Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
İŞ SIRALAMA VE ÇİZELGELEME Ders 2

4
Makine Çizelgeleme Makine çizelgeleme; bir ya da birden fazla amacı gerçekleştirmeyi hedefleyen, işlerin uygun biçimde makinelere atanmasını ele alan bir karar verme sürecidir. Çizelgeleme problemi üretim süresi, kaynak kullanım oranı, stok miktarı, ve teslim tarihi arasındaki dengeleri içerir. Literatüre bakıldığında yapılan çalışmaların toplam tamamlanma zamanı, toplam gecikme, geciken iş sayısı, toplam erken-geç tamamlanma maliyetinin minimize dilmesini amaçladığı görülmektedir.

5
Üretim çizelgeleme Üretim çizelgeleme probleminde hangi işin önce yapılması ve hangi işin hangi makine tarafından yapılması gerektiği kararları cevap bulunması gereken iki temel sorudur. Çözümleri ortaya çıkaracak yöntemler ise analitik yöntemler ya da sezgisel yöntemler olabilmektedir.

6
Üretim çizelgeleme Çizelgeleme yapılır iken işletmeler tarafından belirlenen amaçlar da bu doğrultuda pek çok faklı şekilde olabilirler. Bir amaç son işin tamamlanma süresinin en küçüklenmesi olabilirken, bir başkası ise teslim süresinden sonra tamamlanan yani geciken işlerin sayısının minimize edilmesi olabilir. İşlerin makinelere mümkün olduğunca dengeli bir şekilde dağıtılması ile darboğazlar elimine edilebilir, çıktı miktarı maksimize edilebilir ve bitmiş ürün stoklarının ve üretim maliyetlerinin de azaltılması sağlanabilir.

7
Üretim çizelgeleme Wight (1984)’ e göre; Üretim çizelgelemenin iki temel problemi “öncelikler” ve “kapasite” dir. Diğer bir ifade ile hangi işi önce yapmalıyım ve söz konusu iş hangi kaynak tarafından yapılmalı, hangi operasyon ne zaman başlamalı ve ne zaman tamamlanmalı sorularına cevap aranmaktadır.

8
Gantt şeması

9
Öncelik Diyagramı

10
Cpm örneği

11
Bir sıralama problemi gösterimi
1. Klasik Gösterim n / m / A / B İş sayısı Makine sayısı Atölye tipi vb (F/P…) Çalışma ölçütü 2. Modern Gösterim FFs I rj I ∑WjTj Bu gösterimde iş ve makine sayıları yoktur. Hepsi çalışma esaslı da olabilmektedir.
 Çalışma ölçütü. 2. Modern Gösterim. FFs I rj I ∑WjTj. Bu gösterimde iş ve makine sayıları yoktur. Hepsi çalışma esaslı da olabilmektedir.")
12
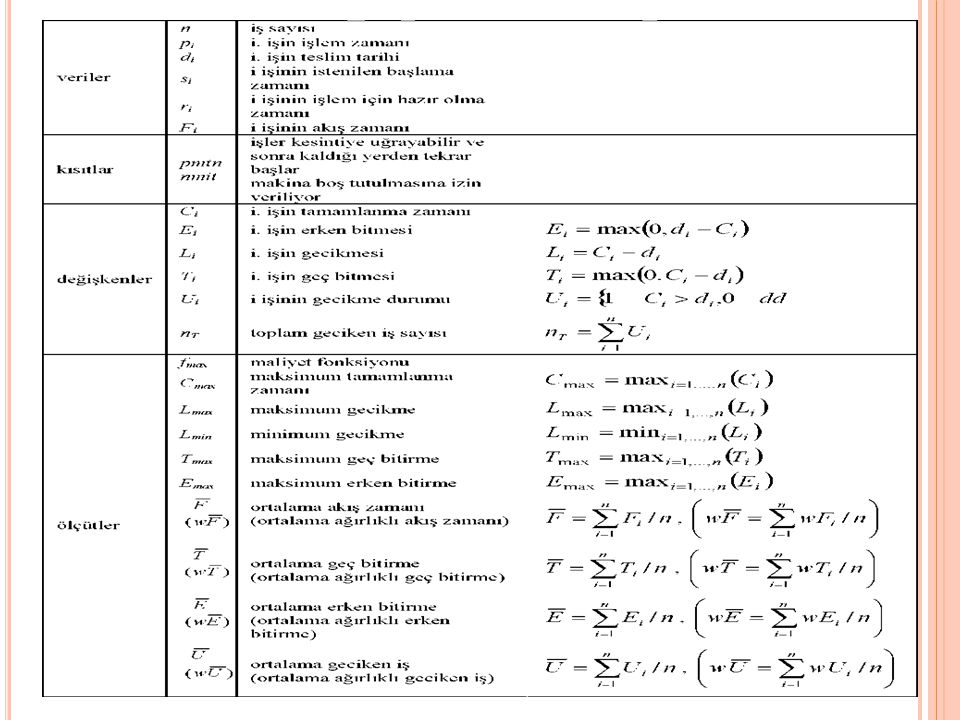
n’ ler ile bölmek ortalama nicelikleri verecektir.
Yani, işlerin ortalama tamamlanma zamanlarını minimum yapmak, aynı zamanda işlerin ortalama akış zamanını, ortalama bekleme zamanını ve ortalama geç kalmalarını da minimum yapar.

13
TEK TEZGAHTA İŞLEME Bu bölümde bir tek tezgahla ilgili kolay problemlerin çözümünü inceleyeceğiz. Kabuller : 1) Her Ji için ri=0, i=1,2,….,n; 2) m = 1’ dir. İşlerin küçük olduğu, bilgisayar destekli tek tezgah hali… İlki kadar net olmayan, kompleks bir fabrika faaliyetler dizgisinin tek tezgah gibi düşünüldüğü hal..
 Her Ji için ri=0, i=1,2,….,n; 2) m = 1’ dir. İşlerin küçük olduğu, bilgisayar destekli tek tezgah hali… İlki kadar net olmayan, kompleks bir fabrika faaliyetler dizgisinin tek tezgah gibi düşünüldüğü hal..")
14
Bilgisayar Destekli bir CNC Makinesi

15
Boya İmalatı

16
Permütasyon programları
Bir n/1//B probleminde, B düzenli bir çalışma ölçütü iken, boş zamanı olmayan bir optimal program vardır. Yani makine işleme t=0 anında başlar ve durmaksızın t=Cmax’ a değin sürer. Daha önce işlemlerin kesintiye uğramayacağı kabulünü yapmıştık. Genel bir n/m/A/B probleminin çözümünde bu bir kısıttır. Düzenli bir çalışma ölçütüne sahip olan tek bir tezgah durumunda kesinti yapmak avantaj sağlamaz. Bir n/1//B probleminde, B düzenli bir çalışma ölçütü iken, kesinti yaparak optimal programda bir iyileştirme sağlanamaz.

17
Permütasyon programları
Bu proses tekrarlanarak I işinin ilk kısmı, son kısmı ile kesintisiz sürecek şekilde birleştirilebilir. Bu şekilde I işinin kesintisiz olduğu bir optimal program meydana gelir.

18
EN KISA İŞLEM SÜRESİ (SPT)
J(k) ile k. konumda olan iş kastedilmektedir. Eğer bir sıradaki her Wi(k)’ yi olabildiğince küçültürsek, o zaman F ortalama da minimize olacaktır.
 ile k. konumda olan iş kastedilmektedir. Eğer bir sıradaki her Wi(k)’ yi olabildiğince küçültürsek, o zaman F ortalama da minimize olacaktır.")
19
Örnek Aşağıda verilen bir 7/1//Fort probleminde;
Bilgileri verilmiştir. F ortalama nedir ? İş 1 2 3 4 5 6 7 İşlem Süresi 8

20
Örnek Optimal SPT sıralaması şöyledir: (7, 5, 4, 2, 1, 6, 3) Fi(1) = 1
Toplamı = 90’ dır. 90/7 = ͌ 13

21
EN ERKEN TESLİM TARİHİ SIRALAMASI (EDT)
En erken teslim süresi’ ne göre yapılan sıralamada teslim süresi erken olan işin ilk önce yapılması söz konusudur. En Uzun İşlem Süresi yönteminde en uzun süreye sahip olan işin ilk olarak atanması söz konusu iken En Kısa Süreli İşlem yönteminde ise kısa süreli işe öncelik tanınmaktadır. İlk gelene ilk hizmet verme benimsenmiş ise işler üretim merkezine geliş sırasına göre makinelere atanacaktır.

22
Örnek n/1//Tmax problemini göz önüne alalım;
Gecikme sürelerini (Li) bulunuz. İŞ 1 2 3 4 5 6 Teslim Tarihi 7 8 12 9 İşlem zamanı
 bulunuz. İŞ Teslim Tarihi İşlem zamanı.")
23
Örnek Optimal EDD sırası; (6,2,1,3,5,4) olmaktadır. İş - Ji(k)
Bitiş Zamanı – Ci(k) Gecikme Süresi – Li(k) Gecikme – Ti(k) 6 3 2 4 1 5 -2 7 -1 8 12
 Gecikme Süresi – Li(k) Gecikme – Ti(k)")
24
DİNLEDİĞİNİZ İÇİN TEŞEKKÜRLER..

Benzer bir sunumlar


>")
















