Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
Makine Mühendisliğine Giriş
Makine Elemanları Makine Mühendisliğine Giriş

2
Makine elemanı, makinaları oluşturan ve belirli bir fonksiyonu meydana getiren, kendine özgü hesap ve şekillendirme yöntemleri olan, basit veya bir çok parçadan meydana gelen bir sistem olarak ifade edilebilir.

3
Makine elemanlarını beş ana başlık altında gruplamak mümkündür:
1. Çözülemeyen bağlama elemanları: Lehim, yapıştırma, kaynak, perçin bağları. 2. Çözülebilen bağlama elemanları: Cıvata, kama, pim, sıkı geçme, konik geçme bağları. 3. Elastik bağlama elemanları: Yaylar. 4. Destek elemanları: Aks, mil ve yataklar. 5. Mekanizmalar: Kayış kasnak mekanizmaları, dişli çark mekanizmaları, zincir mekanizmaları

4
1. Çözülemeyen bağlama elemanları
Lehim Bağlantıları Lehim, parçaları malzeme bağıyla birleştirme yöntemlerinden birisidir. Çelik, dökme demir, bakır, çinko, pirinç, bronz ve soy metaller çok iyi lehim yapılabilen malzemelerdir. Seramik ve metaller de birbirine lehimlenebilirler. Pirinç: bakır çinko alaşımı Bronz: bakır kalay alaşımı Soy metaller: Rutenyum, rodyum, paladyum, gümüş, osmiyum,iridyum, platin ve altın. Soy metaller nemli havada aşınma ve yükseltgenmeye karşı dirençli metallerdir. Yeryüzünde ender bulunmaları soy metalleri maddi olarak değerli kılmaktadır.

5
Lehim sürekli olarak bir ek malzeme (lehim malzemesi) ile yapılır.
Lehim yapılırken birleştirilecek malzemeler katı haldedir, lehim ise birleştirdiği malzemelere göre daha alçak sıcaklıkta ergiyen bir alaşımdan seçilir. Ergimiş halde ana malzemenin yüzeyine yayılarak iki parçayı bağlar.

6
Lehim bağlantısının mukavemeti kaynak bağlantısına göre daha azdır
Lehim bağlantısının mukavemeti kaynak bağlantısına göre daha azdır. Bu nedenle lehimleme çoğunlukla daha az zorlanan bağlantılara uygulanır. Lehimleme az zorlanan fakat sızdırmazlığı sağlayan bağlantılara uygulanır. Bunun yanı sıra elektrik veya elektronik sanayinde ve hassas cihaz tekniğinde büyük ölçüde lehim bağlantısı kullanılmaktadır.

7
Lehim bağının üstünlükleri:
- Birleştirdiği parçaların ergimesine gerek olmadığından işlem için gerekli ısı enerjisi azdır. - Parçalarda fazla ısıl gerilme, çekme meydana gelmez. - Kolay ve çabuk yapılabilen ucuz bir yöntemdir. - Temiz yüzeyler verir, dolayısıyla ilave işlem gerektirmez. - İyi ısıl ve elektrik iletkenliği sağlar.

8
Lehimin olumlu yönlerine karşın, lehim bağı yüksek sıcaklıktaki işletme koşullarına uygun değildir.

9
Yumuşak lehim Ergime sıcaklığı < 450 °C
Lehim malzemeleri ergime sıcaklığına göre yumuşak ve sert lehim olmak üzere iki gruba ayrılır: Yumuşak lehim Ergime sıcaklığı < 450 °C Sert Lehim Ergime sıcaklığı > 450 °C Yumuşak lehim için malzeme olarak kalay, çinko ve kurşun alaşımları; sert lehim için pirinç, bakır ve gümüş alaşımları kullanılır. Ergime sıcaklıkları: Sn: 231C Zn: 419C Pb: 327C Cu: 1084C Ag: 961C

10
Yumuşak lehimler; fazla yük taşımayacak, mukavemet açısından fazla zorlanmayacak ve nispeten düşük işletme sıcaklıklarına sahip parçaların birleştirilmelerinde kullanılırlar, elektronik devre lehimleri, su boruları gibi.

11
Sert lehimlerin ergime sıcaklığı 450 °C ile 1100 °C arasındadır
Sert lehimlerin ergime sıcaklığı 450 °C ile 1100 °C arasındadır. Yumuşak lehime göre daha büyük kuvvetler taşıyabilir. Sürekli işletme sıcaklığı 250 °C’ ye kadar olan yerlerde sakıncasız kullanılırlar.

13
Kaynak Teknolojisi Kaynakla ilgili ilk patentin alınışından yüzyıl geçmesine rağmen, kaynağın topluma görüntüsü hala bir maskenin arkasında parlak ışıklar, duman ve kıvılcımlar oluşturan bir adam şeklindedir. Ancak «kaynak» terimi bir üretim mühendisi tarafından kullanılabilecek çok sayıda tekniği kapsamaktadır.

14
Bugün çok sayıda kullanılabilir birleştirme tekniği vardır ve günümüzdeki sorun, birleştirmenin nasıl yapılacağı değil, en iyi birleştirme yönteminin nasıl seçileceğidir. Günümüzde bir tasarım mühendisi, aynı derecede uygun dört veya beş değişik birleştirme tekniğinin olduğu durumlarla kolaylıkla karşılaşabilmektedir.

15
Her yöntemin kendine has özellikleri vardır ve en uygun seçim için birçok hususun değerlendirilmesi gerekir. Bunlar; Mukavemet, üretim kolaylığı, maliyet, ömür, korozyon dayanımı ve görünüş gibi faktörlerdir.

16
Kaynağın Tanımı Kaynak; ısı veya basınç veya her ikisi yoluyla metal parçalarının sıvı veya plastik hale getirilmiş yüzeyleri arasında oluşturulan bir birleşmedir. Kaynak, endüstride en önemli birleştirme tekniklerinden biridir. Isı ve basınç altında yapılır ve çözülemeyen bir bağlantı sağlar.

17
Makine gövdeleri, ayakları, yatak taşıyıcılar, halat tamburları, büyük motor ve jeneratör rotorları vb. kaynak ile birleştirilebilmektedir. Ayrıca kazan ve boru tesisatında da çok büyük oranda kaynak kullanılmaktadır.

18
Kaynak işleminin asıl özelliği, birleşme bölgesinde metallerin atomsal yapısı göz önüne alındığında, hiçbir süreksizliğe yer vermemesidir. O halde kaynak işleminin tümü, bu birleşmedeki sürekliliği bozacak metal olmayan yabancı maddelerin uzaklaştırılması işlemini de kapsamalıdır. O halde, devamlılık mekanizmasını oluşturan taneciklerin içindeki atomların diziliş şekillerini incelemek uygun olacaktır.

19
Yüksek kaliteli bir kaynaklı birleşim oluşturmak için:
• Yeterli ısı ve/veya basınç menbaı • Metalin korunma veya temizlenmesi için bir ortam ve • Zararlı metalurjik etkilerden kaçınmak gerekir.

20
Üstün yönleri - Lehimden farklı olarak, aynı türden ek malzeme kullanıldığı için hem ısıl yönden hem de mekanik yönden mukavemeti yüksek bir bağ elde edilir. - Perçin ve cıvataya göre, perçin ve cıvata başları ortadan kalktığı için daha hafif konstrüksiyon imkanı doğar. - Sac tabakaların birbirine kaynak edilmesiyle gemi gövdesi, kazan, tank gibi büyük alanlı, büyük hacimli konstrüksiyonların kolay imalatı mümkündür.

21
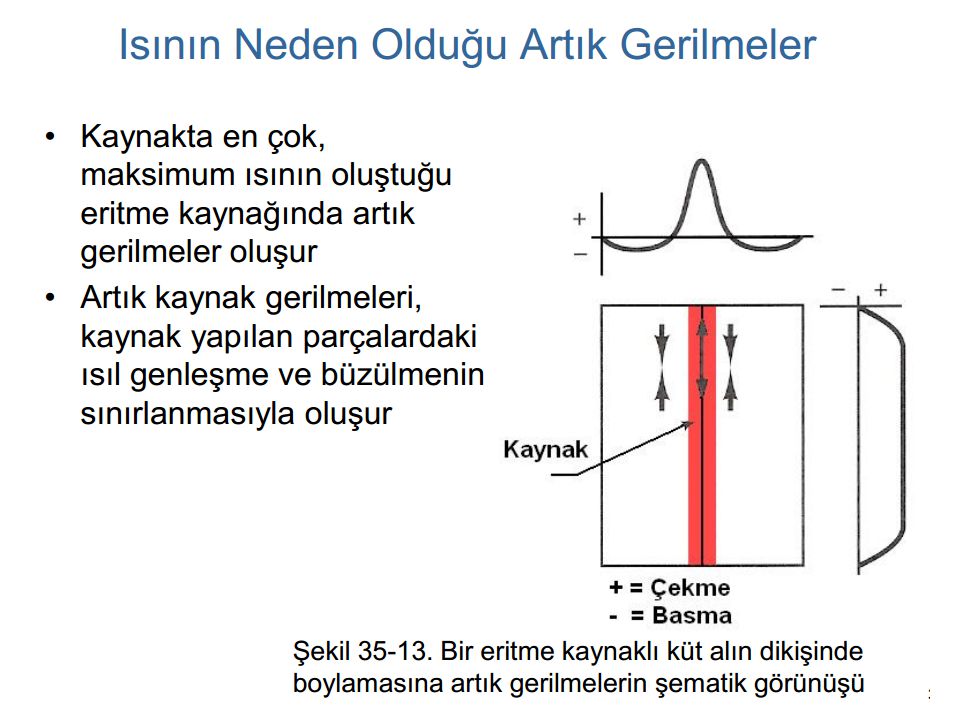
Zayıf yönleri Ergitme kaynağında parçalarda yüksek ısıl yük oluşur.
Kaynak gerilmelerinden dolayı mukavemet düşer. Kaynak sonrası soğuma esnasında büzülmeden dolayı sistemde kalıcı gerilmelerin giderilebilmesi için tavlama işlemi yapılması, ilave bir masrafı gerektirir. Geçiş bölgesinde iç yapı değişir, kısmen kimyasal reaksiyonlar oluşabilir ki bunlar sürekli mukavemeti azaltırlar. Dikişe yakın bölgelerde korozyon tehlikesi büyür.

22
Kaynak Yöntemleri Soğuk basınç kaynağı Sıcak basınç kaynağı
Sürtünme kaynağı Eritme kaynağı - Oksiasetilen kaynağı - TIG kaynağı - Elektrik ark kaynağı - MIG ve MAG kaynağı (Eriyen elektrodla gazaltı kaynağı) - Tozaltı kaynağı - Direnç nokta kaynağı Metal Inert Gas (MIG) / Metal Active Gas (MAG)
 - Tozaltı kaynağı. - Direnç nokta kaynağı. Metal Inert Gas (MIG) / Metal Active Gas (MAG)")
23
Soğuk basınç kaynağı: Tam temasın sağlanması ve yabancı maddelerin dağıtılmasının bir yolu yüzeylerin birbirine kuvvet altında bastırmaktır. Basınç altında yüzeyler yabancı maddeleri parçalayarak ve temiz metal alanlarını tam bir temas haline getirerek deforme olur. Metal ne kadar yumuşaksa oda sıcaklığında kaynağı başlatabilmek için gerekli deformasyon değeri de o kadar küçüktür. Bu deformasyon kaynak bölgesindeki metali sertleştirir. Genellikle alüminyum kablolar ve iletkenler arasındaki kaynakları yapmak için sınırlı ölçüde kullanılmaktadır.

24
Sıcak basınç kaynağı: Metaller kaynak işlemi sırasında ısıtılırsa, artan sıcaklıkla eşik deformasyon değeri azaldığından, kaynak işlemi çok daha kolay bir şekilde gerçekleşir. Sıcak basınç kaynağı için bağlantıyı ısıtmada kullanılan çeşitli metodlardan en başarılı olanları; gazla ısıtma, dirençle ısıtma ve indüksiyonla ısıtmadır.

25
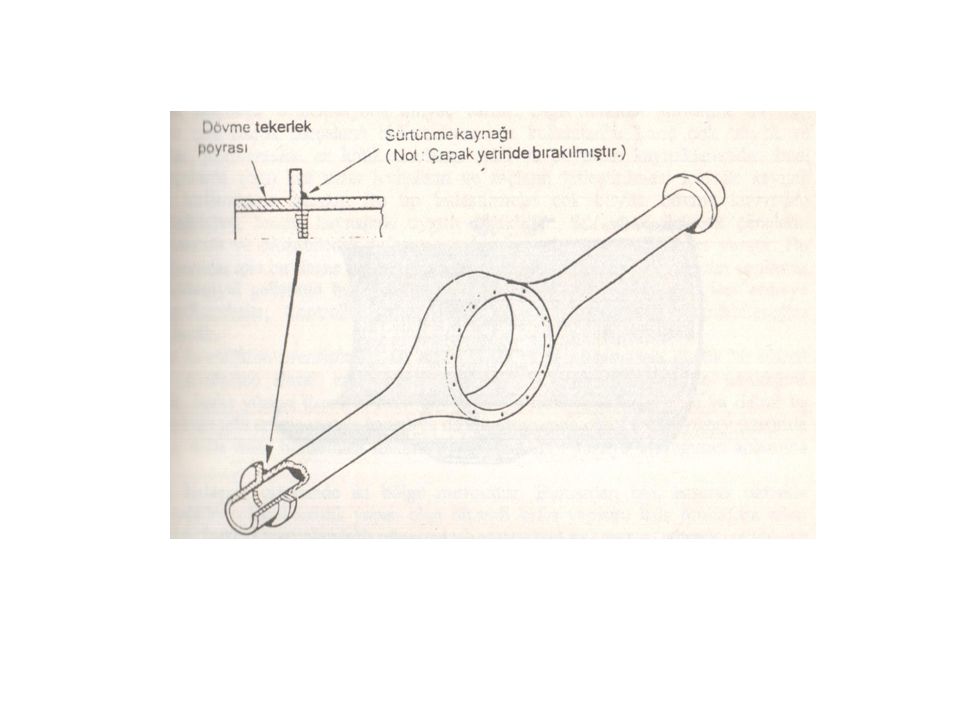
Sürtünme kaynağı: Basınç kaynağı alanındaki en başarılı gelişme sürtünme kaynağında meydana gelmiştir. Bu yöntemde kullanılan kaynak makinası biri motor tarafından tahrik edilen, diğeri sabit olan iki ayna ile donatılmış büyük bir tornaya benzemektedir. Sürtünme kaynağının seri üretim hattında kullanılmasında ait güzel bir örnek ağır vasıtaların ve otomobillerin aks üretimidir.

27
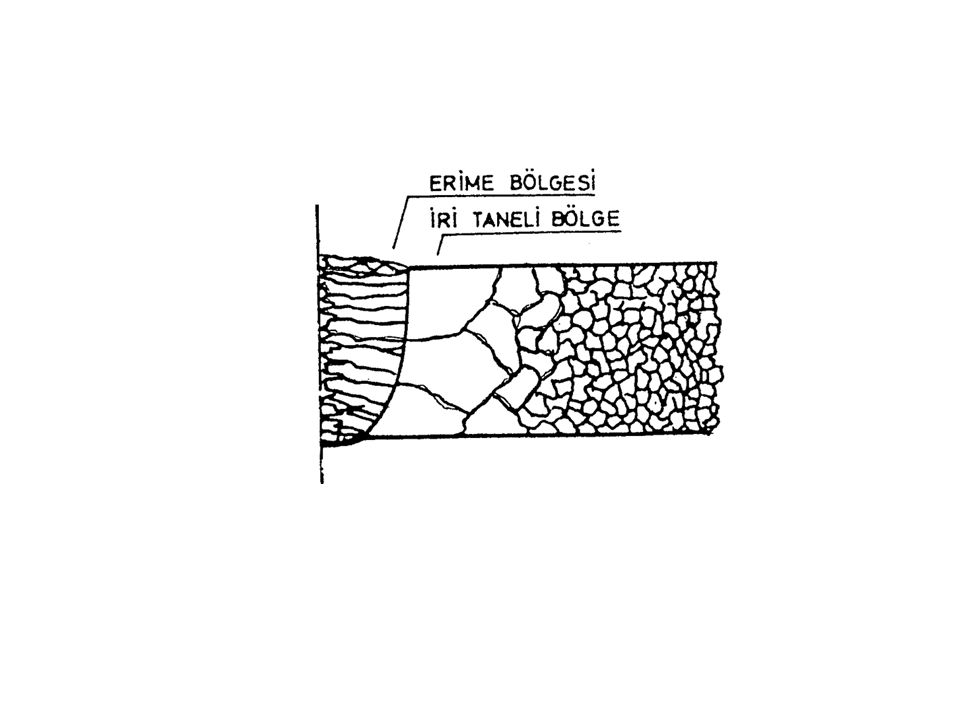
Eritme Kaynağı: Katı metal erime sıcaklığına ulaştığında levha yüzeyi üzerinde mevcut olan oksit filmleri parçalanır ve ya demir ve bakırda olduğu gibi erimiş metale karışır ya da alüminyumda olduğu gibi yüzey üzerinde yüzer.

28
Isı Yoğunluğu Birim yüzey başına parçaya aktarılan güç (güç yoğunluğu), W/mm2 • Eğer güç yoğunluğu çok düşükse, ısı parça boyunca iletilir ve erime oluşmaz • Eğer güç yoğunluğu çok fazlaysa, yerel sıcaklıklar, etkilenen bölgedeki metali buharlaştırır • Kaynağın gerçekleştirilebildiği, pratik bir ısı yoğunluğu aralığı mevcuttur

29
Bir eritme kaynağının tipik yapısı

33
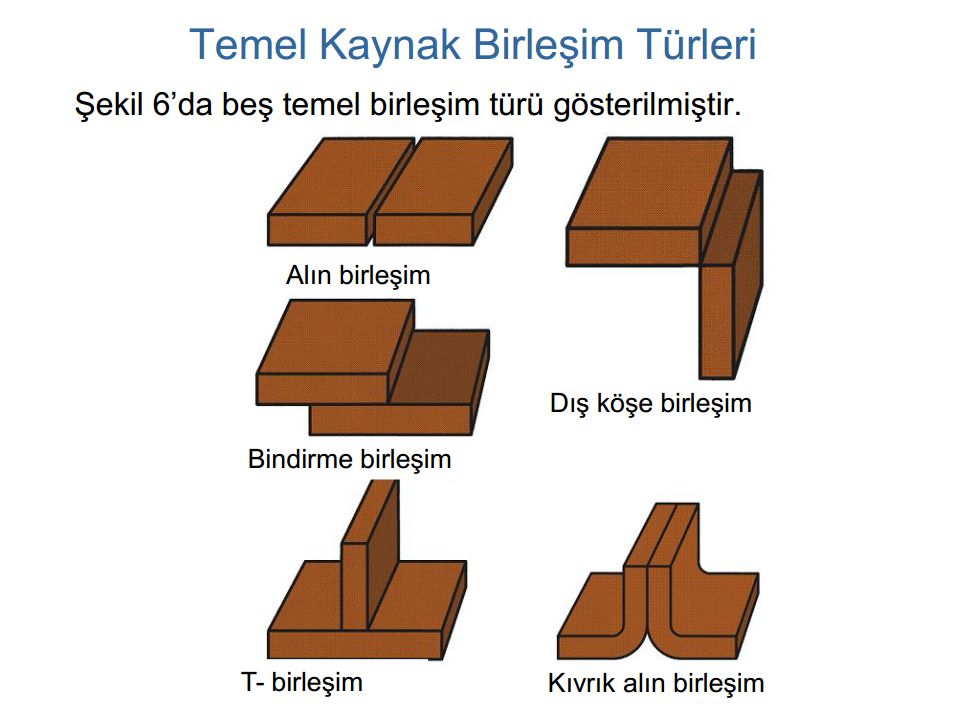
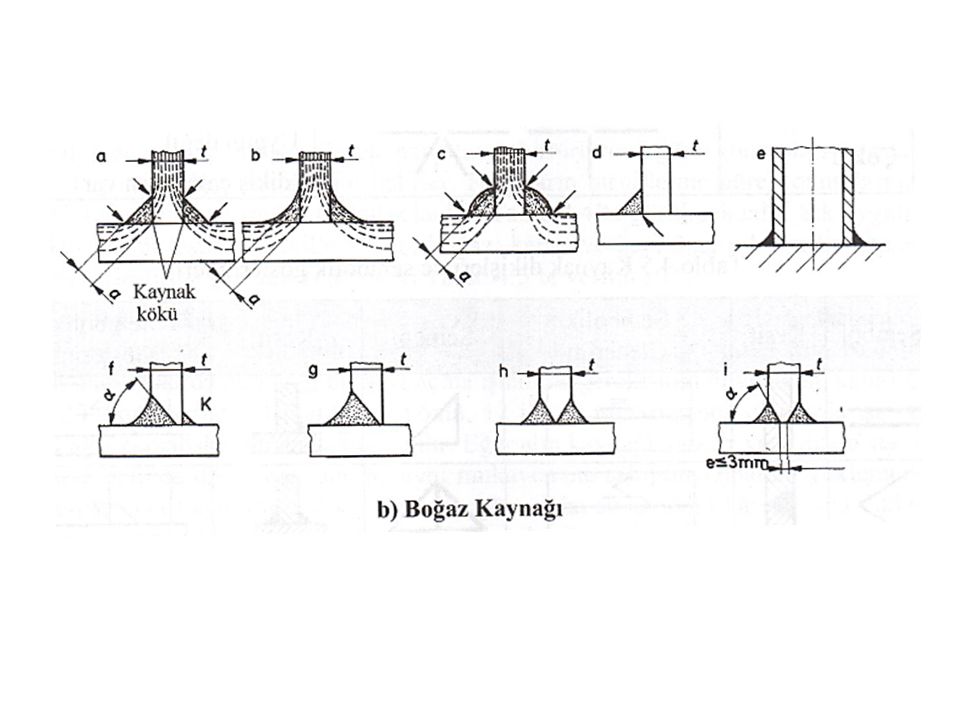
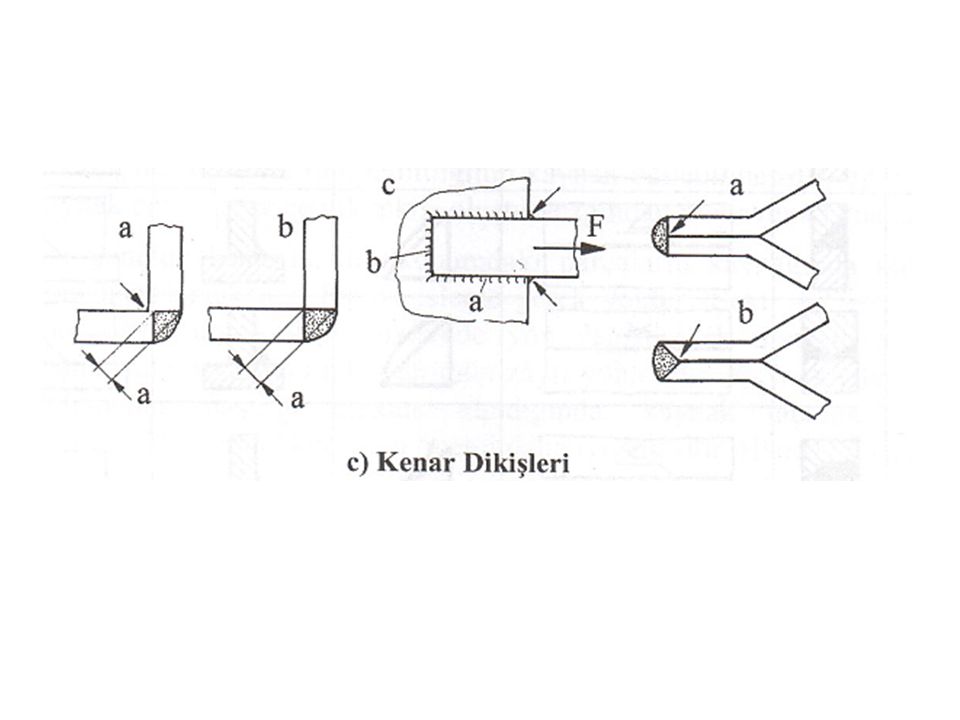
Kaynak ile birleştirme şekilleri

37
Oksi-Asetilen Kaynağı
Asetilen ve oksijenin yanmasıyla elde edilen yüksek sıcaklıkta bir alevle yapılan eritme kaynağı • Alev bir üfleç ile yönlendirilir • Bazen ilave metal kullanılır Kaynakçı uniform gelişen bir erime sağlamak için üfleci hareket ettirir. Tipik uygulamalar: Havalandırma delikleri, ısıtma ve kimyasal sistemler için küçük boru tesisatları, motorlu araç tamiratı gibi hafif imalatlar.

39
Oksi-yanıcı gaz kaynak grubu içinde, diğerlerine oranla en yüksek sıcaklıkları oluşturma kapasitesi oksi-asetilende sağlanır. En yaygın yanıcı gaz 3480˚C’ye kadar ulaşır.

40
Oksi-yanıcı gaz da üfleç değiştirilerek kesme işlemi için de kullanılabilir. Bunun için yanıcı gaz olarak En önemli ve en yaygın kullanılan yanıcı gaz Asetilen (C2H2)’dir. • Asetilenin dışında doğalgaz (CH4) ve propan kullanılmaktadır. Belirli uygulamalarda Hidrojen de kullanılabilir.
 ve propan kullanılmaktadır. Belirli uygulamalarda Hidrojen de kullanılabilir.")
41
Ark Kaynağı Metallerin birleştirilmesinin, bir elektrod ile parça arasındaki elektrik arkının ısısı ile oluşturulduğu bir eritme kaynak yöntemi • Arkın ürettiği elektrik enerjisi, herhangi bir metali eritmeye yeterli sıcaklıklar oluşturur: ~ 5500 °C • Çoğu ark kaynak yöntemlerinde kaynaklı bağlantının hacmini ve dayanımını arttırmak için dolgu (ilave) metal eklenir
 metal eklenir.")
42
Elektrik Arkı Nedir?

43
Ark Kaynak Elektrotlarının İki Temel Türü
• Eriyen – kaynak sırasında tüketilen • Erimeyen – kaynak işlemi sırasında tüketilmeyen

44
Arkın Korunması Ark kaynağındaki yüksek sıcaklıklarda, metaller havadaki oksijen, azot ve hidrojene karşı kimyasal olarak reaktiftir Bağlantının mekanik özellikleri, bu tür reaksiyonlar sonucu ciddi şekilde bozulabilir İşlemi korumak için, tüm ark kaynak yöntemlerinde arkın çevresindeki havadan korunması gerekir – Argon, Helyum ve CO2 gibi koruyucu gazlar – Dekapan Dekapan toz veya örtü: Kaynak için koruyucu atmosfer oluşturur • Arkı kararlı hale getirir • Sıçramayı azaltır

45
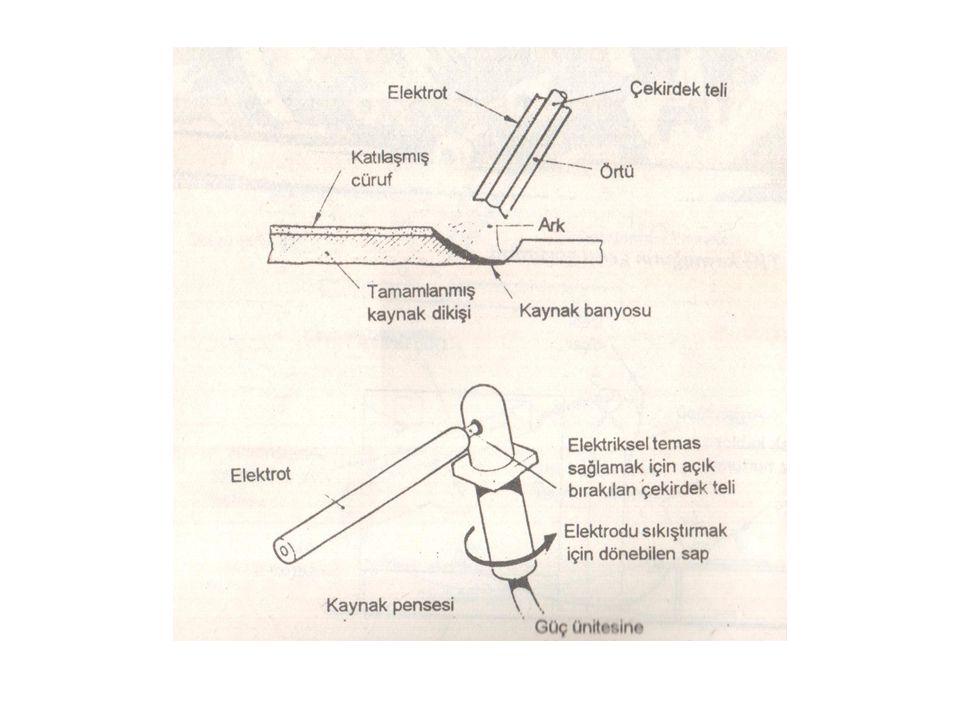
Elektrik ark kaynağı: Bir diğer ismi örtülü elektrod kaynağıdır
Elektrik ark kaynağı: Bir diğer ismi örtülü elektrod kaynağıdır. Kaynakçı birleşme çizgisinde esas metal il elektrod arasında bir ark oluşturur. Ark, kaynak banyosunu oluşturmak üzere esas metali ve elektrodu eritir. Kaynak banyosu eriyen elektrodtaki örtü nedeniyle oluşan cüruf tarafından korunur. Kaynak esnasında elektrod eridiğinden kaynakçı ark boyunu sabit tutmak için elektrodu kaynak banyosuna doğru sürekli hareket ettirir. Katılaşmış cüruf yüzeyden uzaklaştırılır. Tipik uygulamalar: Basınçlı kapların, gemilerin, çelik yapıların imalatı, boru tesisatı bağlantıları.

47
Eriyen elektrodla gazaltı (MIG ve MAG) kaynağı: Bağlantı çizgisinde esas metalle elektrod arasında bir ark oluşturulur. Elektrod sabit bir hızda bir motor tarafından beslenir. Elektrod beslenme hızı akım şiddetini belirler. Koruyucu gazlar, alüminyum için Argon ve Helyum gibi soy gazlardan (MIG), çelik kaynağı için CO2 gibi aktif gazlardan (MAG) oluşur Tipik uygulamalar: levha, kutu kiriş gibi orta büyüklükteki imalatlar, otomobil gövdelerindeki sac metal işlerinde.
, çelik kaynağı için CO2 gibi aktif gazlardan (MAG) oluşur. Tipik uygulamalar: levha, kutu kiriş gibi orta büyüklükteki imalatlar, otomobil gövdelerindeki sac metal işlerinde.")
49
Tozaltı kaynağı: Esas metalle çıplak tel elektrodun ucu arasında ark oluşturulur. Elektrod eridiğinde bir motor ünitesi tarafından arka doğru beslenir. Elektrodun besleme hızının erime hızına eşit tutulması önemlidir. Ark bir toz tabakası altında çalışır. Bu tozun bir miktarı eriyerek banyo üzerinde koruyucu bir örtü oluşturur. Tipik uygulamalar: basınçlı kap, köprü gemi, kaynaklı boru ve çelik yapılardaki levhaların kalınlığı.

51
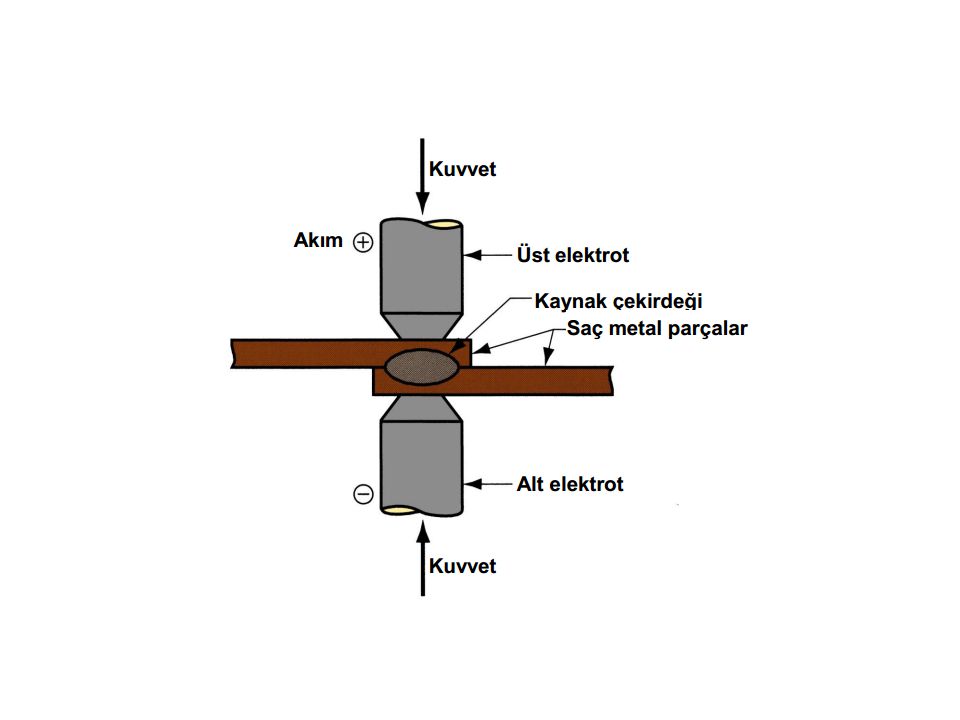
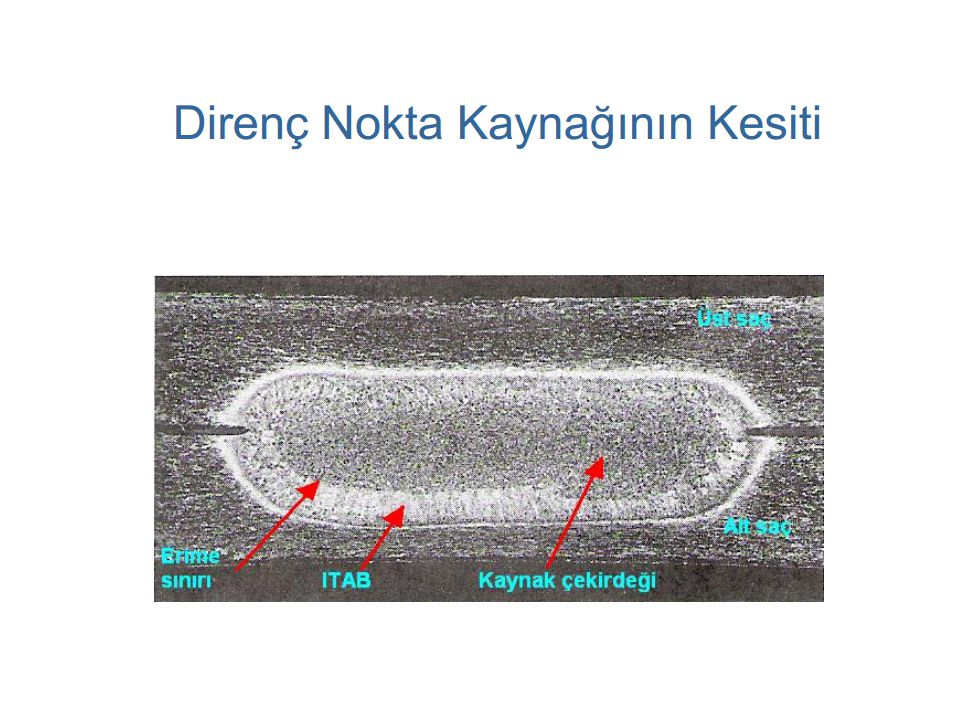
Direnç nokta kaynağı: Birbiri üzerine bindirilmiş saclar iki bakır elektrod arasında sıkıştırılır. Düşük gerilimli yüksek şiddette bir elektrik akımı elektrodlar arsındaki iş parçasından geçirilir. Arayüzeyde, malzemenin akım geçişişine karşı gösterdiği direnç sayesinde ısı üretilir. Akım kesildiğinde kaynak basınç altında katılaşır. Tipik uygulamalar: Çamaşır makinası ve araba gövdesi gibi preslenmiş saclardan hafif imalatlar. Uçak motorlarında yüksek kaliteli işlerde de kullanılır.

54
Üstünlükleri: – İlave metal gerekmez – Yüksek üretim hızlarına erişilebilir – Mekanizasyonu ve otomasyonu kolay – Operatör beceri seviyesi, ark kaynağına oranla daha düşük – İyi tekrarlanabilirlik ve güvenilirlik • Eksiklikleri: – Yüksek ilk ekipman maliyeti – Çoğu direnç kaynağı için bindirme bağlantılarla sınırlı

55
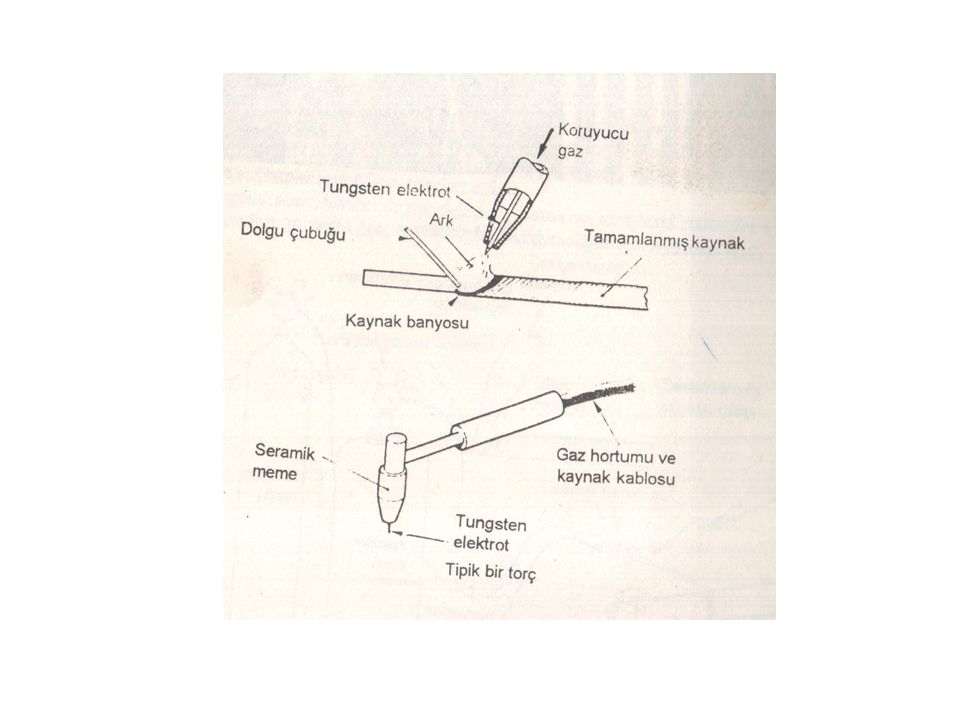
Tungsten elektrodla gazaltı (TIG) kaynağı: Bağlantı çizgisinde esas metalle tungsten elektrodun ucu arasında bir ark oluşturulur. Elektrod erimez ve kaynakçı ark aralığını sabit tutar. Gerekirse dolgu metali eklenebilir. Erimiş banyo, ark bölgesini havanın yerini alan bir soygaz ile korunur. Argon en çok kullanılan koruyucu gazdır. Tipik uygulamalar: Alüminyum, paslanmaz çelik, kimya tesislerindeki bakır gibi metallerde yüksek kalitede kaynak dikişleri, uçak gövde ve motorlarındaki sac işleri

56
Tungsten Inert Gaz (TIG) Kaynağı
Erimeyen bir Tungsten elektrot ve arkın korunması için bir soy (inert) gaz kullanır • Tungsten’in erime sıcaklığı = 3410˚C – Almanya’da, "WIG (Wolfram Inert Gas) kaynağı" olarak da adlandırılır • ilave metal de kullanılabilir – Kullanıldığında, ilave metal çubuk veya tel halinde kaynak banyosuna ayrıca beslenir
 gaz kullanır. • Tungsten’in erime sıcaklığı = 3410˚C. – Almanya’da, WIG (Wolfram Inert Gas) kaynağı olarak da adlandırılır. • ilave metal de kullanılabilir. – Kullanıldığında, ilave metal çubuk veya tel halinde kaynak banyosuna ayrıca beslenir.")
58
Kaynağın neden olduğu ısıl gerilmelerin en yaygın
sonucu parçanın distorsiyon’udur. • Distorsiyonların en düşük seviyede tutulması için: – Kaynak işlemi en az ısıyla yapılmalıdır – Kaynaklar, birleşimi oluşturacak en az miktarda olmalıdır – Kaynak sırasında paso sayısı düşük tutulmalıdır – Ters distorsiyon uygulanmalıdır – Kaynaktan hemen sonra çekiçleme uygulanmalıdır – Kaynak dikişleri simetrik düzenlenmelidir

59
Distorsiyon Türleri

60
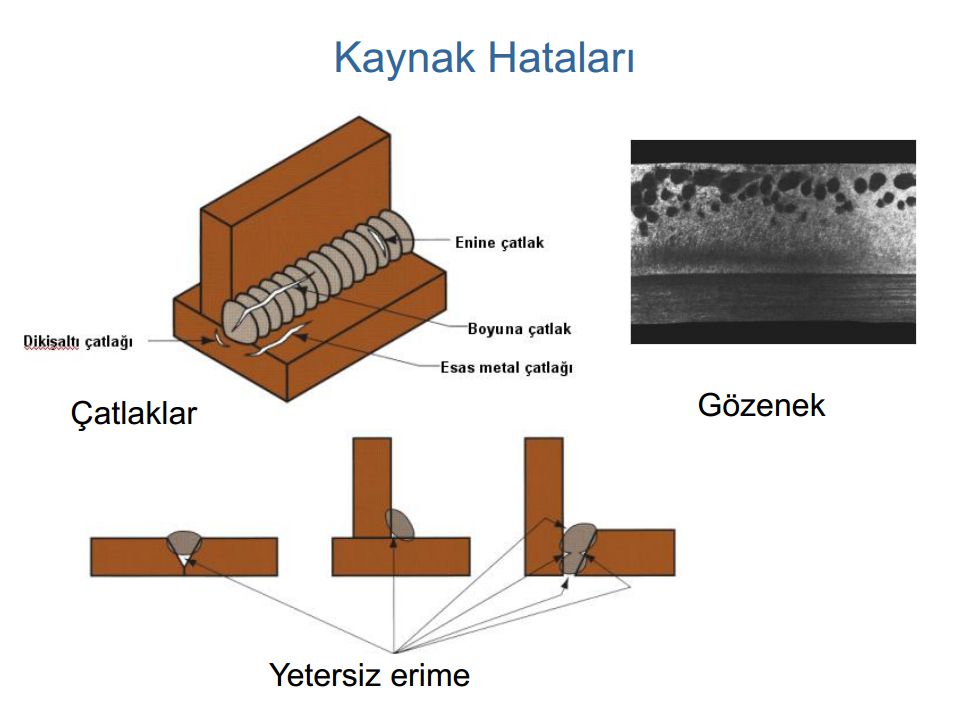
Kaynak kalitesini belirleyen faktörler
Malzeme (Kaynak edilecek malzemenin kaynağa uygunluğu), Hazırlama (Yöntemin uygunluğu), Kaynak yöntemi (Malzemeye, kalınlığa, yük şekline uygun), Kaynak malzemesi (Kaynak edilecek malzemeye uygun elektrod seçimi), Personel (Eğitilmiş kaynakçının uygulaması), Kontrol (Kaynağın hatasız yapıldığının kontrolünün yapılması).
, Hazırlama (Yöntemin uygunluğu), Kaynak yöntemi (Malzemeye, kalınlığa, yük şekline uygun), Kaynak malzemesi (Kaynak edilecek malzemeye uygun elektrod seçimi), Personel (Eğitilmiş kaynakçının uygulaması), Kontrol (Kaynağın hatasız yapıldığının kontrolünün yapılması).")
61
Perçin Bağlantıları Perçin, iki veya daha çok parçayı birbirine çözülemeyecek şekilde birleştirmek için kullanılan bir bağlama usulüdür. Bağlanacak parçalara birer delik açılarak perçin geçirilir ve perçinin delik dışında kalan parçasına vurularak perçinleme işlemi tamamlanır.

62
Perçin bağlantıları

63
Eskiden daha çok kullanılan günümüzde daha çok yerini kaynağa bırakan perçin bağlantıları bazı konstrüksiyonlarda tercih edilebilmektedir. Perçin bağlantıları mukavemeti veya sızdırmazlığı sağlamak için yapılmaktadır. Yerine göre kaynak yerine tercih edilebilmektedir. Kaynağa göre işçiliği ile birlikte değerlendirildiğinde daha ucuzdur, sökmek istendiğinde perçin tekrar kullanılamaz ancak bağlanan elemanlar zarar görmeden sökülebilir.

64
2. Çözülebilen bağlama elemanları
Makinaları elemanlarına ayırmak ve tekrar monte etmek için kullanılan bağlama elemanlarının da tahrip olmadan tekrar tekrar çözülüp bağlanması istenir. Çözülebilen bağlama elemanları bu isteği sağlamaktadır. Çözülebilen bağlama elemanlarının başlıcaları şunlardır: a) Cıvata bağlantıları b) Mil-Göbek bağlantıları (kamalı bağlantılar) c) Pim ve perno bağlantıları
 Cıvata bağlantıları. b) Mil-Göbek bağlantıları (kamalı bağlantılar) c) Pim ve perno bağlantıları.")
66
Civata bağlantıları: En çok kullanılan bağlantı elemanıdır. Civata, birbirine bağlanmak istenen parçaların üzerine delik açılarak bazen ucuna somun takılarak sıkıştırılan bir bağlantı elemanıdır. Çözülebilir bağlama elemanı olarak günümüzde çok sık kullanılan makine elemanlarıdır. Civata, kesiti kare, trapez, üçgen olan bir yuvanın bir silindire helis şeklinde sarılmasıyla oluşur.

67
Şekil. Civata bağlantılarının elemanları

68
Kamalı bağlantılar: Bir kasnak, zincir dişlisi, volan veya dişli çarkı mil veya aksa bağlamak için kama, feder veya diğer mil göbek bağlama elemanları kullanılır.

69
http://teknolojikarastirmalar. com/e-egitim/teknikresim/swfgoster. asp

70
Pim bağlantıları: Pimler çözülebilen bağlama elemanları grubunda toplanırlar. Bir konstrüksiyonda elemanların birbirlerine göre konumlarını belirleyip, herhangi bir söküp takma işleminden sonra da yine aynı konuma gelmelerini sağlamak amacıyla, ayrıca merkezleme işlemleri için de kullanılır.

71
3. Elastik bağlama elemanları
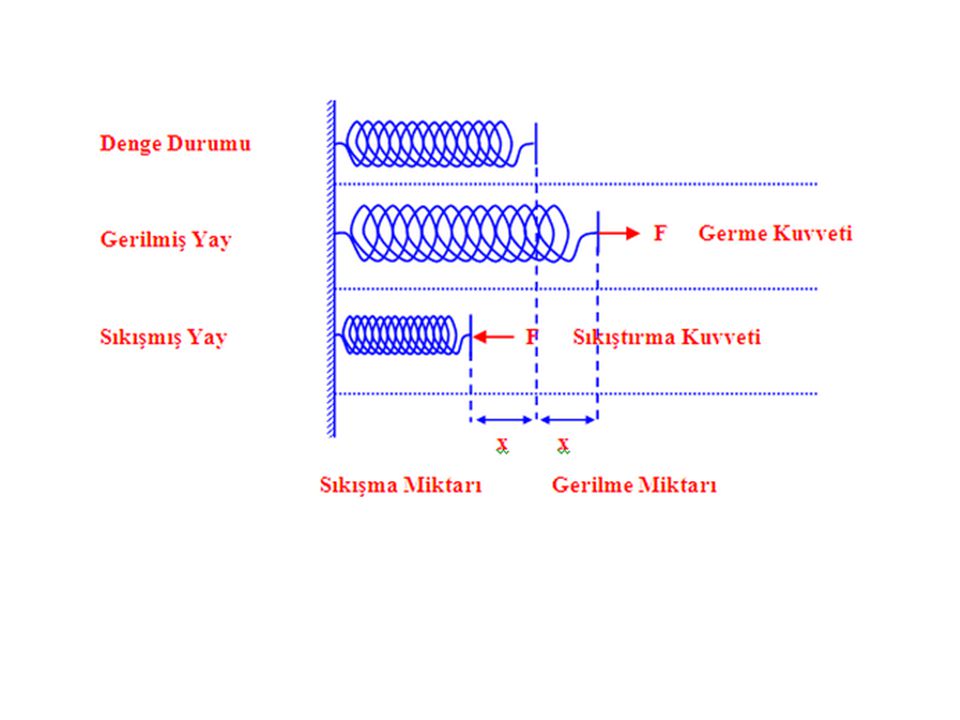
Elastik Yaylar Yaylar ile iki makine parçası, birbirlerine göre belirli sınırlar içinde hareket edebilecek şekilde bağlanabilir; bu tip bağlantılara elastik bağlama denir. Yaylar dış kuvvetlerin altında şekil değiştirirler, bu arada enerji depolarlar ve kuvvet ortadan kalkınca da depoladıkları enerjiyi geri verirler.

72
Saat, ölçü aleti gibi bazı hassas cihazlarda ve subap kapağı, valflerde tahrik elemanı olarak,
Lokomotif ve vagonlarda tampon içerisinde, kara taşıtlarında aks – şasi bağlantısında, elastik kavramalarda darbe sönüm elemanı olarak, Preslerde kuvvet sınırlayıcı olarak, Dinamometre, yaylı terazi, elektrik ölçü aletlerinde ölçü elemanı olarak kullanılırlar.

73
Zorlanmasına göre yaylar çeki, bası, eğilme ve burulma yayları olarak,
şekillerine göre çubuk, bilezik, yaprak, helisel, spiral ve disk yaylar olarak, malzemesine göre de metal ve kauçuk yaylar olarak sınıflandırılabilir.

76
4. Destek elemanları: Akslar-Miller
Miller ve akslar benzer elemanlar olmakla beraber aralarında fonksiyon bakımından farklar vardır. Akslar kasnak, tekerlek, çark gibi dönel elemanları taşıyan ve bu nedenle esas olarak eğilmeye zorlanan elemanlardır. Miller, aynı elemanlar için taşıyıcı olmakla beraber esas itibariyle güç ileten elemanlardır; bu nedenle miller, ana zorlanma olarak burulmaya ve taşıyıcı eleman olduklarından eğilmeye maruzdur.

77
Aks ve millerde önemli olan problem çap değişikliği, kama kanalları, pim delikleri veya oyukları ve göbeklerin sıkı geçme yerleri gibi süreksizlik noktalarında meydana gelen çentik olayıdır. Uygun bir konstrüksiyon ile çentik etkisi önemli ölçüde azaltılabilir.

78
Yataklar KAYMALI YATAKLAR
Yataklar iki eleman arasındaki bir veya birkaç yönde izafi harekete minimum bir sürtünme ile müsaade eden fakat kuvvet doğrultusundaki harekete engel olan elemanlardır. İzafi hareketin dönme olması halinde destekleyen elemana yatak denir. Yağlama bakımından kaymalı yataklar sıvı ve sınır sürtünmeli olabilirler.

79
Yatak malzemelerinden istenen özellikler:
İyi bir basma ve yorulma mukavemeti, Aşınmaya ve korozyona dayanıklı, Gömme kabiliyeti yani yağda bulunan veya dışarıdan gelen sert parçacıkları abrazyon aşınmasını önlemek için bünyesine gömebilmeli, Sürtünme katsayısı küçük olmalı, İyi bir yapışma kabiliyetine sahip olmalı, Düşük bir ısıl genleşme katsayısına sahip olmalı, Kolaylıkla işlenebilmeli, Mümkün olduğunca ucuz olmalıdır. Teknikte kullanılan yatak malzemelerinin hiçbirisi tüm bu istekleri karşılamaz, her yatak malzemesi belirli istekleri yerine getirmektedir. Bu nedenle çalışma şartlarına göre yatak malzemesinin seçimi, önemli bir konudur.

80
Pratikte kullanılan yatak malzemeleri madensel veya madensel olmayan yatak malzemeleri olarak iki gruba ayrılabilir:

81
Madensel yatak malzemeleri
Beyaz metal Bakır alaşımları Sinterlenmiş malzemeler Diğer madensel yatak malzemeleri. Sınırlı olmakla birlikte kadmiyum, gümüş, alüminyum alaşımları ve dökme demir Madensel olmayan yatak malzemeleri Plastik malzemeler. Teflon (politetrafloretilrn) ve naylon (poliamid) Diğer malzemeler. Sentetik lastik Beyaz metal. Kalay ve kurşun alaşımıdır
 ve naylon (poliamid) Diğer malzemeler. Sentetik lastik. Beyaz metal. Kalay ve kurşun alaşımıdır.")
83
YUVARLANMALI YATAKLAR (RULMAN)
Kaymalı yataklardan faklı olarak, rulmanlı yataklarda, desteklenen ve destekleyen elemanlar arasında bir yuvarlanma hareketi mevcuttur. Bunu gerçekleştirmek için, destekleyen ve desteklenen arasına bilya veya makara şeklinde yuvarlanma elemanları konulmaktadır.

84
Rulman ya da yuvarlanma elemanı, rulmanlı yatakların iç ve dış bilezikleri arasında yuvarlanarak en az sürtünme ve kayıpla iş yapmasını sağlayan makine elemanlarıdır.

86
Rulmanlı yatakların kaymalı yataklara göre üstünlükleri şu şekilde sıralanabilir:
Hareketin başlangıcındaki sürtünme ile çalışma sırasındaki sürtünme arasında çok az bir farkın olması Sürtünme katsayısının çok düşük ve buna bağlı olarak enerji kaybının çok az olması Eksenel bakımdan az yer işgal etmesi Yağlanmasının basit, yağ sarfiyatının az, bakım ve değiştirilmesinin kolay olması Boyutlarının uluslar arası standartlarda olması sebebiyle piyasada hazır bulunması

87
Yüksek devirlerde hayli gürültülü çalışması
Dezavantajları: Yüksek devirlerde hayli gürültülü çalışması Ömürlerinin daha olması ve devir sayısı büyüdükçe ömrünün azalması Sönümleme kabiliyetinin az olması Bu özellikler, rulmanlı yatakların bazı hallerde uygun bazı hallerde ise uygun olmadığını göstermektedir. Bu nedenle teknikte çalışma koşullarına bağlı olarak hem rulmanlı hem de kaymalı yataklar kullanılmaktadır.

88
5. Mekanizmalar DİŞLİ ÇARK MEKANİZMALARI (aktarma sistemi)
Dişli çark, hareketi değiştirmek veya iletmek için kullanılan, üzerinde çeşitli profillerde diş açılmış bir makine elemanıdır. Güç ve devir iletir. Bir dişli çark tek başına kullanılamaz, hareket için en az iki dişli çark bulunmalıdır. Araba vitesi, kurmalı saat, mikser, bisiklet, el matkabı gibi makinelerde dişliler vardır.

90
KAYIŞ-KASNAK MEKANİZMALARI
Kayış kasnak mekanizmasında hareket, döndüren ve döndürülen kasnaklara sarılan ve oldukça esnek olan bir kayışın yardımıyla sağlanır; hareketin iletilmesinde kayış ile kasnak arasındaki sürtünme önemli rol oynar.

91
Mekanizmanın başlıca üstünlükleri:
Basit olmaları nedeniyle, diğer mekanizmalara göre oldukça ucuz bir konstrüksiyon oluşturur. Birbirlerinden uzakta bulunan iki mil arasında güç ve hareket iletebilir. Kayış elastik bir malzemeden yapılmış olduğundan, darbeleri karşılama ve sönümleme kabiliyeti büyüktür. Ani yük büyümelerini iletemez, bu nedenle bir emniyet elemanı olarak da çalışır.

92
Mahzurları: Kayış ile kasnak arasındaki kısmi kaymalardan dolayı tam ve sabit bir çevrim oranı sağlanamaz. Hareket iletimi için kayışın kasnak üzerine bastırılması gerekir, yani bir basma kuvvetine ihtiyaç gösterir. Bu basma kuvvetinin etkisi altında miller ve yataklar dişli çark ve zincir mekanizmalarındakine göre daha büyük zorlamalara maruz kalırlar. Kayışta zamanla bir gevşeme meydana geldiğinden, mekanizmanın bir gerdirme tertibatı ile donatılması gerekir.

94
Mekanizmanın önemli bir elemanı olan kayış şu özelliklere sahip olmalıdır:
Bükülme kabiliyeti ve yüksek bir çekme mukavemeti, Uygun bir ömür ve yorulma mukavemeti, Düşük maliyet fiyatı

95
ZİNCİR MEKANİZMALARI Zincir mekanizmaları, dişli çark ile kayış kasnak mekanizmaları arasında, ara bir mekanizma olarak kabul edilebilir. Birbirine geçmiş bir sıra metal halkadan oluşan güç iletim elemanıdır.

96
Dişli çarklarda olduğu gibi, burada da hareket şekil bağı olarak doğrudan doğruya temas yolu ile iletilir. Kayış kasnak mekanizmaları ile benzerliği ise, döndüren ve döndürülen çarkların arasında zincir denilen üçüncü bir elemanın bulunmasından ileri gelir.

97
Zincir mekanizmasının üstünlükleri:
Oldukça uzak mesafelere (8 m’ ye kadar) güç ve hareket iletilmesi, Hareket şekil bağı olduğundan, istenilen çevrim oranının tam olarak sağlanması, Bir milden aynı anda birkaç mile hareket iletilmesi, Çeşitli ortamlarda (sıcaklık, pislik toz, rutubet) iyi bir çalışma kabiliyeti göstermesi
 güç ve hareket iletilmesi, Hareket şekil bağı olduğundan, istenilen çevrim oranının tam olarak sağlanması, Bir milden aynı anda birkaç mile hareket iletilmesi, Çeşitli ortamlarda (sıcaklık, pislik toz, rutubet) iyi bir çalışma kabiliyeti göstermesi.")
98
Mahzurları: Oldukça ağır ve pahalı bir konstrüksiyon oluşturması, İletilen hızın sabit olmaması ve bu nedenle kütlesel kuvvet, darbe ve titreşimlerin oluşmasından dolayı gürültülü olarak çalışması, Dikkatli bir montaj ve bakım (iyi bir yağlama) gerektirmesi
 gerektirmesi.")
Benzer bir sunumlar






















 Kompozitler>")





