Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
4. HAFTA DÖKÜMHANE İŞLEMLERİ
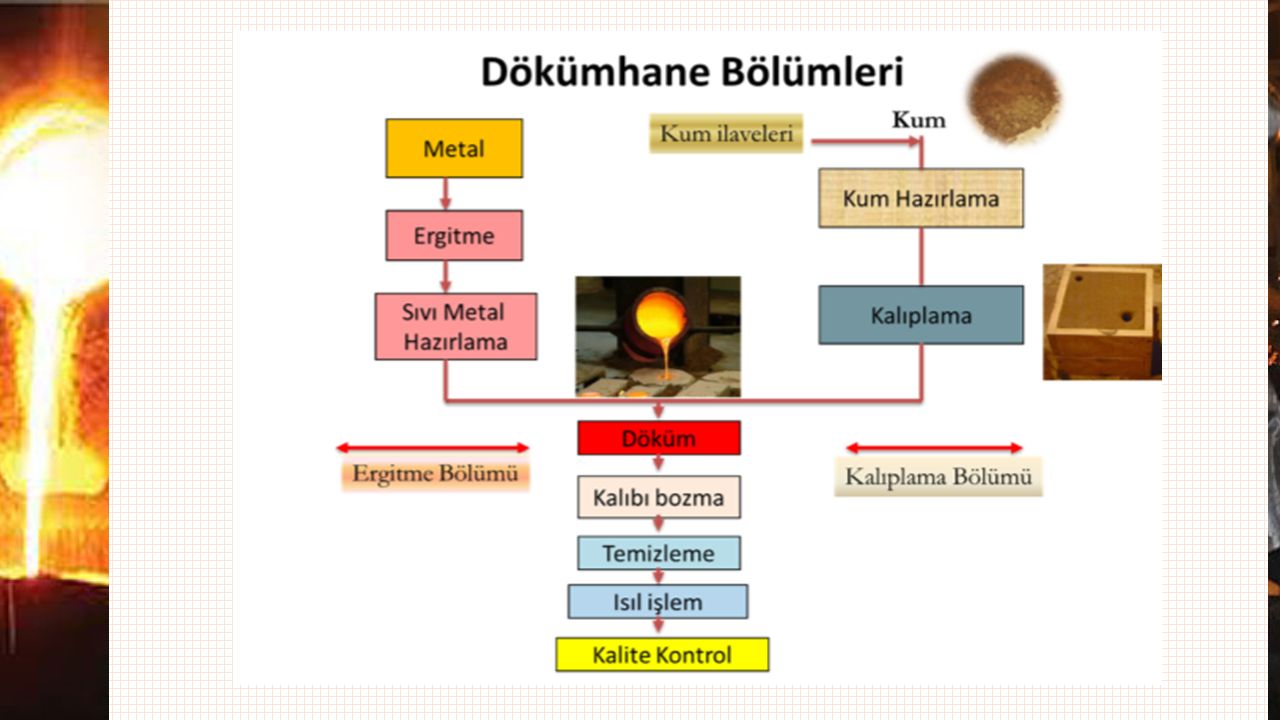
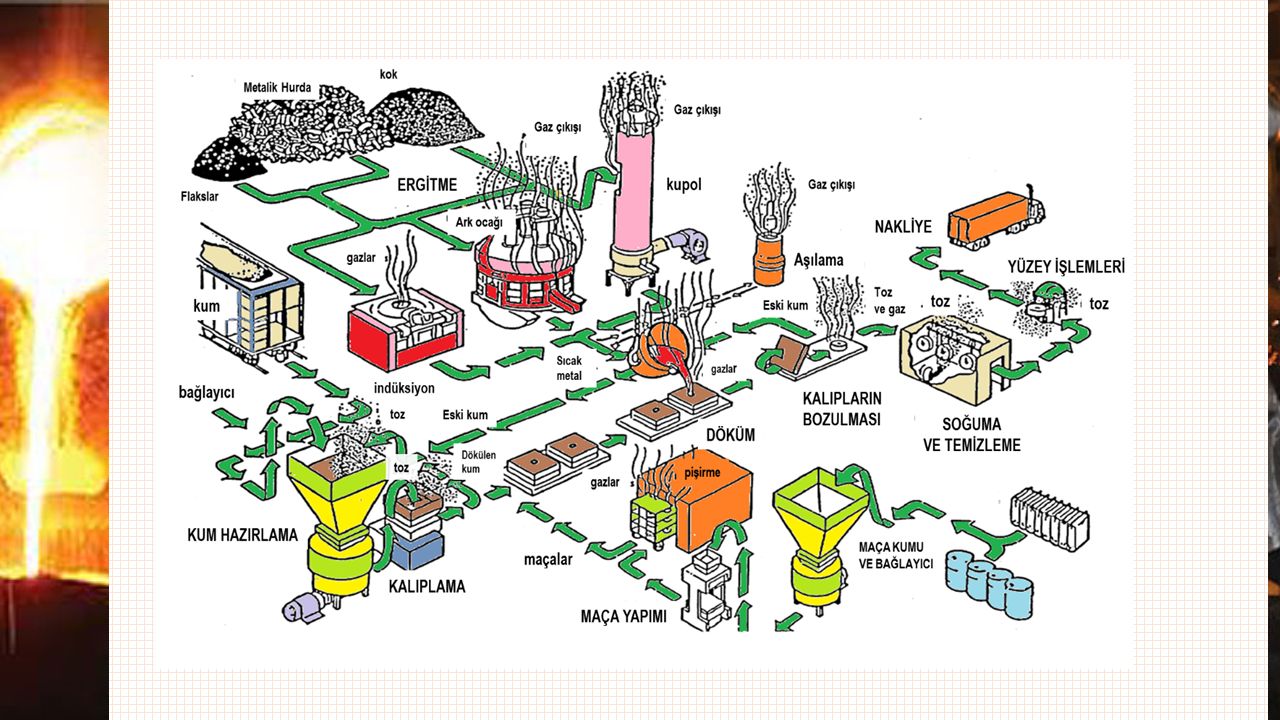
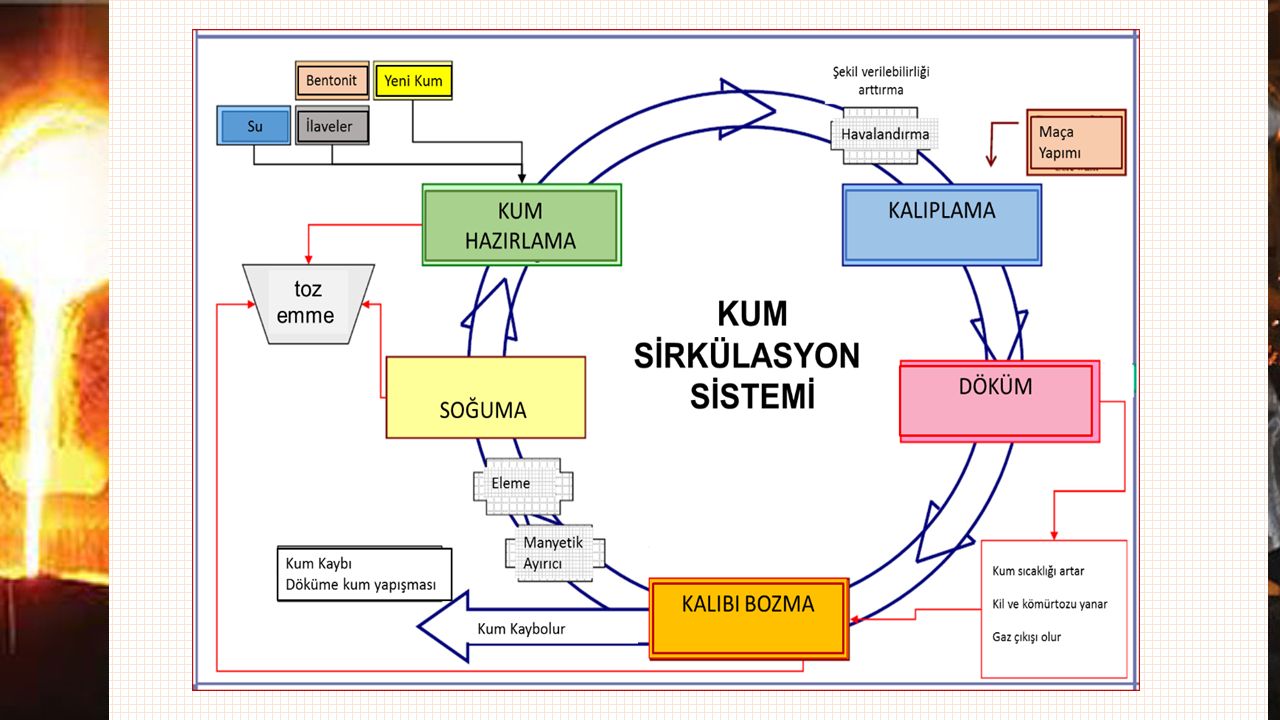
Döküm genellikle dökümhane’de yapılır. Dökümhane , kalıpların ve maçaların yapılması, sıvı metalin eldesi ve taşınması, döküm işleminin yapılması ve kalıpların bozulması ile bitmiş dökümlerin temizlenmesi ve kalite kontrolünün yapıldığı bir yer yada fabrikadır. Döküm işini yapan işçiler de dökümcü olarak adlandırılır Bir dökümhane modelhane, kalıplama, maça üretimi, ergitme, yüzey işlemleri ve kalite kontrol gibi değişik bölümlerden oluşur. Bu bölümler uygulanan kalıplama yöntemi ve döküm tekniğine bağlı olarak değişmekle birlikte genel bir fikir vermek amacıyla kum esaslı kalıp kullanan dökümhaneler için karakteristik bir akım şeması görülmektedir. Her bölümün görevi aşağıda özetlenmiştir:

5
Modelhane: Dökülecek parçanın modeli üretilir
Modelhane: Dökülecek parçanın modeli üretilir. Modeller, kalıp içinde daha sonra metalin dolacağı boşlukların oluşturulması için kalıplama işlemi sırasında kullanılır. Model üretiminde ahşap, metal, plastik gibi malzemelerden yararlanılır. Maça bölümü: Maçalar, parça içindeki boşlukların elde edilmesi için kullanılan kalıp elemanlarıdır. Kum esaslı kalıplara yerleştirilen maçalar da genellikle kum esaslıdır. Kalıplama: Sıvı metalin içine döküleceği kum kalıplar, modeller yardımıyla hazırlanır ve maçalar yerleştirilerek döküme hazır hale getirilir. Kalıplama, elle veya makineler yardımıyla yapılabilir. Eritme ve döküm: Kupol, elektrik ocakları, pota ocakları , indüksiyon ocakları ve ark ocaklarından yararlanılarak sıvılaştırılan metal kalıplara dökülür. Kalıp bozma: Kalıba dökülen metal, katılaştıktan sonra kum kalıp bozularak parça çıkarılır. Yüzey işlemleri: Kalıptan çıkarılan döküm parçadan yolluk, çıkıcı gibi kısımlar ayrılır. Yüzey temizleme, ısıl işlem, boyama, işleme gibi değişik işlemler bu bölümde yapılır. Kalite kontrol: Malzemelerin kimyasal ve fiziksel özelliklerinin belirli standartları sağladığının ve parça boyutlarının verilen toleranslar içinde kaldığının kontrolünden sorumludur. Kusursuz dökümlerin elde edilebilmesinin bir diğer ön koşulu da dökümhane girdi malzemelerinin istenilen kalitede olmasıdır. Boyut, yüzey, boşluk v.b. kontroller ile kimyasal ve fiziksel deneylerin yapılması ve/veya yaptırılması bu bölümün görev alanıdır.

6
Şekil : Döküm İşleminin akış diyagramı

8
MODELLER

9
MODELLER Modeller kalıplama sırasında, dökülecek sıvı metalin dolduracağı boşluğu elde etmek için kullanılırlar. Üretilecek parçaların bire bir ölçekli kopyaları olan modellerin, biçim ve boyutlarının belirlenmesinde; katılaşma sonrasında parçanın kendini çekmesi (büzülme), işleme payları ve modelin kalıptan sıyrılmasını kolaylaştıracak koniklikler ve eğimler ile maça yuvalarının da düşünülmesi gerekir. Sağlam ve sağlıklı bir döküm üretiminde modelin doğru tasarımı ve kaliteli olarak imalatı çok önemlidir. Çünkü kötü bir modelle iyi bir döküm parçası üretmek mümkün değildir.
, işleme payları ve modelin kalıptan sıyrılmasını kolaylaştıracak koniklikler ve eğimler ile maça yuvalarının da düşünülmesi gerekir. Sağlam ve sağlıklı bir döküm üretiminde modelin doğru tasarımı ve kaliteli olarak imalatı çok önemlidir. Çünkü kötü bir modelle iyi bir döküm parçası üretmek mümkün değildir.")
10
Model: Model dökülecek cismin bir kopyasıdır.
Bırakılan çeşitli toleranslar hariç, bir model tam olarak yapılacak döküme benzer. Dökülen ürün tek parça olmasına rağmen, modeller iki veya daha fazla parçadan oluşabilir. Tek bir cisim dökme istesek dahi, yine de bir model gereklidir. Dökümün ve son ürünün kalitesi modelin planlanmasından önemli derecede etkilenecektir.

11
Modellerin Fonksiyonları: Bir modelin çeşitli fonksiyonları vardır
Modellerin Fonksiyonları: Bir modelin çeşitli fonksiyonları vardır. Bunlar: Bir Model döküm yapmak amacıyla bir kalıp boşluğu oluşturur. Şayet döküm parçasının içi boş çıkması isteniyorsa maçaya ihtiyaç duyulur ve modelde maça başı tabir edilen fazlalıklar bulunur.

12
Modellerin Fonksiyonları: Bir modelin çeşitli fonksiyonları vardır
Modellerin Fonksiyonları: Bir modelin çeşitli fonksiyonları vardır. Bunlar: Çıkıcı, besleyici ve yolluklar Modelin bir parçası şeklinde olabilir. Uygun şekilde yapılan temiz ve pürüssüz yüzeye sahip modeller döküm hatalarını azaltır. Uygun şekilde üretilmiş modeller dökümün maliyetini azaltırlar.

13
Model Malzemesi Seçimi:
Modeller bu fonksiyonlarını yerine getirebilmeleri için çeşitli malzemelerden yapılırlar. Bu sebeple model malzemesi seçiminde çeşitli faktörler mevcuttur: Dökülecek parça sayısı Dökülecek Metal Boyutsal hassasiyet ve yüzey pürüzlülüğü Şekil, karmaşıklık ve dökümün boyutu. Döküm tasarımı parametreleri Kalıp malzemesinin tipi Tekrar sipariş edilebilirliği Kalıplama işleminin niteliği Maça başlarının konumu

14
Model Malzemeleri: Model Malzemesi olarak ağaç, metal, alçı, plastik, köpük , mum v.b. malzemeler yaygın olarak kullanılırlar. Model malzemesi seçiminde şu kriterler dikkate alınır: Kolayca işlebebilmeli, şekillendirilebilmeli ve birleştirilebilmelidir. Hafif olmalıdır. Güçlü, sert ve dayanıklı olmalıdır. Aşınmaya karşı dayanıklı olmalıdır. Korozyona ve kimyasal reaksiyonlara dayanıklı olmalıdır. Boyutsal kararlılık ve ısı ile nem değişimlerinden etkilenmemelidir Ucuz ve bulunabilir olmalıdır.

15
Model mALZEMELERİ

16
Model Yapımında Kullanılan Malzemeler:
Ağaç Metal Plastik Alçı Mum. Malzeme olarak ahşap, metal, alçı, plastik, köpük v.b. malzemeler kullanılır. Tablo da yaygın olarak kullanılan malzemeler, kalıplamada önemli olan bazı özellikleri bakımından karşılaştırılmıştır. Model malzemesi seçiminde şu kriterler dikkate alınır:

17
1. Ağaç Modeller: Büyük kalıplarda ve dökülecek ürün sayısı az olduğunda kullanılırlar. Olumlu Yanları: Ucuz Büyük miktarlarda kolayca bulunur İşlemesi kolay Hafif Kolayca tamir edilebilir İyi yüzey düzgünlüğü elde edilir En yaygın olarak kullanılan malzeme ahşaptır. Bunun nedeni ucuz hafif ve kolay şekillendirilebilir olmasıdır. Hazırlanacak kalıp sayısı az ise ahşap malzeme olarak yumuşak çam seçilebilir. Ancak model üretimi için genellikle kuru, sert ve az. gözenekli malzemeler daha uygundur.

18
Olumsuz yanları: Çekinti ve büzülmeye hassas Aşınma direnci kötüdür
Kum çok kolay aşındırır Nem absorbe eder Dayanıklı değildir Kullanım ömrü kısadır Model yapımında sıklıkla kullanılan ağaçlar: Tik ağacı Çam Maun Himalaya sediri vb.

19
2. Metal Modeller: Metal modeller, ömür bakımından ahşaba göre çok daha üstündür. Modellerin aşınmaması veya örneğin kabuk kalıplamada olduğu gibi ısıtılması gerekiyorsa, malzeme olarak alüminyum, pirinç, bronz, kır dökme demir, çelik ve düşük sıcaklıkta eriyen diğer metal alaşımları kullanılabilir. Alüminyum alaşımlarından üretilmiş levhalı modeller ve maça kutuları özellikle kabuk kalıba dökümde yaygın olarak kullanılırlar. Yüzey kalitesini arttırmak için yüzeyleri kaplanabilir.

20
Aynı modelden binlerce ürün elde edilmek istendiğinde tercih edilirler
Olumlu Yanları: Nem tutmaz Daha dayanıklıdır Uzun ömürlüdür Şeklini korur Aşınmaya karşı dirençlidir Doğru ve düzgün yüzeyi vardır İyi işlenebilir

21
Genellikle Model Yapımında Kullanılan Metaller:
Olumsuz Yanları: Pahalıdır Çok hassas talaşlı imalata ihtiyaç duyulur Kolayca tamir edilemez Demirli modeller paslanır Ağırdır, bu sebeple ele almak zordur Genellikle Model Yapımında Kullanılan Metaller: Dökme Demir Aluminyum ve alaşımları Çelik Beyaz metal Prinç

22
3. Plastik Modeller: Yüzeyleri çok düzgün olan plastik malzemelerden yapılmış modeller, tahta modellerden daha dayanıklıdır. Bunlar kalıplan kolay sıyrılırlar, aşınma ve çizilmeyi karşı daha dayanıklıdırlar ve hasara uğradıklarında tamir edilmeleri kolaydır. Plastik model malzemelerinin boyut kararlılığı ve yüzey kalitesi de üstün olup, ayrıca daha ucuzdurlar. Plastik modeller, enjeksiyon yöntemiyle veya bloktan işlenerek üretilirler.

23
Dayanımın yetersiz olduğu durumlarda cam takviyeli plastikler de kullanılabilir. Kullanım sırasında çabuk aşınan bölgelerin metal parçacıklar ile takviye edilmesi de mümkündür. Plastik model üretiminde kullanılan diğer bir yöntem de plastiği alçı kalıba dökerek biçimlendirmektir. Bu şekilde yeni modeller üretilebildiği gibi mevcut bir model de kopya edilebilir, hatta bazı küçük değişiklikler yapılabilir. Plastik esaslı diğer bir model türü de, dolu kalıba döküm yönteminde kullanılan köpük modellerdir. Bunlar dökümden önce kalıptan çıkarılmazlar ve erimiş metalle temasa geçtiklerinde gaz haline geçerek kalıbı terk ederler.

24
Plastik Modellerin Olumlu Yanları:
Dayanıklı Pürüzsüz yüzey Neme dayanıklı Boyutsal ölçülerinde bir değişim meydana gelmez Hafiftir Mukavemetlidir Aşınma ve korozyon direnci iyidir Üretimi kolaydır Abrazyon direnci iyidir Kimyasal etkilere çok iyi direnç gösterir Olumsuz Yanları: Plastik modeller kırılgandır Makine ile kalıplamaya uygun değildir

25
4. Alçı Modeller: Olumlu Yanları: Ağaç gibi kolayca işlenir
Herhangibir zorluk olmaksızın karmaşık şekiller dökülebilir Yüksek basma mukavemeti vardır Alçı modellerin üstünlüğü kolay şekillendirilebilir olmalarıdır. Dayanımlarının yetersiz kalması halinde katkı malzemeleri ile takviye edilebilirler. Gerektiğinde yüzeyleri plastikle de kaplanabilir.

26
5. Mum Modeller: Olumlu Yanları: Çok iyi bir yüzey sağlar. Dökümlerde yüksek boyutsal hassasiyet elde edilir. Kalıplamadan sonra, mum model diğer modellerde olduğu gibi çıkarılmaz. kalıp ters çevrilir ve ısıtılır, böylece erimiş mum dışarı akar veya buharlaşır. Böylece Modeli çıkarırken kalıp boşluğuna hasar verme şansı yoktur. Mum modeller hassas döküm prosesinde uygulama imkanı bulurlar Hassas döküm tekniğinde ise genellikle mum modeller kullanılır. Bu modeller hazırlanan kalıbın ısıtılmasıyla eriyerek kalıbı terk ederler.

27
Table 2 Model malzemelerinin özellikleri
Dökme Demir Plastik Çelik Aluminyum Ağaç Özellik iyi Fena değil Çok iyi İşlenebilirlik kötü Aşınma direnci Mukavemet Ağırlık Tamir edilebilirlik Korozyon direnci Şişmeye karşı direnç

28
Model Çeşitleri

29
Model çeşitleri aşagıdaki faktörlere baglıdır:
Döküm parçasının şekli ve boyutuna Dökülecek parça sayısına Kalıplama yöntemine Kalıplama işleminin zorluğuna Parça tasarımının düzeltilmesinin söz konusu olup olmadığı, gibi kriterlere göre hangi tür modelin uygun olacağı belirlenir.

30
Model Çeşitleri: Tek Parça Model. Parçalı Model.
Kalıptan sıyırmalı model Levhaya bağlı Model. Şablon Model. Yolluklu Model. İskelet Model Dereceli Model.

31
1. Tek Parça (katı) Model:
Tek parçadan oluşur ve bağlantı, birleşme elemanları içermez Ucuzdur Büyük ve basit döküm parçalarında kullanılır. Model ya alt dereceye yada üst dereceye yerleştirilir Örnek: Düzenli şekiller. buharlı motor salmastra kutusu.

32
Tek parça Model

33
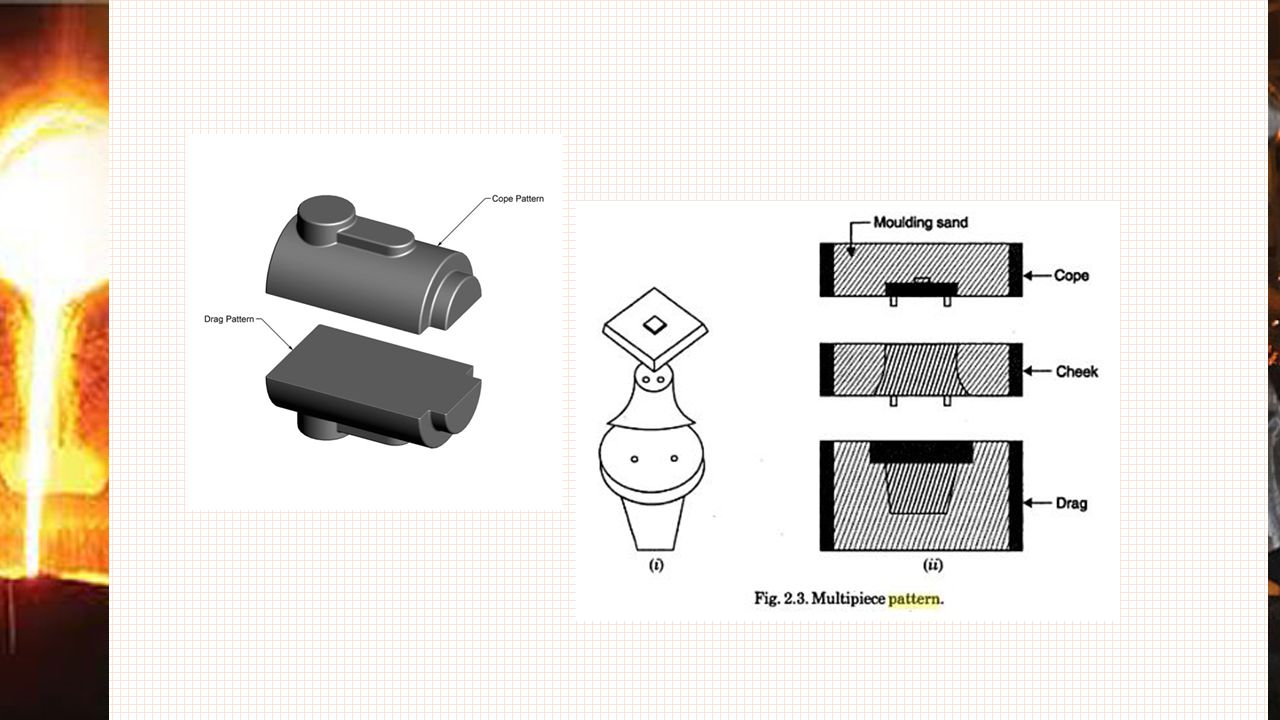
2. Parçalı (Bölünmüş) Model:
Karmaşık şekilli dökümler kalıplama zorlukları nedeni ile tek parça olarak kullanılamazlar (örneğin kalıptan model çıkarılamaz). Bölünmüş modelin üst ve alt kısımları kalıplamada üst ve alt derecelere konurlar. Modelin bölünme çizgisi kalıpta da ayırma çizgisi oluşturur. Modeldeki pinler bölünmüş modeli birarada tutmak için kullanılırlar Örnek: İçi boş silindir
. Bölünmüş modelin üst ve alt kısımları kalıplamada üst ve alt derecelere konurlar. Modelin bölünme çizgisi kalıpta da ayırma çizgisi oluşturur. Modeldeki pinler bölünmüş modeli birarada tutmak için kullanılırlar. Örnek: İçi boş silindir.")
35
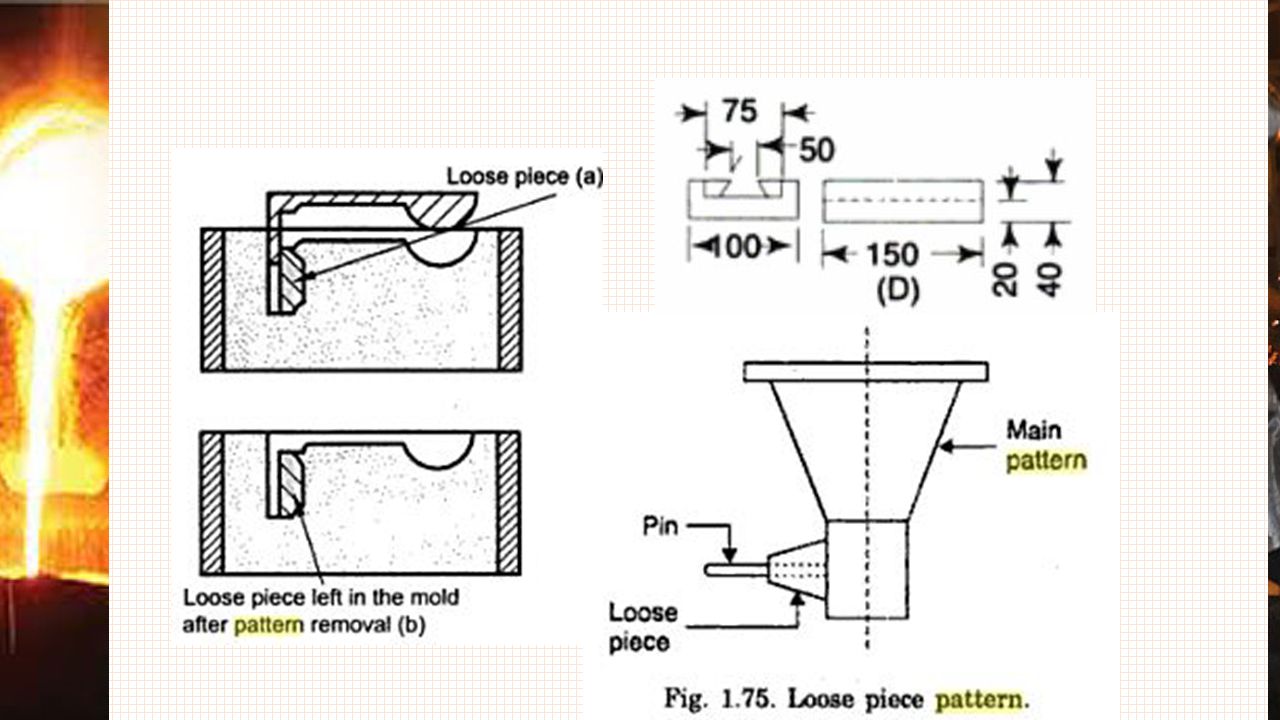
3.Kalıptan Sıyırmalı Model:
Kalıp kumuna gömüldükten sonra bazı modeller geri çıkarılamaz. Bu tür modeller genellikle kalıptan kolayca çıkarılabilsin diye bir veya daha fazla parçadan yapılır. Bazı modellerin kalıplanmasında, modeli kumdan çıkarmak zor, hatta imkânsız olabilir. Bu tür işlerde, modelin kumdan çıkması imkânsız olan kısımları, sıyırmalı parça olarak yapılır. Modelin ana gövdesi kumdan çıkarıldığında, bu sıyırmalı parça kumun içinde kalır. Bu tür modellerde bu parça kumdan farklı bir yönde çıkarılır.

37
4.Levhaya Bağlı Model: Şekil : Levhaya Bağlı Model
El ile kalıplamada ve seri üretimde tercih edilen model türüdür. Model simetrisinden bölünerek bir levhaya iki taraflı sabitlenir.

38
5.Şablon Model: Tsar Kolokol, 195 ton ağırlığı ile dünyadaki en büyük çanı de Moskova’da döküldü de hasar gördü. Halen Kremlin Sarayında bulunmaktadır. Çan gibi dönel simetriye sahip parçaların kalıplanmasında şablon modellerden yararlanılır. Kalıplar bir eksen etrafında döndürülen şablonlarla taranarak hazırlanır.

39
ÇAN DÖKÜMÜ

40
6.Yolluklu Model: Döküm parçalar Yolluk sistemi

41
7. İskelet Model: Çok büyük ölçülerdeki döküm parçaların modellerinin yapımında iskelet modeller kullanılır. Bu modellerde, modelin tamamı yapılmayıp, ana ölçülere sahip iskelet şeklinde model yapılır. Bu modeller, döküm parça modelinin bire bir iskeletini meydana getirir. Kalıplamada iskeletlerin arası kum ile doldurularak kalıba yapışmaması için yüzey ayırıcı serpilir. Aşagıdaki resimde bir iskelet model görülmektedir.

42
9. Dereceli Model: Dökümü çok sayıda istenen parçaların modelleri, düz bir plakaya bağlanır. Kullanılacak plakalar ağaçtan veya metalden yapılır. Plaka yüzeyine birden fazla model bağlanabilir. Diğer bir metot da dökümcü plakmodeli denilen plakalar dökülmek sureti ile elde edilir. Modeller dökülen plakanın üzerindedir. Yapımı ucuz ve kolaydır. Ancak temiz yüzey elde edilmesi yoğun işçiliği gerektirir. Büyük faydaları olan plak modeller genellikle bir kişi tarafından kalıplanır. Kalıplama makinelerinde daha fazla kullanılır. Yolluk sistemleri plakmodel üzerinde olduğundan işçiliği düşürür. Şekil : Dereceli Model

43
Model PAYLARI

44
Model yapımında göz önüne alınacak konular:
Döküm yoluyla üretilecek parçaların boyutlarının dökümden sonra istediğimiz değerde olabilmesi için modeller, bazı metalurjik ve mekanik nedenlerle hiç bir zaman parçanın esas boyutlarında yapılmazlar. Bu sebepten dolayı aşağıdaki tolerans ve kaidelerin göz önüne alınması gerekir:

45
Çeşitli model payları kullanılır:
Çekme payı İşleme payı Koniklik Payı. Çarpılma Payı. Esneme Payı.

46
Katılaşan metaldeki çekilme veya büzülme başlıca üç kademede meydana gelmektedir:
1. Sıvı fazda çekilme. Bu kademe, döküm sıcaklığı ile katılaşmanın başladığı sıcaklıklar arasındadır. 2. Katılaşma sırasındaki çekilme. Bu kademe sıvı fazdan katı faza geçiş anıdır. 3. Katı fazda çekilme. Katılaşmanın tamamlandığı sıcaklıktan oda sıcaklığına kadar geçen zamanda meydana gelir. 1. ve 2. durumun çaresi; besleyici kullanmaktır, 3. durumun çözümü ise, modeli biraz büyük yapmaktır. Bu sebeple modellere çekme payı verilmektedir.

47
Katılaşma sırasındaki
1) Çekme payı: Metalik malzemelerin kendilerini çekmeleri sebebiyle modelin ölçüleri dökülecek parçanın ölçülerinden bir miktar fazla olması gerekir. Aksi takdirde, elde edilen parça boyutları istenenden daha düşük olur. Metal veya Alaşım Katılaşma sırasındaki hacimsel çekilme Karbon Çeliği % 1 C’lu çelik 4.0 Beyaz Dökme Demir Gri Dökme Demir % 2.5’e kadar genişleme Bakır 4.9 % 70 Cu-% 30 Zn 4.5 % 90 Cu-% 10 Al Aluminyum 6.6 Al - % 4.5 Cu 6.3 Al - % 12 Si 3.8 Magnezyum 4.2 Çinko 6.5
 Çekme payı: Metalik malzemelerin kendilerini çekmeleri sebebiyle modelin ölçüleri dökülecek parçanın ölçülerinden bir miktar fazla olması gerekir. Aksi takdirde, elde edilen parça boyutları istenenden daha düşük olur. Metal veya Alaşım. Katılaşma sırasındaki. hacimsel çekilme. Karbon Çeliği % 1 C’lu çelik Beyaz Dökme Demir Gri Dökme Demir. % 2.5’e kadar genişleme. Bakır % 70 Cu-% 30 Zn % 90 Cu-% 10 Al. Aluminyum Al - % 4.5 Cu Al - % 12 Si Magnezyum Çinko")
48
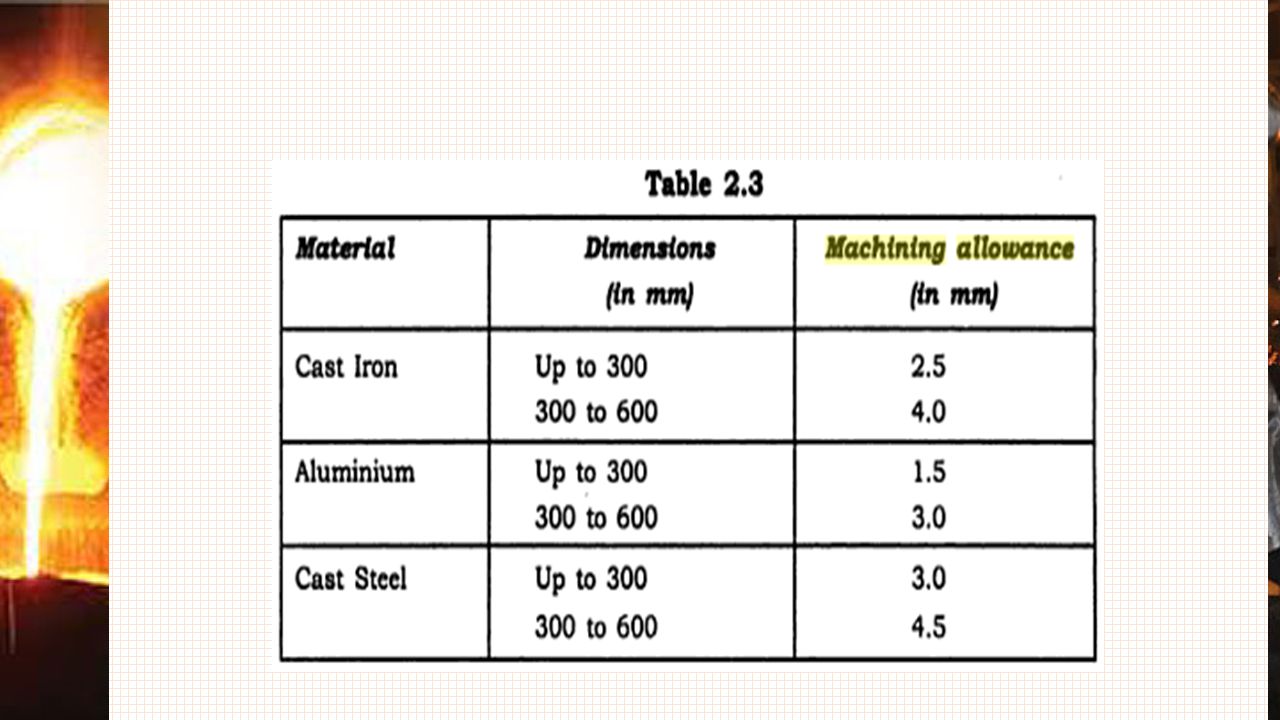
2) İşleme payı: dökümden sonra elde edilen yüzeylerin istenen yüzey düzgünlüğünde olmaması sebebiyle, parçaların yüzeyine talaş kaldırma işlemi uygulanır. Bu nedenle, bu işlem için yetecek kadar pay bırakılması gerekir. İşleme payı, modelin alt dereceye gelen kısımlarında daha az, üst dereceye gelen kısımlarında ise daha fazla bırakılır. Çünkü üst kısımlarda cüruf toplanabilir ve ortadan kaldırılması gerekir. Ayrıca işleme payı, dökülecek malzeme cinsi ve parça boyutuna göre de değişmektedir. Örneğin; çelikte dökme demire göre daha fazla, büyük parçalarda da küçük parçalara göre daha büyük işleme payı bırakılır (Tablo 2.1).
..")
50
Dökme Demir 300’ e kadar 300-600 2.5 4.0 Aluminyum 1.5 3.0 Çelik Döküm
Malzeme Boyutlar, (mm) İşleme Payı, (mm) Dökme Demir 300’ e kadar 2.5 4.0 Aluminyum 1.5 3.0 Çelik Döküm 4.5
 İşleme Payı, (mm) Dökme Demir. 300’ e kadar Aluminyum Çelik Döküm")
51
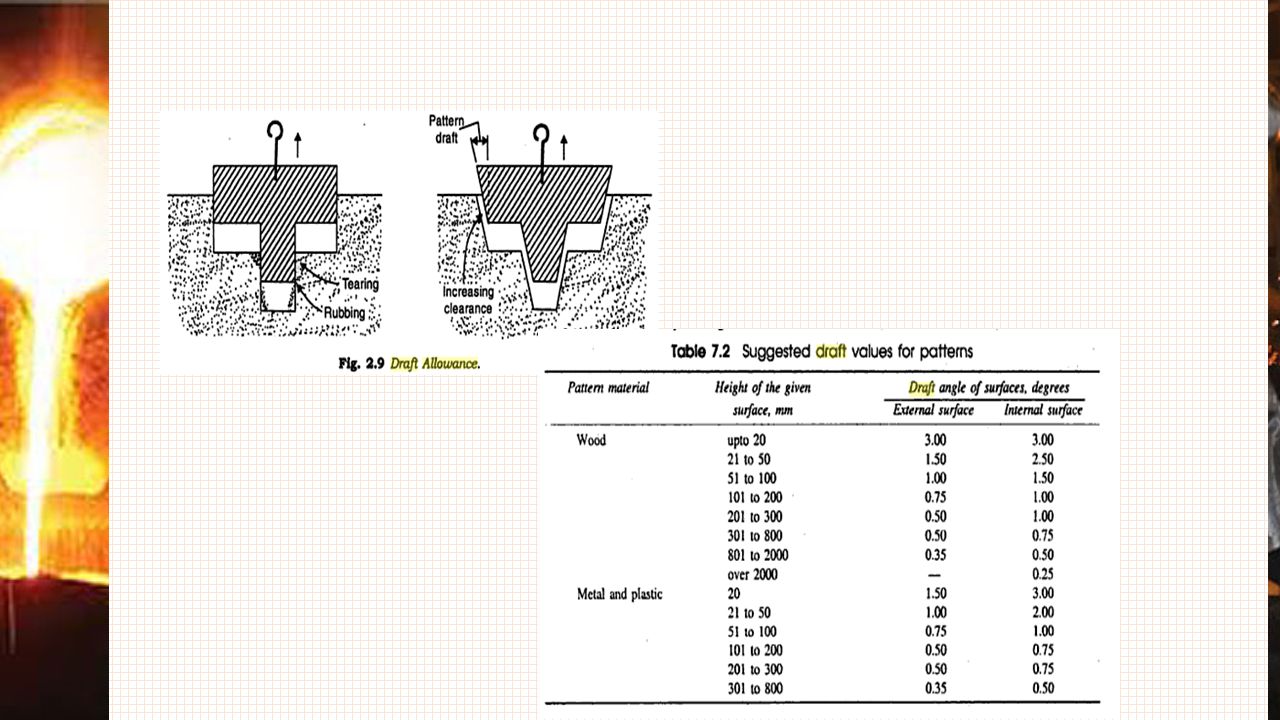
3) Koniklik payı: a) Koniklik yok b) Koniklik var Kenarları dik olan modeli kalıptan çıkarmak zordur. Hazırlanmış kum kalıba zarar vermeden modeli çıkarabilmek için dik olan yüzeylere belirli oranlarda koniklik verilir. Tablo 2.4. de çeşitli modeller için koniklik payları verilmektedir.

53
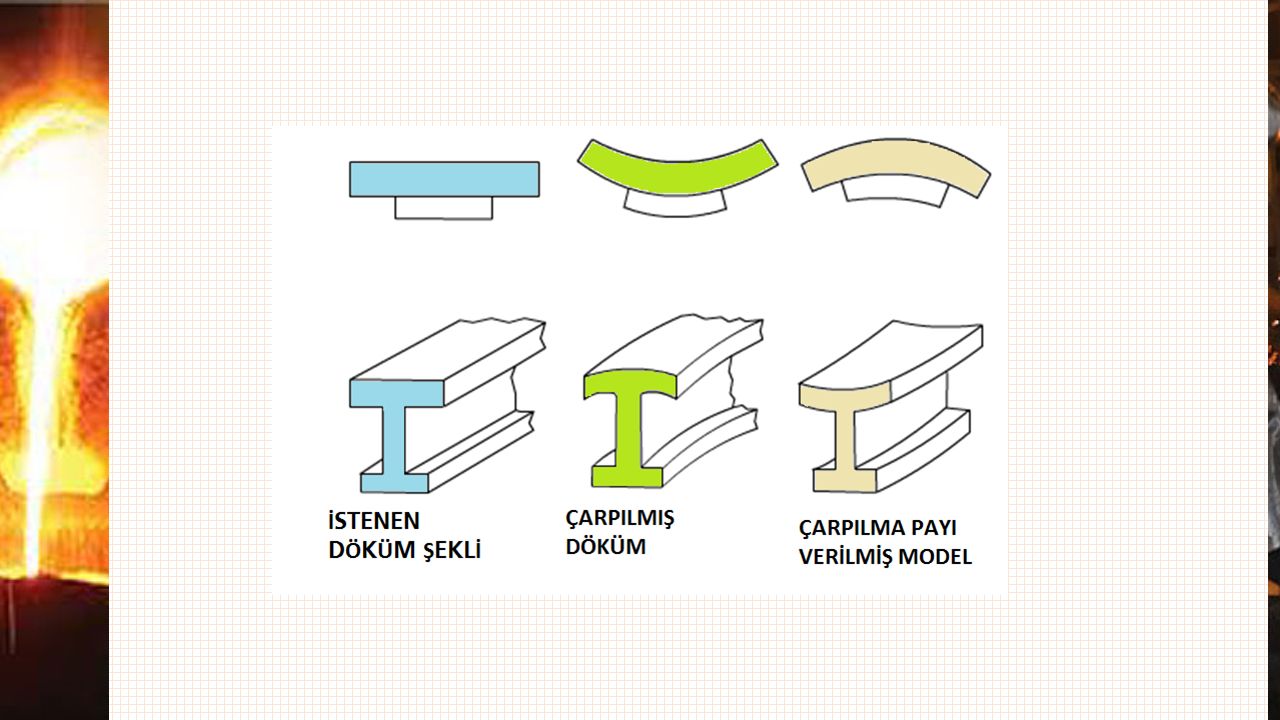
d) Çarpılma payı: Geniş ve yassı levhalar, kubbeler gibi dökümlerde düzgün bir model kullanılması halinde, parçalar çarpılabilmektedir. Bu sebepten böyle hallerde modellerin uygun bir çarpıklıkta yapılması arzu edilen doğru döküm şeklinin elde edilmesini sağlamaktadır

54
4. Çarpılma Payı: Döküm parçasının deformasyona uğrayıp çarpılması aşağıdaki sebeplerden kaynaklanır: 1. Düzensiz şekilli olması, 2. Parçadaki çekintilerin uniform olmaması, 3. Döküm parçasının u yada v-şeklinde olması, 4. Parçada farklı kalınlıkların olması, 5. Döküm parçasının uzun ve düz olması, 6. Parçanın bir bölgesinin diğer bölgesine kıyasla daha hızlı soğumasından kaynaklanmaktadır.

56
Model renkleri

57
Modeller şu özellikleri kazandırmak için belirli renklere boyanır:
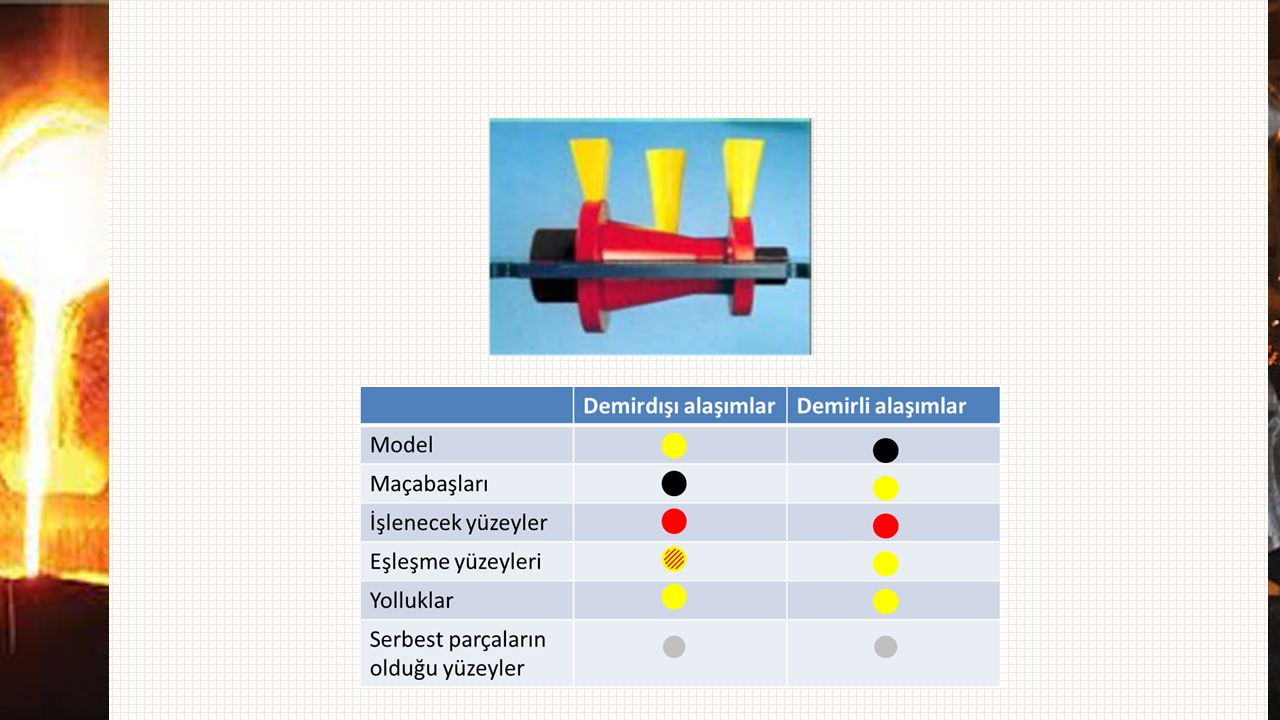
Model Renkleri: Modeller şu özellikleri kazandırmak için belirli renklere boyanır: Modelin ana gövdesini ve farklı parçaları belirlemek için. Dökülecek metalin tipini belirlemek için. Maça başlarını belirlemek için İşlenecek yüzeyleri göstermesi için

58
Model Renk Kodları Özellikle ahşap modellerin ortam etkisinden korunması için uygulanan boyama işleminde modelin değişik bölgelerine ait yüzeyler için değişik renkler kullanılarak işaretleme yapılır. Şekil de basit bir örneği görülen bu kodlama sayesinde kalıpçı her bir kalıp yüzeyini tanır ve değişik kalıp elemanlarının yerlerini kolaylıkla belirler. Bu kodların kullanımı, özellikle uzun süre sonra tekrar kullanılması söz konusu olabilecek modeller için çok önemlidir. Ülkemizde kalıplama işlemlerinde kullanılan modellerin sınıflandırılması, özellikleri ve hazırlanmalarına ilişkin kurallar Türk Standartları Enstitüsünün yayınladığı TS 3189: Döküm Modelleri - Genel Esaslar standardı ile düzenlenmiştir.

61
DÖKÜM KUMLARI

62
3.2. DÖKÜM KUMLARI Kum, genel olarak ( mm) boyutlarındaki mineral tanesi olarak tanımlanır. Dökümlerin büyük bir kısmı kum kalıplara yapılır. Genel bir ortalama olarak 1 ton döküm için 4-5 ton kum gereklidir. Bu miktar, dökülen metalin cinsine, parça büyüklüğüne ve kalıplama tekniğine göre bu rakam 10 tona kadar değişebilmektedir. Kum kalıba dökümde hatasız ve kaliteli üretim yapmak; i) alaşım bileşimi, ii) ergitme yöntemi , iii) döküm şekli ve iv) katılaşmayı kontrol eden soğuma şeklinin yanısıra kalıplama tekniği ve özellikle kalıp malzemesinin özelliklerine önemli ölçüde bağlıdır. Kalıp malzemesinin esas görevi döküm boşluğunun şeklini meydana getirmek ve bu şekli, sıvı metal dökülüp katılaşana kadar saklayabilmektir.
 boyutlarındaki mineral tanesi olarak tanımlanır. Dökümlerin büyük bir kısmı kum kalıplara yapılır. Genel bir ortalama olarak 1 ton döküm için 4-5 ton kum gereklidir. Bu miktar, dökülen metalin cinsine, parça büyüklüğüne ve kalıplama tekniğine göre bu rakam 10 tona kadar değişebilmektedir. Kum kalıba dökümde hatasız ve kaliteli üretim yapmak; i) alaşım bileşimi, ii) ergitme yöntemi , iii) döküm şekli ve iv) katılaşmayı kontrol eden soğuma şeklinin yanısıra kalıplama tekniği ve özellikle kalıp malzemesinin özelliklerine önemli ölçüde bağlıdır. Kalıp malzemesinin esas görevi döküm boşluğunun şeklini meydana getirmek ve bu şekli, sıvı metal dökülüp katılaşana kadar saklayabilmektir.")
63
Kalıp malzemesi başlıca üç bileşenden oluşur:
1. Gerekli refrakter özelliği sağlayan kum taneleri 2. Bağlayıcı 3. Bağlayıcı ile kum tanelerinin birbirini tutmasını sağlayan su

64
2. Sentetik Kalıp Kumları
Dökümhanelerde kullanılan kalıp kumları başlıca iki gruba ayrılır. 1. Doğal Kalıp Kumları Bu kumlardaki kil ve nem oranı, doğal olarak içerdikleri kadardır. Cevherden çıkarıldıkları şekilde kullanılırlar. Sadece istenen özelliklerin sağlanması için biraz nem ilavesi yapılabilir. Doğal kalıp kumunun en olumlu yanı nem oranını uzun süre saklayabilmesidir. En kötü yanı ise, özelliklerinin değişken oluşudur. 2. Sentetik Kalıp Kumları Sentetik olarak adlandırılan kumlar, aslında doğal kumların, yıkanıp elenmiş halleridir. Doğadan elde edilen farklı özellikteki kumlar yıkanarak kil ve yabancı maddeleri uzaklaştırılır. Daha sonra ise elenerek homojen tane boyutlarına getirilir. Kum hazırlamadan önce dökülecek metale uygun reçete ile kil ve nem oranları ilave edilir. Bu sayede doğal kalıp kumlarına göre aşağıda verilen çeşitli üstünlükleri kazanırlar. a) doğal kalıp kumu b) sentetik kalıp kumu
 doğal kalıp kumu b) sentetik kalıp kumu.")
65
a) Daha üniform tane boyutu b) Daha yüksek refrakter özelliği
c) Daha az su d) Daha az bağlayıcı ilavesi gerektirirler e) Çeşitli özellikleri daha kolay kontrol edilebilir f) Daha az depolama yeri isterler. Çünkü bu kumlarla demirli, demirdışı alaşımların dökümleri yapılabilir. Sentetik Kalıp Kumları Bundan başka, sentetik kumların daha yüksek olan gaz geçirgenliği, kalıbın sert dövülebilme imkanını sağlar. Kum tane boyutu şekilleri
 Daha az su. d) Daha az bağlayıcı ilavesi gerektirirler. e) Çeşitli özellikleri daha kolay kontrol edilebilir. f) Daha az depolama yeri isterler. Çünkü bu kumlarla demirli, demirdışı alaşımların dökümleri yapılabilir. Sentetik Kalıp Kumları. Bundan başka, sentetik kumların daha yüksek olan gaz geçirgenliği, kalıbın sert dövülebilme imkanını sağlar. Kum tane boyutu şekilleri.")
66
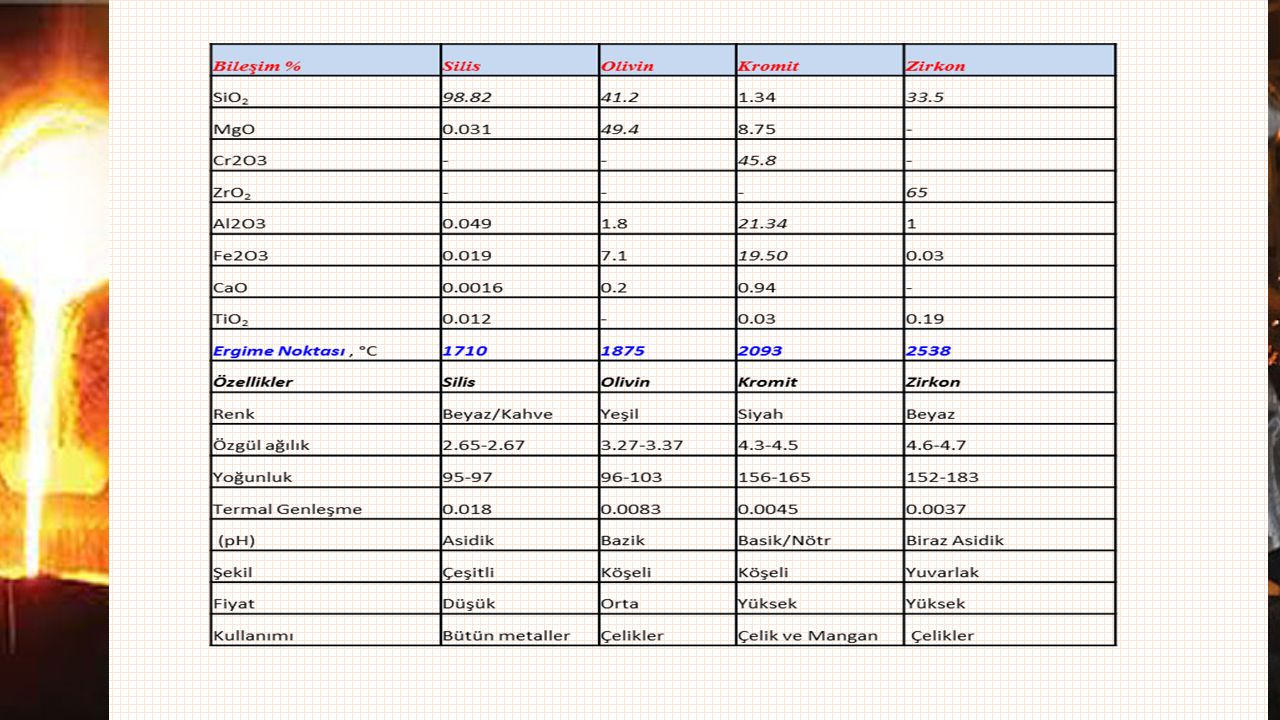
Döküm proseslerinde en çok bilinen ve kullanılan kum SiO2 bileşimindedir. Silis kumunun döküm kumu olarak tercih edilmesinin en önemli nedenleri kolay bulunuşu, ucuz olması ve yüksek refrakterlik özelliği göstermesidir. Ancak yüksek genleşme gösterir. Dolayısıyla boyut toleranslarında hesaba katılma gerekliliği vardır. Buna alternatif olarak tercih edilen diğer kum bileşimi ise zirkon kumudur. En başlıca özelliği yüksek iletkenliği (silisin iki katı) ve düşük genleşmesidir. Ancak dezavantajı ise yüksek yoğunlukta olmasıdır (silisin iki katı). Bunlar dışında kullanılan diğer kumlar ise olivin (magnezyum demir silikattır(Mg,Fe)2SiO4) ve kromit tir (demir magnezyum kromat-(Fe, Mg)Cr2O4).
 ve düşük genleşmesidir. Ancak dezavantajı ise yüksek yoğunlukta olmasıdır (silisin iki katı). Bunlar dışında kullanılan diğer kumlar ise olivin (magnezyum demir silikattır(Mg,Fe)2SiO4) ve kromit tir (demir magnezyum kromat-(Fe, Mg)Cr2O4).")
68
Olivin döküm kumu, 1450 °C'deki sinterleşme ve 1760 °C üzerindeki erime noktasıyla, demir dökümlerde (gri dökme demir, sfero dökme demir, temper dökme demir) mükemmel bir performans sağlarken, demir dışı dökümlerde de iyi performans göstermektedir. Döküm kumu olarak olivinin kullanılması döküm firmalarına hem maddi anlamda hem de kalite anlamında önemli ölçüde katkı sağlamaktadır Olivin kumunun bazik özelliği, onu manganez çeliği üretimi için ideal bir seçim haline getirir. Silika kumunun tam tersine, olivin kumu mangan çelikleriyle etkileşmez, yüzey taşlama maliyetlerini minimumda tutar ve yüksek temizlikte döküm sonuçları verir.

69
Döküm kumu olarak olivin kumunun kullanılması ile ;
Olivin' in bağlayıcıları: Piyasada yıllardır bulunan, Bentonit, Sodyum Silikat, Camsuyu, kil gibi çeşitli inorganik Bağlayıcılar, Olivin ile çok iyi sonuç vermektedirler. Ayrıca, Alfaset gibi bağlayıcılar da olivinle birlikte kullanılabilir. (Asidik karakterli furan türü reçineler olivin kumları ile kullanılamaz). Döküm kumu olarak olivin kumunun kullanılması ile ; Bazik karakterli olduğu için özellikle manganlı dökümlerde çok iyi sonuç verir. Olivin kumu çelikle reaksiyona girmediği için çok daha temiz yüzey verir. Tekrar kullanım oranı silise göre daha yüksektir Çevre dostudur. Silis kumu içerisinde serbest silika barındırdığı için silikoz hastalığına neden olduğu bilinmektedir.
. Döküm kumu olarak olivin kumunun kullanılması ile ; Bazik karakterli olduğu için özellikle manganlı dökümlerde çok iyi sonuç verir. Olivin kumu çelikle reaksiyona girmediği için çok daha temiz yüzey verir. Tekrar kullanım oranı silise göre daha yüksektir. Çevre dostudur. Silis kumu içerisinde serbest silika barındırdığı için silikoz hastalığına neden olduğu bilinmektedir.")
70
Döküm kumu olarak olivin kumunun kullanılması ile ;
Olivin kullanılmasıyla iş ve işçi sağlığı güvenceye alınmış olur. Temiz yüzey elde edilmesinden dolayı boya gerektirmeyebilir Termal şoklara karşı dayanıklıdır. Daha kolay şekillendirilmektedir. Yüksek erime sıcaklığına sahiptir Kromit ve Zirkon kumuna göre çok daha ekonomiktir. Ancak kalıplamada Silis kumu ucuz ve kolay bulunuyor olmasından dolayı tercih edilir. Silis kumunun 1700 °C lik ergime sıcaklığı çelik dökümlerde dahi yeterli refrakterlik özelliği verir.

71
Kalıp Kumu Özellikleri
Kalıp kumunda beklenen özellikler çok sayıdadır. Bunlar arasında kum hazırlamada kontrol edilmesi gereken başlıca özellikler şunlardır: 1. Mukavemet; 2. Geçirgenlik; 3. Nem miktarı; 4. Kil miktarı; 5. Tane inceliği ve dağılımı

72
Mukavemet Kalıbın döküm sırasında sıvı metalin basıncı ile bozulup bozulmadığını temsil eder. Kalıp kumlarının mukavemet özellikleri üç türden incelenebilir. Yaş Mukavemet: Kalıp kumunun su ilave edildikten hemen sonraki mukavemetidir. Yaş mukavemet, kalıbın hazırlanması sırasında ve sıvı metalin kalıba döküldüğü anda kalıbın şeklini koruması için gerekli olan mukavemettir. Kuru Mukavemet: Genel olarak yaş mukavemet ile aynı faktörlerden etkilenir. Kalıbın bekleme sırasındaki mukavemetidir. Ca-bentonitleri, Na-bentonitlerine nazaran daha düşük kuru mukavemet, buna karşılık daha yüksek yaş mukavemet sağlarlar Sıcak Mukavemet: Kalıp kumunun sıvı metal sıcaklığına eriştiği andaki mukavemeti olup, metalin katılaşmasına kadar kalıbın şeklini koruması için gereklidir.

73
Mukavemet Tane inceliği: Kum taneleri inceldikçe kum taneleri arasında temas artar. Bu da yaş mukavemeti arttırır. Tane şekli: Yuvarlak taneler daha iyidir. Bağlayıcı miktarı arttıkça yaş mukavemet artar Nem oranı ile önce artar, daha sonra yaş mukavemet azalır.

74
2. Geçirgenlik Kalıp kumlarının hava, gaz ve buharın geçişine izin verme özelliği olup dört faktör tarafından etkilenir. a) Kumun tane boyutu: İri kum ince kuma nazaran daha geçirgendir. Taneler inceldikçe geçirgenlik azalır. b) Tane şekli: Kumu köşeli ve yuvarlak taneli olarak ele alırsak, köşeli taneler yuvarlaklar kadar sıkı bir şekilde bir araya gelemezler. Dolayısı ile köşeli tanelerin gaz geçirgenliği daha fazla olacaktır. c) Bağlayıcı miktarı: Bağlayıcı arttıkça gaz geçirgenliği azalır. d) Nem miktarı: artan nem oranı ile geçirgenlik önce artar sonra azalır. Bu davranış basit olarak şöyle açıklanabilir. Nem etkisi ile kil taneleri bir araya toplanır, topaklaşır. Buda geçirgenliği arttırır. Ancak, fazla su ilave edildiğinde bu su kum taneleri arasındaki boşlukları doldurur ve geçirgenlik tekrar azalır.
 Kumun tane boyutu: İri kum ince kuma nazaran daha geçirgendir. Taneler inceldikçe geçirgenlik azalır. b) Tane şekli: Kumu köşeli ve yuvarlak taneli olarak ele alırsak, köşeli taneler yuvarlaklar kadar sıkı bir şekilde bir araya gelemezler. Dolayısı ile köşeli tanelerin gaz geçirgenliği daha fazla olacaktır. c) Bağlayıcı miktarı: Bağlayıcı arttıkça gaz geçirgenliği azalır. d) Nem miktarı: artan nem oranı ile geçirgenlik önce artar sonra azalır. Bu davranış basit olarak şöyle açıklanabilir. Nem etkisi ile kil taneleri bir araya toplanır, topaklaşır. Buda geçirgenliği arttırır. Ancak, fazla su ilave edildiğinde bu su kum taneleri arasındaki boşlukları doldurur ve geçirgenlik tekrar azalır.")
75
a) b) c) d) e) Gaz geçirgenliğine a) Tane inceliğinin b) Tane şeklinin c) bağlayıcı miktarının ve d, e) nem miktarının etkisi
 b) c) d) e) Gaz geçirgenliğine a) Tane inceliğinin b) Tane şeklinin c) bağlayıcı miktarının ve d, e) nem miktarının etkisi.")
76
Nem Miktarı, Kalıp kumlarının içinde %1,5-8 arasında nem bulunur. Nemin görevi, kille beraber kuma plastiklik ve mukavemet özelliği kazandırmaktır. 2. Kil miktarı Bağlayıcı miktarı arttıkça geçirgenlik de azalacaktır. Taneler arası bağ ve tutunma arttıkça gaz geçirgenliği de azalacaktır 3. Tane inceliği ve Dağılımı Mukavemet üzerine etki eden faktörlerden bahsederken tane inceliğini tüm etkilerini detaylı olarak görmüştük. Bunlar dışında dikkat edilmesi gerekli çok önemli bir husus da döküm parçasını yüzey düzgünlüğüdür. Tane inceliği arttıkça daha düzgün yüzey elde edilecektir. Tane inceliği AFS standartlarına göre belirlenir ve AFS numarası (AFS no) olarak belirlenen tane inceliği birim inç karedeki elek sayısıdır. Dolayısıyla AFS numarası arttıkça daha ince taneli kum olduğu anlaşılır.
 olarak belirlenen tane inceliği birim inç karedeki elek sayısıdır. Dolayısıyla AFS numarası arttıkça daha ince taneli kum olduğu anlaşılır.")
77
KALIP KUMUNA YAPILAN İLAVELER
Bundan başka Kalıp kumuna çeşitli ilaveler de yapılır. Bu İlavelerin temel amacı daha önce yukarıda da listelediğimiz kalıp kumu özelliklerini geliştirmek, iyileştirmek amacıyla yapılır. Örneğin; Kuma ilave edilen; Silis tozu, sıcak mukavemeti arttırmak Demir oksit, sıcak mukavemeti arttırmak Fuel oil, akışkanlık ve plastiklik özelliğini arttırmak Mısır unu, yaş ve kuru mukavemeti arttırmak için kullanılır. Bundan başka, Pulverize kömür, döküm sıcaklığında kum tanelerinin çevresinde gaz filmi oluşturarak birbirine kaynaşmasını engeller böylelikle kumun yeniden kullanılabilmesini sağlar Odun talaşı, yüksek sıcaklıklarda yanarak kumun sıcak mukavemetini düşürür ve ısısal kararlılığını arttırır Grafit tozu, döküm yüzey kalitesini arttırmak için kullanılır çünkü yüksek yüzey gerilimi sayesinde sıvı metalin ıslatma özelliğini düşürür Perlit, alumina silikat minerali olan perlit sayesinde yüksek sıcakılık kararlılığı artar.

79
BAĞLAYICILAR Kum kalıplarda kullanılan bağlayıcılar cinsine göre iki ana gruba ayrılır: A) anorganik bağlayıcılar, B) organik bağlayıcılar Aynı zamanda mukavemet kazanma mekanizmasına göre 3 farklı sınıfta da incelenirler: 1) donma esnasında mukavemet kazananlar 2) oda sıcaklığında mukavemet kazananlar 3) ısıtma ile mukavemet kazananlar
 organik bağlayıcılar. Aynı zamanda mukavemet kazanma mekanizmasına göre 3 farklı sınıfta da incelenirler: 1) donma esnasında mukavemet kazananlar. 2) oda sıcaklığında mukavemet kazananlar. 3) ısıtma ile mukavemet kazananlar.")
80
A. Anorganik bağlayıcılar
Bentonit (%3-6): Kalıp kumlarında en çok kullanılan anorganik killerdir ve en tipik örneği bentonittir ve %85-90 oranlarında montmorillonit minerali içerir [(OH)4Al4Si8O20.nH2O] ve iyon değiştirme özelliğine sahip çok ince taneli plastik bir kildir. İyon değiştirme özelliğine göre Na-bentonit ve Ca-bentonit olarak iki sınıfta incelenir. CO2 (%3-4): Gaz sertleştiricili silikat yöntemidir. Yöntemde sodyum silikat (NaSiO4) ile bağlanan kum kalıptan CO2 gazı geçirilerek sertleştirme yapılır. Gaz-silikat reaksiyonu sonucu silisik asit hidrojeli oluşur pişirmeye gerek kalmadan bağlanma sağlanır.
: Kalıp kumlarında en çok kullanılan anorganik killerdir ve en tipik örneği bentonittir ve %85-90 oranlarında montmorillonit minerali içerir [(OH)4Al4Si8O20.nH2O] ve iyon değiştirme özelliğine sahip çok ince taneli plastik bir kildir. İyon değiştirme özelliğine göre Na-bentonit ve Ca-bentonit olarak iki sınıfta incelenir. CO2 (%3-4): Gaz sertleştiricili silikat yöntemidir. Yöntemde sodyum silikat (NaSiO4) ile bağlanan kum kalıptan CO2 gazı geçirilerek sertleştirme yapılır. Gaz-silikat reaksiyonu sonucu silisik asit hidrojeli oluşur pişirmeye gerek kalmadan bağlanma sağlanır.")
81
A. Anorganik bağlayıcılar
Toz Sertleştiricili sodyum silikat (%4-6): SiO2Na2O cam suyuna %4-6 civarında silisyum tozu, kalsiyum karbür, ferrosilis veya silikat bazlı tozlar ilave edilir ve kendi kendine katılaşmaya bırakılır. Sıvı sertleştiricili sodyum silikat (%3-4): Sertleştirici olarak organik esterler kullanılır. Önce ester, silikat ile reaksiyona girerek hidrolize olur. Daha sonra hidroliz sonucu ortaya çıkan asit silika hidrojel oluşturur ve bağlanmayı sağlar.
: SiO2Na2O cam suyuna %4-6 civarında silisyum tozu, kalsiyum karbür, ferrosilis veya silikat bazlı tozlar ilave edilir ve kendi kendine katılaşmaya bırakılır. Sıvı sertleştiricili sodyum silikat (%3-4): Sertleştirici olarak organik esterler kullanılır. Önce ester, silikat ile reaksiyona girerek hidrolize olur. Daha sonra hidroliz sonucu ortaya çıkan asit silika hidrojel oluşturur ve bağlanmayı sağlar.")
82
B. Organik Bağlayıcılar
Furan: Bağlayıcı olarak furfuril asit (C6H5O2) ile modifiye edilmiş üre (CO(NH2)2) formaldehid (CH2O) ve/veya fenol (C5H6OH) formaldehid bazlı reçineler kullanılır. Bu bağlayıcılar asit katalizör ile temas ettirildiklerinde yoğunlaşma mekanizması ile polimerizasyon başlar. Sertleşme esnasında polimer reçine filmi kuru kum tanelerini sararak birbirine bağlar. Soğuk kutu: Kumun iki ayrı bağlayıcı ile karıştırıldıktan sonra gaz katalizör ile pişirilmeksizin sertleştirildiği yöntemdir. Sertleşme hızı yüksektir. Bağlayıcı olarak aromatik hidrokarbür içerisinde eriyik olarak bulunan reçine ve izosiyanat kullanılır. Genellikle ağırlıkça %1 ve %1 şeklinde eşit oranlarda ilave edilirler.
 ile modifiye edilmiş üre (CO(NH2)2) formaldehid (CH2O) ve/veya fenol (C5H6OH) formaldehid bazlı reçineler kullanılır. Bu bağlayıcılar asit katalizör ile temas ettirildiklerinde yoğunlaşma mekanizması ile polimerizasyon başlar. Sertleşme esnasında polimer reçine filmi kuru kum tanelerini sararak birbirine bağlar. Soğuk kutu: Kumun iki ayrı bağlayıcı ile karıştırıldıktan sonra gaz katalizör ile pişirilmeksizin sertleştirildiği yöntemdir. Sertleşme hızı yüksektir. Bağlayıcı olarak aromatik hidrokarbür içerisinde eriyik olarak bulunan reçine ve izosiyanat kullanılır. Genellikle ağırlıkça %1 ve %1 şeklinde eşit oranlarda ilave edilirler.")
83
B. Organik Bağlayıcılar
Pep-set: Soğuk kutu yöntemine benzer ancak tek farkı sertleştirme işlemi için gaza ihtiyaç duyulmamasıdır. İki farklı reçinenin kum ile karıştırılması sonrası oda sıcaklığında havada sertleştirmenin sağlandığı yöntemdir. Genellikle birinci bağlayıcı polibenzenik eter fenolik reçine olup diğeri poliizosiyanat tır. Fascold: Özel olarak dizayn edilmiş Fascold makinalarında kum-sıvı katalizör ve kum- sıvı reçine ayrı ayrı hazırlanır. Bu karışımlar makina ağzında püskürtme yöntemiyle kalıba doldurulur ve karıştırılmış olunur. Oda sıcaklığında açık havada 1 dakika beklendikten sonra kalıp hazırlanmış olur. Alkid-yağ: Diğer adıyla yağ-üreten sistemi pişirmesiz kalıp hazırlama yöntemidir. Kum, sentetik yağ bağlayıcı ve kimyasal aktivatörler karıştırılır ve polimerizasyon sonucu havada sertleşme sağlanır ve kalıp hazırlanmış olur.

84
Mukavemet Kazanma Mekanizmasına göre:
1. Donma esnasında mukavemet kazanma: Örnek olarak su verilebilir. Nemlendirilmiş kum şekil verildikten sonra -18°C de dondurulur ve hemen kalıba yerleştirilip döküm yapılır. Genelde özel dökümlerde kullanılırlar. 2.Oda sıcaklığında mukavemet kazanma: Bir önce başlıkta verilen özel durum olan su dışında diğer var olan hemen hemen tüm organik veya anorganik bağlayıcılar oda sıcaklığında belirli bir süre beklendikten sonra jelleşme göstererek kalıp kumuna mukavemet kazandırırlar. 3.Isınma ile mukavemet kazanma: Bu gruba en iyi örnek yağlı maçalardır. Maça yağları kum ile karıştırıldığında sıvı durumda olup, ısı ile, yani pişirme sonucu taneleri birbirine bağlayan katı bir film haline gelir.

Benzer bir sunumlar






















 Kompozitler>")