Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
İMAL USULLERİ PLASTİK ŞEKİL VERME
BÖLÜM 2 KÜTLE ŞEKİL VERME YÖNTEMLERİ ( HACİMSEL ŞEKİLLENDİRME YÖNTEMLERİ ) EKSTRÜZYON VE ÇEKME
 EKSTRÜZYON VE ÇEKME.")
2
EKSTRÜZYON Tanımı Ürünlerin genel özelliği ve ürün örnekleri Yöntemler
Üretim aşamaları Kusurlar EKSTRÜZYON Tanımı: Silindirik bir metal bloğun (takoz) bir kovan (alıcı) içine yerleştirilerek ıstampa vasıtasıyla uygulanan büyük bir kuvvet etkisiyle, matris deliğinden geçirilerek şekillendirilmesi işlemine ekstrüzyon denir.
 bir kovan (alıcı) içine yerleştirilerek ıstampa vasıtasıyla uygulanan büyük bir kuvvet etkisiyle, matris deliğinden geçirilerek şekillendirilmesi işlemine ekstrüzyon denir.")
3
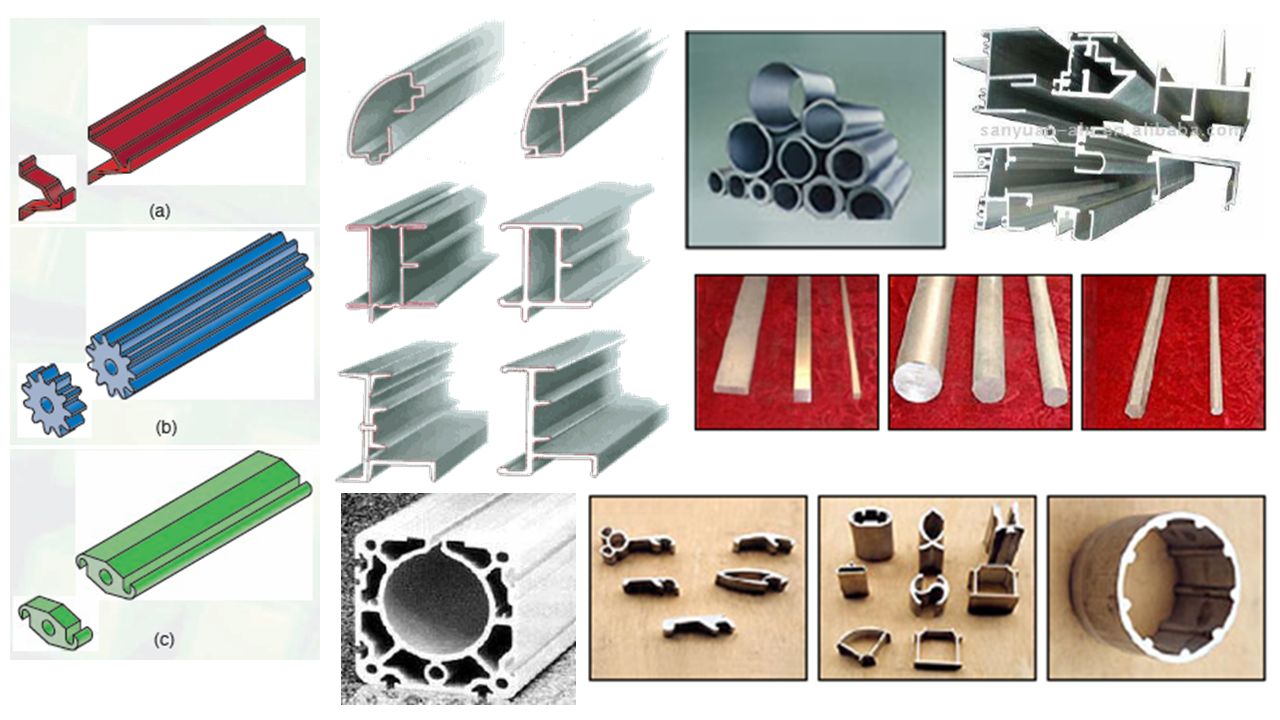
Ürünlerin genel özelliği ve ürün örnekleri:
Ekstrüzyon yöntemiyle tek bir işlemde çok büyük deformasyonlar gerçekleştirilebilir. Bu yöntem, özellikle demir dışı metal ve alaşımlarından çubuk, boru, ince ve kalın cidarlı profillerin biçimlendirilmesinde kullanılmaktadır. Yöntemin en önemli avantajı; çok karmaşık kesitlerin, hatta içi boş profillerin üretimine imkan vermesidir. Şekil değişimi basma gerilmeleri etkisi altında olduğu için hasar oluşum ihtimali azdır. Bu nedenle plastik deformasyonu zor metallerde dahil tüm metallere uygulanabilir. Düşük kuvvet ve ince tane için sıcak ekstrüzyon, kaliteli yüzey ve mukavemet için soğuk ekstrüzyon uygulanır. Ekstrüzyona Ekonomik Bakış: Takım maliyeti düşüktür. Tek bir işlem kademesiyle kaliteli ürünler üretilebilir.

5
EKSTRÜZYON YÖNTEMLERİ
DİREK EKSTRÜZYON 1. DİREK EKSTRÜZYON 2. ENDİREK EKSTRÜZYON 3. HİDROSTATİK EKSTRÜZYON 4. BORU EKSTRÜZYONU 5. DARBELİ EKSTRÜZYON 6. SOĞUK EKSTRÜZYON 7. ENİNE EKSTRÜZYON 8. KADEMELİ EKSTRÜZYON 9. KONİK EKSRÜZYON

6
ENDİREK EKSTRÜZYON Direk ekstrüzyon işlemi ile Endirek ekstrüzyon işlemi karşılaştırması; Kuvvet ihtiyacı endirek ekstrüzyon için gerekli kuvvet direk ekstrüzyona kıyasla %25-%30 daha küçüktür. Hurda miktarı Direk ekstrüzyonda alıcı içinde kalan malzeme miktarı takoz ağırlığının %18-%20 si, endirek ekstrüzyonda ise %5-%7 sı arasındadır. Sistem karmaşıklığı endirek ekstrüzyon karmaşıktır.

7
HİDROSTATİK EKSTRÜZYON
Bu sayede, iyi boyutsal kararlılığa ve yüzey özelliğine sahip ürünlerin üretilmesi mümkün olmaktadır. Akışkan olarak genellikle mineral yağ-molibden disülfit, metil alkol-hint yağı, gliserin-etilen glikol gibi karışımlar kullanılmaktadır. Hidrostatik ekstrüzyon, plastisitesi az olan yüksek dayanımlı çelikler ve titanyum alaşımları gibi metallerin yanı sıra, alüminyum ve bakır alaşımlarına da uygulanabilmektedir. Hidrostatik ekstrüzyonda yüksek basınç uygulanacaksa, konstrüksiyon, takım malzemeleri ve alıcı seçimine özen gösterilmelidir. Çeşitli üstünlüklerine rağmen, karmaşık yapısı ve çevrim süresinin uzunluğu nedeni ile bu yöntem sınırlı uygulama alanları bulmaktadır.

8
SOĞUK EKSTRÜZYON İleri ekstrüzyon Geri ekstrüzyon

9
BORU EKSTRÜZYONU

10
DARBELİ EKSTRÜZYON

11
Üretim aşamaları 1 Hammadde 4 Isıtma 2 Kesme 5 Şekillendirme
ENİNE EKSTRÜZYON Üretim aşamaları 1 Hammadde Isıtma 2 Kesme Şekillendirme 3 Isıl işlem

13
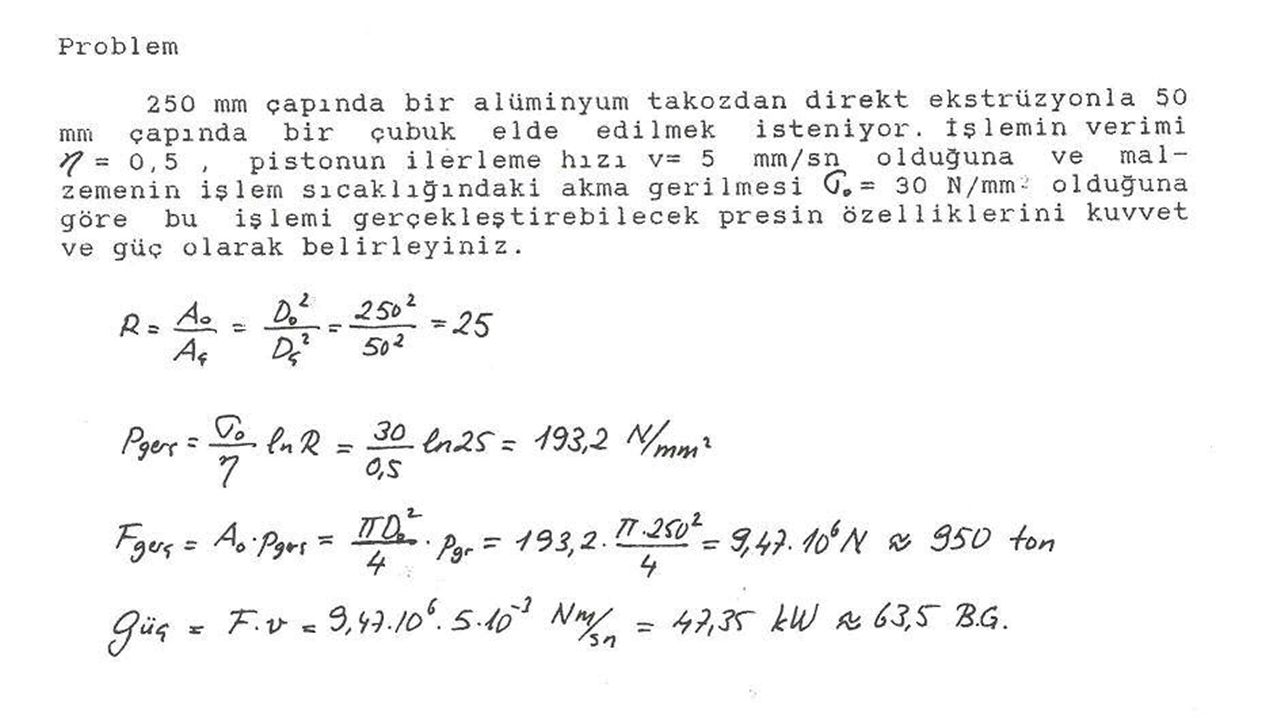
Çapı 127 mm,uzunluğu 254 mm olan bir bakır takozdan 8000C sıcaklıkta ekstrüzyonla 50,8 mm çapında bir çubuk elde ediliyor. Ekstrüzyon hızı 254 mm/s dır. Düz yüzeyli bir matris kullanılmaktadır. Sürtünmeyi de göze alarak gerekli ekstrüzyon kuvvetini hesaplayınız?

14
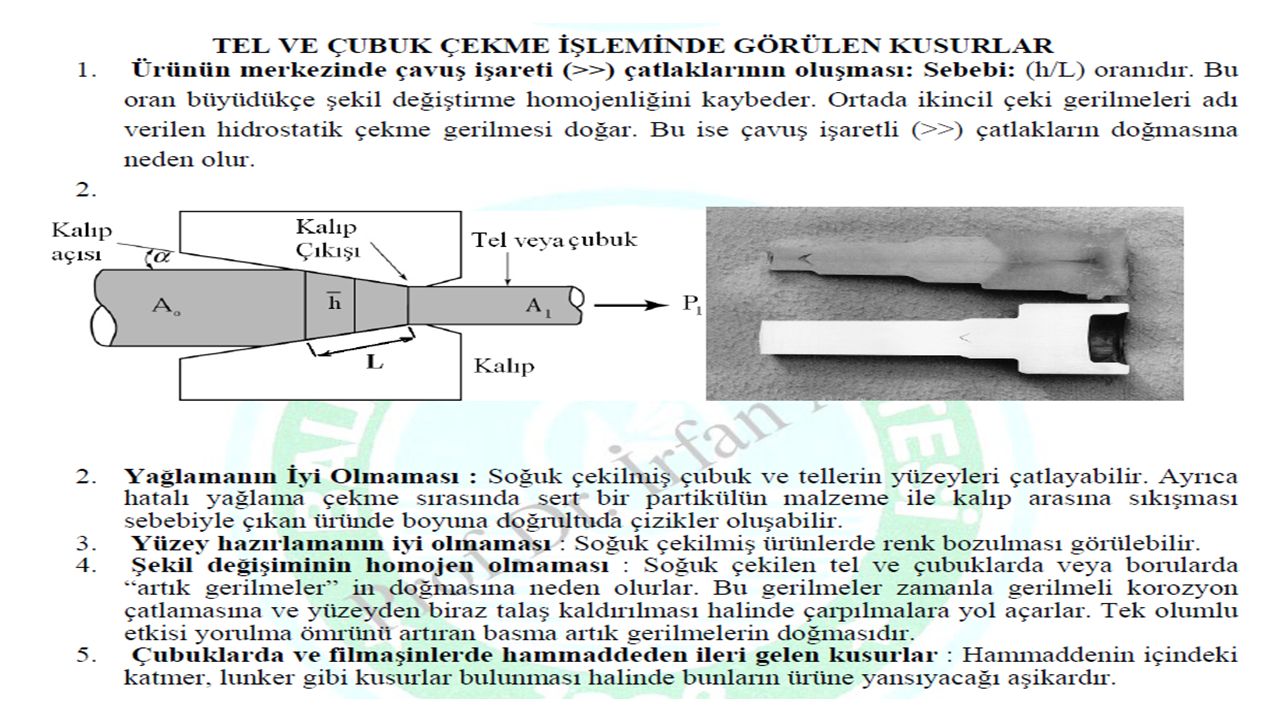
Kusurlar Yüzey çatlağı Yüksek Eks. Hızı, Yüksek sürtünme nedenlerdir. Ekstrüzyonda Boşluk Oluşumu Ekstrüzyonda, takoz uzunluğu çapının dörtte birine düştüğünde, malzemenin kalıp içinde hızlı radyal akışı nedeniyle takoz sonunda eksenel (huni şeklinde) bir boşluk oluşmaktadır. Bu boşluğun oluşma mekanizması, alıcı cidarındaki sürtünmenin neden olduğu homojen olmayan akmadan bağımsızdır. Oluşan boşluk hatasının çapı ve derinliği, blok sonuna doğru gittikçe büyümekte ve ekstrüzyon ürünü çubuğun içerisine doğru ilerlemektedir. Bu nedenle, tüm bloğun ekstrüzyonu gerçekleşememekte ve bloğun bir kısmı ıskartaya çıkartılmaktadır. Ok ucu kusuru h/L oranı büyüdükçe şekil değişimi homojenliğini kaybeder ve ok ucu kusuru oluşur.
 bir boşluk oluşmaktadır. Bu boşluğun oluşma mekanizması, alıcı cidarındaki sürtünmenin neden olduğu homojen olmayan akmadan bağımsızdır. Oluşan boşluk hatasının çapı ve derinliği, blok sonuna doğru gittikçe büyümekte ve ekstrüzyon ürünü çubuğun içerisine doğru ilerlemektedir. Bu nedenle, tüm bloğun ekstrüzyonu gerçekleşememekte ve bloğun bir kısmı ıskartaya çıkartılmaktadır. Ok ucu kusuru. h/L oranı büyüdükçe şekil değişimi homojenliğini kaybeder ve ok ucu kusuru oluşur.")
15
Birincisi demir dışı malzemeler için
ikincisi demir esaslı malzemeler içindir.

16
TEL-ÇUBUK-BORU ÇEKME

17
Tel veya Çubuk Çekme Boru Çekme

18
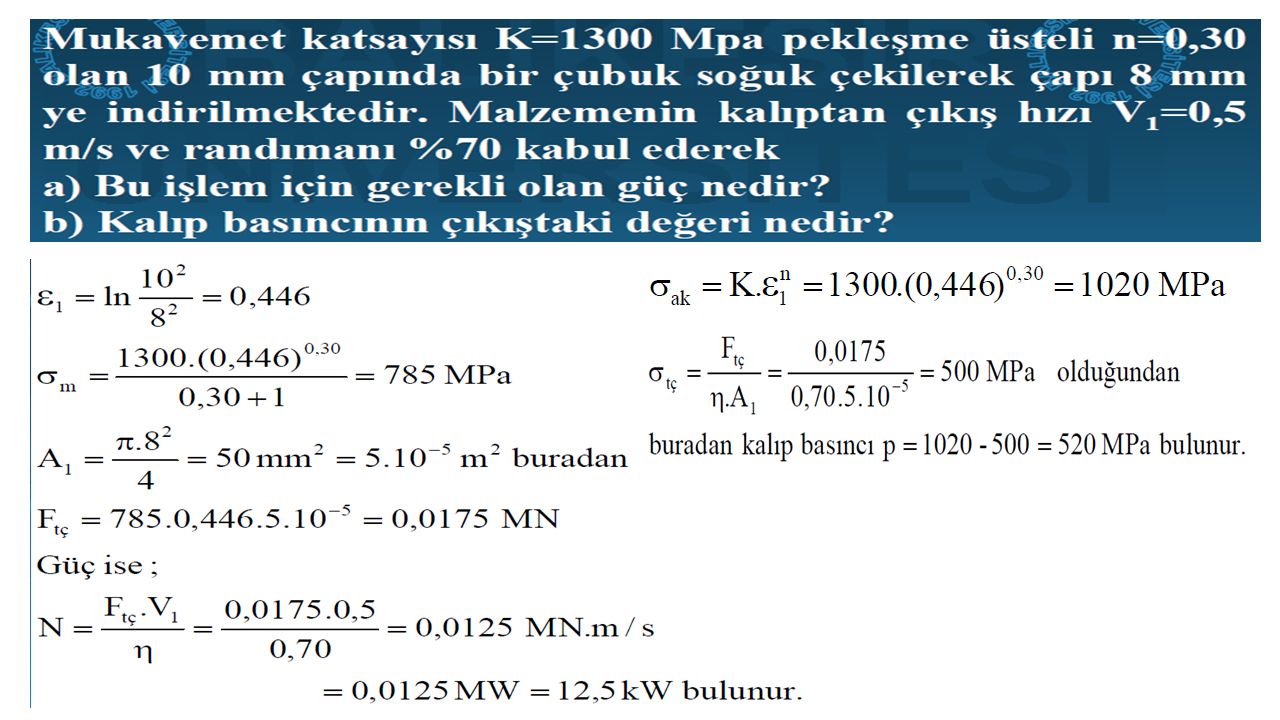
Tel Çekme Plastik şekil verme usullerinden olan haddeleme ile çapı 5-4 mm’ ye kadar olan ürünleri imal etmek mümkündür. Ama bundan daha küçük çaptaki teller haddeleme ile istenilen hassasiyetle imal edilemezler. Çünkü tellerin kesiti azaldığında soğuma hızlı olur ve bunun yanında sıcaklıktan dolayı tel yüzeylerinde arzu edilmeyen oksit-tufal tabakaları oluşur. Ayrıca sıcak şekillendirmeyle malzemenin mukavemeti büyük ölçüde düşeceğinden ince kesitli tel kolayca kopacaktır. Tüm bu nedenlerden dolayı hassas ölçü, iyi yüzey ve belirli bir mukavemet özelliklerine ancak soğuk şekillendirme olan tel çekme ile ulaşabiliriz. Tel, günümüzde hemen her yerde kullanılan, genellikle dairesel kesitli bir mamuldür. Telin en çok kullanıldığı, iletken ve direnç telleri, müzik aletleri ve ambalaj sanayi telleri v.b. gibi alanlar dışında, yay, perçin, çivi, elektrot, zincir, iğne, halat v.b. imalatta da yarı mamul olarak değerlendirildiği görülmektedir. Tel çekme işleminde kalibreli haddeleme ile sıcak şekil verilmiş veya Ekstrüzyon ürünü hammaddenin (çap 6-10 mm ) matris adı verilen bir kalıp içinden çekilerek kesitinin küçültülüp boyunun uzaması işlemine çekme denir. Matrisin çıkış ucundan malzemeye bir çekme kuvveti uygulanır ve matrisin çıkış kesiti elde edilir. Ø d = 4-5 mm’ den küçük ve dairesel kesitli ya da dairesel kesite yakın uzun olarak çekilen malzemelere tel denir.
 matris adı verilen bir kalıp içinden çekilerek kesitinin küçültülüp boyunun uzaması işlemine çekme denir. Matrisin çıkış ucundan malzemeye bir çekme kuvveti uygulanır ve matrisin çıkış kesiti elde edilir. Ø d = 4-5 mm’ den küçük ve dairesel kesitli ya da dairesel kesite yakın uzun olarak çekilen malzemelere tel denir.")
19
Tel çekme imalat aşamaları
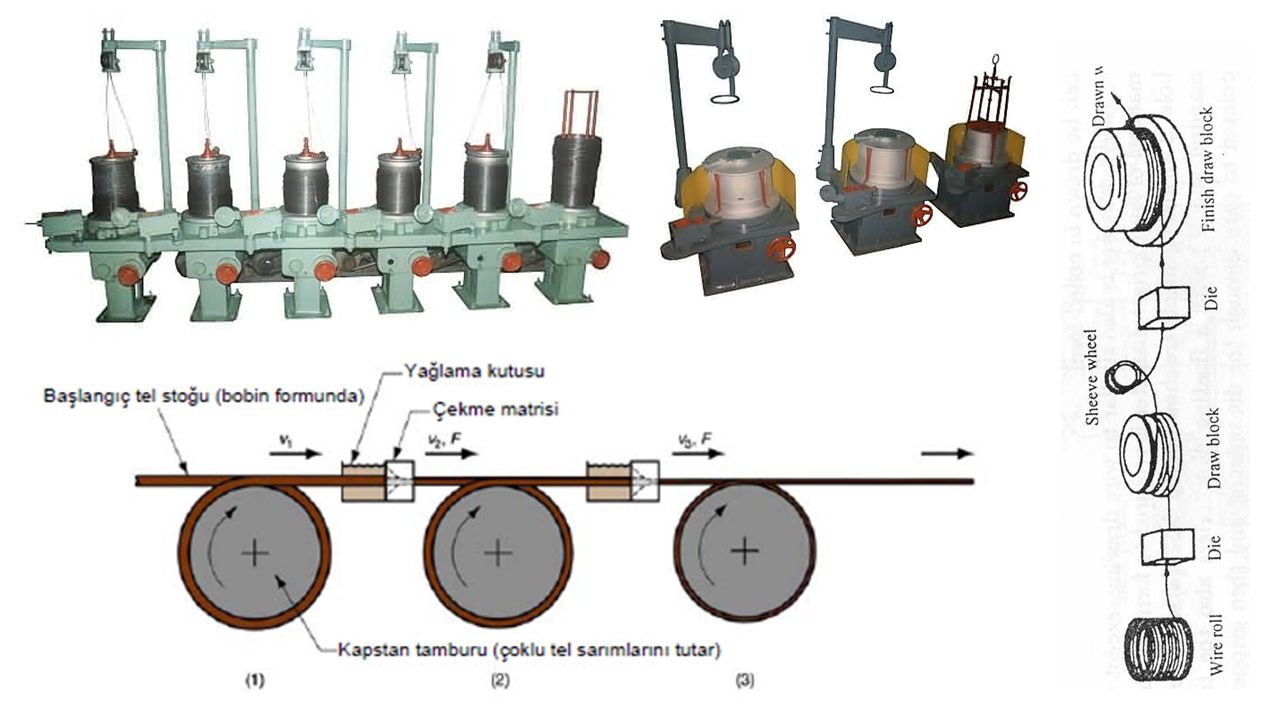
Hammadde Yüzey Hazırlama Uç açma Yağlama Çekme işlemi Sürekli tel çekme işlem aşamaları: Hammadde → Yüzey Hazırlama → Uç açma → Yağlama → Çekme → Isıl işlem → Çekme Hammadde Çelik tel üretimi için, sıcak hadde ürünü kangal şeklinde filmaşinler. Demir dışı tel üretimi için, ekstrüzyon ürünü çubuklar kullanılır. Hammaddeler; yüksek süneklik ve iyi çekme mukavemeti malzeme özelliklerine sahip olmalıdır.

20
Yüzey Hazırlama Uç açma Niçin Uygulanır?
Hammadde yüzeyindeki tufal ve pasları gidermek için uygulanır. Paslı haldeyken çekme işlemi yapılırsa; matris aşınması ve ürün kusurları meydana gelir. Nasıl Uygulanır? Tufal ve paslar ya Mekanik yöntemle ya da Kimyasal yöntemle giderilir. A-Mekanik temizleme Uç açma Bükme makaralarından geçirme → Tel fırçalama. 2) Bilya püskürtme → Tel fırçalama. Uç açma işlemi, hammaddeden çekme işlemine başlayabilmek için uygulanır. B-Kimyasal temizleme Asit banyosu → Suda yıkama → kireç banyosu → Suda yıkama → Kurutma
 Bilya püskürtme → Tel fırçalama. Uç açma işlemi, hammaddeden çekme işlemine başlayabilmek için uygulanır. B-Kimyasal temizleme. Asit banyosu → Suda yıkama → kireç banyosu → Suda yıkama → Kurutma.")
21
Yağlama Kuru ve yaş olmak üzere 2’ye ayrılır.

22
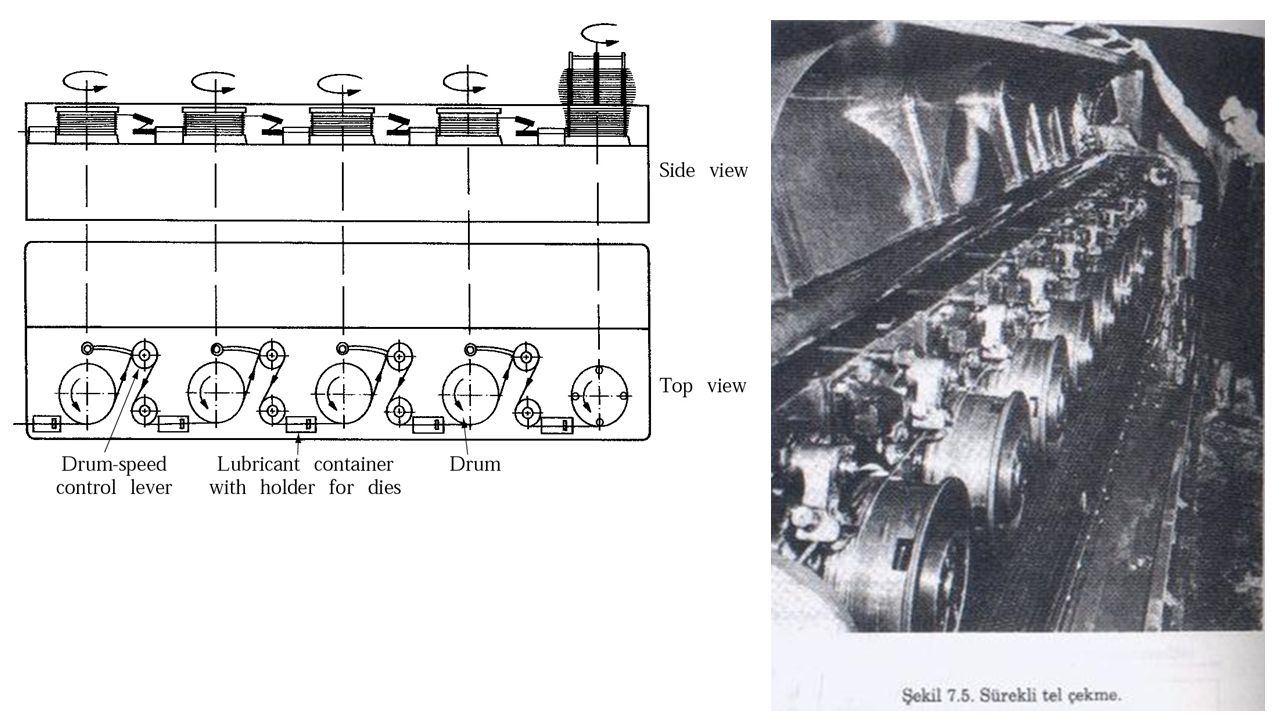
Çekme işlemi Tel çekme ile şekillendirme Matrislerde gerçekleştirilir. Çekme kuvveti de kendi ekseninde döndürülen Makaralar ile uygulanır. Kademeli çekmelerde her çekme kademesinde kesit yüzeyi %10 – 45 oranında küçültülmektedir. Küçük kesit yüzeyleri için bu oran genellikle alt sınıra daha yakın değerlerde (%15-25) alınmaktadır. Bir kademede kesit küçülmesi % 45’ ten büyük olduğu takdirde yağlama sorunları doğabilmekte ve ürünün yüzey kalitesi bozulabilmektedir. Birçok tel çekme işleminde tel, ardı ardına birkaç matristen geçer. Sürekli tel çekmede bir matristen geçen tel sonraki daha küçük kesitli matrise girmeden önce bir sarma makarasına birkaç tur sarılır. Her matristen geçişinde telin çapı küçülürken uzunluğu ve hızı artar. Kesit daralmaları, tüm kademeler için gerekli gücün eşit olacağı şekilde ayarlanmalıdır.
 alınmaktadır. Bir kademede kesit küçülmesi % 45’ ten büyük olduğu takdirde yağlama sorunları doğabilmekte ve ürünün yüzey kalitesi bozulabilmektedir. Birçok tel çekme işleminde tel, ardı ardına birkaç matristen geçer. Sürekli tel çekmede bir matristen geçen tel sonraki daha küçük kesitli matrise girmeden önce bir sarma makarasına birkaç tur sarılır. Her matristen geçişinde telin çapı küçülürken uzunluğu ve hızı artar. Kesit daralmaları, tüm kademeler için gerekli gücün eşit olacağı şekilde ayarlanmalıdır.")
25
Çekme Matrisleri Tel çekme matrislerinin, yüksek hıza ve aşınmaya karşı koyacak şekilde imal edilmeleri kaçınılmazdır.

26
Tel çekme hızı Çekme Kuvveti Demir esaslı malzemeler için yaklaşık 600 m/dak. dır. Demir dışı metaller için yaklaşık m/dak. dır.

30
Çubuk Çekme Yüzey hazırlama işleminden sonra çekilecek çubuğun ucu sivriltilerek matristen geçirilir ve çekme arabasındaki çeneler vasıtasıyla bağlanır. Çekme arabası zincirli veya hidrolik bir mekanizmayla 10…100 m/dak. hız ile hareket ettirilerek çekme işlemi yapılır.

31
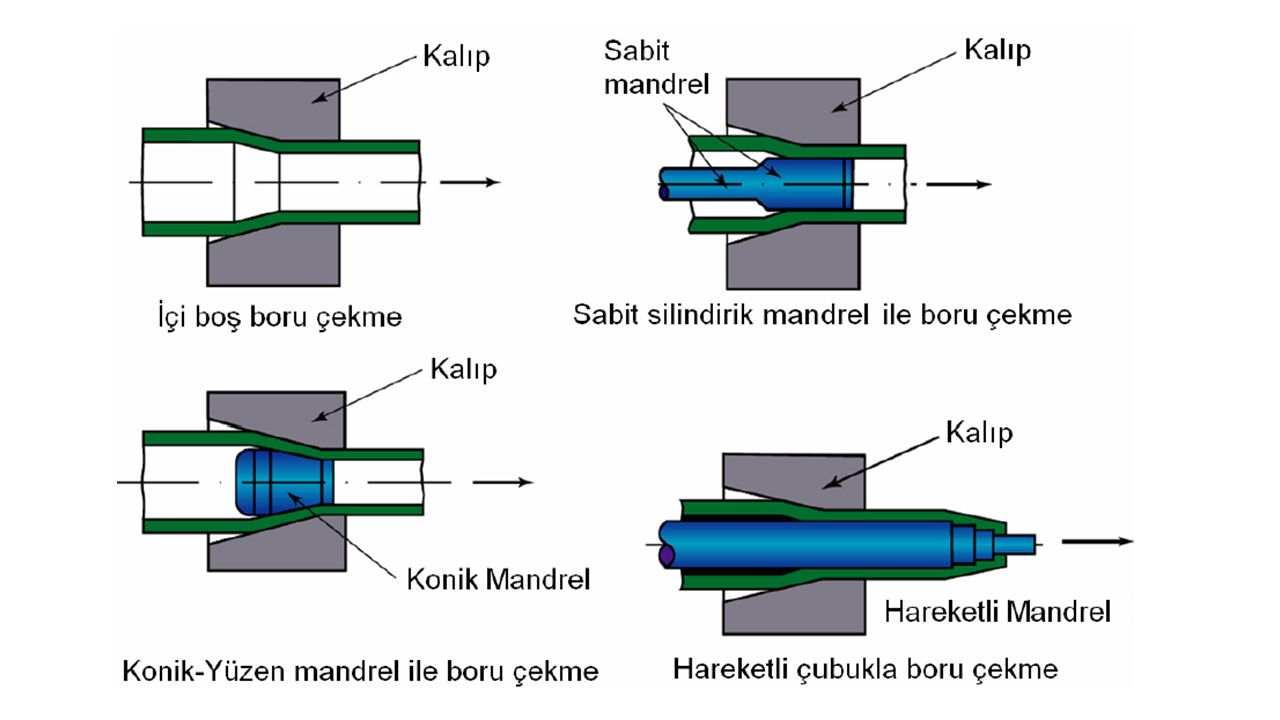
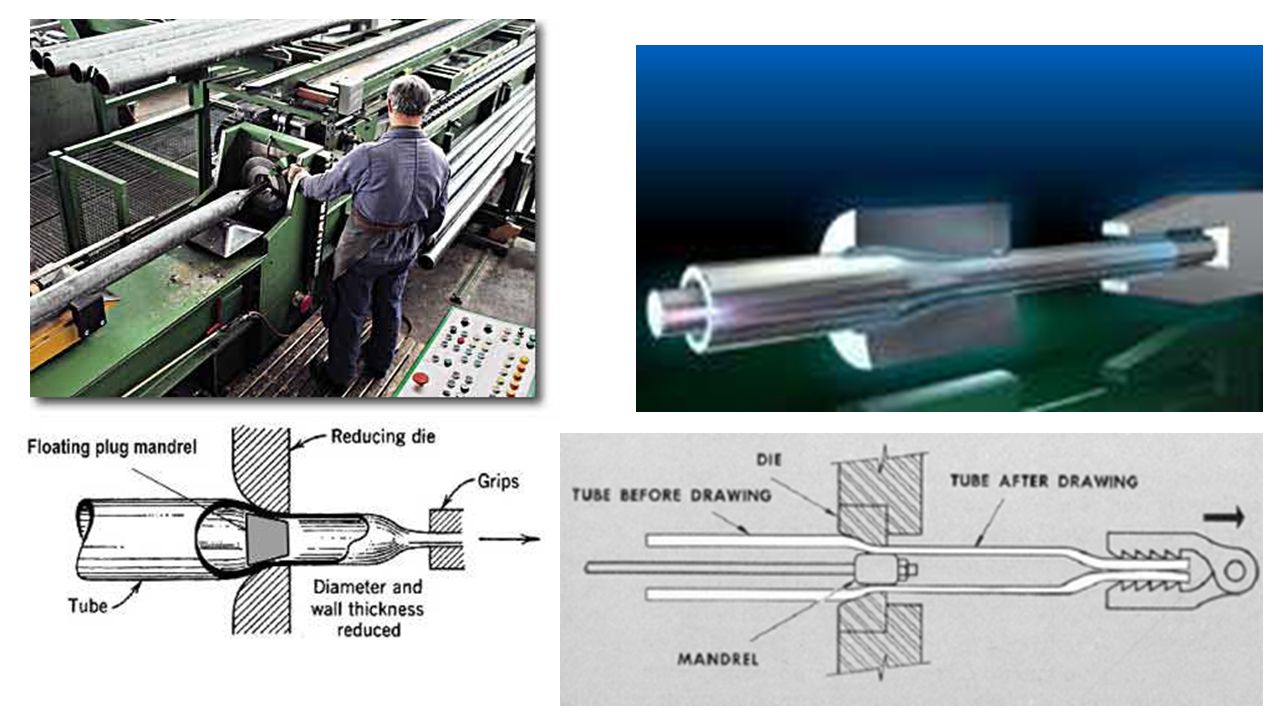
BORU ÇEKME Boru çekme esas olarak tel çekmeye benzer. Cidar kalınlığını azaltmak ve hassas bir iç çap elde etmek için, boru matristen çekilirken içine sabit bir malafa yerleştirilir. 1-Boru çekmede iç çap sabit kalırken – Dış çap (et veya cidar kalınlığı) azalmaktadır. 2- İç çap – Dış çap azalmaktadır. Tasarım sonucunda elde edilen boru değerleri standart olarak üretilen boru değerlerinden farklı ise; boru çekme uygulanarak standart borulardan ihtiyaç duyulan boruyu elde ederiz. Boru çekme işleminde mekanik özelikleri iyileşen malzemenin yüzey kalitesi oldukça hassas olmaktadır.
 azalmaktadır. 2- İç çap – Dış çap azalmaktadır. Tasarım sonucunda elde edilen boru değerleri standart olarak üretilen boru değerlerinden farklı ise; boru çekme uygulanarak standart borulardan ihtiyaç duyulan boruyu elde ederiz. Boru çekme işleminde mekanik özelikleri iyileşen malzemenin yüzey kalitesi oldukça hassas olmaktadır.")
Benzer bir sunumlar


















>")
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler,>")
 Kompozitler>")