Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
Kaynak 1. Giriş 2. Kaynak yöntemleri Ergitme kaynak yöntemleri Katı-hal kaynak yöntemleri 3. Kaynak metallurjisi ve kaynak kabiliyeti 4. Kaynak dikişlerinin muayenesi

2
Giriş Kaynak, malzemelerin kaynak bölgesinde ısı ve/veya basınç yardımıyla ilave malzeme kullanarak veya kullanmadan birleştirilmesidir. Türkiye’de kaynak ilk defa 1920’li yıllarda İstinye ve Gölcük tersanelerinde uygulandı. İlk kaynak atölyesi 1935 yılında Eskişehir’de kuruldu. Kaynak tekniği ise 1951 yılında İTÜ Makine Fakültesinde akademik olarak ele alındı. Ülkemizde klasik oksi-asetilen ve elektrik ark kaynağı dışında tozaltı ve gaz altı kaynak yöntemleri yaygın olarak uygulanmaktadır. Endüstrimizde hemen hemen her türlü kaynak makinaları ve elektrodları, oksijenle kesme üfleç cihazları üretilmekte ve her türlü imalatta kullanılmaktadır. Amerikan kaynak topluluğu (American Welding Society) tarafından 50’den fazla kaynak yöntemi sınıflaması yapmasına rağmen, bugün kaynak yöntemleri ergime (eritme) ve katı-hal kaynağı olmak üzere ikiye ayrılmıştır. Söz konusu kaynak yöntemleri ise temel prensibi aynı olan farklı türleri içermektedir.
 tarafından 50’den fazla kaynak yöntemi sınıflaması yapmasına rağmen, bugün kaynak yöntemleri ergime (eritme) ve katı-hal kaynağı olmak üzere ikiye ayrılmıştır. Söz konusu kaynak yöntemleri ise temel prensibi aynı olan farklı türleri içermektedir.")
3
Birleştirme Türleri Temel birleştirme tipleri

4
Kaynak Ağızlarının Hazırlanması
Kaynak ağzının hazırlanmasında dikkate alınması gereken hususlar ; 1. Kaynak pozisyonu ve arka tarafa erişip erişilmemesi 2. Parça kalınlığı ve paso sayısı 3. Kaynak işlemine paralel olarak oluşan şekil değiştirmelerin önlenmesi 4. Ana metalin özellikleri 5. Kaynak ağzı hazırlanması ve yığılacak kaynak metali miktarı ile ilgili ekonomi Kaynak ağzının hazırlanması V tipi kaynak ağızlarında ağız açısı azaldıkça kök aralığı ve alın yüksekliği artırılmalıdır.

5
Kaynak ağızlarının hazırlanmasında ekonomiye çok dikkat edilmelidir
Kaynak ağızlarının hazırlanmasında ekonomiye çok dikkat edilmelidir. Örneğin 25 mm kalınlıkta ve a genişliğinde iki parçanın uç uca kaynağında 900’lik kaynak ağzının kullanılması durumunda V kaynak ağzı için doldurulacak hacim 25x25xa, X kaynak ağzı açılması durumunda ise bu hacmin bir öncekine göre yarısı olduğu görülür, Şekil 3. Dolayısıyla elektrod sarfiyatı, kaynak işçiliği (kaynak ağzının açılması dışında) ve enerji sarfiyatı az olur. V ve X kaynak ağızları
 ve enerji sarfiyatı az olur. V ve X kaynak ağızları.")
6
Kaynak Yerinin Temizliği
Çeşitli kimyasal (genelde direnç kaynağında) ve mekanik yöntemler kullanılarak kaynak yeri temizlenmelidir. Metal yüzeyinin gerçek durumu
 ve mekanik yöntemler. kullanılarak kaynak yeri temizlenmelidir. Metal yüzeyinin gerçek durumu.")
7
Geometrik açıdan kaynak türleri

8
Kaynak Fiziği Ergitme kaynağında yüzeye uygulanan ısı akısının miktarı yüzeyde yerel ergitme yapacak büyüklükte olmalıdır. Ancak dolgu metali kullanılması durumunda üretilen ısının bir kısmı bu metali ergitmek için kullanır. Bu durumda daha yüksek ısı değerlerinde çalışmak gerekir. Isı akısı iş parçasının birim yüzeyine aktarılması gereken güç olarak tanımlanır. Metali ergitmek için gerekli zaman güç yoğunluğu (miktarı) ile ters orantılı olduğunda düşük güç miktarlarında ergitme için gerekli zamanın uygun olarak belirlenmelidir. Güç miktarının çok düşük olması durumunda ergime gerçekleşmez. Bu nedenle çoğu metal için güç miktarının en az 10 W/mm2 olması gerekir. Isı akısı artıkça ergitme zamanı azalır. Eğer güç miktarının 105 W/mm2’den daha yüksek olması durumunda oluşan sıcaklık metalin etkin bölgesinde yerel buharlaşmaya neden olabilir. Güç yoğunluğu PD= P/A formüllü ile hesaplanabilir. Burada PD güç miktarını (W/mm2), P yüzeye giren gücü (W) ve A gücün etkin olduğu yüzey alanını (mm2) göstermektedir. Ancak kaynak işleminde kullanılan güç miktarı kavramı eşitlikte ifade edilenden daha karmaşıktır. Çünkü pek çok kaynak işleminde güç kaynağı hareketli olduğundan kaynak öncesinde ve sonrasında ön ısıtma söz konusu olabilir. Bir diğer durum ise güç miktarı etkin alanın fonksiyonu olduğundan etkin bölgede homojen bir güç yoğunluğu oluşmayabilir.
 ile ters orantılı olduğunda düşük güç miktarlarında ergitme için gerekli zamanın uygun olarak belirlenmelidir. Güç miktarının çok düşük olması durumunda ergime gerçekleşmez. Bu nedenle çoğu metal için güç miktarının en az 10 W/mm2 olması gerekir. Isı akısı artıkça ergitme zamanı azalır. Eğer güç miktarının 105 W/mm2’den daha yüksek olması durumunda oluşan sıcaklık metalin etkin bölgesinde yerel buharlaşmaya neden olabilir. Güç yoğunluğu PD= P/A formüllü ile hesaplanabilir. Burada PD güç miktarını (W/mm2), P yüzeye giren gücü (W) ve A gücün etkin olduğu yüzey alanını (mm2) göstermektedir. Ancak kaynak işleminde kullanılan güç miktarı kavramı eşitlikte ifade edilenden daha karmaşıktır. Çünkü pek çok kaynak işleminde güç kaynağı hareketli olduğundan kaynak öncesinde ve sonrasında ön ısıtma söz konusu olabilir. Bir diğer durum ise güç miktarı etkin alanın fonksiyonu olduğundan etkin bölgede homojen bir güç yoğunluğu oluşmayabilir.")
9
Birkaç ergitme kaynak yöntemi için gerekli güç miktarları Tablo da verilmiştir.
Güç miktarı (W/mm2) Oksi-yanıcı gaz 10 Ark kaynağı 50 Direnç kaynağı 1000 Laser ışını kaynağı 9000 Elektron ışını kaynağı 10000 Örnek: Bir güç kaynağı 3000 W’lık gücü metal yüzeyine transfer edebilmektedir. Güç dağılımı 5 mm’lik çap içerisinde %70 ve bu çap etrafındaki 12 mm çaplı halkada ise %90 oranında transfer edilmektedir. İç çapta (5 mm) ve bunun etrafındaki halkada (12 mm çaplı) güç yoğunluğunu belirleyiniz? İç çap alanı A=π.52/4= 19,63 mm2 Bu alanda güç P=0,70x3000=2100 W Güç yoğunluğu PD= P/A= 2100/19,63= 107 W/mm2 İç çap dışındaki halkanın alanı A= π. (122-52)/4= 93.4 mm2 Bu bölgedeki güç P= 0,90x = 810 W Güç yoğunluğu PD= 810/93,4= 8,7 W/mm2 Sonuç: Güç yoğunluğu iç çapta ergime için yeterli olmasına rağmen bu çemberin dışındaki halkada muhtemelen yeterli olmayabilir
 Oksi-yanıcı gaz. 10. Ark kaynağı. 50. Direnç kaynağı Laser ışını kaynağı Elektron ışını kaynağı Örnek: Bir güç kaynağı 3000 W’lık gücü metal yüzeyine transfer edebilmektedir. Güç dağılımı 5 mm’lik çap içerisinde %70 ve bu çap etrafındaki 12 mm çaplı. halkada ise %90 oranında transfer edilmektedir. İç çapta (5 mm) ve bunun. etrafındaki halkada (12 mm çaplı) güç yoğunluğunu belirleyiniz İç çap alanı A=π.52/4= 19,63 mm2. Bu alanda güç P=0,70x3000=2100 W. Güç yoğunluğu PD= P/A= 2100/19,63= 107 W/mm2. İç çap dışındaki halkanın alanı A= π. (122-52)/4= 93.4 mm2. Bu bölgedeki güç P= 0,90x = 810 W. Güç yoğunluğu PD= 810/93,4= 8,7 W/mm2. Sonuç: Güç yoğunluğu iç çapta ergime için yeterli olmasına rağmen bu çemberin dışındaki halkada muhtemelen yeterli olmayabilir.")
10
Belirli bir hacimdeki metali ergitmek için gerekli ısı katı metalin sıcaklığını ergime sıcaklığına çıkaran ısı ile bu noktada katıyı sıvı ya dönüştürmek için gerekli ısının toplamına eşittir. Dolayısıyla metalin ergime ısısı; Um= KxTm2 olarak belirlenir. Burada; Um ergitme için gerekli birim enerji (oda sıcaklığındaki metalin birim hacmini ergitmek için gerekli ısı), J/mm3, Tm ergime sıcaklığı, 0K ve K ise bir sabiti (K= 3,33x10-6) göstermektedir. Kaynak işlemi için metale verilen enerjinin tamamı ergitme için harcanamaz. Burada iki tür ısı transferi söz konusu olur. Bunlarda biri ısı kaynağı ile metal yüzeyi arasında transfer olan ısı diğeri ise kaynak alanından iletimle transfer olan ve metale dağılan ısıdır. Bu iki ısı transferi kaynak işlemi için gerekli ısının azalmasına yol açar. Bu nedenle kaynak işlemi için gerekli ısı; ısı iletim etkinliği (iş parçasından alınan toplam ısının ısı kaynağında üretilen ısıya oranı) ve ergime etkinliği (iş parçası yüzeyinden alınan ısının ısı kaynağında üretilen toplam ısıya oranı) ile çarpılması sonucunda bulunur ve Hw=f1xf2xH bağıntısı yardımıyla hesaplanır. Burada; Hw kaynak için gerekli toplam ısı, J, f1 ısı iletim etkinliği, f2 ergitme etkinliği ve H kaynak işlemi için üretilmesi gereken toplam enerji, J, olarak tanımlanır.
, J/mm3, Tm ergime sıcaklığı, 0K ve K ise bir sabiti (K= 3,33x10-6) göstermektedir. Kaynak işlemi için metale verilen enerjinin tamamı ergitme için harcanamaz. Burada iki tür ısı transferi söz konusu olur. Bunlarda biri ısı kaynağı ile metal yüzeyi arasında transfer olan ısı diğeri ise kaynak alanından iletimle transfer olan ve metale dağılan ısıdır. Bu iki ısı transferi kaynak işlemi için gerekli ısının azalmasına yol açar. Bu nedenle kaynak işlemi için gerekli ısı; ısı iletim etkinliği (iş parçasından alınan toplam ısının ısı kaynağında üretilen ısıya oranı) ve ergime etkinliği (iş parçası yüzeyinden alınan ısının ısı kaynağında üretilen toplam ısıya oranı) ile çarpılması sonucunda bulunur ve Hw=f1xf2xH bağıntısı yardımıyla hesaplanır. Burada; Hw kaynak için gerekli toplam ısı, J, f1 ısı iletim etkinliği, f2 ergitme etkinliği ve H kaynak işlemi için üretilmesi gereken toplam enerji, J, olarak tanımlanır.")
11
Isı iletim etkinliği değeri kullanılan kaynak yöntemi ve güç kaynağının kapasitesine bağlıdır. Ergitme etkinliği büyüklüğü ise önemli oranda kaynak yöntemine bağlı olmasına rağmen metalin termal özellikleri, bağlantı biçimi ve parça kalınlığı gibi parametreler bu değeri önemli ölçüde etkilemektedir. Örneğin yüksek ısı iletimine sahip metaller (Al ve Cu) ısı temas alanından ısıyı çabuk bir biçimde iletirler. Bu tür durumlarda kaynak işlemi düşük enerji yoğunluklu ısı kaynakları ile yapılmalıdır. Bu durum ısı girdisini tüm yüzeye yayarak iş parçasına olan iletimi kolaylaştırır. Genelde yüksek yoğunluklu ısı kaynakları düşük iletime sahip metallerde yüksek ergime verimi elde etmek için kullanılır. Enerji girdisi ile kaynak için gerekli enerji arasındaki ilişki Hm=UmxV formülü ile belirlenir. Burada Hw işlem için gerekli toplam enerjiyi, J, Um metali ergitmek için gerekli birim enerjiyi, J/mm3 ve V ergitilen metalin hacmini, mm3 göstermektedir. Ancak pek çok kaynak işleminde işlem hızı önemli bir parametredir. Bu durumda hız dengesi HRw=UmxWVR formülüyle belirlenebilir. Bu formülde HRw işlem için gerekli ısı hızını, J/s=W, WVR ergitilen metalin hacim hızını, mm3/s ifade etmektedir. Ergitilen metalin hacim hızı kaynak alanına ve hareket hızına bağlıdır. Bu durumda; HRw= f1xf2xHR=Umx Awx v formülüyle belirlenir. Bu formülde, HR güç kaynağı tarafında üretilen enerji girdisi hızını, W, Aw kaynak kesit alanını, mm2, v ise kaynak işlemi sırasında ilerleme hızını, mm/s, ifade etmektedir.

12
Örnek: Bir güç kaynağı 3500 W güç üretebilmekte ve bu güzü 0,7 ısıl verimle iletebilmektedir. Kaynak yapılacak parça düşük karbonlu çelik olup ergime ısısı 1760 oC, ergime verimi ise 0,5 dir. Sürekli dolgu kaynağı kullanılarak 20 mm2’lik bir alan kaynak yapılacaktır. Söz konusu bu kaynağın paso hızını belirleyiniz? Metali ergitmek için gerekli birim enerji Um=3,33x10-6x17602= 10,3 J/mm3 v=0,7x0,5x3500 / 10,3x20 = 5,95 mm/s

13
Kaynak Yöntemleri 1.Ergitme kaynağı ark kaynağı, direnç kaynağı,
oksi-yanıcı gaz kaynağı elektron ışın kaynağı laser ışın kaynağı elektrocuruf kaynağı termit kaynağı 2.Katı hal kaynağı (ergitme işlemi yapılmadan ve dolgu metali kullanmadan sadece basınç veya ısı ve basınç yardımıyla parçaların birleştirilmesi işlemi) difüzyon kaynağı sürtünme kaynağı ultrasonik kaynak haddeleme kaynağı patlamalı kaynak
 difüzyon kaynağı. sürtünme kaynağı. ultrasonik kaynak. haddeleme kaynağı. patlamalı kaynak.")
14
Ark Kaynağı Ark kaynağında ergitme iş parçası ile elektrod ucu arasında oluşturulan elektrik arkı sonucunda ortaya çıkan ısı yardımıyla gerçekleştirilir. İlave metal kaynak hacmini ve mukavemetini artırmak için kullanılır. Başlangıçta bir ark oluşturmak için elektrod iş parçasına temas ettirilir ve kısa bir süre içerisinde hemen çekilerek parçaya yakın bir mesafede tutulur. Elektrik arkı parça ile elektrod arasındaki gaz bulutunun iyonizasyonu yardımıyla sürdürülür

15
Ark kaynağında üretkenlik arkın etki süresine bağlıdır
Ark kaynağında üretkenlik arkın etki süresine bağlıdır. Bu değer ark süresinin çalışma saatine oranı şeklinde belirlenir ve elle kaynakta genelde %20, makine (otomatik, robot vs) ile yapılan kaynakta ise bu değer %50’ye ulaşır Ark kaynağında eriyen (harcanan) ve erimeyen (harcanmayan) olmak üzere iki farklı tür elektrod kullanılır. Eriyen elektrodlar çubuk ( mm uzunluğunda ve 9,5 mm çapında) ve tel biçiminde olup aynı zamanda dolgu metali olarak kullanılır. Çubuk elektrodların kaynak sırasında periyodik olarak değiştirilmesi kaynak ark zamanın azalmasına yol açar. Ancak tel elektrodlarla kaynak işlemi sırasında kaynak telinin uzunluğuna bağlı olarak sürekli besleme sağlanabilir. Erimeyen elektrodlar genelde tungsten den ve nadir olarak da karbondan yapılır. Tungstenden üretilen elektrodların içyapısına toryum oksit, zirkonyum oksit, lantan oksit veya seryum oksit katılarak çalışma performansları artırılır. Ancak bu elektrodlar kaynak işlemi sırasında meydana gelen buharlaşmadan dolayı yavaş bir biçimde tükenir.
 ile yapılan kaynakta ise bu değer %50’ye ulaşır Ark kaynağında eriyen (harcanan) ve erimeyen (harcanmayan) olmak üzere iki farklı tür elektrod kullanılır. Eriyen elektrodlar çubuk ( mm uzunluğunda ve 9,5 mm çapında) ve tel biçiminde olup aynı zamanda dolgu metali olarak kullanılır. Çubuk elektrodların kaynak sırasında periyodik olarak değiştirilmesi kaynak ark zamanın azalmasına yol açar. Ancak tel elektrodlarla kaynak işlemi sırasında kaynak telinin uzunluğuna bağlı olarak sürekli besleme sağlanabilir. Erimeyen elektrodlar genelde tungsten den ve nadir olarak da karbondan yapılır. Tungstenden üretilen elektrodların içyapısına toryum oksit, zirkonyum oksit, lantan oksit veya seryum oksit katılarak çalışma performansları artırılır. Ancak bu elektrodlar kaynak işlemi sırasında meydana gelen buharlaşmadan dolayı yavaş bir biçimde tükenir.")
16
Yüksek sıcaklıklarda yapılan ark kaynağında metalin oksijen, azot ve hidrojene karşı kimyasal ilgisi yüksektir. Ortaya çıkan reaksiyonlar kaynak bağlantısının özelliklerini önemli ölçüde düşürür. Bu nedenle hemen hemen tüm ark kaynağı yöntemlerinde arkın etrafı havadan korunur. Bunun için ark bölgesinde argon, helyum ve karbon dioksit gibi koruyucu atmosfer oluşturulur. Bunların dışında oksit oluşumunu ve istenmeyen kirleticileri engellemek için kaynak tozu adı verilen koruyucu örtülerde kullanılır. İşlem sırasında kaynak tozları eriyerek bir cüruf oluşturur ve söz konusu bu cüruf kaynaktan hemen sonra bir fırça yardımıyla temizlenir. Diğer taraftan kaynak tozları arkı kararlı hale getirerek ark sıçramasını azaltır.

17
Ark kaynağında doğru veya alternatif akımlı güç kaynakları kullanılır
Ark kaynağında doğru veya alternatif akımlı güç kaynakları kullanılır. Doğru akım kaynakları ile ark daha kolay bir şekilde kontrol edilir. Dolayısıyla bu güç kaynağı tüm metallerin ergitilmesinde kullanılır. Alternatif akımlı güç kaynakları daha düşük maliyetli olmasına karşın demir esaslı metallerin kaynağında sorunlara yol açar. Ark kaynağında oluşturulan ark elektrik akımına bağlıdır. Elektrik akımı elektrod çapına göre tespit edilir. Pratikte elektrod çekirdek çapının her bir mm’si için 40 amperlik akım kullanılır. Bunun dışında aşağıda verilen bağıntılarda olduğu gibi elektrod örtü kalınlığına bağlı olarak da akım ayarlanabilir. İnce örtülü elektrodlarda I= dx (40-45) Amper Kalın örtülü elektrodlarda I= dx (45-50) amper Demir tozlu kalın örtülü elektrodlarda I=dx(50-60) Amper Burada d mm olarak elektrod çekirdek çapını göstermektedir.
 Amper Kalın örtülü elektrodlarda I= dx (45-50) amper Demir tozlu kalın örtülü elektrodlarda I=dx(50-60) Amper Burada d mm olarak elektrod çekirdek çapını göstermektedir.")
18
Elektrod ile iş parçası arasında oluşan ark bir iletkendir
Elektrod ile iş parçası arasında oluşan ark bir iletkendir. Bu nedenle arkın etrafında bir manyetik alan oluşur. Manyetik alan arkın oynamasının yanı sıra kaynak banyosunun kontrolünün zorlaşmasına dolayısıyla kaynak dikişlerinin bozulmasına yol açar. Bu durum aşağıdaki önlemler alınarak engellenebilir. Akım değerini azaltmak Kök dikişi veya geniş punto yapmak Derin kaynaklarda alt destek parçası kullanmak Şasenin yerini değiştirmek Şase kablosunu bakır telle sararak manyetik akımı nötrleştirmek. Kısa ark ile kaynak yapmak Elektrod konum açısını değiştirmek Makinanın kutuplarını değiştirmek İş parçasının konumu değiştirmek

19
Ergiyen Elektrodlar Kullanan Ark Kaynak Yöntemleri
Elektrik Ark Kaynağı Elektrik ark kaynağında ark kimyasal koruyucularla örtülü eriyen bir çubuk elektrod ile iş parçası arasında gerçekleşir. Bu yöntemde kullanılan elektrodların kimyasal bileşimi parçaların kimyasal bileşimine yakın olmalıdır. Bu yöntem nadir olmakla birlikte alüminyum, bakır ve titanyum alaşımları kaynağında da kullanılır Elektrik ark kaynağı çeliklerin, paslanmaz çeliklerin, dökme demirlerin ve demir olmayan bazı metallerin kaynağında kullanılan en ucuz kaynak yöntemlerinden biridir.

20
Örtü bileşimleri ve damla türleri
Söz konusu yöntemin en büyük dezavantajı eriyen elektrodların periyodik olarak değiştirilmesi gerekliliğidir. Diğer bir sorun ise elektrod boyunun kaynak sırasında azalmasına bağlı olarak elektrod ısı direncinin sürekli değişmesi nedeniyle örtünün aşırı ısınmasıdır

21
Bu yöntemde elektrod olarak örtüsüz eriyen bir metal tel (çapı:0,8-6,6 mm) kullanılır ve ark dış kaynaklı bir koruyucu gaz ile korunur.. Kaynak teli bir makaradan kaynak tabacasına sürekli ve otomatik olarak beslenir. Koruyucu gaz olarak argon, helyum ve CO2 kullanılır. Soy gazlar genellikle alüminyum alaşımlarının ve paslanmaz çeliklerin kaynağında, CO2 ise düşük ve orta karbonlu çeliklerin kaynağında kullanılır. Soy gazlarla yapılan kaynak MIG (Metal Inert Gaz), CO2 gibi aktif bir gazla yapılan kaynak ise MAG (Metal Aktif Gaz) olarak tanımlanır En büyük üstünlüğü etkin ark süresinin yüksek olmasıdır.
, CO2 gibi aktif bir gazla yapılan kaynak ise MAG (Metal Aktif Gaz) olarak tanımlanır. En büyük üstünlüğü etkin ark süresinin yüksek olmasıdır.")
22
Özlü Tel Ark Kaynağı (ÖTAK)
Özlü telle ark kaynağı, çubuk elektrodlarla yapılan kaynak işleminde ortaya çıkan sorunların üstesinden gelmek amacıyla geliştirilmiş bir ark kaynağı yöntemidir. Bu yöntemde elektrod sürekli eriyen bir tüp şeklinde olup özünde koruyucu toz ve ilave katkı maddeleri içerir. Çapları 0,4 ile 4 mm arasında değişen elektrodları ergitmek için yaklaşık 20kW güç kullanılır. Özlü tel kaynak yöntemi kendinden gaz korumalı ve ilave gaz korumalı olmak üzere ikiye ayrılır

23
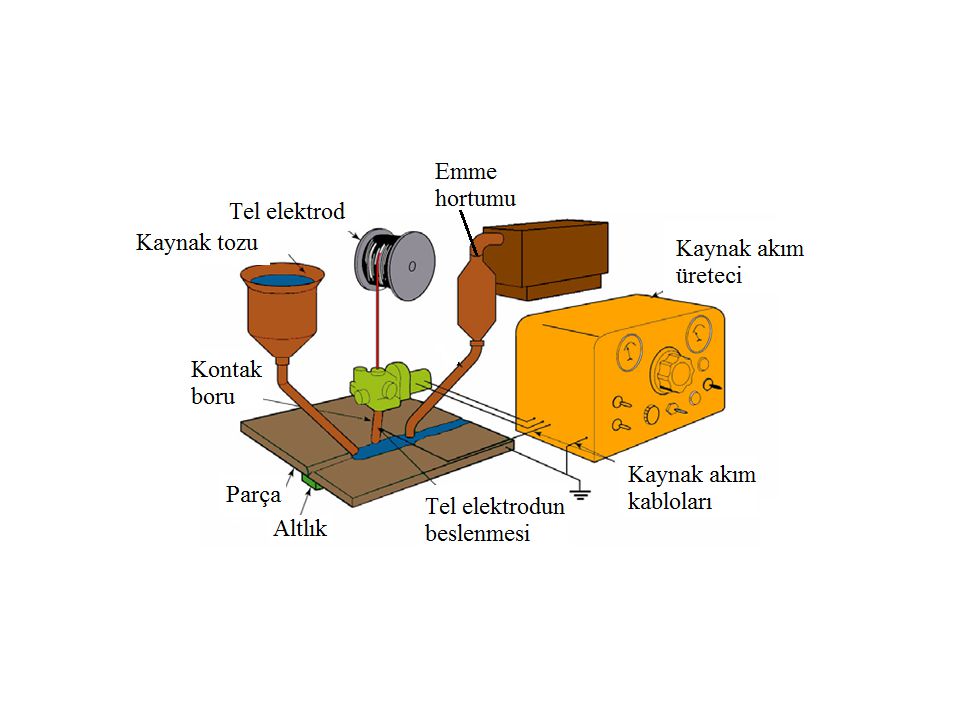
Tozaltı Ark Kaynağı Toz halindeki koruyucu bir huni vasıtasıyla yerçekimi kuvveti ile arkın önüne yavaş bir biçimde beslenir. Bu uygulama arkın oluşturduğu sıçrama, kıvılcım ve radyasyonun engellemesine yardımcı olur. Ark bölgesindeki toz ergimiş metal banyosu ile birlikte ergir ve banyo içersindeki safsızlıkları temizler. Banyonun katılaşması sırasında eriyik toz kaynak yüzeyinde toplanarak camsı bir cüruf tabakası oluşturur. Söz konusu tabaka kaynağı atmosfer etkilerinden korumasının yanı sıra termal bir izolasyon sağlayarak ergimiş metal banyosunun yavaş soğumasına yol açar. Bu durumda tok ve sünek bir kaynak bağlantısı elde edilir. Bu yöntemde ergiyen tel elektrodun sürekliliği otomatik olarak bir makara yardımıyla sağlanır. Az alaşımlı ve düşük karbonlu çelikler, paslamaz çelikler bu yöntemle uygun bir biçimde kaynak edilebilir. I biçimindeki çelik profiller toz altı ark kaynağı kullanılarak birleştirilir. Ancak, bu yöntem yüksek karbonlu çelikler, takım çelikleri ve pek çok demir olmayan alaşımlar için uygun bir yöntem değildir. Toz akışı yerçekimi ile sağlandığından kaynak süresince parçaların yatay pozisyonda tutulması ve bağlantının arka kısmının desteklenmesi gerekir.

25
Bu yöntem metal tespit elamanlarının, delik veya tapa açmadan metal levhalara ve kirişlere birleştirmesi amacıyla yapılır. Bu yöntemde ark bir elektrik kaynak transformatörü yardımıyla oluşturulur. Saplama kaynak tabancasına yerleştirilir ve bir seramik halka yardımıyla parça üzerine tutturulur. Ark etkisiyle saplamanın ucu ve esas metal ergitilir. Saplama ergimiş banyo içine daldırılır ve katılaşma tamamlandıktan sonra seramik halka kaldırılır.

Benzer bir sunumlar
 ile karakterize edilir. Verilen bir elementin tüm atomlarında.>")


















