Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
İMAL USULLERİ TALAŞLI İMALAT GİRİŞ

2
Tanımı Şekli, boyutları ve yüzey kalitesi önceden belirlenmiş parçaların, metal işleme makinalarında ( takım tezgahlarında ) kesme operasyonu ( talaş kaldırma ) ile şekillendirilmesi talaşlı imalat’tır. Talaş kaldırma işlemi istenen geometri, tolerans ve yüzey kalitesine sahip parça üretimi için yüzeyden malzeme (talaş) kaldırarak gerçekleştirilen bir imalat yöntemidir. Talaşlı imalat; iş parçası ve kesici takımın nispi hareketleri ile gerçekleşir. Talaşlı imalat, yüksek boyut hassasiyeti ve yüzey kalitesine ulaşılmak için kullanılmaktadır. Malzeme hurda miktarı çok olabilmekte ve işlem zamanı genellikle uzun olmaktadır. İmalat sektörü Küçük – Büyük ölçekli çok geniş bir aralığa sahiptir.
 kesme operasyonu ( talaş kaldırma ) ile şekillendirilmesi talaşlı imalat’tır. Talaş kaldırma işlemi istenen geometri, tolerans ve yüzey kalitesine sahip parça üretimi için yüzeyden malzeme (talaş) kaldırarak gerçekleştirilen bir imalat yöntemidir. Talaşlı imalat; iş parçası ve kesici takımın nispi hareketleri ile gerçekleşir. Talaşlı imalat, yüksek boyut hassasiyeti ve yüzey kalitesine ulaşılmak için kullanılmaktadır. Malzeme hurda miktarı çok olabilmekte ve işlem zamanı genellikle uzun olmaktadır. İmalat sektörü Küçük – Büyük ölçekli çok geniş bir aralığa sahiptir.")
3
Hiç şekil verilmemiş blok şeklindeki parçalara uygulanabildiği gibi, önceden döküm veya plastik şekil verme yöntemleriyle (haddeleme, dövme, ekstrüzyon) üretilmiş parçalara istenen toleransın verilmesi ve yüzey kalitesinin artırılması amacıyla da uygulanabilir. Döküm ürünü için; Yan delik iç yüzeyi Yan delik üst yüzeyi Üst yüzey Alt yüzey talaşlı imalatla işlenecek Silindirik hammaddeden talaşlı imalat ürünü

4
Talaşlı imalat yöntemleri ana grupları:
Vargel ve Planyalama Tornalama Borlama Delme Frezeleme Broşlama Raybalama Testere ile kesme ve tesviye işlemi Taşlama Elektro-Kimyasal işleme Elektro-Erozyon işleme Programlanabilir ( Bilgisayar ) Tezgahlarda işleme
 Tezgahlarda işleme.")
5
helisel freze çakısı, takım kenarı çok olan çakı gösterimi
tek kesme kenarlı (noktalı) takım için talaş yüzeti, yan yüzey ve takım ucu; ve helisel freze çakısı, takım kenarı çok olan çakı gösterimi
 takım için talaş yüzeti, yan yüzey ve takım ucu; ve. helisel freze çakısı, takım kenarı çok olan çakı gösterimi.")
6
Bütün talaşlı imalat yöntemlerinde en fazla kullanılan terimlerin
başında kesme hızı, besleme ve kesme derinliği gelir.

7
Takım Tezgahları Tezgah iş parçasını tutmak, hız, ilerleme ve kesme derinliğine göre işlemek için güç sağlar. Torna tezgahları, Freze tezgahları, Matkap tezgahları, Planya ve Vargel tezgahları, Taşlama tezgahları gibi çeşitleri vardır.

8
Talaşlı imalat sektöründe;
Şekli, boyutları ve yüzey kalitesi önceden belirlenmiş parçaların başarılı bir şekilde üretilmesi için: Üretilecek parçanın işlem aşamalarının ve her bir aşamanın hangi tezgahta yapılacağının belirlenmesi. 2. İş parçasının tezgah(lar)’a bağlama esasları. 3. Her bir aşama için kesici takım seçimi. 4. Kesici takım(lar)’ın takım tezgahına bağlama esasları. 5. Her bir aşama için kesme hızı, ilerleme ve kesme derinliği değerlerinin belirlenmesi.
’a bağlama esasları. 3. Her bir aşama için kesici takım seçimi. 4. Kesici takım(lar)’ın takım tezgahına bağlama esasları. 5. Her bir aşama için kesme hızı, ilerleme ve kesme derinliği değerlerinin belirlenmesi.")
9
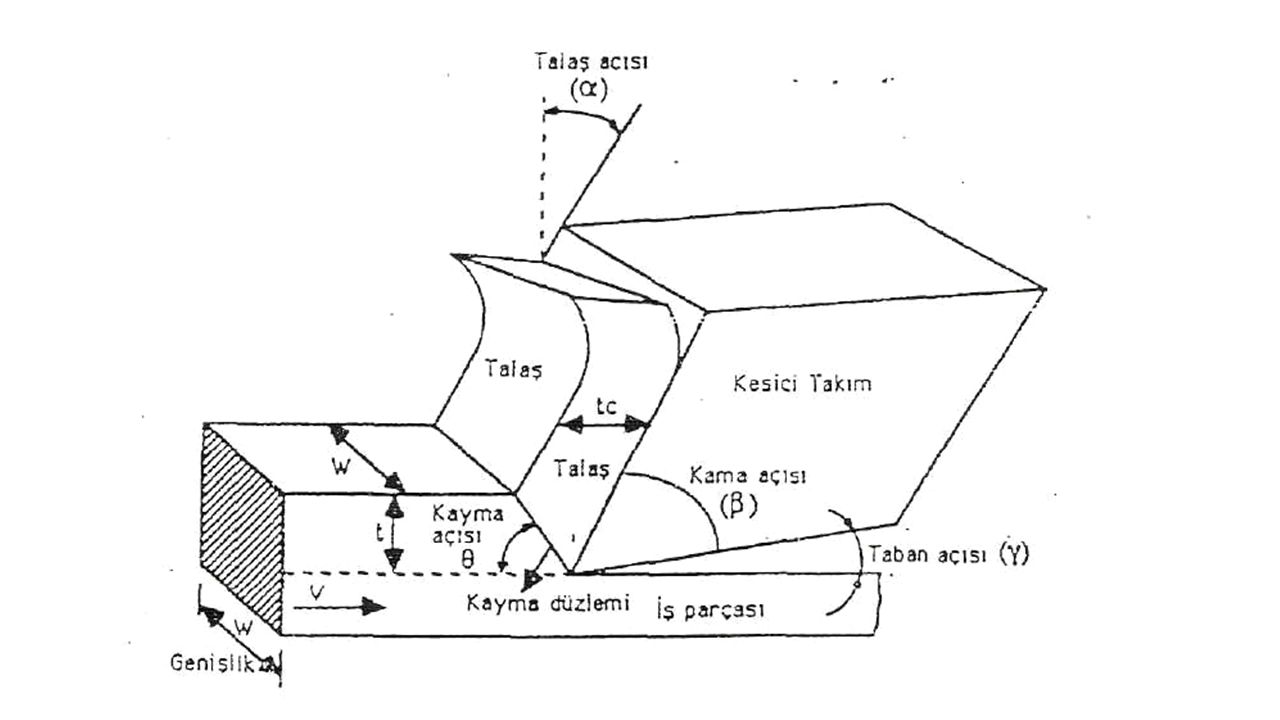
Metal kesmede talaş oluşumu, malzemenin kayma gerilmesine maruz kalarak yoğun plastik deformasyona uğramasıyla gerçekleşir. Talaşın kaldırılmasıyla yeni bir yüzey ortaya çıkar. Talaş kaldırma işlemi gerçekte oldukça karmaşıktır. Bu nedenle, talaş kaldırma mekaniği incelenirken, işlemin ortogonal kesme şartlarında gerçekleştiği kabul edilir. Ortogonal kesme özel bir talaş kaldırma şekli olup, bu işlemde kesici kenarla kesme hızı birbirine diktir. Ortogonal kesme modeli birçok geometrik karmaşıklıkları göz ardı etmesine rağmen, talaş kaldırma mekaniğini tanımlamada oldukça yeterlidir. Talaş kaldırma 3 boyutlu bir işlem olmasına rağmen (a), ortogonal kesme modeli işlemi iki boyutta (b) inceleyerek basitleştirir.
, ortogonal kesme modeli işlemi iki boyutta (b) inceleyerek basitleştirir.")
10
Talaş oluşumu kayma gerilmesi etkisiyle gerçekleşen bir olaydır.
Kesici kenar yeterli bir kuvvetle malzeme yüzeyine bastırıldığında, kayma düzlemi (shear plane) adı verilen düzlemde malzemenin kayma gerilmesi etkisiyle plastik deformasyona uğraması sonucu talaş oluşumu gerçekleşir. Kesici kenarın hemen önündeki malzeme plastik deformasyona uğrar ve talaş haline geçerek esas malzemeden ayrılır. Talaş oluşumu sırasında kesme şekil değişimi: Birbirinin üzerinden kayan paralel plakalar serisi şeklinde gösterilmiş talaş oluşumu
 adı verilen düzlemde malzemenin kayma gerilmesi etkisiyle plastik deformasyona uğraması sonucu talaş oluşumu gerçekleşir. Kesici kenarın hemen önündeki malzeme plastik deformasyona uğrar ve talaş haline geçerek esas malzemeden ayrılır. Talaş oluşumu sırasında kesme şekil değişimi: Birbirinin üzerinden kayan paralel plakalar serisi şeklinde gösterilmiş talaş oluşumu.")
12
GERÇEK TALAŞ OLUŞUMU Ortogonal kesme modeliyle açıklanan talaş oluşumuyla, gerçekte gözlemlenen talaş oluşumu arasında bazı farklar vardır. Ortogonal kesme modelinde kayma deformasyonunun kayma düzleminde gerçekleştiği kabul edilir. Gerçekte ise talaş oluşumu kalınlığı olmayan bir düzlemde değil, belli bir kalınlığa sahip olan bir bölgede gerçekleşir (Şekil 21.8). Bu bölgeye “birincil deformasyon bölgesi (primary deformation zone)” denir. Deneysel gözlemler, bu bölgenin kalınlığının milimetrenin birkaç yüzde biri kadar olduğunu göstermiştir. Bu bölge çok ince olduğundan, düzlem olarak ele alınması çok büyük bir hataya sebep olmaz. Diğer yandan talaş oluşumu sonrasında, talaşla takım arasındaki sürtünme nedeniyle talaş yüzünde bir diğer kayma deformasyonu daha gerçekleşir. Bu deformasyonun gerçekleştiği bölgeye “ikincil deformasyon bölgesi (secondary deformation zone)” denir. Ortogonal kesme modeli bu bölgedeki deformasyonu hiç göz önüne almaz.
. Bu bölgeye birincil deformasyon bölgesi (primary deformation zone) denir. Deneysel gözlemler, bu bölgenin kalınlığının milimetrenin birkaç yüzde biri kadar olduğunu göstermiştir. Bu bölge çok ince olduğundan, düzlem olarak ele alınması çok büyük bir hataya sebep olmaz. Diğer yandan talaş oluşumu sonrasında, talaşla takım arasındaki sürtünme nedeniyle talaş yüzünde bir diğer kayma deformasyonu daha gerçekleşir. Bu deformasyonun gerçekleştiği bölgeye ikincil deformasyon bölgesi (secondary deformation zone) denir. Ortogonal kesme modeli bu bölgedeki deformasyonu hiç göz önüne almaz.")
13
Deneysel çalışmalarda dört farklı talaş tipi belirlenmiştir:
Kesikli talaş: Dökme demir gibi gevreklikleri nispeten yüksek olan malzemelerden düşük kesme hızlarında talaş kaldırıldığında, talaş parçalara ayrılır. Buna “kesikli talaş” denir. (Kesintili ve Süreksiz) Üzerinden talaş kaldırılan parçanın yüzey kalitesini olumsuz etkiler. Takım-talaş ara yüzeyindeki sürtünmenin yüksek olması, işlemin yüksek ilerleme ve kesme derinliklerinde gerçekleştirilmesi kesikli talaş oluşumunu ilerletir. Sürekli ( Akma ) talaş: Sünek malzemeler yüksek kesme hızlarında, düşük ilerleme ve düşük kesme derinliklerinde işlendiğinde uzun ve sürekli talaş elde edilir. Sürekli talaş, iş parçasının yüzey kalitesini olumlu etkiler. Takım kesici kenarının keskinliğinin iyi olması ve takım-talaş ara yüzeyindeki sürtünmenin az olması sürekli talaş oluşumunu ilerletir. Sürekli talaşın tek sakıncalı tarafı büyük bir talaş kütlesi oluşturmasıdır. Bu durum hem tezgah hem de operatör açısından sıkıntıya sebep olabilir. Bu nedenle, kesici takımlar üzerinde genellikle talaş kırıcılar olur.
 Üzerinden talaş kaldırılan parçanın yüzey kalitesini olumsuz etkiler. Takım-talaş ara yüzeyindeki sürtünmenin yüksek olması, işlemin yüksek ilerleme ve kesme derinliklerinde gerçekleştirilmesi kesikli talaş oluşumunu ilerletir. Sürekli ( Akma ) talaş: Sünek malzemeler yüksek kesme hızlarında, düşük ilerleme ve düşük kesme derinliklerinde işlendiğinde uzun ve sürekli talaş elde edilir. Sürekli talaş, iş parçasının yüzey kalitesini olumlu etkiler. Takım kesici kenarının keskinliğinin iyi olması ve takım-talaş ara yüzeyindeki sürtünmenin az olması sürekli talaş oluşumunu ilerletir. Sürekli talaşın tek sakıncalı tarafı büyük bir talaş kütlesi oluşturmasıdır. Bu durum hem tezgah hem de operatör açısından sıkıntıya sebep olabilir. Bu nedenle, kesici takımlar üzerinde genellikle talaş kırıcılar olur.")
14
Yığma kenarlı sürekli ( Yapışık ) talaş:
Sünek malzemeler düşük-orta kesme hızlarında işlendiğinde, takım-talaş ara yüzeyindeki sürtünme, talaş yüzeyinin kesici kenara yakın kısımlarına iş parçasının belli oranda yapışmasına neden olur. Buna yığma kenar (built-up edge, BUE) adı verilir. Yığma kenar oluşumu bir çevrim şeklinde gerçekleşir: oluşur, büyür, takımla arasındaki bağ zayıflar ve kopar. Sonra bu çevrim kendisini tekrarlar. Kopan yığma kenarın büyük kısmı talaşla birlikte ortamdan uzaklaşır. Bazen yığma kenar koparken, kesici takımın kenarından malzeme koparabilir. Bu da takımı körleterek ömrünü azaltır. Diğer bir sakınca da, yığma kenarın belli bir kısmı iş parçası yüzeyine yapışarak, yüzey kalitesini olumsuz etkiler.
 adı verilir. Yığma kenar oluşumu bir çevrim şeklinde gerçekleşir: oluşur, büyür, takımla arasındaki bağ zayıflar ve kopar. Sonra bu çevrim kendisini tekrarlar. Kopan yığma kenarın büyük kısmı talaşla birlikte ortamdan uzaklaşır. Bazen yığma kenar koparken, kesici takımın kenarından malzeme koparabilir. Bu da takımı körleterek ömrünü azaltır. Diğer bir sakınca da, yığma kenarın belli bir kısmı iş parçası yüzeyine yapışarak, yüzey kalitesini olumsuz etkiler.")
15
Tırtıklı (testere ağızlı) talaş:
Yarı-sürekli talaş olarak tanımlanabilir. Malzemenin yüksek ve düşük kayma bşd. ne çevrimsel olarak maruz kalması durumunda ortaya çıkar. Titanyum alaşımları, nikel esaslı süper alaşımlar ve östenitik paslanmaz çelikler gibi kesilmesi zor malzemeler yüksek kesme hızlarında işlendiğinde görülür. Diğer malzemelerde de (çelik gibi) yüksek kesme hızlarında bu tip talaş elde edilebilir.
 yüksek kesme hızlarında bu tip talaş elde edilebilir.")
16
Talaşın uzaklaştırılması
(a) Oluklu tip (b) engel tipi talaş kırıcıları
 Oluklu tip (b) engel tipi talaş kırıcıları.")
17
KUVVET BAĞINTILARI Ortogonal talaş kaldırma modelinde tezgahın takıma uyguladığı iki tane kuvvet bileşeni vardır. Bunlardan bir tanesi esas kesme işlemini gerçekleştiren ve kesme hızıyla aynı yönde olan “kesme kuvveti (Fc)”dir. Diğer bileşen ise dikey doğrultudaki “itme kuvveti (Ft)”dir. Tornalama işleminde bu kuvvete ilerleme kuvveti de denilmektedir. Ortogonal kesme modeli iki boyutlu bir model olduğundan 3. boyut ihmal edilir. Gerçekte birçok talaş kaldırma işleminde sayfa düzlemine dik doğrultuda da bir kuvvet bileşeni olmasına rağmen, ortogonal model bu bileşeni göz önüne almaz. Bu ihmal çok önemli bir hataya sebep olmaz, çünkü bu kuvvet bileşenleri içinde en önemlisi kesme kuvvetidir. Talaş kaldırma için gerekli enerji ve güç gereksinimini kesme kuvveti belirler.
 dir. Diğer bileşen ise dikey doğrultudaki itme kuvveti (Ft) dir. Tornalama işleminde bu kuvvete ilerleme kuvveti de denilmektedir. Ortogonal kesme modeli iki boyutlu bir model olduğundan 3. boyut ihmal edilir. Gerçekte birçok talaş kaldırma işleminde sayfa düzlemine dik doğrultuda da bir kuvvet bileşeni olmasına rağmen, ortogonal model bu bileşeni göz önüne almaz. Bu ihmal çok önemli bir hataya sebep olmaz, çünkü bu kuvvet bileşenleri içinde en önemlisi kesme kuvvetidir. Talaş kaldırma için gerekli enerji ve güç gereksinimini kesme kuvveti belirler.")
18
Metal kesmede kuvvetler:
(a) ortogonal kesimde talaşa etkiyen kuvvetler, (b) takıma etkiyen ölçülebilen kuvvetler
 ortogonal kesimde talaşa etkiyen kuvvetler, (b) takıma etkiyen ölçülebilen kuvvetler.")
19
Kesme düzlem açısının etkisi: (a) daha yüksek kesme düzlem açısı sonucu daha az kesme düzlem alanı oluşur; (b) daha küçük kesme düzlem açısı sonucu daha büyük kesme düzlem alanı ortaya çıkar.
 daha küçük kesme düzlem açısı sonucu daha büyük kesme düzlem alanı ortaya çıkar.")
20
Kayma düzlemi açısı arttıkça, kayma düzlemi küçülmektedir
Kayma düzlemi açısı arttıkça, kayma düzlemi küçülmektedir. Bu da küçük kuvvet değerlerinde iş parçasının kayma mukavemeti değerine ulaşılması sonucunu beraberinde getirir. Talaş kaldırma için gerekli kuvvetin azalması, enerji ve güç tüketimini azaltacak, sıcaklığın da çok fazla artmamasını sağlayacaktır.

21
Kesme kuvveti kontrolü
Etkileyen değişkenler ( birincil ): Kesme hızı, İlerleme ve kesme derinliği Takım geometrisi (tool orthogonal rake angle) 3. İş parçası malzeme özellikleri
: Kesme hızı, İlerleme ve kesme derinliği. Takım geometrisi (tool orthogonal rake angle) 3. İş parçası malzeme özellikleri.")
22
Sıcaklık ve kontrolü

23
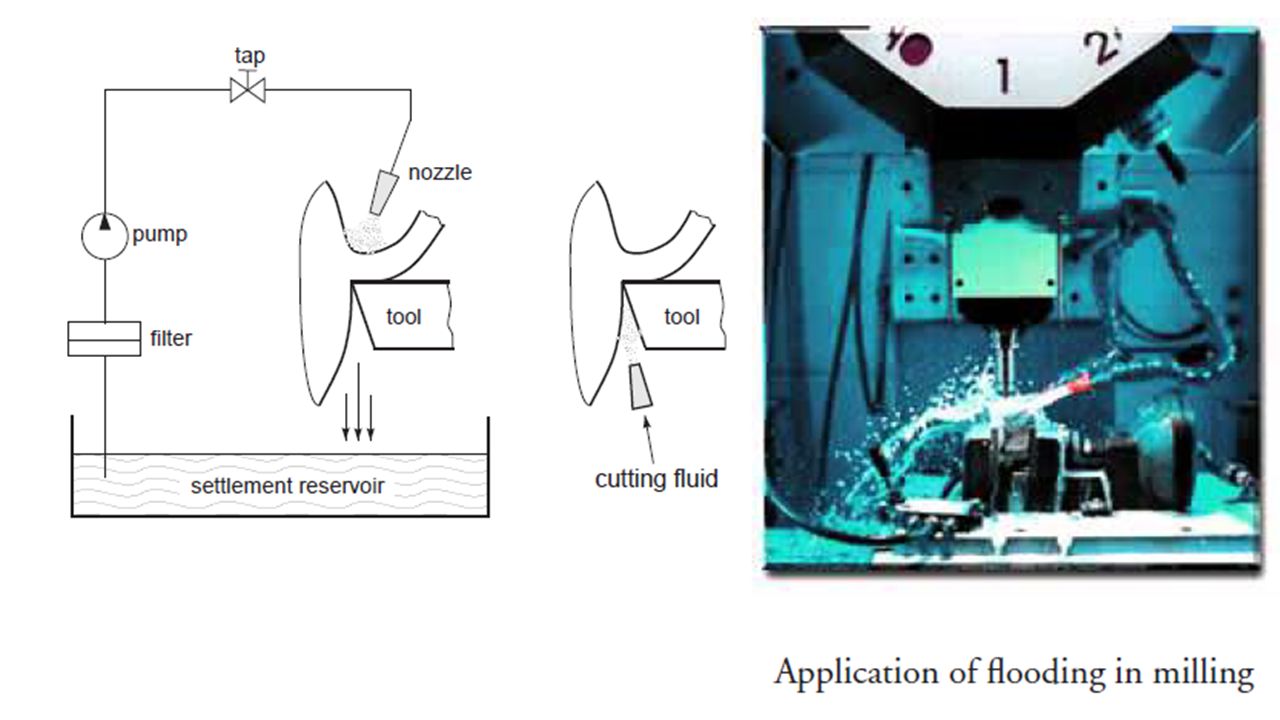
Cutting temperature control
The temperature in metal cutting can be reduced by: 1. application of cutting fluids (coolants). 2. change in the cutting conditions by reduction of cutting speed and/or feed; 3. selection of proper cutting tool geometry (positive tool orthogonal rake angle). Apart from application of coolants, the simplest way to reduce the cutting temperature is to reduce the cutting speed and/or feed. The next diagrams show the dependencies between the mean cutting temperature and cutting conditions:
. 2. change in the cutting conditions by reduction of cutting speed and/or feed; 3. selection of proper cutting tool geometry (positive tool orthogonal rake angle). Apart from application of coolants, the simplest way to reduce the cutting temperature is to reduce the cutting speed and/or feed. The next diagrams show the dependencies between the mean cutting temperature and cutting conditions:")
Benzer bir sunumlar














 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler,>")
 Kompozitler>")



