Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
ULTRASONİK İŞLEME YÖNTEMİ
Doç.Dr. Fehmi ERZİNCANLI Tasarım ve İmalat Mühendisliği Bölümü

2
TARİHÇESİ Ultrasonik teknolojisinin temeli 1880 lerde Pierre Curie tarafından yapılan piezoelektriğin etkileri araştırmasına dayanır. Ultrasonik işleme methodundan ilk olarak 1940’lı yıllarda faydalanılmıştır. (Balamuth, 1945). Ultrasonik işleme yöntemiyle endüstride ilk olarak çoğunlukla delme ve aşındırma işlemleri yapılmıştır.
 Ultrasonik işleme yöntemiyle endüstride ilk olarak çoğunlukla delme ve aşındırma işlemleri yapılmıştır.")
3
TARİHÇESİ İlk ultrasonik işleme makinesi 1964’te Rozenberg tarafından yapıldı. 1960’lı yıllarda farklı tip, ölçü ve özelliklerde ultrasonic makineler yapıldı. Daha düzgün delikler açıldı. (Cleave, 1976; Petrukha et al., 1970). Daha verimli aşındırma yapılarak daha düzgün parça yüzeyleri elde edildi. (Prabhakar, 1992).
. Daha verimli aşındırma yapılarak daha düzgün parça yüzeyleri elde edildi. (Prabhakar, 1992).")
7
Ultrasonik işleme (USM)
")
8
Ultrasonik işleme (USM)
Sert ve kırılgan(sırasıyla >75 RC ve >400 Knoop). malzemelerde herhangi bir hayali şekil, oyuk kusursuz olarak oluşturulabilir. Alüminyum, çinko, elmas, kuvars, cam ve demir gibi farklı tipte malzemeler işlenebilir.
. malzemelerde herhangi bir hayali şekil, oyuk kusursuz olarak oluşturulabilir. Alüminyum, çinko, elmas, kuvars, cam ve demir gibi farklı tipte malzemeler işlenebilir.")
9
Ultrasonik işleme (USM)
İşleme takımı işlenecek parçadan daha yumuşak malzemeden yapılmıştır. İşleme takımı parçası olarak paslanmaz çelik, pirinç, ve yumuşak çelik kullanılır.

10
Ultrasonik işleme (USM)
Elektriksel, kimyasal yada termal bir yöntem değildir Mekanik işlemdir. İşlem sonunda işlenen malzemenin kimyasal, fiziksel ve metalurjik özellikleri değişmez.

11
Ultrasonik işleme (USM)
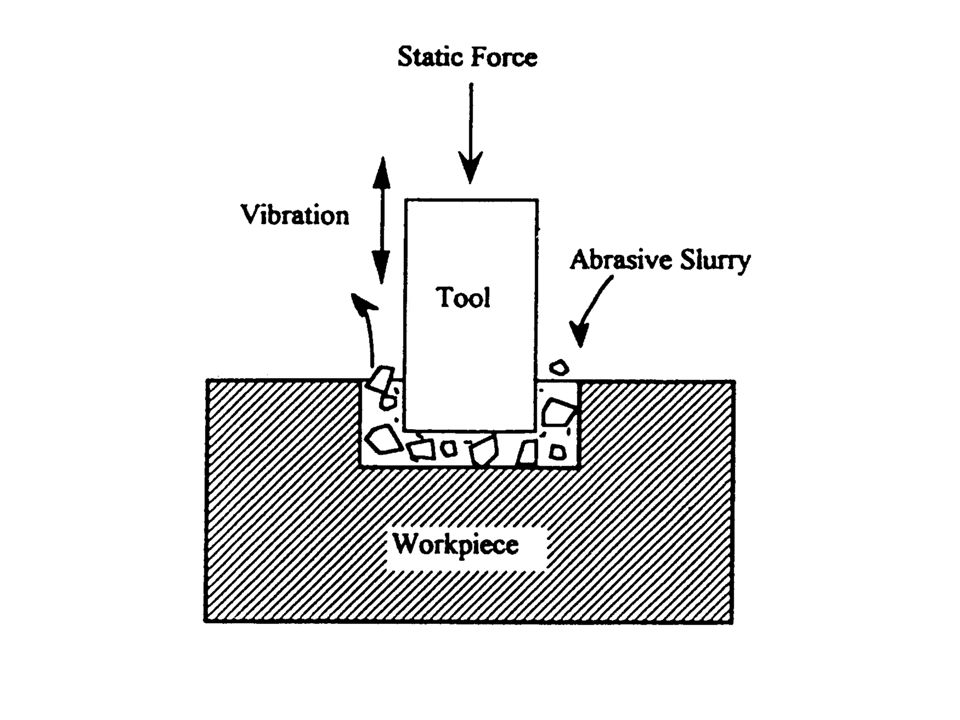
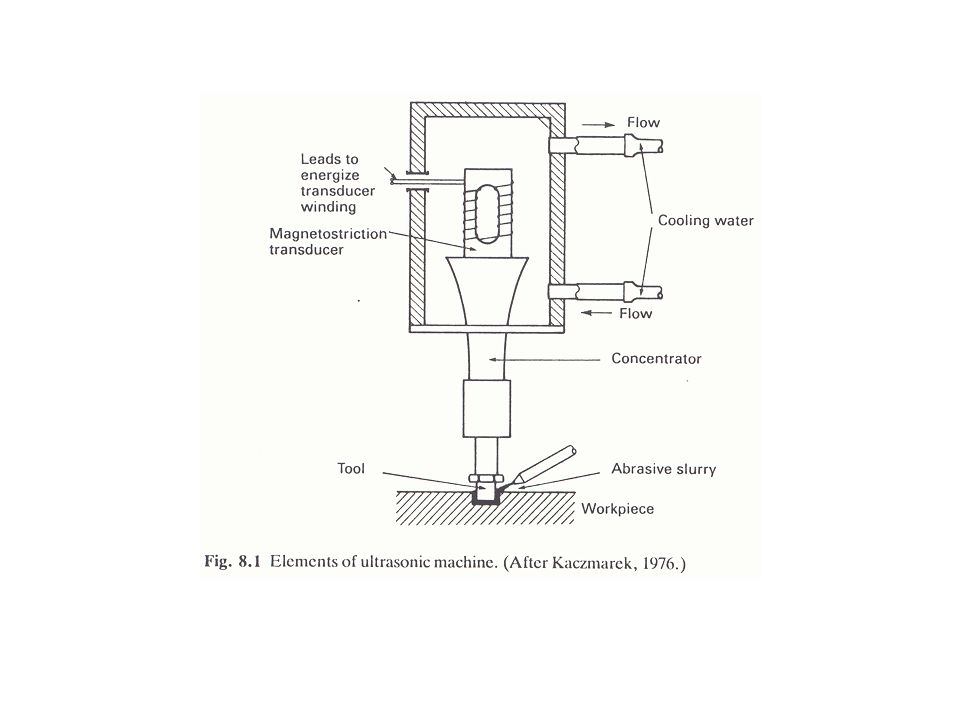
Yüksek frekanslı (20-40 KHz) elektrik sinyali dikey mekanik harekete dönüştürülerek işlenen parça ile işleme takımı arasında titreşim oluşturur. Dikey mekanik hareket saniyede kez oluşur. Parça ile işleme takımı arasından çok fazlı aşındırma kumu geçirilerek parça işlenir.
 elektrik sinyali dikey mekanik harekete dönüştürülerek işlenen parça ile işleme takımı arasında titreşim oluşturur. Dikey mekanik hareket saniyede kez oluşur. Parça ile işleme takımı arasından çok fazlı aşındırma kumu geçirilerek parça işlenir.")
12
Ultrasonik işleme (USM)
Aşındırma kumu içinde 15μm çapında aşındırıcı taneler bulunur. Malzeme aşındırıcı parçalar ile mikro-chipping veya aşındırma yöntemleri ile işlenir. İşlenen parça işleme parçasının şeklini alır. İhtiyacınız olabilecek limitsiz tip ve şekilde parça kesme ve işleme yapabilirsiniz.

13
Dönel Ultrasonik İşleme (RUM)
")
14
Dönel Ultrasonik İşleme (RUM)
İşleme takımı ek olarak dönme hareketi yapıyor. Daha düşük statik yükle işleme yapılabilir Daha düşük statik başınç ile daha küçük çaplı, daha derin ve birbirine daha yakın delikler açılabilir. İşleme takımı ile işlenen parça arasında sürtünme azaltılarak işleme parçasının ömrü uzanır. İşleme takımı d/d hızla döner.

15
Statik basıncın etkisi
Statik basınç arttığında max. Noktaya kadar MRR’da artar sonra ani olarak düşer. Statik basınç arttıkça pürüzlülük azalır belli bi değerden sonra ise artar.

16
Titreşim genliği etkisi
Titreşim genliğiyle MRR’ da artar, belli bir değerden sonra ise düşer. Yüzey pürüzlülüğü ise titreşim genliğiyle önce artar sonra belli bir değerden sonra düşer.

17
Titreşim frekansı etkisi
17.5 kHz’ten 44 kHz’e kadar olan deneyler göstermiş ki her üç özellikte titreşim frekansıyla birlikte artış göstermiştir.

18
Dönme hızının etkileri
Dönme hızına bağlı olarak MRR’in arttığı görülmektedir. Diğer yüzey pürüzlülüğü ve takım kaplaması hakkında herhangi bir bilgi elde edilememiştir.

19
Kum tanesi ölçüsü etkisi
Kum tanesinin ölçüsü grafiklerdeki gibi etki etmektedir.

20
Örnek Parçalar

21
Örnek Parçalar

22
Üstünlükleri Ultrasonik işleme yöntemiyle delme, bileme, taşlama, basma, diş açma,kalıp delme gibi işlemler yapılabilir. Çok karmaşık şekiller, oyuklar rahatlıkla oluşturulabilir. Sert ve kırılgan malzemeleri kusursuz olarak işleyebilir. İşlenen parçada gerilme, bozulma ve ısınma olmaz.

23
Teşekkürler

Benzer bir sunumlar
















 GÜÇ KATSAYISI DÜZELTME (GKD, PFC) GÜÇ ELEKTRONİĞİ ENDÜKSİYONLA ISITMA (EI, IH) GÜÇ KATSAYISI DÜZELTME (GKD,>")



