Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
BÖLÜM 6 LEHİMLEME ve YAPIŞTIRMA
İMAL USULLERİ KAYNAK TEKNOLOJİSİ BÖLÜM 6 LEHİMLEME ve YAPIŞTIRMA

2
Lehimleme Aynı veya farklı iki metal parçayı, ergime derecelerinin altındaki bir sıcaklıkta (kendileri ergimeden), ergime derecesi daha düşük olan bir ilave metal (lehim alaşımı) ergimesi ile birleştirilmesi işlemine lehimleme denir. Burada birleşme, bir difüzyon olayıdır. Esas malzemedeki bazı elemanlar lehim alaşımına ve lehim alaşımındaki bazı elemanlar esas metale difüzyon yoluyla geçer. Lehimleme uygulanarak, sızdırmazlık, ısı ve elektrik akımı iletme kabiliyeti, sökülemez özelliklerde ürünler elde edilir. Lehimleme Çeşitleri Eritme kaynağı yerine lehimleme kullanılması için: – Metallerin kaynak kabiliyeti kötü, – Farklı metalleri birleştirilmekte, – Yoğun kaynak ısısı, birleştirilen parçalara zarar verebilecek, – Bağlantının geometrisi kaynağa izin vermemekte, – Yüksek dayanım gerekli değil ise lehimleme tercih edilir. • İlave metalin erime sıcaklığı ≤ 450°C Yumuşak lehimleme erime sıcaklığı > 450°C Sert lehimleme
, ergime derecesi daha düşük olan bir ilave metal (lehim alaşımı) ergimesi ile birleştirilmesi işlemine lehimleme denir. Burada birleşme, bir difüzyon olayıdır. Esas malzemedeki bazı elemanlar lehim alaşımına ve lehim alaşımındaki bazı elemanlar esas metale difüzyon yoluyla geçer. Lehimleme uygulanarak, sızdırmazlık, ısı ve elektrik akımı iletme kabiliyeti, sökülemez özelliklerde ürünler elde edilir. Lehimleme Çeşitleri. Eritme kaynağı yerine lehimleme kullanılması için: – Metallerin kaynak kabiliyeti kötü, – Farklı metalleri birleştirilmekte, – Yoğun kaynak ısısı, birleştirilen parçalara zarar verebilecek, – Bağlantının geometrisi kaynağa izin vermemekte, – Yüksek dayanım gerekli değil ise lehimleme tercih edilir. • İlave metalin. erime sıcaklığı ≤ 450°C Yumuşak lehimleme. erime sıcaklığı > 450°C. Sert lehimleme.")
3
Lehimleme Uygulamaları

5
Otomotiv (örn., boruların ve tesisatların birleştirilmesi)
Elektrik ekipmanlar (örn., tel ve kabloların birleştirilmesi) Kesici takımlar (örn., semente edilmiş karbür insert ve kesici uçların sert lehimlenmesi) Mücevher yapımı Kimyasal işlem endüstrisi, boru tesisatları ve ısıtma işlemi yapanlar, metal boru ve tesisatları sert lehimleme ile birleştirirler. Tamir ve bakım işleri Yumuşak lehimleme ile birleştirilen yüzeyler arasındaki bağlantı kuvveti makine imalatında gerekli mukavemetleri genellikle sağlayamadığından bu yöntem elektrik-elektronik gibi alanlarda kullanılır.
 Kesici takımlar (örn., semente edilmiş karbür insert ve kesici uçların sert lehimlenmesi) Mücevher yapımı. Kimyasal işlem endüstrisi, boru tesisatları ve ısıtma işlemi yapanlar, metal boru ve tesisatları sert lehimleme ile birleştirirler. Tamir ve bakım işleri. Yumuşak lehimleme ile birleştirilen yüzeyler arasındaki bağlantı kuvveti makine imalatında gerekli mukavemetleri genellikle sağlayamadığından bu yöntem elektrik-elektronik gibi alanlarda kullanılır.")
6
Sert lehimleme tekniğinin parçaların birleştirilmesinde yaygın olarak tercih edilmesinin nedenlerini şöyle sıralayabiliriz: Sert lehimleme ile birleştirilen parçaların dayanımı yüksektir, hatta birleştirilmesi yapılan metalden bile daha güçlü birleşimler sağlanabilir. Sert lehimle birleştirilmiş gereçlerde birleşim yeri darbe ve titreşimlere karşı dayanımlıdır. Sert lehimleme tekniğini uygulamak kolay ve hızlıdır, uygulamayı yapacak kaynakçı becerisi kolay kazandırılabilir. Lehimleme işlemini otomatik hale getirmek mümkün olduğundan otomasyona uygundur. Farklı ergime derecelerine sahip metallerin, örneğin çelik ve bakırın birleştirilmesi kolay ve ekonomik şekilde yapılabilmektedir. Bunun yanı sıra birleştirilecek metallerin farklı kalınlık ve kesitte olması da lehimlemeyi mümkün kılmaktadır. Sert lehimleme sıcaklığı 450°C üzerinde ve birleştirilecek gereçlerin ergime sıcaklığından daha düşük olduğu için, birleşimi yapılan metallerde yüksek ısının neden olduğu deformasyonlar oluşmaz. Sert lehimleme tekniği diğer bağlantı yöntemlerine göre daha ekonomiktir. Birleştirme sonrası da işleme gerek duyulmadığından zaman ve maliyet düşüktür. Sızdırmazlık istenen birleştirmelerde kolaylıkla kullanılabilir. Birleşim bölgesinin estetik görüntüsü iyidir. Tercih edilen ilave telin rengine göre ana metale yakın renkte birleşim sağlanabilir. Sert lehimleme kalıcı ve güçlü birleştirmeler için uygundur.

7
Eğer birleştirilecek parçalar büyükse kaynak ile birleştirmeler daha uygundur. Çünkü sert lehimleme işleminde parçalar ısıtılır. Ana malzememiz büyükse ısıtmak için daha fazla enerji vermek gerekir ve enerji kaybı olur. Lehimleme aşamaları Aralık tayini (Parçalar Arasındaki Açıklık) Lehimlemede çalışma sıcaklığına kadar tavlanan (ısıtılan) esas malzemenin yüzeyine düşen bir damla lehim alaşımı yüzeyde yayılmaya başlar ve katılaşmadan sonra yüzeylerde birleşmeyi sağlar. Esas parçaların birleşecek yüzeyleri arasındaki açıklığın, erimiş dolgu metalinin akmasını engellemeyecek derecede geniş, ancak kapiler etkinin zayıflamasına neden olmayacak derecede de dar olması gerekir. Dayanımın en yüksek değere ulaştığı bir açıklık değeri vardır. Bu açıklık, esas metale, ilave metale, bağlantı şekline ve işlem koşullarına bağlıdır. Tipik sert lehimleme açıklıkları 0,001 – 0,010 mm ( 0,025-0,25 mm ) arasındadır. Lehimleme Öncesi Temizlik Lehim metali seçimi Aralık tayini Önısıtma Dekapan seçimi ve uygulaması Isıtma yöntemi seçimi Çalışma sıcaklığı
 Lehimlemede çalışma sıcaklığına kadar tavlanan (ısıtılan) esas malzemenin yüzeyine düşen bir damla lehim alaşımı yüzeyde yayılmaya başlar ve katılaşmadan sonra yüzeylerde birleşmeyi sağlar. Esas parçaların birleşecek yüzeyleri arasındaki açıklığın, erimiş dolgu metalinin akmasını engellemeyecek derecede geniş, ancak kapiler. etkinin zayıflamasına neden olmayacak derecede de dar olması gerekir. Dayanımın en yüksek değere ulaştığı bir açıklık değeri vardır. Bu açıklık, esas metale, ilave metale, bağlantı şekline ve işlem koşullarına bağlıdır. Tipik sert lehimleme açıklıkları 0,001 – 0,010 mm ( 0,025-0,25 mm ) arasındadır. Lehimleme Öncesi Temizlik. Lehim metali seçimi. Aralık tayini. Önısıtma. Dekapan seçimi ve uygulaması. Isıtma yöntemi seçimi. Çalışma sıcaklığı.")
8
Aralık 0,2 – 0,5 mm – etki iyi Aralık 0,7 mm –etki yeterli değil Aralık 1,0 mm –etki yok

9
Sert lehimleme işleminde çok sık duyacağınız kapiler kelimesinin sözlük anlamı kılcal, kapiler etkinin ise anlamı kılcal etkidir. Sert lehimlemede geçen kapiler etki veya kapiler basınç, bir fizik olayını ifade etmek amacıyla kullanılır. Sıvı dolu bir kap içerisine, iç çapı “d” olan (0,05–0,5 mm arasında) bir cam boru daldırdığımızda kapiler kuvvet meydana gelir. Bu kapiler kuvvet altında sıvı, cam boru içerisinde belirli bir mesafeye (h) kadar yükselir. Bu fiziksel olaya kapiler etki veya kapiler basınç adı verilir. Kapilarite, ana metal(ler), dolgu metali ve dekapan arasında oluşan yüzey gerilimlerinin bir sonucudur. Bu gerilimler ayrıca dolgu metali ve ana metal arasında oluşan temas açısı ile atmosfer arasında oluşan gerilimlerdir. Kapiler etki ile lehimleme işlemi Metalik malzemelerin yüzeyleri, gözle görülemeyecek ancak mikroskopla izlenebilecek pürüzlere sahiptir. Üst üste bindirilerek lehimlenecek iş parçalarında, herhangi bir boşluk verilmesine gerek kalmaksızın, pürüzlü yüzeylerinden dolayı kapiler etkiyi oluşturacak boşluk da kendiliğinden oluşmaktadır.
 bir cam boru daldırdığımızda kapiler kuvvet meydana gelir. Bu kapiler kuvvet altında sıvı, cam boru içerisinde belirli bir mesafeye (h) kadar yükselir. Bu fiziksel olaya kapiler etki veya kapiler basınç adı verilir. Kapilarite, ana metal(ler), dolgu metali ve dekapan arasında oluşan yüzey gerilimlerinin bir sonucudur. Bu gerilimler ayrıca dolgu metali ve ana metal arasında oluşan temas açısı ile atmosfer arasında oluşan gerilimlerdir. Kapiler etki ile lehimleme işlemi. Metalik malzemelerin yüzeyleri, gözle görülemeyecek ancak mikroskopla izlenebilecek pürüzlere sahiptir. Üst üste bindirilerek lehimlenecek iş parçalarında, herhangi bir boşluk verilmesine gerek kalmaksızın, pürüzlü yüzeylerinden dolayı kapiler etkiyi oluşturacak boşluk da kendiliğinden oluşmaktadır.")
10
Burada dikkat edilmesi gereken en önemli husus, ısının etkisiyle metalik parçaların genleşerek, lehimleme aralığının genişlemesi veya daralmasıdır. Lehimleme aralığının sabit tutulabilmesi için ısının etkisiyle parçaların genleşmesi dikkate alınarak lehimleme aralığı bırakılmalıdır. Farklı Metallerin Sert Lehimlemesi

11
Lehim metali seçimi Bütün sert lehim dolgu metalleri, aşağıda açıklanan belirli karakteristik özellikler taşımalıdır: 1.Ana metallerin yüzeylerini ıslatmalı ve katılaştığında sünger (gözenekli) yapı oluşturmamalıdır. 2. Sert lehim sıcaklığında kılcal etki ile dolgu alaşımı nazlanmış ek yerleri akabilmeli ve sevk edilebilmelidir. 3. Ergime noktası ya da bölgesi, birleştirilen kesitin metaline uygun olmalıdır. 4. Fazla uçucu ve zehirleyici bileşik içermemelidir. 5. Kesit şekline uyabilmeli, fiziksel ve mekaniksel özellikleri uygun olmalıdır.
 yapı oluşturmamalıdır. 2. Sert lehim sıcaklığında kılcal etki ile dolgu alaşımı nazlanmış ek yerleri akabilmeli ve sevk edilebilmelidir. 3. Ergime noktası ya da bölgesi, birleştirilen kesitin metaline uygun olmalıdır. 4. Fazla uçucu ve zehirleyici bileşik içermemelidir. 5. Kesit şekline uyabilmeli, fiziksel ve mekaniksel özellikleri uygun olmalıdır.")
12
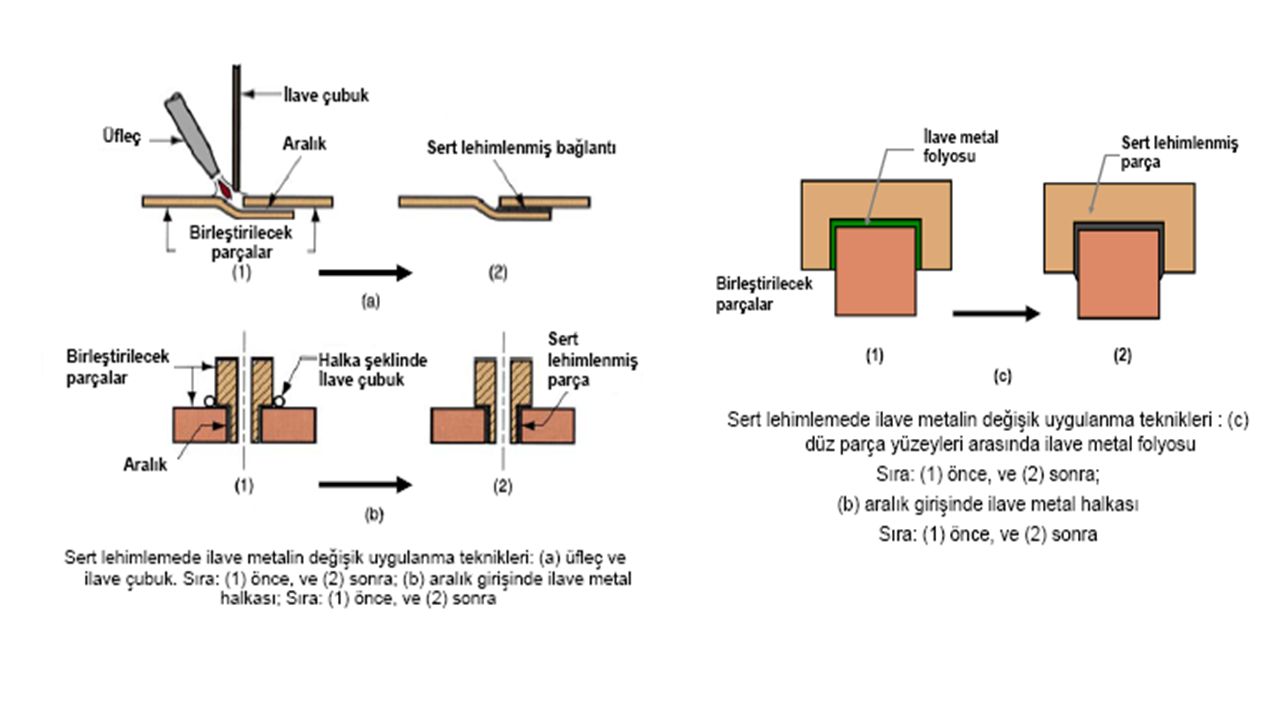
Gerçekte bu özellikleri taşıyan ve metallerle birleşebilen herhangi bir metal, sert lehim alaşımı olabilir. Önceleri sert lehim alaşımının, ince sac ve tel haline getirilebilme özelliği taşıması gerektiği sanılmıştı, fakat sonraları modern teknolojik istekler göz önünde tutularak, birçok geliştirilmiş sert lehim alaşımı, yalnız toz halinde ve hatta çeşitli geometrik şekilli kesitlerde üretilmeye başlandı. Sert lehim dolgu materyalleri ise alüminyum silisyum, bakır-fosfor, gümüş, bakır-altın, bakır ve bakır-çinko, magnezyum ve ısıya dayanıklı nikel olmak üzere yedi sınıfa ayrılmıştır.

13
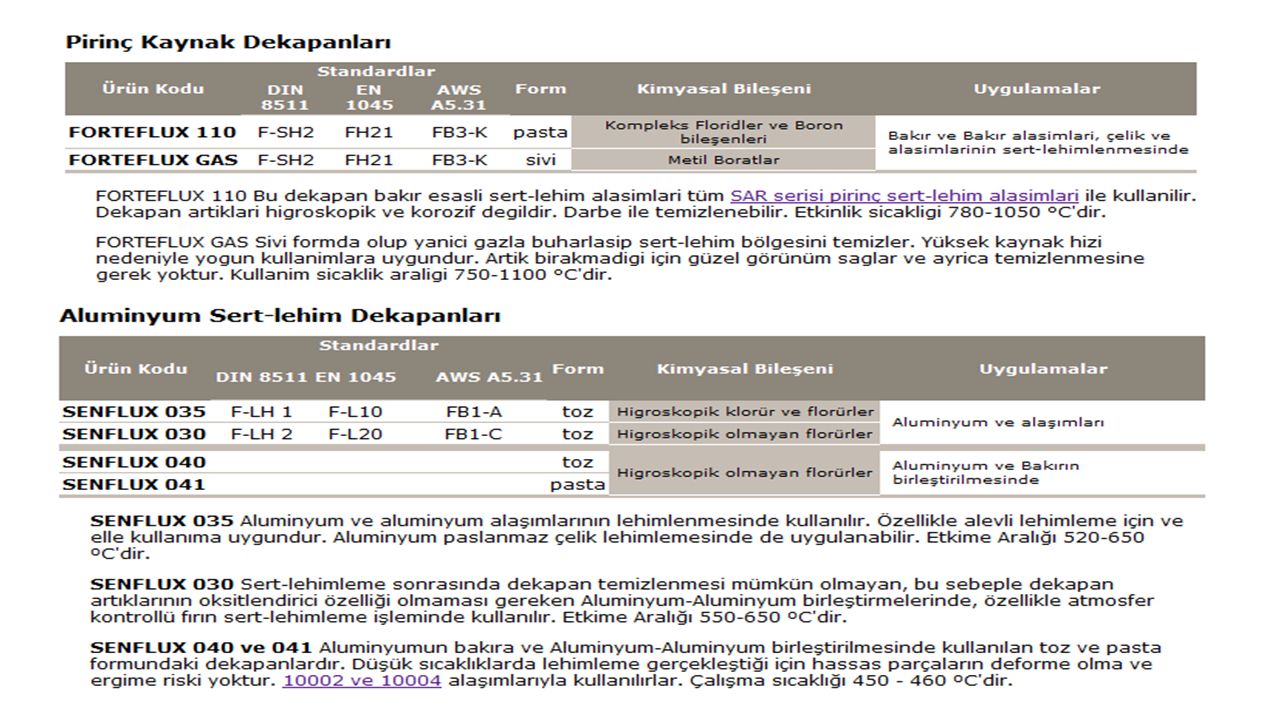
Dekapan seçimi ve uygulaması
Isıtılma işlemi başladığında, ısıdan kaynaklı metal yüzeylerinde oksit oluşumu hızlı bir şekilde başlar ve bu oksit oluşumunun giderilmesi gerekir. Giderilmediği taktirde ilave metalin, ana metalle birleşimini engelleyecektir. Bu nedenle de lehimleme işleminde ayrıca dekapan (flux) adı verilen yüzey temizleyicileri kullanılır. Birleşme alanındaki dekapan kaplaması yüzeyleri havadan ve oksit oluşumundan koruyacaktır. Dekapan çözünerek ısıtma esnasında oluşan veya temizlenmemiş oksitleri absorbe edecektir. Yüksek vakumlu sert lehim işlemlerinde dekapan kullanılmamalıdır. Dekapanlar; sıvı ya da pasta, toz, sert lehim alaşımı üzerine katı halde kaplanmış olarak ve buhar şeklinde olmak üzere değişik formlarda uygulanır. Toz halinde telle taşıyarak ,pasta halinde fırçayla sürerek, sıvı halde daldırarak, gaz halinde yanıcı gaz üzerinde taşıyarak veya otomatik spray şeklinde uygulayabilirsiniz. Örtü görevi gören dekapanlar birleşme bölgesinin geç soğumasını sağlar. İlave metalin akışkanlığını ve ıslatma kabiliyetini arttırır. Dekapanların ergime sıcaklıkları, ilave metalin ergime sıcaklığından 50–100°C daha düşük olduğundan, dekapan ergidiğinde lehimleme sıcaklığına ulaşıldığını bildirir.
 adı verilen yüzey temizleyicileri kullanılır. Birleşme alanındaki dekapan kaplaması yüzeyleri havadan ve oksit oluşumundan koruyacaktır. Dekapan çözünerek ısıtma esnasında oluşan veya temizlenmemiş oksitleri absorbe edecektir. Yüksek vakumlu sert lehim işlemlerinde dekapan kullanılmamalıdır. Dekapanlar; sıvı ya da pasta, toz, sert lehim alaşımı üzerine katı halde kaplanmış olarak ve buhar şeklinde olmak üzere değişik formlarda uygulanır. Toz halinde telle taşıyarak ,pasta halinde fırçayla sürerek, sıvı halde daldırarak, gaz halinde yanıcı gaz üzerinde taşıyarak veya otomatik spray şeklinde uygulayabilirsiniz. Örtü görevi gören dekapanlar birleşme bölgesinin geç soğumasını sağlar. İlave metalin akışkanlığını ve ıslatma kabiliyetini arttırır. Dekapanların ergime sıcaklıkları, ilave metalin ergime sıcaklığından 50–100°C daha düşük olduğundan, dekapan ergidiğinde lehimleme sıcaklığına ulaşıldığını bildirir.")
15
Isıtma yöntemleri Sert lehimleme yönteminin seçimi, en az dolgu metalinin seçimi kadar önemlidir. Aslında biri diğerine bağlıdır. Özel bir yönteme ihtiyaç duyulduğunda, daha önce uygun görülebilen dolgu metalleri tercih edilmeyebilir. Üretilecek parçaların sayısı ve üretim sıklığı sert lehim yönteminin seçimini etkiler. Balıca sert lehimleme yöntemleri şunlardır: · Otomatik Alevle Sert Lehimleme · Fırında Sert Lehimleme · Üfleç ile Sert Lehimleme · Endüksiyon Sert Lehimleme · Direnç Sert Lehimlemesi · Daldırma Sert Lehimlemesi · Optik Sert Lehimlemesi · Elektron Demeti Sert Lehimlemesi · Lazer Sert Lehimlemesi · Ark Sert Lehimlemesi · Ekzotermik Sert Lehimlemesi · Elektrolitik Sert Lehimlemesi · Kızıl Ötesi Sert Lehimlemesi

16
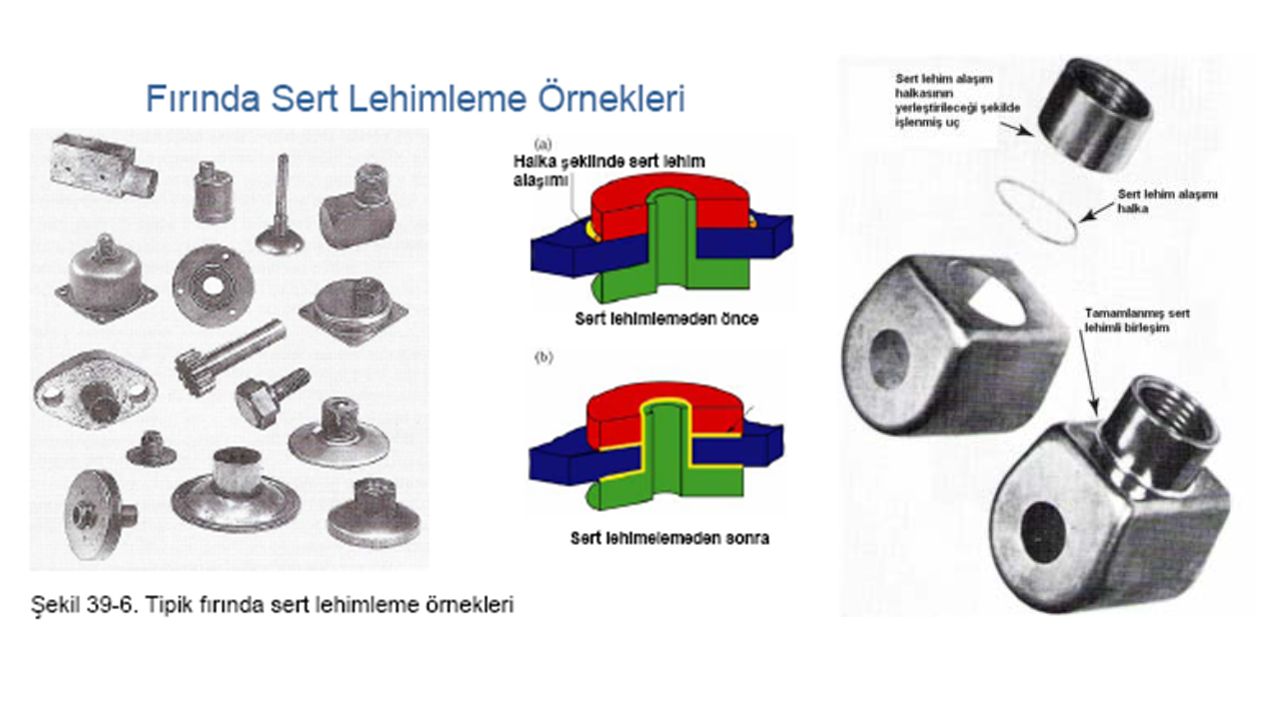
• Üfleçle (alevle) Sert Lehimleme – üfleç alevi bağlantının yakınındaki parçaya doğru yönlendirir.
• Fırında sert lehimleme – fırın, sert lehimleme için gerekli ısıyı sağlar. • İndüksiyonla Sert Lehimleme – parçada indüklenen yüksek frekanslı akıma karşı elektrik direnciyle ısıtmadır. • Dirençle Sert Lehimleme – parçalardan geçen elektrik akımına karşı dirençle ısıtmadır. • Daldırmayla Sert Lehimleme – ya erimiş tuz ya da metal banyosudur. • Infrared Sert Lehimleme – yüksek yoğunluklu infrared lambalar kullanılır.

20
Yumuşak lehimleme Yumuşak lehimleme ile birleştirilen yüzeyler arasındaki bağlantı kuvveti makine imalatında gerekli mukavemetleri genellikle sağlayamadığından bu yöntem elektrik-elektronik gibi alanlarda kullanılır. Elektronik devre

22
• Tm ≤ 450°C bir ilave metalin eritildiği ve birleştirilecek parçaların temas yüzeyleri arasına dağıldığı birleştirme yöntemidir. • Esas metaller erimez, ancak ilave metal, metalurjik bağ oluşturmak üzere esas metali ıslatır ve birleşir. • Yumuşak lehimlemenin detayları sert lehimleme ile aynıdır ve aynı ısıtma yöntemlerinin çoğu kullanılır. • Çoğu elektrik ve elektronik işlemlerle yakından ilgilidir (tellerin yumuşak lehimlenmesi)
")
23
Yumuşak Lehim Alaşımları
Genel olarak kalay (Sn) ve kurşun (Pb) alaşımlarıdır. Her ikisi de düşük Tm’ye sahiptir. • Kurşun zehirleyicidir ve çoğu yumuşak lehim alaşımındaki yüzdesi en aza indirilmiştir. • Kalay yumuşak lehimleme sıcaklıklarında kimyasal olarak aktiftir ve başarılı bir bağlantı için ıslatmayı destekler. • Bakır’ın yumuşak lehimlenmesinde, bakır ve kalay, bağlantıyı güçlendiren metallerarası bileşikler oluşturur. • Gümüş ve antimon da bazen yumuşak lehim alaşımı olarak kullanılmaktadır. Yumuşak Lehimlemenin Üstünlükleri ve Zayıflıkları • Üstünlükleri: – Sert lehimleme veya eritme kaynağına göre daha düşük enerji girdisi – Değişik ısıtma yöntemleri mevcuttur – Bağlantıda iyi elektrik ve ısıl iletkenlik – Tamiri ve yeniden yapılması kolay • Zayıflıkları: – Mekanik yöntemlerle takviye edilmedikçe düşük bağlantı dayanımı – Yüksek sıcaklıklarda bağlantının muhtemel zayıflaması veya erimesi
 ve kurşun (Pb) alaşımlarıdır. Her ikisi de düşük Tm’ye sahiptir. • Kurşun zehirleyicidir ve çoğu yumuşak lehim alaşımındaki yüzdesi en aza indirilmiştir. • Kalay yumuşak lehimleme sıcaklıklarında kimyasal olarak aktiftir ve başarılı bir bağlantı için ıslatmayı destekler. • Bakır’ın yumuşak lehimlenmesinde, bakır ve kalay, bağlantıyı güçlendiren metallerarası bileşikler oluşturur. • Gümüş ve antimon da bazen yumuşak lehim alaşımı olarak kullanılmaktadır. Yumuşak Lehimlemenin Üstünlükleri ve Zayıflıkları. • Üstünlükleri: – Sert lehimleme veya eritme kaynağına göre daha düşük enerji girdisi. – Değişik ısıtma yöntemleri mevcuttur. – Bağlantıda iyi elektrik ve ısıl iletkenlik. – Tamiri ve yeniden yapılması kolay. • Zayıflıkları: – Mekanik yöntemlerle takviye edilmedikçe düşük bağlantı dayanımı. – Yüksek sıcaklıklarda bağlantının muhtemel zayıflaması veya erimesi.")
24
Yapıştırma İki (ya da daha fazla) yakın yerleştirilmiş parçayı yüzey birleştiricisi ile bir arada tutmak için bir ilave malzemenin kullanıldığı birleştirme yöntemidir. Metal, plastik, seramik, ahşap, kağıt ve mukavva gibi aynı veya farklı malzemeleri birleştirmek için geniş bir birleştirme veya sızdırmazlık uygulamalarında kullanılır. Artan uygulamalar için fırsatları nedeniyle büyük bir alana yayılabilir. Alaşımlama mümkün değildir ve bağ dayanımı tamamen yapıştırıcının metal veya polimer yüzeye yapışmasına ve yapıştırıcının kendisine bağlıdır. Sadece düşük sıcaklıklarda kullanılabilirler. Yüksek sıcaklıklarda istenmeyen yapısal değişiklikler meydana gelir. Yapıştırıcılar; sızdırmazlık, titreşim sönümleme, izolasyon ve diğer yapısal olmayan uygulamalarda da kullanılmaktadır.
 yakın yerleştirilmiş parçayı yüzey birleştiricisi ile bir arada tutmak için bir ilave malzemenin kullanıldığı birleştirme yöntemidir. Metal, plastik, seramik, ahşap, kağıt ve mukavva gibi aynı veya farklı malzemeleri birleştirmek için. geniş bir birleştirme veya sızdırmazlık uygulamalarında kullanılır. Artan uygulamalar için fırsatları nedeniyle büyük bir alana yayılabilir. Alaşımlama mümkün değildir ve bağ dayanımı tamamen yapıştırıcının metal veya polimer yüzeye yapışmasına ve yapıştırıcının kendisine bağlıdır. Sadece düşük sıcaklıklarda kullanılabilirler. Yüksek sıcaklıklarda istenmeyen yapısal değişiklikler meydana gelir. Yapıştırıcılar; sızdırmazlık, titreşim sönümleme, izolasyon ve diğer yapısal olmayan uygulamalarda da kullanılmaktadır.")
25
Yapıştırıcı = ilave malzeme, metal dışı, genellikle bir polimer
Yapışan = birleştirilen parçalar Yapısal yapıştırıcı – Bir yapısal yapıştırıcı, iki yüksek dayanımlı parça arasında kalıcı bir birleşim oluşturur. Birleşimin uzun süre yük taşıma kapasitesini koruması istenir. Yapıştırmada Sertleşme Yapıştırıcının fiziksel özelliklerinin, parçaların yüzeylerini birleştirmek için genellikle kimyasal reaksiyonla sıvıdan katıya dönüşme işlemi • Sertleşme, genellikle ısı ve/veya bir katalizör ile gerçekleştirilir − Eğer ısı kullanılmışsa, sıcaklıklar göreceli olarak düşüktür. • Sertleşme zaman alır - imalatta bir zayıflık • Yap ışma işlemini gerçekleştirmek için bazen parçalar arasında basınç uygulanır.

26
Bağlantının Dayanımı •Aşağıdakilerin dayanımına bağlıdır: − Yapıştırıcı − Yapıştırıcı ile yapışanlar arasındaki bağlantı • Bağlantının dayanımı birkaç mekanizma içerir: Kimyasal bağ oluşumu – Yapıştırıcı ve yapışan, sertleşmeden sonra bir primer kimyasal bağ oluşturur. Fiziksel etkileşimler – Karşılıklı yüzeylerin atomları arasında sekonder kuvvetler. Mekanik kilitlenme – Yapışanın pürüzlülüğü, sertleşen yapıştırıcının, mikroskopik yüzey pürüzlerinde sıkışmasına ve kilitlenmesine neden olur.

27
Yapıştırma bağlantılarda dikkate alınması gereken gerilme türleri:
Bağlantı Tasarımı • Yapıştırılmış bağlantılar, kaynaklı, sert veya yumuşak lehimli bağlantılar kadar güçlü değildir • Bağlantı temas alanı en büyük değerine çıkarılmalıdır • Adhezif bağlantılar en çok kayma ve çekme’de güçlüdür. − Bağlantılar, uygulanan gerilmelerin bu tür olacağı şekilde tasarlanmalıdır • Yapıştırılmış bağlantılar, Yapıştırılmış bağlantılar, en çok ayrılma ve sıyrılmaya karşı zayıftır. − Bağlantılar, bu tür gerilmelerden kaçınacak şekilde tasarlanmalıdır ŞEKİL 29.10 Yapıştırma bağlantılarda dikkate alınması gereken gerilme türleri: (a) çekme, (b) kesme, (c) ayırma ve (d) soyma.
 çekme, (b) kesme, (c) ayırma ve. (d) soyma.")
28
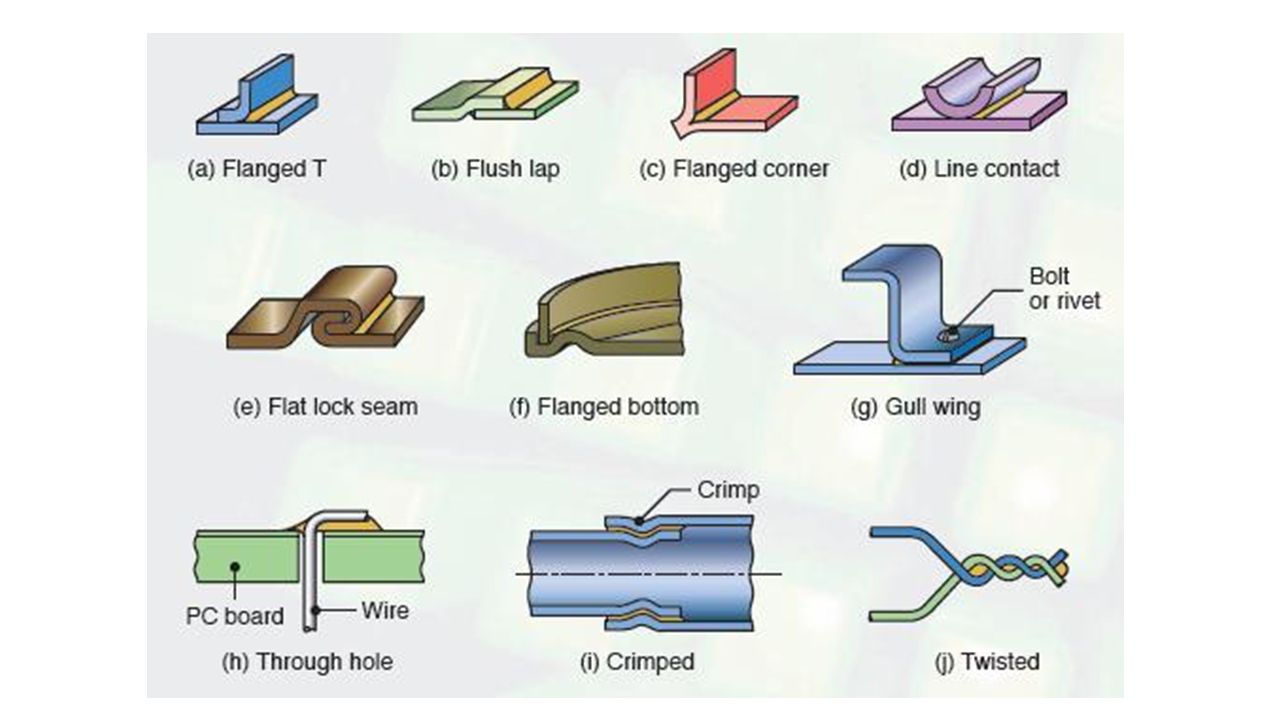
Yapıştırma için bazı bağlantı tasarımları:
(a)tam kesit (d) alın bağlantı; (e) (f)’e kadar T-bağlantılar; (b) ve (g) ila (j) köşe bağlantılar
tam kesit (d) alın bağlantı; (e) (f)’e kadar T-bağlantılar; (b) ve (g) ila (j) köşe bağlantılar.")
29
Yapıştırmanın, diğer birleştirme yöntemleriyle kombinasyonu: (a) kaynak-yapıştırma – nokta kaynaklı ve yapıştırılmış bağlantı; (b) perçinli (veya cıvatalı) ve yapıştırılmış bağlantı; (c) şekillendirilmiş ve yapıştırılmış bağlantı Yapıştırma için bazı bağlantı tasarımları ve servisteki performans oranları
 perçinli (veya cıvatalı) ve yapıştırılmış bağlantı; (c) şekillendirilmiş ve yapıştırılmış bağlantı. Yapıştırma için bazı bağlantı tasarımları ve servisteki performans oranları.")
30
Yapıştırma bağlantılı köşe ve açılı birleşim tasarımlar
Yapıştırma Bağlantılarında Hasar

31
− Düşük maliyetli, düşük dayanımlı
Yapıştırıcı Türleri • Doğal yapıştırıcılar – reçine, nişasta, şeker, soya tuzu, kola gibi doğal kaynaklardan elde edilirler. − Düşük-gerilmeli uygulamalar: mukavva kartonları, döşeme, kitap ciltleri; veya geniş yüzeyler: kontrplak • İnorganik – esas olarak sodyum silikat ve magnezyum oksiklorür’e dayanır. − Düşük maliyetli, düşük dayanımlı • Sentetik (yapay) yapıştırıcılar – değişik termoplastik ve termoset polimerler. Yapıştırıcıların kayma dayanımları belirli sıcaklıklarda hızla düşer. Pasta ve sıvı yapıştırıcılar; (b) bant, film ve çözücü bazlı yapıştırıcılar A: iki parçalı üretan+amino; B: tek parçalı lastik-modifiye epoksi; C: tek parçalı epoksi-genel amaçlı; D: tek parçalı epoksi-yüksek dirençli; E: iki bileşenli oda sıcaklığında sertleşen epoksi-poliamid; F: silikon sızdırmazlık; G: naylon-epoksi; H: nitril-epoksi; I: nitril-fenolik; J: vinil-fenolik; K: epoksi-fenolik; L: poliamid.
 yapıştırıcılar – değişik termoplastik ve termoset polimerler. Yapıştırıcıların kayma dayanımları belirli sıcaklıklarda hızla düşer. Pasta ve sıvı yapıştırıcılar; (b) bant, film ve çözücü bazlı yapıştırıcılar. A: iki parçalı üretan+amino; B: tek parçalı lastik-modifiye epoksi; C: tek parçalı epoksi-genel amaçlı; D: tek parçalı epoksi-yüksek dirençli; E: iki bileşenli oda sıcaklığında sertleşen epoksi-poliamid; F: silikon sızdırmazlık; G: naylon-epoksi; H: nitril-epoksi; I: nitril-fenolik; J: vinil-fenolik; K: epoksi-fenolik; L: poliamid.")
32
Yapıştırıcıların Uygulamaları
• Otomotiv, uçak, yapı ürünleri, gemi yapımı • Paketleme endüstrisi • Ayakkabı • Döşeme • Kitap ciltleme • Elektrik ve elektronik Yüzey Hazırlama • Yapıştırma işleminin başarılı olması için, yüzeyler son derece temiz olmalıdır. • Yapışma dayanımı, yapıştırıcı ile yapışan arasındaki adhezyonun derecesine, bu ise yüzeyin temizliğine bağlıdır. • Metallerde, temizleme için genellikle çözücüyle silme ve kum püskürterek yüzeyin aşındırılması adhezyonu arttırır. • Metal dışı parçalarda, genellikle bazı tür çözücüler kullanılır ve yüzeyler, pürüzlülüğü arttırmak için taşlanır veya kimyasal olarak dağlanır. Uygulama Yöntemleri • Elle fırçalama veya rulolama • İpek kaplama • Elle çalıştırılan dağıtıcı kullanarak yüzdürme • Püskürtme • Otomatik aplikatörler • Rulo kaplama

Benzer bir sunumlar
















 tarafından gerçekleştirilir. Bunlar elektron.>")


 Demir Üretimi>")
 4-5 cm’ye kadar.>")
