Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
Metot Etütleri Montaj Hattı Zaman Etütleri
END 108 Endüstri Mühendisliğine Giriş

2
İçindekiler Metot Etüdü Montaj hattı düzeni Montaj hattı dengeleme
Zaman Etüdü

3
Metot Etüdü Bir işin nasıl yapıldığına odaklanır
İnsanların ve malzemenin hareketlerini, insanların ve makinelerin aktivitelerini inceler. Kullanılan şemalar Süreç şemaları İş akış şemaları Aktivite şemaları Sağ el - sol el şemaları At this point you may wish to ask students why methods analysis is important. Why do we not simply let the worker determine how the job is done? The next series of slide illustrates examples of various charts used in methods analysis.

4
Metot Etüdü Adımları Mevcut metodu videoya eksiksiz kaydet.
İşi elemanlarına ayır. Gerekli şemaları çiz. Katma değersiz elemanları tespit et. Yapılabilecek iyileştirmeleri planla. (YOKET, AZALT, BİRLEŞTİR) Uygulama öncesi iyileştirmeleri ilgili yönetici ve formen ile tartış. İyileştirmeleri uygulamaya al. Denemeleri takip et. Denemeler ve uygulamalar sonucu metodun son haline karar ver.
 Uygulama öncesi iyileştirmeleri ilgili yönetici ve formen ile tartış. İyileştirmeleri uygulamaya al. Denemeleri takip et. Denemeler ve uygulamalar sonucu metodun son haline karar ver.")
5
Metot Etüdü İnsan ve malzeme hareketleri (İş akış şemaları veya süreç şemaları) İnsan ve makine aktiviteleri (İş akış şemaları veya süreç şemaları) Vücut hareketleri (genellikle el-kol hareketleri) (Sağ el – Sol el şemaları)
 (Sağ el – Sol el şemaları)")
6
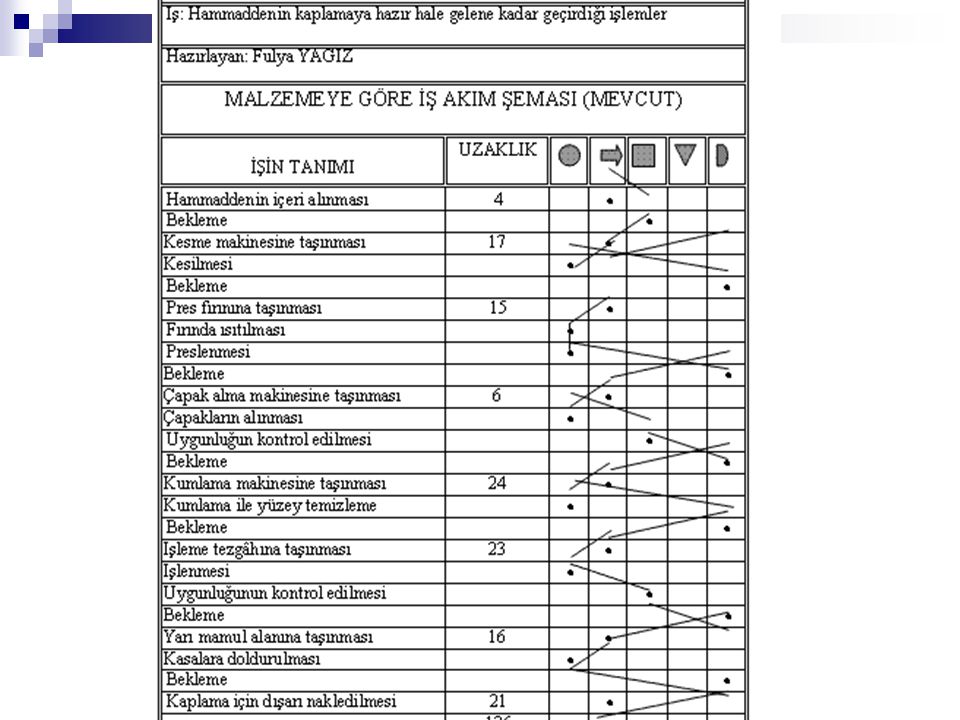
Süreç Şeması

8
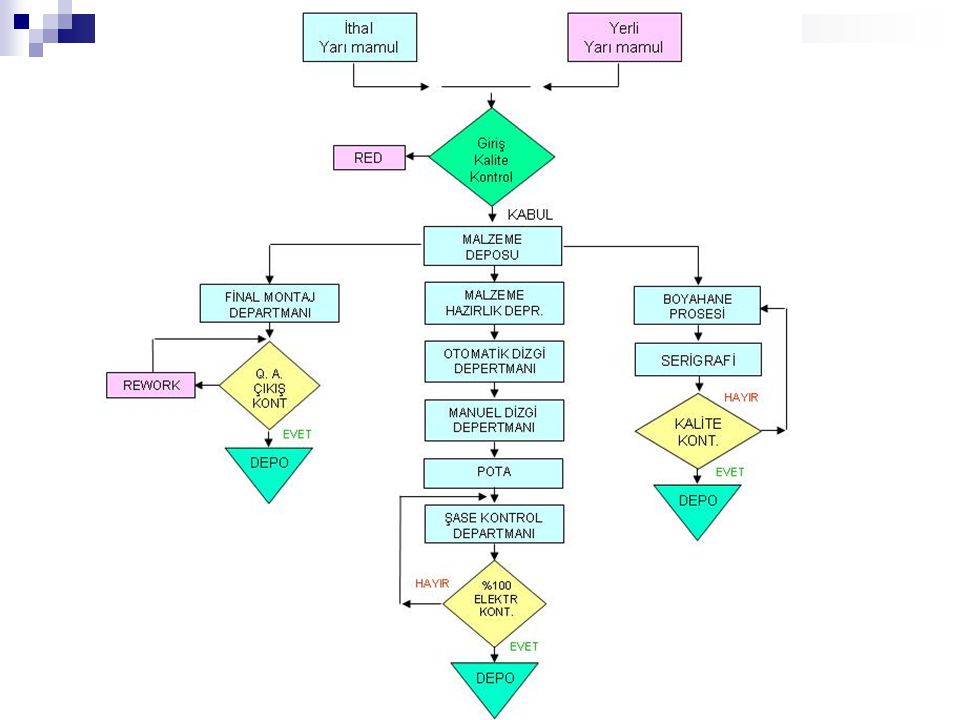
İş Akış Şeması

10
Sağ el – Sol el Şeması

11
Örnek Montaj Hattı: Ford (1913)
")
12
Örnek Montaj Hattı: Toyota

13
Örnek Montaj Hattı: LCD TV

14
İş İstasyonlarına Bölünmüş Montaj Hattı
İş istasyonu 1 3 İş istasyonu 4 5 2 İş istasyonu Yürüyen bant Ofisler Not: 5 işlem, 3 iş istasyonu

15
Montaj Hattı Düzeni

16
Montaj Hattı Dengeleme
Üretim hattının analizi İşlemlerin iş istasyonlarına dengeli şekilde atanması Amaçları Verimliliği artırmak İş istasyonu sayısını azaltmak

17
Montaj Hattı Dengeleme Adımları
1. İşlemleri belirle. 2. Sırasını belirle. 3. Öncelik diyagramı çiz. 4. İşlem zamanlarını tahmin et. Students should be walked through an example in class. One of the most useful examples is typically the student registration system. Students are familiar with it, they are able to estimate task time, and they are certainly impacted by the overall process,

18
Montaj Hattı Dengeleme Adımları
5. Çevrim süresini hesapla: Günlük üretim süresi / Günlük üretim miktarı 6. Teorik olarak minimum iş istasyonu sayısını hesapla: Toplam işlem süresi / Çevrim süresi 7. İş istasyonlarına işlemleri ata. Students should be aware that it is best to run balanced assembly lines - if they are not, then the need for balancing should be covered before discussing the process.

19
Montaj Hattı Dengeleme Denklemleri
Günlük Üretim Süresi Çevrim Süresi = Günlük Üretim Miktarı Minimum İş İstasyonu Sayısı İşlem süresi = Çevrim Süresi

20
Örnek: Öncelik Diyagramı
5 C 10 Dak. 11 3 7 3 A B F G I 4 D 12 11 E H

21
Örnek Günlük üretim: 40 adet Günlük üretim süresi: 480dakika
Çevrim süresi= 480/40=12dakika Toplam işlem süresi=66dakika Minimum iş istasyonu sayısı=66/12=5,5 iş istasyonu ~6 iş istasyonu

22
Örnek: İşlerin istasyonlara atanması
5 C 10 Dak. 11 3 7 3 A B F G I 4 D 12 11 E H

23
Zaman Etüdü Standart zaman
Her işin işçilik maliyetini hesaplayabilmek için İş üzerinde iyileştirmeler yapabilmek için Ne kadar iyileştirme yapıldığını hesaplayabilmek için o işin ne kadar sürede yapıldığını bilmek gerekir. Here it may be helpful to discuss why something, which often looks to students to be so simple, is really not. What problems does one encounter in doing a time study? Why factors make it more complex than it appears?

24
Zaman Etüdü Adımları İşi tanımla. İşi elemanlarına böl.
Kaç gözlem yapılması gerektiğine karar ver. Her elemanın yapılma sürelerini, tempo faktörlerini gözle kaydet. Her eleman için ortalama işlem süresini hesapla. It is sometimes helpful to actually walk students through a time study in the classroom. The task does not have to be complex - perhaps as simple as sharpening a pencil. Ask them to consider sources of variance as the task is performed on different pencils by different people. Students should also be asked how one determines the appropriate adjustments for unusual influences.

25
The Eight Steps to Conducting a Time Study - continued
6. Her elemanın normal süresini hesapla: Normal süre = (Ortalama işlem süresi) x (Tempo faktörü) 7. İşin toplam normal süresini bulmak için elemanların normal sürelerini topla. 8. Toleransı belirle 9. Standart zamanı hesapla: At this point in the process, students should be asked to determine the appropriate waiting factor and allowances. How does one determine the rating factor for a particular worker? What allowances are appropriate in a given situation, and how long should they be? Standart zaman = Toplam normal süre 1- Tolerans faktörü
 x (Tempo faktörü) 7. İşin toplam normal süresini bulmak için elemanların normal sürelerini topla. 8. Toleransı belirle. 9. Standart zamanı hesapla: At this point in the process, students should be asked to determine the appropriate waiting factor and allowances. How does one determine the rating factor for a particular worker What allowances are appropriate in a given situation, and how long should they be Standart zaman = Toplam normal süre. 1- Tolerans faktörü.")
26
Toleranslar Kişisel zaman toleransı – 4% - 7% - (çay ve ihtiyaç molası) Yorulma toleransı – fiziksel, zihinsel yorulma: Gürültü seviyesi, sıcaklık, nem, işin zorluğu, dikkat gerektirmesi vb.ne göre değişir, 3%-20% Some thoughts on allowances.

27
Zaman Etüdü Denklemleri
Ölçüm süresi Ortalama işlem süresi = Ölçüm adedi Normal süre = Ortalama işlem süresi * Tempo faktörü Toplam normal süre Standart zaman = If you have actually conducted a time study in the classroom, you should demonstrate the use of these equations. 1 – Tolerans faktörü

28
Örnek Gözlemler (dakika) İş Elemanı 1 2 3 4 5 Tempo (%)
Mektubu yaz (A) 8 10 9 21* 11 120 Zarfın üzerine adres yaz (B) 105 Mektubu zarfa yerleştir, zarfı kapat, pul yapıştır (C) 5* 110
 * Zarfın üzerine adres yaz (B) 105. Mektubu zarfa yerleştir, zarfı kapat, pul yapıştır (C) 5* 110.")
29
Toplam normal süre= 11,4+2,31+1,65= 15,36 dak.
Eleman Ortalama Süre (dak.) Normal Süre (dak.) A 9,5 9,5*1,2= 11,4 B 2,2 2,2*1,05= 2,31 C 1,5 1,5*1,1= 1,65 Toplam normal süre= 11,4+2,31+1,65= 15,36 dak. Standart zaman=15,36/(1- Tolerans) =15,36/(1-0,15) =18,07 dakika
 Normal Süre (dak.) A. 9,5. 9,5*1,2= 11,4. B. 2,2. 2,2*1,05= 2,31. C. 1,5. 1,5*1,1= 1,65. Toplam normal süre= 11,4+2,31+1,65= 15,36 dak. Standart zaman=15,36/(1- Tolerans) =15,36/(1-0,15) =18,07 dakika.")
30
Uygulama

Benzer bir sunumlar

 _İş Ölçümü ve Önemi>")

















