Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
Yarı Katı Parçalarda Boyut Küçültme

2
Yarı Katı Parçalarda Boyut Küçültme
Boyut küçültmenin sorunlarından biri de bazı ürünlere sıkıştırma, vurma ve sürtme gibi üç birim işlemden birisinin uygulanamayışı, bir başka deyimle bu ürünlerin kopmaya çok dayanıklı ya da esnek yapıda olmalarıdır. Bir başka sorun, ikinci ya da üçüncü aşama boyut küçültme işlemi için beslenen ürünün en azından belirli parça veya parçacıklardan oluşan bir karışım olma zorunluluğudur. Et, meyve ve sebzeler yarı katı parçalar sınıfına girerler. Bunların pek çoğu da lifli gıdalar olarak bilinirler. Yarı katı gıdaların boyutlarını küçültmek için sıkıştırma, kesme, parçalama ya da yırtma işlemlerinden birisi ile ufalayan makine veya ekipmanlara genel adı ile “kesme makineleri” diyoruz.

3
Kesme makine ve ekipmanları dört gruba ayrılır.
Dilim ve Pul Haline Getirenler Küp yapanlar Şerit (sherding) yapanlar Pulp yapanlar
 yapanlar. Pulp yapanlar.")
4
Dilim ve Pul Haline Getiren (Flaking) Makineler: Bu ekipmanlar yüksek hızlı kesiciler olup çoğunlukla salam ve benzeri gıdalar ve gofret gibi ürünleri kesmek için kullanılan aletlerdir. Küp Yapan (Dicing) Makineler: Sebze, meyve ve etler, küp şekli verilmek üzere önce dilimlenirler, daha sonra da söner bıçaklar ile şerit haline getirilirler. Elde edilen şeritler izleyen periyotta birinci aşamaya göre doksan derece açılı olan ikinci bir döner bıçak setine iletilerek burada şeritler küp şekline dönüşmektedir.
 Makineler: Sebze, meyve ve etler, küp şekli verilmek üzere önce dilimlenirler, daha sonra da söner bıçaklar ile şerit haline getirilirler. Elde edilen şeritler izleyen periyotta birinci aşamaya göre doksan derece açılı olan ikinci bir döner bıçak setine iletilerek burada şeritler küp şekline dönüşmektedir.")
5
Pulp Yapan Makineler (Pulpers):
Bu makinelerde sıkıştırma ve kesme kuvvetlerinin bir arada olduğu bir ünite bulunmaktadır. Bu ünite meyve ve sebzelerden mayşe (sıkıp çıkarma), eldesinde yemeklik yağ üretiminde, püre ve et imalatında ön işlemlerde kullanılırlar.
, eldesinde yemeklik yağ üretiminde, püre ve et imalatında ön işlemlerde kullanılırlar.")
6
Döner bıçaklı bir pulperin kesit görünümü

7
Burada silindirik yatay konumlandırılmış ve dakikada devirle dönen bir şaftın üzerine, uçları sertleştirilmiş çelikten yapılmış ve sayıları 2–12 arasında değişen bıçaklar yerleştirilmiştir. Her bıçağın karşısında gövde üzerinde birer bıçak yastığı konulmuştur. Bıçak uçları ile bıçak yastığı konulmuştur. Bıçak uçları ile bıçak yastıkları arasındaki boşluk, ürünün istenilen boyuta indirgenmesi amacı ile ayarlanabilir. Ürün, dönen bıçaklar tarafından yüzlerce kez kesilerek ufalanır ve silindirik elekten aşağıya geçer. Et ve et ürünleri işletmelerinde kıyma makinesi olarak bilinen kesme makinelerinde yatay şaft sonsuz dönüşlü bir dişli olup ürünün, dikey konumlandırılmış döner bıçağa doğru tek düze beslenmesini de sağlamaktır. Bu ekipman daha çok çekiçli değirmenin modifiye olmuş bir tipi olup burada kesme işleminin gerçekleşmesi için çekiç yerine bıçaklar kullanılmaktadır.

8
Presler ve Sınıflandırılması:
• Parçalanarak, kıyılarak ve kırılarak boyutları küçültülmüş ya da pulperlerde yumuşatılmış olan hammaddenin kapsamındaki sıvı fazdan katı fazdan basınç uygulanarak ayrılmasına “presleme”, bu amaçla kullanılan makinelere ise “pres” denir. Presler sıkıştırma(ezme) birim işleminin ilkelerine göre çalışırlar. Preslerin gıda endüstrisinde yaygın olarak kullanıldıkları alanlar meyve suyu ve bitkisel kaynaklı yağ üretim işletmeleridir.
 birim işleminin ilkelerine göre çalışırlar. Preslerin gıda endüstrisinde yaygın olarak kullanıldıkları alanlar meyve suyu ve bitkisel kaynaklı yağ üretim işletmeleridir.")
9
Presler yapılarına ve çalışma ilkelerine göre farklı şekilde gruplandırılır.
Çalışma şekillerine göre ikiye ayrılırlar. 1.Kesikli çalışan presler •Dik sepetli Presler •Yatık gövdeli presler •Paketli presler 2.Sürekli çalışan presler •Vidalı presler •Bant presler

10
Kesikli Çalışan Presler: Preslenecek hammadde partiler halinde beslenir. Preslemeden sonra kalan “posa” boşaltılır ve yerine yeni bir parti konur. Daha çok meyve suyu üretiminde kullanılan kesikli çalışan presler çok çeşitlidir. Kesikli çalışan preslerden en eski ve ilkel olanı dik sepetli prestir. Dik gövde, ince ağaç çubuklarından yapılmış, dışı metal çemberlerle güçlendirilmiştir. Bazı küçük geleneksel şarap işletmeleri dışında günümüzde pek kullanılmamaktadır.

11
Yatık gövdeli preslerde pres gövdesi, delikli paslanmaz çelikten yapılmış ve yatay olarak konumlandırılmıştır. Bazılarında gövde döner hareketli olduğundan mayşe karıştırılabilmektedir. Yatık gövdeli preslerden Willmes ABC presi, pres tabanı sabit, diğeri hidrolik bir düzene bağlı olan hareketli bir basınç tablasından oluşmaktadır. İki tabla arasında gerilmiş yüzlerce sentetik sicim, presleme sırasında iyi bir süzme, açılma sırasında da mayşenin karıştırılmasını sağlar.

12
Willmes ABC presinin şematik çalışma ilkesi 1) Pres tabanı
2) Basınç tablası 3) Pres gövdesi 4) Süzme ve karıştırma sicimleri
 Basınç tablası. 3) Pres gövdesi. 4) Süzme ve karıştırma sicimleri.")
13
Yatık gövdeli bir diğer pres Willmes pnömatik presidir
Yatık gövdeli bir diğer pres Willmes pnömatik presidir. Basınç, hareketli tabla yerine silindirik gövde içinde gövde boyunca uzanan ve havayla şişirilen lastik bir torba yardımıyla sağlanır. Bu preste meyve suyu sızma spesifik alanı presleme süresince sabit kalmaktadır. Bir başka yatık gövdeli kesikli çalışan pres Bucher HP presidir. Pres gövdesinde delik yoktur. Sabit tabla ile basınç tablası arasına, sentetik kılıflı ve üzerinde oluklar bulunan kauçuk çubuklar üzerindeki kılıftan süzülerek oluklara ulaşır ve kolayca çıkışa doğru akar. Basınç tablasının gidiş- geliş hareketi sırasında kauçuk çubuklar mayşeyi gevşetirler.

14
Kesikli çalışan kesik gövdeli bucher 5000 presi

15
Meyve Suyu işletmelerinde oldukça yaygın olan bir diğer kesikli çalışan pres, paketli prestir. Her türlü meyvenin preslenmesine uygundur. Mayşe, sentetik malzemeden bezler içerisine bohçalar halinde ve her bohça arasına birer kafes konularak ve üst üste yerleştirilerek bir paket halinde hidrolik yöntemle sıkıştırılır. Bir paket pres, hazırlık istasyonu, ön presleme ve presleme olmak üzere araları 120 derecelik döner tablalı üç istasyondan oluşur. Her bohçanın kalınlığı mayşenin sertliğine göre 3–5 cm arasında değişir. Pres bezleri diolen, terilen ve nylon gibi dayanıklı, koku ve tadı etkilemeyen, kolay temizlenebilen ve su emmeyen sentetik malzemelerden yapılır. Bohçalar arasındaki kafesler ağaç, plastik ve alüminyumdan olabilir. Kafesler ve bezler sık sık temizlenip dezenfekte edilmelidir.

16
Sürekli Çalışan Presler: Sürekli çalışan preslerde posanın alınması için işlemin durdurulmasına gerek yoktur. Bir taraftan mayşe. (kırılmış ya da yumuşatılmış meyve pulpu yağlı tohum) verilirken diğer taraftan posa, küspe, meyve suyu ya da ham yağ alınır. Sürekli çalışan presler arasında söz edilmeye değer olanlar arasında vidalı ve bantlı presler sayılabilir. Vidalı presler genelde yatık delikli bir silindir ile gövde içinde döner hareketli sonsuz bir vidadan oluşur. Hammadde delikli gövde ile bu arada sıkışarak preslenir.
 verilirken diğer taraftan posa, küspe, meyve suyu ya da ham yağ alınır. Sürekli çalışan presler arasında söz edilmeye değer olanlar arasında vidalı ve bantlı presler sayılabilir. Vidalı presler genelde yatık delikli bir silindir ile gövde içinde döner hareketli sonsuz bir vidadan oluşur. Hammadde delikli gövde ile bu arada sıkışarak preslenir.")
17
Vidalı presin kesit görünümü
1)Pres gövdesi 2)Posa çıkış boğazı hidrolik kapağı 3)Ham ürün girişi 4)Presleme hız değiştirme kolu 5)Manometre 6)Basınç ayar kolu 7)Vida hidrolik ayar pistonu 8)Dişli kutusu 9)Elektrik motoru 10)Su-ham yağ ön çıkışı 11)Su-ham yağ çıkış boğazı
Pres gövdesi. 2)Posa çıkış boğazı hidrolik kapağı. 3)Ham ürün girişi. 4)Presleme hız değiştirme kolu. 5)Manometre. 6)Basınç ayar kolu. 7)Vida hidrolik ayar pistonu. 8)Dişli kutusu. 9)Elektrik motoru. 10)Su-ham yağ ön çıkışı. 11)Su-ham yağ çıkış boğazı.")
18
Vidalı preslerde vida adımı giderek daraldığından başlangıçtaki düşük basınç giderek yükselir. Preslenmiş olan posa ya da küspe, ayarlı basınç değerini aştığında, kapak açılır ve dışarı atılır. Bant preslerde ilke, mayşenin iki bant arasına sıkıştırılmasıdır. İki bant arasındaki aralık mayşenin girişinden itibaren azalmakta ve mayşe giderek artan bir basınçla karşı karşıya kalmaktadır. Bant preslerde, presleme olayı tam olarak gerçekleşmediğinden bu presler genellikle ön presleme işlemlerinde kullanılırlar.

19
Kesikli Çalışma Presleri:
Preslenecek hammadde partiler haline beslenir.Preslenmeden sonra kalan “posa” boşaltılır ve yerine yeni bir parti konur.Daha çok meyve suyu üretiminde kullanılan kesikli çalışan presler çok çeşitlidir.Kesikli çalışan presler içinde en eski ve ilkel olanı dik sepete prestir.Dik gövde ,ince ağaç çubuklarından yapılmış ,dışı metal çemberlerle güçlendirilmiştir.Bazı küçük geleneksel şarap işletmeleri dışında günümüzde pek kullanılmamıştır.Yatık gövdeli bir diğer pres Willmes pnömatik presidir.Başınç ,hareketli tabla yerine silindirik gövde içinde gövde boyunca uzanan ve havayla şişirilen lastik bir torba yardımıyla sağlanır.Bu preste ,meyve suyu sızma spesifik alanı presleme süresince sabit kalmaktadır. Presleme ilkeleri: Preslemede işlemini etkileyen bazı faktörler vardır.Bunlar preslenen maddenin yapısı efektif pres basıncı alınan suyun ya da ham yağın viskozitesi ve pres kekinin kalınlığıdır.Preslenen maddenin yapısı önemlidir.Bunun ,Süngerimmsi bir yapı olması ve bu yapının presleme boyunca bozulmaması istenir.Böylece su parçaçıklar arasında kolaylıkla akarak dışarı çıkar.

20
Sıvı Gıdalarda Boyut Küçültme (Emülsifikasyon ve Homojenizasyon)
Emülsifikasyan ,dispers fazı sürekli faz içinde çok küçük damlacıklar halinde bulunacak şekilde birbiri ile karıştırılamayan iki veya daha fazla fazın stabil (kararlı)bir emülsiyon oluşturmasıdır.Her iki operasyon da gıdaların işlevsel özelliklerini ve tüketim kalitesini iyileştirmek için kullanılır.Bu işlemlerin gıdanın beslenme değeri ve raf ömrü üzerine çok veya az hiçbir etkisi yoktur.
bir emülsiyon oluşturmasıdır.Her iki operasyon da gıdaların işlevsel özelliklerini ve tüketim kalitesini iyileştirmek için kullanılır.Bu işlemlerin gıdanın beslenme değeri ve raf ömrü üzerine çok veya az hiçbir etkisi yoktur.")
21
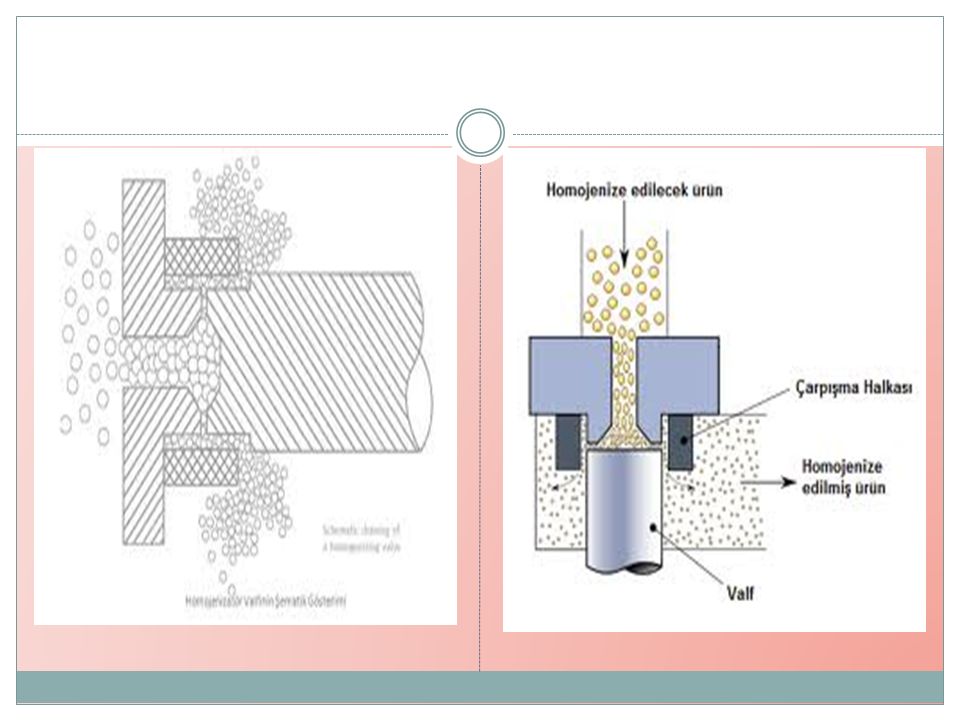
Homojenizasyon ve homojenizatörler:
Sıvı faz içinde emülsiyon fazında dağılmış bulunan parçaçıkların çaplarını küçülterek ortamın emülsiyonunu stabil hale getirmek bir başka deyişle emülsiyon fazındaki parçacıkların sıvı faz içinde doğal sedimensitasyonunu durdurmak veya yavaşlatmak amacıyla yapılan mekanik pülverizasyona homojenizasyon denir.Üstte meyve serumu dediğimiz berrak bir akışkan ,altta ise tortu dediğimiz meyve eti parçaçıkları toplanır.Bu görünüm tüketici üzerinde olumsuz etki yapmaktadır.Sütü doğal olarak kendi haline bıraktığımızda ise yapısındaki süt yağı globüller negatif sedimentisyon etkisi ile bir krema tabakası oluşturacak şekilde yüzeyde birikirler.Pastörize içme sütlerinde şişenin boğazında toplanan kaymak bu yolla önlenebilir.

22
Meyvelerde bu yapı ,meyvenin kıyılma ya da parçalara bölünmesiyle ,yağlı tohumlarda ise tohumların kırılarak parçalanmasıyla elde edilir.Preslenecek meyveye süngerimsi bir yapı kazandırabilmek için bazen özellikle A.B.D ’de uygulanan filtre kağıdı parçaçıkları ,temizlenmiş odun talaşı ve pirinç kavuzu gibi maddeler karıştırılarak iyi bir pres keki oluşturulmaya çalışılır.Yağlı tohumlarda genelde tohum kabuğu sert olduğundan bu yapı kendiliğinden oluşur.Hidrolik preslerde başınç tablasına yani piston yüzeyine uygulanan başınç bir göstergeden izlenir.Preslemeyi etkileyen bir başka faktör hammdde kalınlığıdır.Su ya da yağın preslenen madde içinde alındığı yol ne kadar kısalırsa presleme süresi o kadar azalmaktadır.Bir başka deyişle ,pres sıvısı çıkış özgül alanı artıkça presleme kolaylaşmaktadır.

23
İyi homojenize edilmemiş sterilize sütlerde krema ,kutu köşelerinde kümeleşir.Kuşkusuz homojenizasyonun ,süt ürünlerinin cinslerine göre rengin beyazlaştırılması ,vizkozitenin arttırılması yani kıvam veya koyuluğun sağlanması ,tadın iyileştirilmesi gibi önemli yararları bulunmakta olup süt yağının homojenize edilmesi sonucunda ulaşılan diğer teknolojik amaçları da vardır.Ancak sütün homojenize edilmesinde temel amaç yoğunluğuakışkan fazdan daha az olan ve doğal olarak yüzeyde toplama eğiliminde bulunan yağ olarak yüzeyde toplama eğiliminde bulunan yağ taneciklerinin çaplarını küçülterek hareketlerini durdurmak veya çok yavaşlatmaktır.

25
Şekil 12.18. Yağ Taneciklerinin Dalgalanarak Parçalanması

27
Tam ve Kısmı Homojenizasyon:
Homojenizasyon ,tam veya kısmı homojenzasyon olarak ikiye ayrılır.Tam homojenizasyon sütün tamamı homojenizatörden geçilir.Sütün yağ oranı düşükse yağ taneciklerinde birleşme olmaz .Bu süte ”mikronize” süt denir.Kısmi homojenizasyonda daha önce tamamı sütten ayrılmış olan krema homojenize edilir.Bu nitelikteki kremanın içme sütü standardizasyonunda kullanılması halinde çok dikkatli olunmalıdır.Şişelerin boğazlarında kalın bir yağ tabakası oluşumunun kusurlu sayıldığı sütlere “viskolize” sütler de denilir.

28
Homojenizasyonu Etkileyen Faktörler:
Homojenizasyonu etkileyen başlıca faktörler şöyle sıralanabilir. Sıcaklık: Homojenizasyon sıcaklığı birleşmeyi etkilediğinden büyük önem taşır.Sıcaklık arttıkça birleşme azalır.Bu nedenle homojenizasyon sıcaklığının 50 C aşağı olmasına izin verilmez.Örneğin süt için en uygun homojenize sıcaklığı 65C dir.

29
Basınç: Homojenizasyon basıncının da birleşmeye etkisi vardır.Basınç arttıkça yeni yağ globuller çapları küçültmeltedir.örneğin süt içinuygulana ortalama homojenizasyon basıncı kgf/cm dir.Homojenizasyon sırasında uygulanan basıncın bir kısmı ısı enerjisine düönüştüğünden sütün sıcaklığını arttırmaktadır.Bu nedenle sıcaklık artış miktarı hesaplanarak uygulanacak basıncın saptanmasında kullanılır. Meme yapısı: Homojenitör meme yapısı da birşleşmeyi etkileyen bir diğer faktördür.Düşük basınçta büyük kavitasyon etkisi yaratan meme iyi bir homojenizasyon sağlanmaktadır.Bu üç faktör dikkatle değerlenelendirilerek uygulanmadıkça homojenizasyondan beklenen sonuç alınmaz.

30
Homojenizatörün Yapısı:
Homojenizasyonu gerçekleştiren yüksek basınçı sağlayan pompa güçlü bir elektrik motoru ile tahrik edilmektedir.Dış çemberden içerisinde yüksek hıza ulaşan süt sıkışır ve yönünü değiştirmeye zorlanır.Sonuç olarak homojenizasyon olayı üç faktöre bağlı olarak oluşturmaktadır. Yağ globülleri homojenizasyon kafasında çok dar aralıktan yüksek hızla geçerken çok güçlü bir bölüme kuvvetinin etkisinde kalarak önce uzar sonra bölünür daha sonra da küresel tanecikler olusturur. Akışkannın bu dar aralıkta hızlanışı yağın buharlaşma basıncı değerinin de altındaki değerde bir basınc kaybı ile birleşir .Bu birleşme yağ taneciklerinin ç.ok güçlü çökme kuvveti i,le karşı karşıya kalması anlamında olan kavisyonu yaratmaktadır. Sonunda yağ tanecikleri dar aralık içerisinde çok yüksek hıza ulaştığında bölünme olayı gerçekleşmektedir.

31
Homojenizasyon işlemi amaca uygun bes tip ekipman ile yapılabilir.
Yüksek hız karıştırıcıları Kolloid öğütücüler Ultrasonik homojenitörler Hidrolik kesme ve mikro akışkan yatak homojenitörler Basınclı homojenitörler

32
Boyut Küçültmenin Gıdalara Bazı Özellikleri Üzerine Etkisi
Boyut küçültme ,gıdaların tekstürel ve reolojik özelliklerini kontrol altına almak gıdaları karıştırmak veya karışımlamak ve ısı aktarım işlemlerine karşı etkinliklerini geliştirmek amacıyla yapılır.Pek çok gıdanın (örneğin ekmek hamburger ve meyve suları tekstürü ,bileşenlerinin boyut küçültme sırasında kullanılan koşulları tarafından kontrol edilir.Yani gıdalara tekstürü ,boyut küçültme işlemi sırasında hem de hidrolitik enzimlerin serbest hale gelmesi ile değişir.

33
Boyut küçültme bazı gıdaların tat ve koku özellikleri üzerinde dolaylı bir etkiye sahiptir.Bilindiği gibi hücrelerin parçalanması ve böylece yüzey alanında meydana gelen artış ,oksidatif bozulmaya ve yüksek hızda bir mikrobiyolojik ve enzimatik aktiviteye yol açmaktadır.Kuru gıdalar (hububatlar ,fındık ,fıstık,ceviz gibi kuru yemişler ) öğütleme sonrasına beslenme değerlerinde ve yeme kalitesinde önemli bir değişiklik olmaksızın ve oldukça düşük bir(aw) değerine sahip olmaları sonucu birkaç ay depolanabilmektedir.Boyut küçültme işlemi sırasında gıdanın yüzey alanındaki artış ,yağ asitleri ve karotenlerin oksidasyonu nedeniyle besin değeri kaybına da neden olur.Bu bağlamada doğranmış veya dilimlenmiş meyve ve sebzelerdeki C vitamini ile tiamin kaybı oldukça önem taşır.
 öğütleme sonrasına beslenme değerlerinde ve yeme kalitesinde önemli bir değişiklik olmaksızın ve oldukça düşük bir(aw) değerine sahip olmaları sonucu birkaç ay depolanabilmektedir.Boyut küçültme işlemi sırasında gıdanın yüzey alanındaki artış ,yağ asitleri ve karotenlerin oksidasyonu nedeniyle besin değeri kaybına da neden olur.Bu bağlamada doğranmış veya dilimlenmiş meyve ve sebzelerdeki C vitamini ile tiamin kaybı oldukça önem taşır.")
Benzer bir sunumlar












 Kompozitler>")







