMİ 4.DEĞER AKIŞI HARİTALANDIRMA 4.1 Değer Akışı Haritalandırmanın Adımları 4.1.1 Bir Ürün Ailesinin Seçilmesi 4.1.2 Mevcut Durum Haritası Çizimi 4.1.3 Gelecek Durum Haritasının Çizilmesi 4.1.4 Faaliyet Planının Hazırlanması 5.HiDROLiK KAPAK AKISINA DEGER AKISI HARTALANDIRMA UYGULAMASI 5.1 Ürün Ailesinin Seçimi 5.2 Sistem Tanımı: Hidrolik Kapak Deger Akısı 5.3. Mevcut Durum Analizi 5.4 Gelecek Durumun Tasarımı 6. SONUÇ VE DEGERLENDiRME

3
1.Yalın Üretim Yalın Üretim, Tam Zamanında Üretim ya da Stoksuz Üretim olarak da bilinen Toyota üretim sisteminin temel felsefesi, üretim ortamındaki her türlü israfın ortadan kaldırılarak, maliyetlerin düşürülmesi ve kalitenin yükseltilmesi ile işletmeye rekabet üstünlüğü sağlayacak çıktıların elde edilmesidir. Bu ifadedeki israflar sadece üretimdeki fiziksel israfları değil, bununla birlikte yönetimle ilgili bütün israfları da kapsamaktadır.

5
2.DEĞER AKIŞI Değer akışı her bir ürün için esas olan ana akışlar boyunca bir ürünü meydana getirmek için ihtiyaç duyulan, katma değer yaratan ve yaratmayan faaliyetlerin bütünüdür. Her ürün için geçerli olan ana akışlar şunlardır: Hammaddeden müşteriye üretim akışı, Kavramdan kuruluma tasarım akışı (ürün geliştirme süreci)
")
6
3.DEĞER AKIŞI YÖNETİMİ Değer akışı yönetimi, sistematik veri toplama ve analizi aracılığıyla, yalın başlangıçları planlama ve birleştirme sürecidir.

7
3.DEĞER AKIŞI YÖNETİMİ Değer Akışı Yönetimi Şunları İçerir;
İnsanları, yalın araçları, metrikleri ve raporlama ihtiyaçlarını, yalın işletmeye ulaşmak için birleştirir. Yalının desteklenmesini sağlar. Herkesin yalın kavram hakkındaki anlayışları anlamalarını ve sürekli iyileştirilmelerini sağlar. Atölyede, kontrol edilmiş süreç akışını olası kılar. Gerçek bir yalın tasarımı ve uygulama planı üretir. Sürecin düzgün akışını gerçekleştirmek için bir yalın koordinatöre ihtiyaç duyulur.

8
3.DEĞER AKIŞI YÖNETİMİ Değer Akışı Yönetimi şunları içermez;
Sadece kaizen takımları kurmak ve sonucunu beklemek Malzeme ve bilgi akışını göstermek için sadece değer akışını haritalamak Kendi kendini yönlendiren iş takımları yaratmak ve sonucunu beklemek İyileşme koordinatörlerini veya yalın koordinatörleri saptamak ve onlara iyileştirmeleri için sorumluluk vermek

9
4.DEĞER AKIŞI HARİTALANDIRMA
Değer akışı haritalandırma, ürünün geçtiği değer akışı boyunca oluşan malzeme ve bilgi akışının görülmesine ve anlaşılmasına yardımcı olan bir kağıt kalem tekniğidir. Scrap Manufacturing Process Kaizen Lightning Burst Outside Source/ Customer Data Box Inventory I o o o Truck Shipment Finished Goods to Customer Push Arrow Supermarket Safety Stock Buffer or Manual Information Flow Electronic Production Kanban Withdrawal Kanban Signal Kanban Kanban Post

10
4.DEĞER AKIŞI HARİTALANDIRMA
Değer akışı haritalandırma ile anlatılmak istenen çok basit bir şeydir; müşteriden tedarikçiye ürünün üretim yolu izlenmeli, malzeme ve bilgi akışında yer alan her prosesi dikkatli bir şekilde sembollerle çizilmeli daha sonra bir dizi kritik anahtar soru sorarak akışın nasıl akması gerektiğini gösteren gelecek durum haritası çizilmelidir.

11
4.DEĞER AKIŞI HARİTALANDIRMA Değer akışı gerekliliği şöyle ifade edilebilir;
Üretimdeki tek bir prosesten, montaj, kaynak, vb., daha fazla görülmesine yardım eder. Akış görülebilir. İsrafların daha fazlasını görmenizi sağlar. Haritalandırma, değer akışı yollarındaki israf kaynaklarını görmenize de yardımcı olur. İSRAF

12
4.DEĞER AKIŞI HARİTALANDIRMA Değer akışı gerekliliği şöyle ifade edilebilir;
Üretim prosesleri ile ilgili ortak bir konuşma dilinin oluşmasını sağlar. Akışla ilgili kararlar görünür olduğu için üzerinde tartışılabilir. Aksi takdirde, sahada alınan bir çok kararlar ve detaylar hatalı olabilir. Yalın kavramlar ile teknikleri birbirine bağlıdır. Uygulama planı için temel oluşturur. Değer akışı haritaları, “kapıdan – kapıya” bütün akışın nasıl işleyeceğinin tasarlanmasına yardım ederek –birçok yalınlaşma çalışmasında eksik olan parça budur-, yalın uygulama için birer plan oluştururlar. Bilgi ve malzeme akışları arasındaki ilişkiyi gösterir.başka hiçbirşey bunu yapamaz. Katma değer yaratmayan adımlar, temin süresi, katedilen mesafe, stok seviyesi gibi sayısal değerler üreten bir çok nicel teknikten ve yerleşim planları hazırlamaktan daha faydalıdır.

13
4.DEĞER AKIŞI HARİTALANDIRMA
Değer akışı haritalandırma ilk önce Toyota Üretim Sistemi uygulamacıları tarafından yalın sistemleri kurma aşamasında mevcut, gelecek ve ideal durumların tanımlanması için kullanılmıştır.

14
4.1 Değer Akışı Haritalandırmanın Adımları
b u r a d n ş l y ı start here Ürün ailesinin seçilmesi Mevcut durumun çizilmesi Gelecek durumun tasarlanması Faaliyet planının hazırlanması Değer akışı haritalandırmanın temel adımlarıdır.

15
Şekil – 1 Değer akışı haritalandırma adımları

16
4.1.1 Bir Ürün Ailesinin Seçilmesi
Müşterilerin bir fabrikada üretilen tüm ürünlerle değil, kendi spesifik ürünleriyle ilgilenmeleri nedeniyle haritalandırma için tek bir ürün ailesi üzerinde odaklanılması gerekmektedir. Küçük ve tek ürünlü bir fabrika olmadıkça, bütün ürün akışlarının tek bir haritada gösterilmesi oldukça karmaşık olmaktadır.

17
4.1.1 Bir Ürün Ailesinin Seçilmesi
Değer akışı haritalandırma, tek bir ürün ailesi için, fabrika içinde kapıdan-kapıya, proses adımları(malzeme ve bilgi) boyunca yürümek ve onları çizmek demektir.
 boyunca yürümek ve onları çizmek demektir.")
18
4.1.1 Bir Ürün Ailesinin Seçilmesi
Bir ürün ailesi, benzer proses adımlarından geçen ve özellikle üretimin son aşamalarındaki proseslerde ortak ekipman kullanan ürünler grubudur. Seçtiğimiz ürün ailesinin ne olduğu Ürün ailesi içinde kaç tane farklı bitmiş parça numarası olduğunu Müşteri tarafından ne kadar ve ne sıklıkta istendiği açıkça yazılmalıdır.

19
Tablo -1 Bir ürün ailesi seçilme örneği

20
4.1.2 Mevcut Durum Haritası Çizimi
Yalın düşüncede ifade edildiği gibi, herhangi bir iyileştirme çalışmasına başlamanın en kritik noktası, ürünün müşteri tarafından algılanan değerinin açık bir şekilde tanımlanmasıdır. Aksi takdirde, değer akışını, müşterinin istediğinden farklı bir şey sunacak şekilde iyileştirme riskine sahip olunur. Bu nedenle haritalandırma müşteri istekleri ile başlar.

21
Müşteri ikonun altına bir bilgi kutusu çizilmesi
4.1.2 Mevcut Durum Haritası Çizimi Mevcut durum haritasının çizimi için şu adımlarından yararlanılır; Müşteriyi, Tedarikçiyi ve Üretim Kontrolü temsil eden ikonların çizilmesi Müşteri ikonun altına bir bilgi kutusu çizilmesi Nakliye ve parça kabul verilerinin girilmesi Tüm operasyonların çizilmesi Proses özelliklerinin girilmesi Bilgi akışlarının gösterilmesi

23
Şekil – 3 Zaman Ekseni Sembol Tipleri
4.1.2 Mevcut Durum Haritası Çizimi Şekil – 3 Zaman Ekseni Sembol Tipleri

24
4.1.2 Mevcut Durum Haritası Çizimi
C/T (Cycle Time): Çevrim Süresi C/O(Changeover):Kalıp Değiştirme Süresi Uptime : Makine Kullanım Oranı EPE (Every part every):Üretim Parti Büyüklüğü Operatör Sayısı Ürün Çeşitliliği Sayısı Ambalaj / Kasa Büyüklüğü Çalışma süresi (molalar hariç) Hurda oranı
: Çevrim Süresi. C/O(Changeover):Kalıp Değiştirme Süresi. Uptime : Makine Kullanım Oranı. EPE (Every part every):Üretim Parti Büyüklüğü. Operatör Sayısı. Ürün Çeşitliliği Sayısı. Ambalaj / Kasa Büyüklüğü. Çalışma süresi (molalar hariç) Hurda oranı.")
25
4.1.2 Mevcut Durum Haritası Çizimi
Çevrim Süresi(C/T) Bir proses tarafından parça veya ürün tamamlanma sıklığıdır. Ayrıca, bir operatörün bir çevrim içinde üstlendiği iş elemanlarını yerine getirmesi için geçen süresi olarak da ifade edilebilir.
 Bir proses tarafından parça veya ürün tamamlanma sıklığıdır. Ayrıca, bir operatörün bir çevrim içinde üstlendiği iş elemanlarını yerine getirmesi için geçen süresi olarak da ifade edilebilir.")
26
4.1.2 Mevcut Durum Haritası Çizimi
Katma Değer Süresi (VA Time) Müşteri parasını ödemeye istekli olduğu şekilde ürünü dönüştüren iş elemanlarını süresidir.
 Müşteri parasını ödemeye istekli olduğu şekilde ürünü dönüştüren iş elemanlarını süresidir.")
27
4.1.2 Mevcut Durum Haritası Çizimi
Akış Süresi(L/T) Bir parçanın, bir proseste veya değer akışında başlangıçtan hareketi boyunca geçen süredir. İşaretli bir parça başlangıçtan bitişe doğru hareket ederken zamanın ölçülmesidir.
 Bir parçanın, bir proseste veya değer akışında başlangıçtan hareketi boyunca geçen süredir. İşaretli bir parça başlangıçtan bitişe doğru hareket ederken zamanın ölçülmesidir.")
28
Tablo – 2 Değer Akışı Haritalandırma Sembolleri

29
Tablo – 3 Değer Akışı Haritalandırma Sembolleri

30
Tablo – 4 Değer Akışı Haritalandırma Sembolleri

31
Tablo – 5 Değer Akışı Haritalandırma Sembolleri

32
Tablo – 6 Değer Akışı Haritalandırma Sembolleri

33
Tablo – 7 Değer Akışı Haritalandırma Sembolleri

34
4.1.3 Gelecek Durum Haritasının Çizilmesi
Şu ana kadar gerçekleştirilen işlemlerle mevcut durum haritası kurulmuş durumdadır. Bir sonraki adım gelecek durumu tasarlamaktır. Gelecek durum haritasındaki ikonların pozisyonları mevcut durum haritasındaki gibi çizilir.

35
Şekil – 4 Gelecek Durum Haritası Örneği

36
4.1.4 Faaliyet Planının Hazırlanması
Faaliyet planı, mevcut durumdan tasarlanan yeni duruma geçisin nasıl, ne zaman ve kimler tarafından gerçeklestirilecegini açıklar. Gelecek durum ile ilgili planlar hayata geçirildikçe belirli bir zaman içerisinde yeni bir mevcut duruma dönüsecektir ve böylece yeni bir gelecek durum haritası çıkartılarak haritalandırma prosesi tekrarlanacaktır. Diger bir deyisle deger akısı sürecinde bir “sürekli iyilestirme” saglanmaktadır.

37
5.HiDROLiK KAPAK AKIŞINA DEĞER AKIŞI HARiTALANDIRMA UYGULAMASI
Uygulamanın yapılmıs oldugu UZEL Makine A.S, üretim hacmi açısından dünyanın en büyük 10 traktör üreticisinden birisi olmasının yanı sıra, dizel motor üretimi ve otomotiv sistemleri sektörlerinde de lider bir kurulustur.

38
5.HiDROLiK KAPAK AKIŞINA DEĞER AKIŞI HARiTALANDIRMA UYGULAMASI
Firma, müsterilerinin beklentilerine daha iyi cevap verecek farklı çözümler üretmeye devam ederken aynı zamanda ürün ve hizmetlerinin uluslararası yetkinlik ve kalite standartlarını karsılayacak düzeyde olması konusunda da son derece hassastır. Bu nedenle, müsteri memnuniyetini saglamak ve düsük maliyetli üretimi gerçeklestirmek için firmada yalın üretime geçisi hedefleyen bir proje baslatılmıstır. UZEL Makine A.S tarafından üretilen hidrolik kapak ürün ailesine iliskin deger akıs sürecinin iyilestirilmesi için gerçeklestirilen deger akıs haritalandırılması çalısması sunulmustur. UZEL Makine’nin yıllık ortalama üretim miktarı traktörün %18’i ihraç edilmektedir.

39
5.1 Ürün Ailesinin Seçimi UZEL A.S.’de baslatılan yalın üretim projesi kapsamında daha önce yapılan çalısmada “çamurluk komplesi ürün ailesi” için deger akısı haritalandırma uygulanmıs ve bu ürün ailesine ait deger akıs süreci üzerinde yapılacak iyilestirmeler yöneticilere sunulmustur İkinci asamada ise, hidrolik kapak üretim hattı üzerindeki aksaklıkların traktör son montaj hattını olumsuz yönde etkilemesi nedeni ile yöneticiler ile yapılan toplantılar sonucunda bu hat için deger akısı haritalandırma uygulanmasına karar verilmistir. Uzel makinede otuzbir çesit hidrolik kapak ve her traktörde bir adet hidrolik kapak bulunmaktadır. Hidrolik kapağın hammaddeleri pik döküm ve sifero dökümdür.

40
Burada gösterilen hidrolikkapaklar, traktör arkasına baglanan ekipmanlara (pulluk, ilaçlama ve tırmık, vb.) hareket veren üç nokta askı sistemli mekanizmalardır.
 hareket veren üç nokta askı sistemli mekanizmalardır.")
41
5.2 Sistem Tanımı: Hidrolik Kapak Değer Akışı
UZEL A.S., hidrolik kapaklar için üç tedarikçi ile çalısmakta ve tedarikçilerini A ve B olmak üzere iki kategoriye ayırmaktadır. A kategorisindeki tedarikçilerden dökülmüs olarak tedarik edilen hidrolik kapaklar, hiçbir kontrolden geçirilmeden üretim hattına veya ambara alınmakta, B kategorisinden gelenler ise ilk önce tesellüm ambarına giris yapmaktadır.

42
5.2 Sistem Tanımı: Hidrolik Kapak Değer Akışı
Haritalandırma çalısmasında ele alınan tedarikçi firma, en büyük tedarikçi konumunda olması, haftalık olarak küçük partiler halinde teslimat yapılmasına karsın malzeme kalitesinde ve miktarında daha fazla sorun yasanması dolayısıyla B kategorisindedir. bu nedenle gelen her parti teste tabi tutulmaktadır.

43
5.2 Sistem Tanımı: Hidrolik Kapak Değer Akışı
Yarı mamul ambarından iki CNC tezgahının bulundugu talaslı imalat prosesine gönderilen hidrolik kapaklar üzerinde sırayla, Yüzeylerin kaba islenmesi, Merkezleme (pim) deliklerinin islenmesi, Baglantı yüzeylerinin islenmesi, Deliklerin delinmesi, Kılavuz çekimi, Hassas çapların borlanması (hassas çap isleme) operasyonları gerçeklestirilmektedir.
 deliklerinin islenmesi, Baglantı yüzeylerinin islenmesi, Deliklerin delinmesi, Kılavuz çekimi, Hassas çapların borlanması (hassas çap isleme) operasyonları gerçeklestirilmektedir.")
44
5.3 Mevcut Durum Analizi Üretime iliskin veriler toplanırken stok tespit edilen alanlarda tek tek sayım yapma ve bu sayımı dogrulayarak olası hataları engellemek amacıyla SAP R/3’de stok takip ekranlarından sayım bilgilerini teyid etme olmak üzere iki yöntem izlenmistir. Toplanan bilgiler ısıgında hidrolik kapak ürün ailesi için mevcut durum şekildeki gibi haritalanmıştır.

45
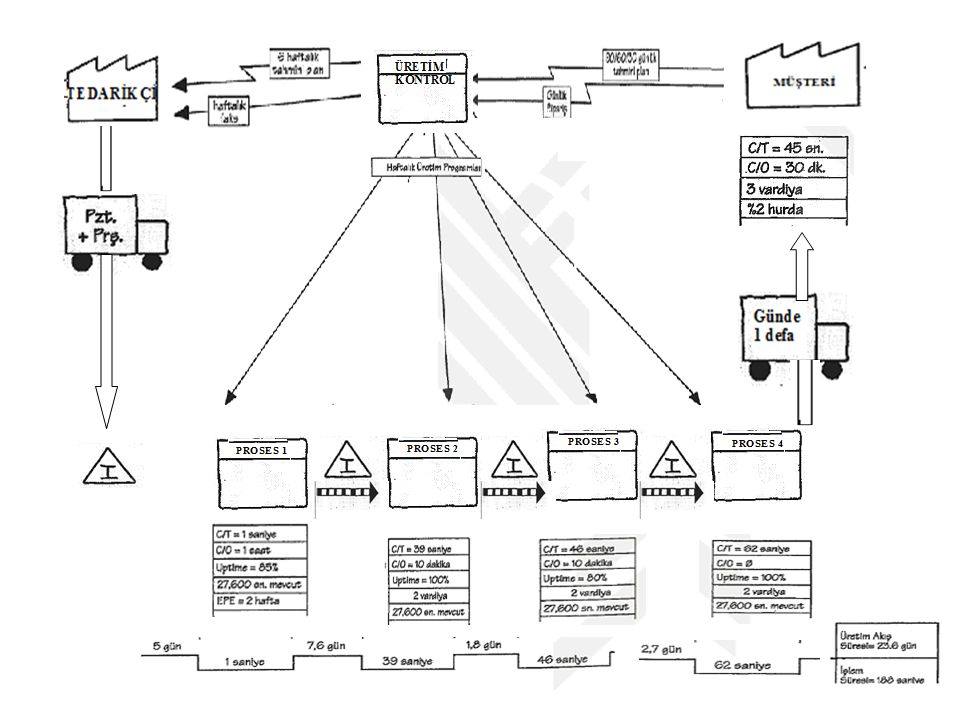
Şekil - 5 Hidrolik Kapak Ürün Ailesi Mevcut Durum Haritası

46
5.3. Mevcut Durum Analizi Hidrolik kapak mevcut durum haritası, ana tedarikçiden malzeme tedariki ile hidrolik kapak komplesinin UZEL’in son montaj hattına teslimi arasında hidrolik kapakların kapıdan kapıya akısı ile sınırlandırılmıstır. Lojistik departmanı, SAP R/3 ERP paketini kullanmakta ve siparisleri “lk Gelen Önce - İGÖ” kuralına göre islemektedir. İmalat proseslerine haftalık ve/veya aylık çizelge ve sevkiyata günlük çizelge göndermektedir. Hem bayilerden aylık olarak hem de son montaj hattından gelen siparisler doğrultusunda ana tedarikçiye iki aylık tahmini şiparişleri ve üç haftalık kesinleşmiş şiparişleri göndermektedir. Döküm hidrolik kapaklar, tedarikçiden haftada bir alınmaktadır. Parçalar, hidrolik kapak hattında girdi muayenesi, talaslı imalat, pas önleyici kaplama ve ön montaj olmak üzere dört proses boyunca ve 40 birimlik tasıma partileri ile itme sistemine göre akmaktadır.

47
Şekil – 5 Mevcut Durum Haritası
Ön montaj prosesi günde tek vardiya ve 10 operatörle çalısmaktadır ve bir hidrolik kapak komplesi için çevrim süresi 30 dakikadır. Analiz sırasında prosesin önünde 684 hidrolik kapagın biriktigi ve bes hidrolik kapak komplesinin de son montaja gönderilmek üzere bekledigi gözlenmistir.

48
Şekil – 5 Mevcut Durum Haritası
Kaplama prosesi ise bir vardiyada tek operatörle ve günde iki vardiya olarak çalısmaktadır. Bu proses, diger ürünlerin ortak kullanımındadır. Kaplama prosesinin çevrim süresi 4 dakikadır.

49
Şekil – 5 Mevcut Durum Haritası
Kaplama prosesinin önünde toplam 40 hidrolik kapagın biriktigi gözlenmistir. Talaslı imalat prosesinde tüm makinaların kullanım oranları % 90’dır ve her makina önünde bir operatör çalısmaktadır.

50
Şekil – 5 Mevcut Durum Haritası
Talaşlı imalat prosesindeki iki CNC tezgahında üç çesit operasyon gerçeklestirilmektedir. Prosesin toplam çevrim süresi 34 dakikadır. Prosesin önünde toplam 770 birimlik envanter biriktigi gözlenmistir. Talaslı imalatprosesinde tüm operatörler ve makinalar günde iki vardiya çalısmaktadır.

51
Şekil – 5 Mevcut Durum Haritası
Haftada bir tedarikçiden teslim alınan döküm kapaklar girdi muayene prosesindeki isçi tarafından 5 dakikalık girdi testine tabi tutulmaktadır. Döküm kapaklar kamyondan dogrudan girdi muayeneye teslim alındıgı için analiz sırasında herhangi bir envanter gözlenmemistir.

52
Şekil – 5 Mevcut Durum Haritası
Harita incelendiginde, bir parçanın imalatında deger katan faaliyetlerin 73 dakika olmasına karsılık girdi kabulden sevkiyata kadar toplam akıs süresinin 21 gün oldugu belirlenmistir. Bu, kullanılan zamanın % 99.99’unun israf edildigi anlamını tasımaktadır.

53
5.4 Gelecek Durumun Tasarımı
Rother ve Shook (1998), deger akısı haritalandırmanın amacının israf kaynaklarının ortaya çıkarılması ve bunların kısa zamanda gerçeklestirilebilinecekbir “gelecek durum deger akısı” uygulaması ile ortadan kaldırılması oldugunu belirtmislerdir.
, deger akısı haritalandırmanın amacının israf kaynaklarının ortaya çıkarılması ve bunların kısa zamanda gerçeklestirilebilinecekbir gelecek durum deger akısı uygulaması ile ortadan kaldırılması oldugunu belirtmislerdir.")
54
5.4 Gelecek Durumun Tasarımı
Yalın üretimin temel prensibi, gerekli parçaların gereken miktarlarda ve gerektikleri zamanda üretilmesidir. Bu prensibi yerine getirebilmek için takt zamanın bilinmesi gerekmektedir. Womack ve Withers (2000) takt zamanını satıs hızına baglı olarak müsteri ihtiyacını karsılamak için bir ürünün üretilecegi zaman aralıgı olarak tanımlamıstır. Üretim hızı takt zamanından yüksek oldugunda envanter birikecek,aksine üretim daha yavas oldugunda ise müsteri talebi karsılanamayacaktır.
 takt zamanını satıs hızına baglı olarak. müsteri ihtiyacını karsılamak için bir ürünün üretilecegi zaman aralıgı olarak tanımlamıstır. Üretim hızı takt zamanından yüksek oldugunda envanter birikecek,aksine üretim daha yavas oldugunda ise müsteri talebi karsılanamayacaktır.")
55
5.4 Gelecek Durumun Tasarımı
Takt zamanı, vardiya basına müsteri talep hızının, vardiya basına kullanılabilir çalısma süresine bölünmesi ile hesaplanmaktadır UZEL A.S. İçin takt zamanı 6,7 dakika olarak hesaplanmıstır; diger bir deyisle, müsteri (son montaj hattı) her 6,7 dakikada bir hidrolik kapak komplesi talep etmektedir
 her 6,7 dakikada bir hidrolik kapak komplesi talep etmektedir.")
56
5.4 Gelecek Durumun Tasarımı
Çizelgeleme noktası ön montaj prosesinin baslangıcı oldugu için tetikleyici proses olarak ön montaj prosesi seçilmistir. Tetikleyici proses, dıs müsterinin siparisi ile kontrol edilen prosestir ve bu prosesten sonra nihai ürün süpermarketine kadar sürekli akıs saglanmalıdır. Hammaddeden müsteriye kadar her zaman tamamen sürekli akıs saglanamayacagı ve önceki prosesler hala parti üretimini sürdürdügü için tetikleyici prosesten önceki proseslerde üretimi seviyelendirmek ve kontrol etmek amacı ile süpermarketlere ihtiyaç olmaktadır.

57
5.4 Gelecek Durumun Tasarımı
Bu nedenle sistemde, biri talaslı imalat prosesi digeri de ön montajda olmak üzere iki süpermarket kurulmustur. Ön montaj ile talaslı imalat prosesleri arasında çekme kontrolu, ön montaj operasyonları arasında ise itme kontrolu planlanmıstır. Analiz edilen ürün ailesi iki çesit hidrolik kapaktan ibarettir. Sistemin gelecek durumunu haritalandırmak için tetikleyici proseste üretimi seviyelendirmek gerekmektedir. Ancak, talep yapısına baglı olarak son montaj hattındaki sıralama,hidrolik kapak seviyelendirmesini belirlemektedir. Analiz esnasında sadece bir çesit hidrolik kapak üretilmekte oldugu için bu seviyelendirme yapılmamıstır.

58
5.4 Gelecek Durumun Tasarımı
Tedarikçiden döküm halinde gelen hidrolik kapaklar için süpermarket kurulmalı ve tedarikçi haftada iki defa sevkiyat yapmaya tesvik edilmelidir. Böylelikle malzeme stokları 10,6 günden 2,5 güne indirilerek %75lik bir iyilestirme saglanması mümkün olacaktır. Bunun yanında, tedarikçiyi A sınıfı kategorisine yükseltmek için girisimde bulunularak girdi muayenesinin ortadan kaldırılması ile 5 dakikalık islem tasarrufu saglanacak, bekleme ve yıgılmalar engellenecektir.

59
5.4 Gelecek Durumun Tasarımı
Ön montaj ile talaslı imalat arasına kanban sistemi kurularak talaslı imalatın ihtiyaca göre üretim yapması ve böylelikle bu prosesler arasında ara stokların eritilmesi saglanabilir. Kanbanlar süpermarket çekme sistemlerine göre tasarlanmıstır. Kanban sisteminin kurulmasıyla gerektigi zaman gerektigi kadar malzeme çekme saglanabilecek, malzeme gecikmelerinden ve yanlıs gelislerinden kaynaklanan sorunlar yok edilecektir.

60
5.4 Gelecek Durumun Tasarımı
Çekme kontrolü gerçeklestirildiginde, dengesiz üretim dolayısıyla uzun bekleme sürelerine maruz kalan islenmis parçaların paslanmasını önlemek amacıyla yapılan koruyucu maddde ile kaplama operasyonuna gerek kalmayacak, hidrolik kapakları talaslarından arındırmak için yıkamak yeterli olacaktır. Yapılacak ek yatırımlarla parçaların montaj atölyesinin içinde bulunan yıkama yaglama ünitesine getirilmeden CNC tezgahlarına baglanan ek aparatlarla yıkanmaları saglanarak kaplama prosesi ortadan kaldırılacak, böylelikle ek maliyet getiren tasıma ve depolama faaliyetlerini bertaraf etmek mümkün olabilecektir.

61
5.4 Gelecek Durumun Tasarımı
Ön montaj hattında üretilen her hidrolik kapak FIFO sistemi esasına göre traktöre takılmak üzere montaj hattına iletilecektir. Bundan baska, ön montaj istasyonunda baslatılacak topltoplam verimli bakım faaliyetleriyle kullanılan ekipman ve malzemelerin periyodik bakımları yapılacak ve böylelikle ekipman arızasından kaynaklanacak hataların ve durusların önüne geçilebilecektir. Ayrıca 5S uygulaması sayesinde hücre içinde düzen kurulacak ve yerlesimden kazanımlar saglanacaktır.

62
Şekil – 7 Hidrolik Kapak Gelecek Durum Haritası

63
6. SONUÇ VE DEĞERLENDiRME
Bu çalısmada, deger akısı haritalandırma yönteminin kullanıldıgı bir yalın üretime geçis projesi yürütülmüstür. Haritalandırma ile deger akısı üzerinde degerin nasıl aktıgı, israf ve israf kaynaklarının neler olduğu açıklığa kavuşturulmaya çalışılmıştır. Mevcut sistem analiz edilmis ve sistem performansını yükseltecek gelişmeler önerilmiştir.

64
6. SONUÇ VE DEĞERLENDiRME Tablo -8 Önerilen İyileşmelerin Planlanan Etkilerini Göstermektedir.

65
6. SONUÇ VE DEĞERLENDiRME
Yöneticilerin, önerileri özellikle de çekme sisteminin kurulmasını gerçeklestirdikleri takdirde temin süresinin 21 günden 3,5 güne kısalması ve envanter devrinin 6 kat artması mümkün olacaktır. UZEL A.S., tedarikçilerini A kategorisine çıkartarak gerek hammadde, gerekse süpermarkette bulundurdugu yarı mamul envanterini daha fazla azaltabilir ve el isçiligi gerektiren isleri daha iyi yapacak sekilde operatörleri egiterek daha fazla iyilesme elde edebilir.

66
6. SONUÇ VE DEĞERLENDiRME
Bunların yanında, daha iyi performans ve müsteri tatmini için toplam kalite yönetimi gerekmektedir. Tedarik sıklıgının haftada ikiden fazla olmasının sistemde yaratacagı etkiyi görebilmek için simülasyon yönteminden faydalanılabilir. Basarılı bir yalın uygulama için üretim faaliyetlerinin yalın felsefe ısıgında planlanması zorunludur. Bu nedenle UZEL A.S. yöneticilerinin yıllık faaliyet planı hazırlamaları gerekmektedir. Sürekli iyilesme bakıs açısı ile daha iyi sistem performansı elde etmek amacıyla haritalandırma periyodik olarak tekrarlanmalıdır.

67
KAYNAKLAR İSTANBUL TİCARET ÜNİVERSİTESİ FEN BİLİMLERİ DERGİSİ ISTANBUL COMMERCE UNIVERSITY JOURNAL OF SCIENCE Yıl:5 Sayı:9 Bahar 2006/1 ( Yalın Üretime Geçiş Sürecinde Değer Akışı Haritalama Tekniğinin Kullanılması: İmalat Sektöründe Bir Uygulama Semra BİRGÜN, Kemal Güven GÜLEN, Kadriye ÖZKAN YILDIZ TEKNiK üNiVERSITESI FEN BILiMLERi ENSTITüSü DEGER AKIŞI YONETIMI, TOPLAM VERiMLILIK VE KALİTE YÖNETIME NIN (TPQM) YALIN DEGER AKIŞI İLE lLiŞKISİ VE BİR UYGULAMA Endüstri Muh. Engin KURTCAN İSTANBUL ÜNİVERSİTESİ FEN BİLİMLERİ ENSTITüSü SİPARİŞ TİPİ ÜRETİM YAPAN BİR MOBİLYA FABRİKASINDA DEĞER AKIŞI HARİTALANDIRMA İLE STOK MALİYETİNİN MİNİMİZASYONU EMİNE GÜNDOĞDU
![]()
Benzer bir sunumlar


>")





 27.03.2008.>")









 “HİZMET MEMNUNİYETİ ÇALIŞMASI” Temmuz, 2010.>")
