Sunuyu indir
1
Sözlü Bildiri Olarak Sunulmuştur.
Bu Program Yöneylem Araştırması/Endüstri Mühendisliği ( YA-EM ) XXV. Ulusal Kongresinde ( Koç Üniversitesi, 4-6 Temmuz 2005 ) Sözlü Bildiri Olarak Sunulmuştur.
 XXV. Ulusal Kongresinde ( Koç Üniversitesi, 4-6 Temmuz 2005 ) Sözlü Bildiri Olarak Sunulmuştur.")
3
YALIN ÜRETİM UNSURLARI İLE HAT DENGELEME PROBLEMİ İÇİN MATEMATİKSEL MODEL VE PAKET PROGRAM HAZIRLANMASI ARİF GÜRSOY, BELGİN VATANSEVER FEN FAK., MATEMATİK BÖLÜMÜ, BİLG. BİL. A.B.D., YÜKSEK LİSANS PROF. DR. URFAT NURİYEV FEN FAK., MATEMATİK BÖLÜMÜ, BİLG. BİL. A.B.D. YARD. DOÇ. MÜCELLA GÜNER MÜHENDİSLİK FAK., TEKSTİL MÜHENDİSLİĞİ BÖLÜMÜ ARŞ. GÖR. MURAT ERŞEN BERBERLER

4
üretimde hat dengelemede
AMAÇ üretimde hat dengelemede düzgün bir iş akışının sağlanması, iş istasyonlarında meydana gelebilecek doldurulamayan boş zamanların en az düzeyde olması için uygun üretim miktarının belirlenmesi

5
Hat Dengeleme (Line Balancing)
Hat dengeleme, akıcı bir üretim için boş zamanların en aza indirgenmesi ve işin çalışma noktalarına hemen hemen eşit olarak taksim edilmesi problemidir. Yalın Üretim (Lean Production) Tam Zamanlı Üretim (Just-In-Time Production) Yalın Üretim Unsurları İş gören Modüler Üretim Makineler ve Atölyeler Arası Senkronizasyon
 Tam Zamanlı Üretim (Just-In-Time Production) Yalın Üretim Unsurları. İş gören. Modüler Üretim. Makineler ve Atölyeler Arası Senkronizasyon.")
6
ÜRETİM ŞEMASI ( PROCESS CHART )
Üretim şeması, süreç içinde bütün işlem, montaj, kontrol akışının gösterildiği, malzeme giriş noktalarının belirtildiği şemadır.

7
PANTOLONETEK ÜRETİM OPERASYONLARI

8
PANTOLONETEK ÜRETİM ŞEMASI ( PROCESS CHART )
")
9
BİDON ve PAKET KAVRAMI Bidon kavramı: Bir işçinin günlük çalışma süresi ( dk. ) Örneğin, 540 (+ mesai ) dk. Paket büyüklüğü kavramı: Herhangi bir operasyonun herhangi bir üretim miktarı için gerekli süresi Örneğin: 1. paketin büyüklüğü = 1. operasyonun standart * üretim birim zamanı miktarı 2. paketin büyüklüğü = 2. operasyonun standart * üretim birim zamanı miktarı Herhangi bir operasyonun paket büyüklüğü üretim miktarına göre değişir. Aynı üretim miktarındaki iki paket arasındaki büyüklük farkı ise paketleri oluşturan operasyonların standart birim sürelerine göre değişir.

10
grup bir işçiden oluşabildiği gibi birden fazla işçiden de oluşabilir.
GRUP KAVRAMI Grup, paket veya paketler tarafından doldurulmuş olan bidon veya bidonlardır. Bidonu günlük çalışma süresi + fazla mesai süresine sahip bir işçi gibi düşünürsek; grup bir işçiden oluşabildiği gibi birden fazla işçiden de oluşabilir. Grup, iki veya daha fazla işçiden oluşmuş ise her operasyon için gerekli süreler bu işçilere eşit olarak dağıtılır.

11
MATERYAL Problemin materyali için konfeksiyon işletmesinin dikim bölümü ve pantolon-etek modeli seçilmiştir.

12
METOT Hat dengeleme bir planlama problemidir ve planlama problemlerinin bir çoğu NP-tam sınıfındandır. Bidon Paketleme Problemleri (Bin Packing Problem-BPP) de NP-tam sınıfındandır. BPP’ler gerçekte planlama problemlerinin ters çevrilmiş halidir. Hat dengeleme probleminin çözümü için BPP’nin çözüm ilkeleri ele alınmıştır.
 de NP-tam sınıfındandır. BPP’ler gerçekte planlama problemlerinin ters çevrilmiş halidir. Hat dengeleme probleminin çözümü için BPP’nin çözüm ilkeleri ele alınmıştır.")
13
PROBLEMİN MATEMATİKSEL MODELİ
ve , ( 1 ) ‘ler operasyonlarının yapılma süreleri ( std. birim süre ), p üretim miktarı ve (T+t) bir işçinin günde en fazla çalışma süresi olsun. ( 2 )
 ‘ler. operasyonlarının. yapılma süreleri ( std. birim süre ), p üretim miktarı ve (T+t) bir işçinin günde en fazla çalışma süresi olsun. ( 2 )")
14
Burada amaç bidonlardaki toplam boş yeri en küçük yapmaktır.
Bu problemde operasyonların (1) sıralamasına göre kısmi önceliği vardır. Bir başka özellik kapasitelerin t’ den dolayı esnek olmasıdır. Bu şekilde tanımlanmış BPP’ yi Öncelikli Grup Bidon Paketleme Problemi ( ÖGBPP ) olarak adlandıralım.
 sıralamasına göre kısmi önceliği vardır. Bir başka özellik kapasitelerin t’ den dolayı esnek olmasıdır. Bu şekilde tanımlanmış BPP’ yi Öncelikli Grup Bidon Paketleme Problemi ( ÖGBPP ) olarak adlandıralım.")
15
( 3 ) ( 4 ) ( 5 )
 ( 4 ) ( 5 )")
16
( 6 ) ( 7 ) ( 8 ) ( 9 )
 ( 7 ) ( 8 ) ( 9 )")
17
Bu işaretlemeler altında ÖGBPP için matematiksel model aşağıdaki şekilde olur;
( 10 ) ( 11 ) ( 12 ) ( 13 ) ( 14 ) ( 15 )
 ( 11 ) ( 12 ) ( 13 ) ( 14 ) ( 15 )")
18
Farklı modüller arasında senkronizasyon yaratmak için;
aralığından, bütün modüller için en uygun değeri seçilir. Bu değer için belirlenerek (5) ve (10) formüllerinde ‘nin yerine yazılır. Böylece belirlenmiş atama için toplam boş zaman kesinleştirilir. Burada; değişken, önerilen plan, esneklik sabiti, en uygun iyi çözümdür.
 ve (10) formüllerinde. ‘nin yerine yazılır. Böylece belirlenmiş atama için toplam boş zaman kesinleştirilir. Burada; değişken, önerilen plan, esneklik sabiti, en uygun iyi çözümdür.")
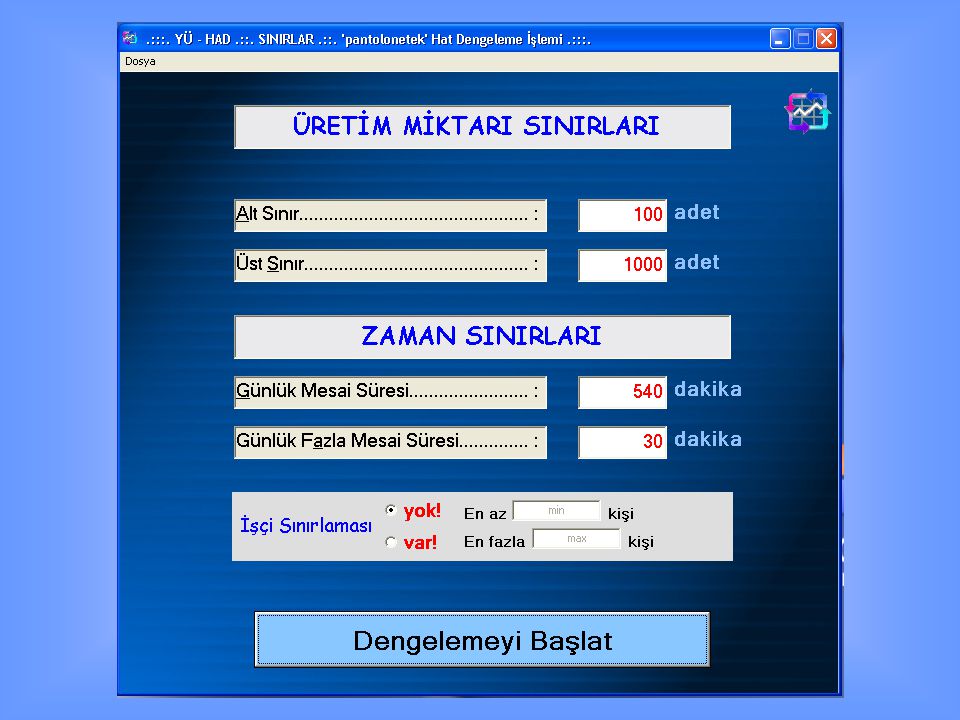
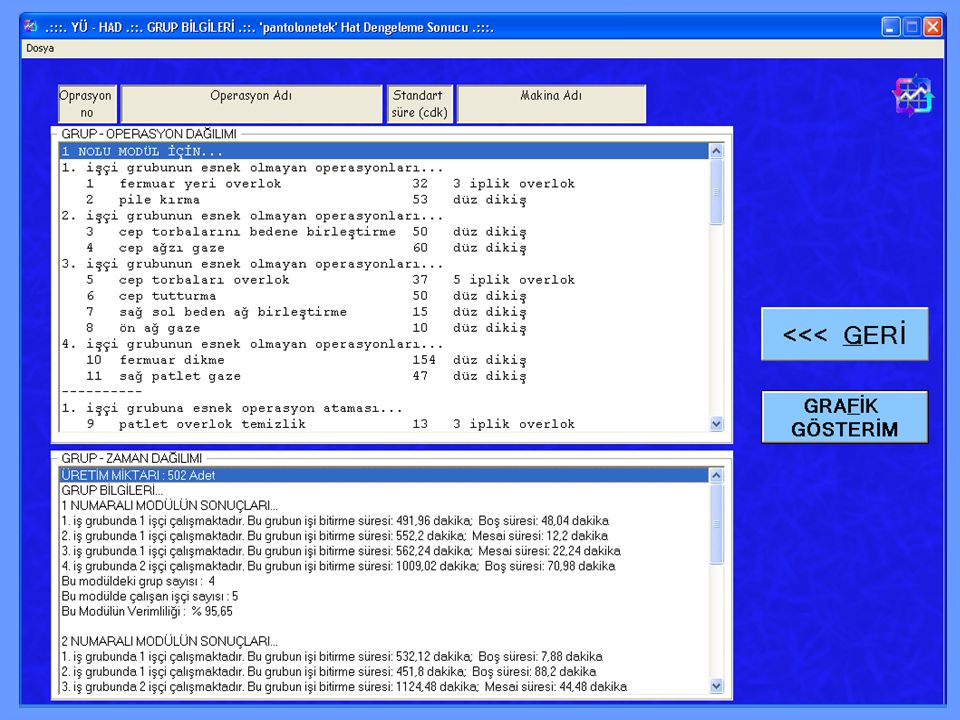
19
PROGRAMIN KULLANIMI