HADDELEME GÜCÜNÜN HESAPLANMASI: Hadde tezgahına uygulanan güç, merdaneleri çevirmek için gerekli momenti sağlar. Harcanan toplam güç şu dört iş için kullanılır: a -) Malzemenin plastik deformasyonu için gerekli enerji, b -) Merdanelerin muylu yataklarındaki sürtünme kuvvetlerini karşılamak için gerekli enerji, c -) Gücü motordan tezgaha taşıyan sistemdeki dişli ve şaftlardaki enerji kaybını karşılamak için gerekli enerji, d - ) Jeneratör ve motorlardaki elektrik kayıplarını karşılamak için gerekli enerji.
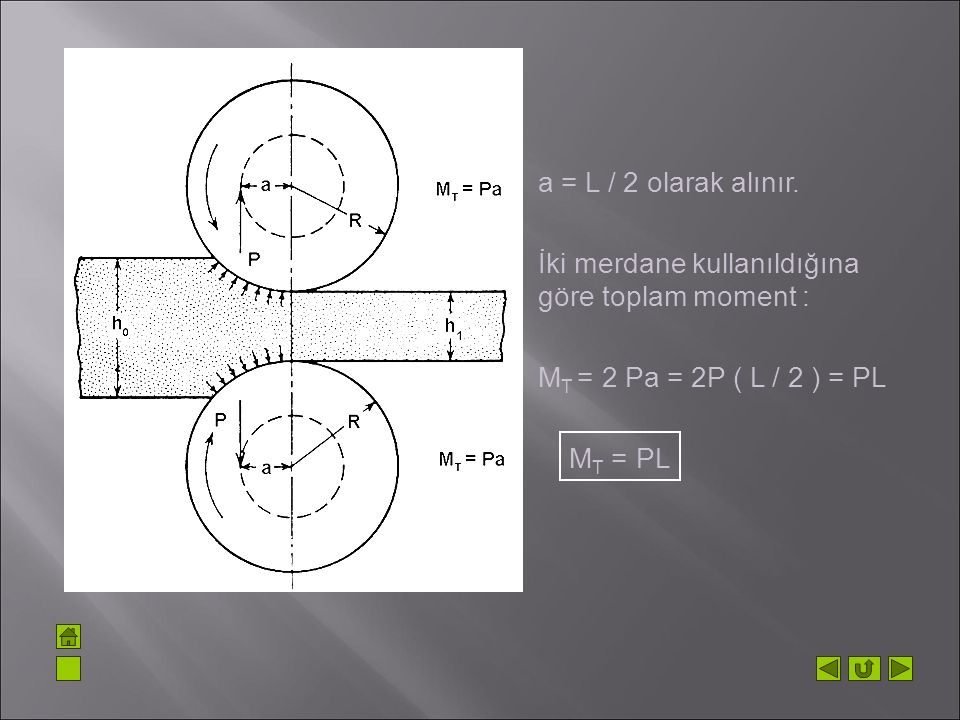
a = L / 2 olarak alınır. İki merdane kullanıldığına göre toplam moment : MT = 2 Pa = 2P ( L / 2 ) = PL MT = PL
Merdanelerin her dönüşünde toplam haddeleme kuvveti ( P ), çevre uzunluğu 2 a olan bir daire boyunca hareket eder. İki merdane olduğundan yapılan işi; İş= 2 ( 2 a ) P = 2 (2 Pa ) 2Pa = MT =2 MT = 2 P L İş Birimi ( kg.m ), ( N. M ) veya ( ft . Lb ) olabilir. GÜÇ yapılan işin bir hızı olarak tanımlanır.
Haddeleme için gerekli güç, beygir gücü ( BG ) veya ( kW ) cinsinden aşağıdaki bağıntılardan hesaplanabilir. GÜÇ ( BG ) = ( 2 P L N ) / 44650 GÜÇ ( kW ) = ( 2 P L N ) / 60000 Burada; P: Toplam haddeleme kuvveti ( Newton) [ 1 kg = 9,8 N ] L:Temas boyu ( m ) ( ) N: Merdanelerin dönme hızı ( devir / dak ) Bu bağıntılardan hesaplanan güç, malzemenin haddelenmesinde plastik deformasyonu için gerekli güçtür. Toplam haddeleme gücünü hesaplarken , bulunan bu haddeleme gücüne, sürtünme kuvvetlerini, gücü motordan tezgaha taşıyan sistemdeki ve motordaki enerji kayıplarını karşılamak için gerekli olan gücü de ilave etmek gerekir.
PROFİLLERİN HADDELENMESİ Profillerin haddeleme ile üretimi genellikle demir esaslı metalik malzemelere ( çeliklere ) uygulanır. Belirli bir profilin elde edilmesinde hammadde olarak kullanılan blum veya kütüğün kesiti ancak birkaç kademede istenilen profile getirilebilir. Bu sebeple hammaddeyi, kesiti giderek küçülen ve sonunda istenilen ürünün kesitine ve şekline eşit olan birçok profilden geçirmek gerekir. Bu nedenle merdanelerin üzerinde birlikte çalışan iki merdane karşı karşıya geldiklerinde istenilen profilleri verecek şekiller açılır.Merdane üzerindeki bu şekilli aralığa “kalibre”, kalibrelerin açılmış olduğu merdanelere de “kalibreli merdaneler” denir.
Kalibreler, açık ve kapalı kalibreler olmak üzere ikiye ayrılırlar Kalibreler, açık ve kapalı kalibreler olmak üzere ikiye ayrılırlar. Kalibreli merdaneler arasında kalibre aralığı denilen bir aralık vardır. Kalibre aralığı merdane eksenine paralel ise veya aşağıdaki şekilde görüldüğü gibi kalibre aralığının merdane ekseni ile yaptığı açısı 60o den küçük ise bu kalibrelere açık kalibre denir. Kapalı kalibrelerde ise açısı 60o den büyüktür.
Kalibrelerin yüksekliği haddelenecek parçanın kalınlığından az, genişliği ise fazladır. Bu şekilde malzemenin merdaneler arasından geçişinde kalınlığı azalır, genişliği artar. Genişleyen kesitin kalibre genişliğini doldurması lazımdır. Genişleyen bir kesitin tekrar daraltılması istenirse, malzeme 90o döndürülerek tekrar haddelenir. Böylece bir kesitin iki boyutu da haddeleme ile küçültülebilir.
KALİBRE ŞEKİLLERİ:
KALİBRE PRENSİPLERİ 1-) Kalibre boyutlarının hesaplanması: Kalibre hesabına üretilmesi planlanan profilin son pasodan geçiş sıcaklığında, malzemenin sıcaklıkla genleşerek boyutlarının artacağı göz önüne alınmalıdır. Buna göre; D = Do K = Do ( 1 + T ) Burada ; D = Malzemenin haddeleme sıcaklığındaki boyutu Do = Malzemenin oda sıcaklığındaki boyutu K = Genleşme katsayısı ( K = 1 + T ) = Malzemenin doğrusal ısı genleşme katsayısı T = Malzemenin son pasodan çıkış sıcaklığı NOT: Çeliklerin haddelenme sıcaklığı T = 800-1250oC arasındadır. Bu sıcaklık aralığında K = 1,010-1,015 değerinde-dir.
Kalibre boyutlarının hesaplanmasında, malzemenin haddelen-mesi sırasındaki elastik deformasyonu ile hadde tezgahının elastik deformasyonu da göz önüne alınmalıdır. 2-) Kalibre Aralığı: Kalibreli merdaneler arası açıklık. Kalibre aralığı merdanelerin çapına ( D ) bağlıdır. Kalibre aralığı = ( % 1 - 1,5 ) D ilk pasolarda yuvarlak çubuk haddelerinde. Kalibre aralığı = ( % 0,5 - 1 ) D Profil haddelerinde 3-) Kalibre yan kenarları merdane eksenine genellikle eğik yapılır.
PASO SAYISININ HESAPLANMASI: Kesit Küçültme Katsayısı = a a = A1 / A o Çıkış Kesit Alanı = A1 Giriş Kesit Alanı = A o i-) Kesit küçültme katsayısı ( a ), her pasoda sabit olursa, n paso sonraki kesit alanı ( A n ); A n = A o a n bağıntısı ile hesaplanabilir. İi-) Kesit küçülme katsayısı ( a ) sabit değilse; An = Ao. a1.a2.a3........an= Ao.a-n bağıntısı kullanılır. Buradan; n = paso sayısı; bağıntısından hesaplanabilir.
HADDELEMEDE DEFORMASYON ORANLARI: Haddelemede sıcak ve soğuk haddelemede uygulanan deformasyon oranları, her pasoda paso sırasına göre değişir. Genellikle ilk pasolarda en fazla, son pasolarda en az deformasyon oranı uygulanır. Deformasyon oranı, % Kesit Daralması ile ifade edilir. Deformasyon oranı : İlk pasolarda % 30 Orta pasolarda % 20 - 25 Son pasolarda % 10 - 15 arasındadır. Son pasodaki deformasyon oranı daha da az olabilir.
n=9 n=7 n=8 Bazı profillerin haddelenmesinde kullanılan kalibre düzenleri
Yassı ürün haddeleme teknolojisindeki tarihsel gelişmeler
dinlediğiniz İçin Teşekkürler.