Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
KUMPASLAR

2
Kumpaslar uzunluk ölçmelerde, dış çap, iç çap, derinlik ve kanal ölçmelerde kullanılır
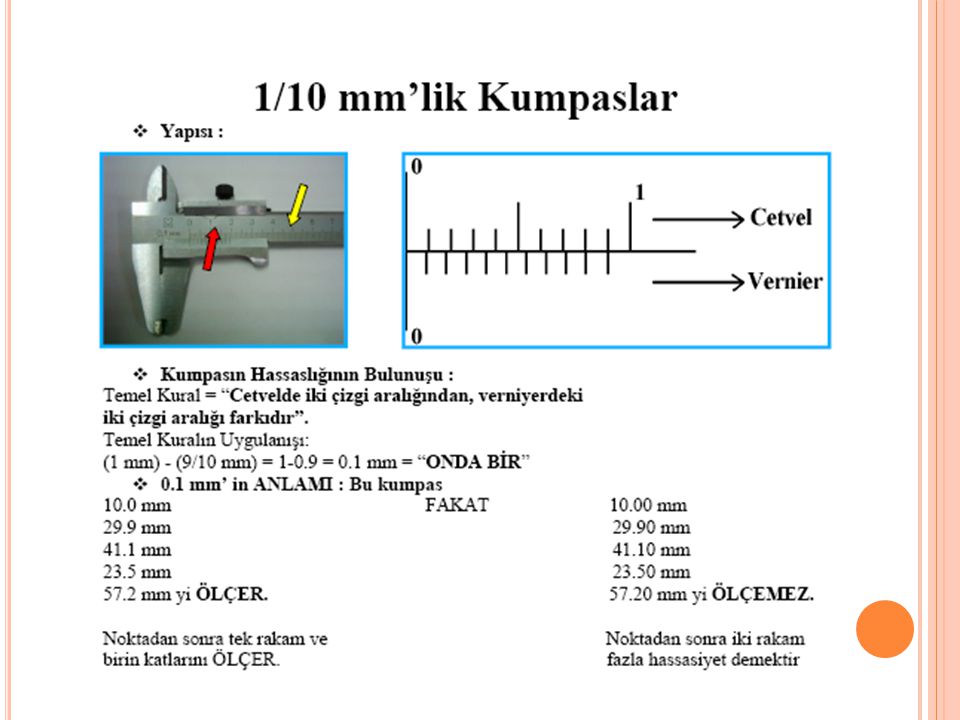
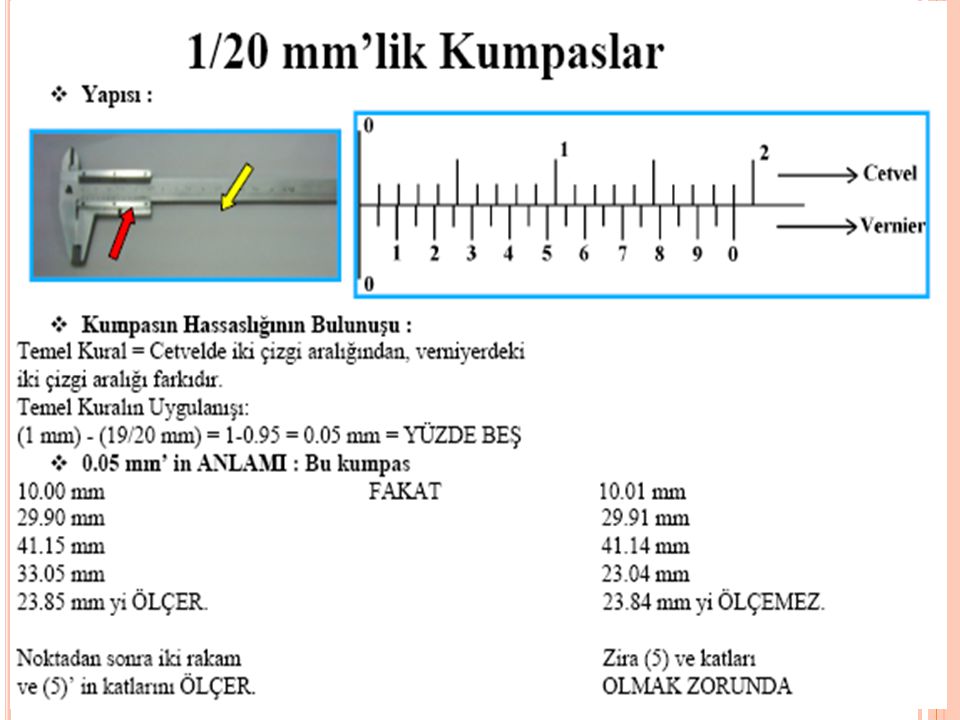
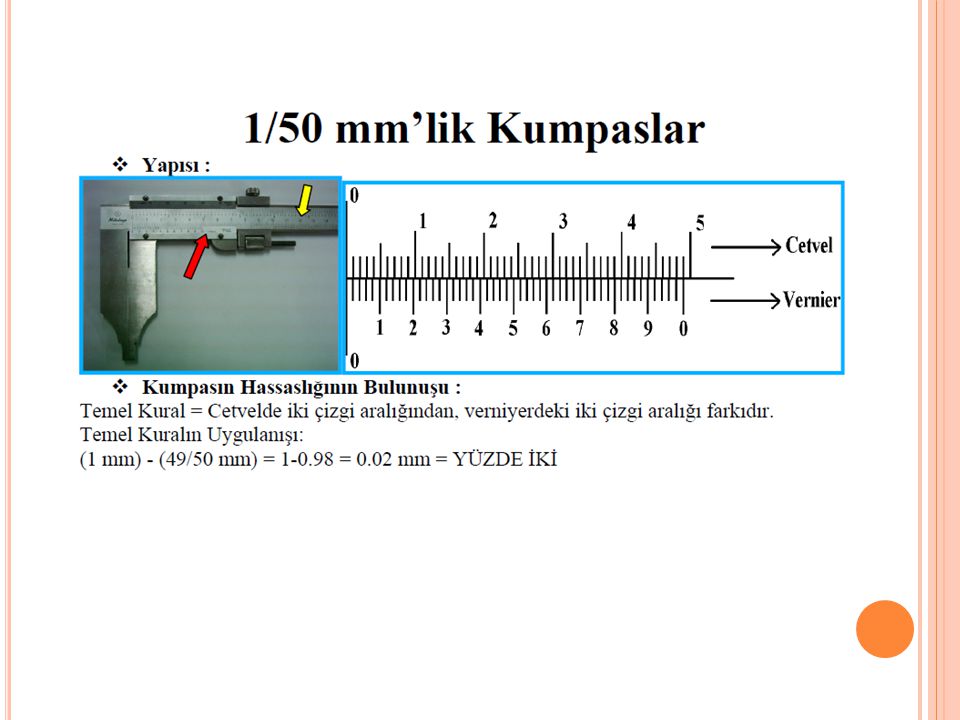
Kumpaslar paslanmaz çelikten yapılmış olup cetvel ve verniyer (Sürgü) gibi iki esas parçadan meydana gelir. Kumpaslar genellikle 1/10, 1/20, 1/50 hassasiyette yapılır.
 gibi iki esas parçadan meydana gelir. Kumpaslar genellikle 1/10, 1/20, 1/50 hassasiyette yapılır.")
3
Sabit çene cetveli, hareketli çene ise verniyer kısmını oluşturur.

4
Verniyer Bölüntülü Sürmeli Kumpas: Metrik ve inc (Parmak) sisteme göre ölçme yapabilen kumpaslardır.
Modellerin uzunluklarını, iç ve dış çapların ölçülmesinde kullanılan ölçü ve kontrol aletidir.

5
Derinlik Kumpası: Modelleme üzerindeki delikleri, kanalları, kademeleri ve derinlikleri ölçmek için yapılmış kumpaslardır. Bu kumpasların ölçü cetveli ile sürgü üzerindeki bölüntüleri sürmeli kumpasların aynısıdır. Cetvel kısmı çelikten yapılmıştır

6
Modül Kumpası: Modülü bilinmeyen dişli çarkların modellemelerinin modüllerinin modüllerinin bulunması veya modülü bilindiği halde modellemenin, dış genişlik değerlerinin kontrol edilmesinde kullanılan kontrol ve ölçü aletidir.

7
Saatli Kumpaslar: Sürmeli kumpaslardan tek farkı, sürgü üzerindeki verniyer taksimatı yerine bir saatin yerleştirilmiş olmasıdır. Kumpasın cetvel bölüntüleri, milimetrik veya parmak ölçü bölüntülü olarak hazırlanır. Ölçü cetvel bölüntüsü hangi ölçü sistemine göre hazırlanmış ise saatlerde o ölçü sistemine uygun hazırlanır. Parmak ölçü sistemine uygun 0,001″ hassasiyetinde saatli kumpaslarda mevcuttur. Saatli kumpaslarda ölçü, verniyer yerine, saat şeklinde bir ekrandan okunmaktadır. Böylece verniyerli kumpaslarda çok sık yapılan ölçü okuma hataları ortadan kalkmıştır.

9
Dijital Kumpaslar: Bu kumpasın dijital ekranı çok küçük bir pil ile elektronik olarak çalışır. Modelleme üzerinde ölçülen değer doğrudan doğruya ekran üzerinden okunur. Kumpasın çenelerine fazla bastırılmadıkça ölçüleri hatalı göstermez. Bu kumpaslarda hem milimetrik ve hem de parmak sisteme göre ölçüm yapmak mümkündür. Parmak düğmesine basınca göstergeye gelen ölçü parmak olur. Bu kumpasların hassasiyeti 1/100 mm,1/1000 ve 0,0005″ hassasiyetlerindedir

11
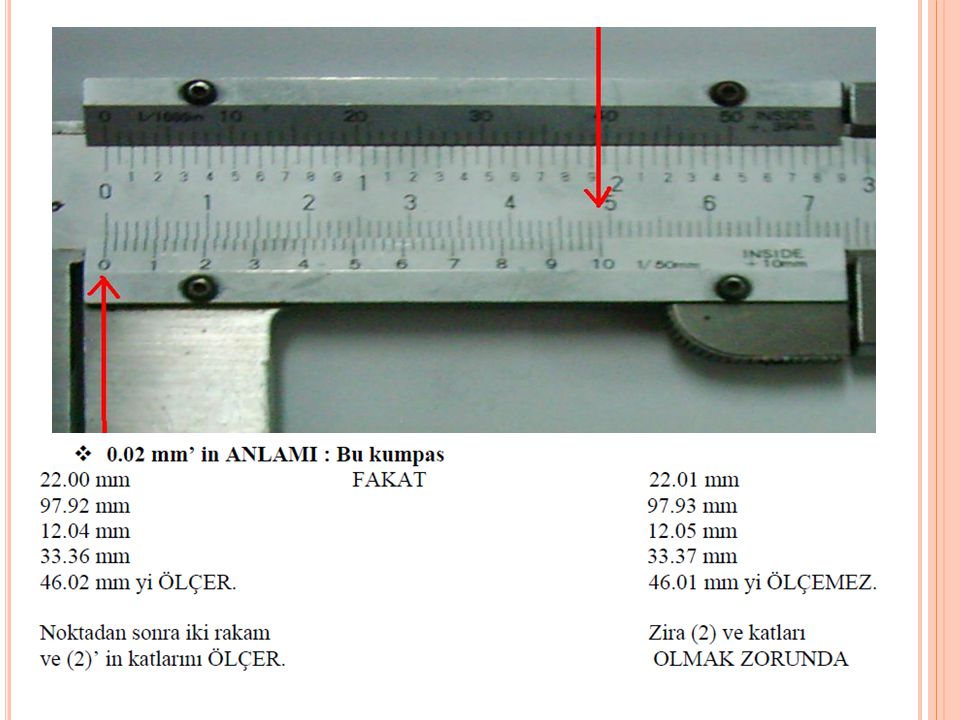
1/10mm, 1/20mm, 1/50mm’lik 1/32” 1/64” 1/128” 1/192” 1/1000”
Kumpaslar mm ve inç ölçü sistemine uygun olarak imal edilirler 1/10mm, 1/20mm, 1/50mm’lik 1/32” 1/64” 1/128” 1/192” 1/1000”

13
Verniyerin ‘0’ (sıfır) çizgisi cetveldeki 7. çizgi ile çakışmıştır
Verniyerin ‘0’ (sıfır) çizgisi cetveldeki 7. çizgi ile çakışmıştır. Buna göre okunan ölçü 7 mm ve 8 mm arasındaki ondalık ölçüleridir. Verniyerin çakışan çizgisinin kaçıncı çizgi olduğu tespit edilir ve ondalıklı değer okunur. Üstteki örnekte verniyer bölüntüsünün 10. çizgisi çakıştığı için buna göre ölçülen değer: 7 mm’dir.
 çizgisi cetveldeki 7. çizgi ile çakışmıştır. Buna göre okunan ölçü 7 mm ve 8 mm arasındaki ondalık ölçüleridir. Verniyerin çakışan çizgisinin kaçıncı çizgi olduğu tespit edilir ve ondalıklı değer okunur. Üstteki örnekte verniyer bölüntüsünün 10. çizgisi çakıştığı için buna göre ölçülen değer: 7 mm’dir.")
14
Verniyerin ‘0’ (Sıfır) çizgisi cetvel üzerinde 62 mm’yi geçmiştir
Verniyerin ‘0’ (Sıfır) çizgisi cetvel üzerinde 62 mm’yi geçmiştir. (62 mm Verniyerin 4. çizgisi cetvel üzerindeki herhangi bir çizgi ile tam çakışmıştır. (4*0.1=0.4 mm) Buna göre ölçülen değer; ,4 = 62.4 mm’dir.
 çizgisi cetvel üzerinde 62 mm’yi geçmiştir. (62 mm. Verniyerin 4. çizgisi cetvel üzerindeki herhangi bir çizgi ile tam çakışmıştır. (4*0.1=0.4 mm) Buna göre ölçülen değer; ,4 = 62.4 mm’dir.")
15
Uygulama Hassasiyet 1/10 (0.1) Cetvel 27.0 mm verniyel 0.5 mm (0.1x5)
Ölçü=cetvel+verniyel Ölçü= Ölçü=27.5 mm

16
Uygulama Hassasiyet 1/10 (0.1) Cetvel 39.0 mm verniyel 0.5 mm (0.1x5)
Ölçü=cetvel+verniyel Ölçü= Ölçü=39.5 mm

17
Uygulama Hassasiyet 1/10 (0.1) Cetvel 13.0 mm verniyel 0.6 mm (0.1x6)
Ölçü=cetvel+verniyel Ölçü= Ölçü=13.6 mm

18
1/10 mm’lik KUMPAS UYGULAMALARI

19
1/10 mm’lik Kumpas Uygulamaları
(1)
")
20
1/10 mm’lik Kumpas Uygulamaları
(2)
")
21
1/10 mm’lik Kumpas Uygulamaları
(3)
")
23
Uygulama Hassasiyet 1/20 (0.05) cetvel 30.0 mm
Verniyel 0.45 mm (0.05x9) Ölçü=cetvel+verniyel Ölçü= Ölçü=30.45 mm
 Ölçü=cetvel+verniyel. Ölçü= Ölçü=30.45 mm.")
24
Uygulama Hassasiyet 1/20 (0.05) cetvel 19.0 mm
verniyel 0.4 mm (0.05x8) Ölçü=cetvel+verniyel Ölçü= Ölçü=19.8 mm
 Ölçü=cetvel+verniyel. Ölçü= Ölçü=19.8 mm.")
25
1/20 mm’lik KUMPAS UYGULAMALARI

26
1/20 mm’lik Kumpas Uygulamaları
(1)
")
27
1/20 mm’lik Kumpas Uygulamaları
(2)
")
30
Hassasiyet 1/50 (0.02) Cetvel mm Verniyel 0.74 mm (0.02x37) Ölçü=cetvel+verniyel Ölçü= Ölçü=18.74 mm

31
1/50 mm’lik KUMPAS UYGULAMALARI

32
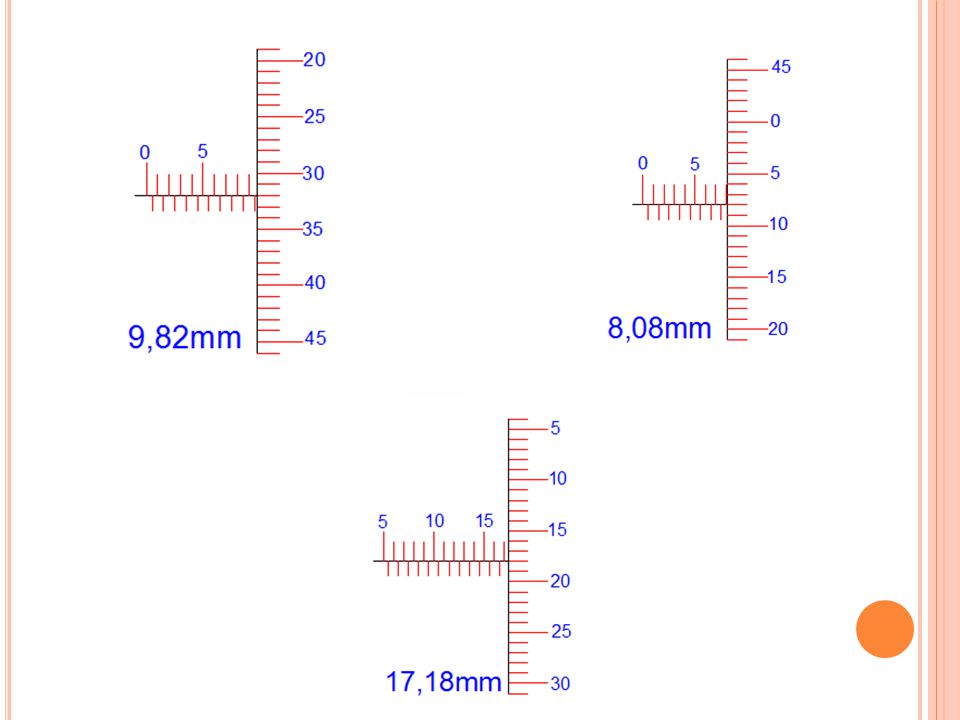
1/50 mm’lik Kumpas Uygulamaları
(1)
")
33
1/50 mm’lik Kumpas Uygulamaları
(2)
")
34
1/50 mm’lik Kumpas Uygulamaları
(3)
")
35
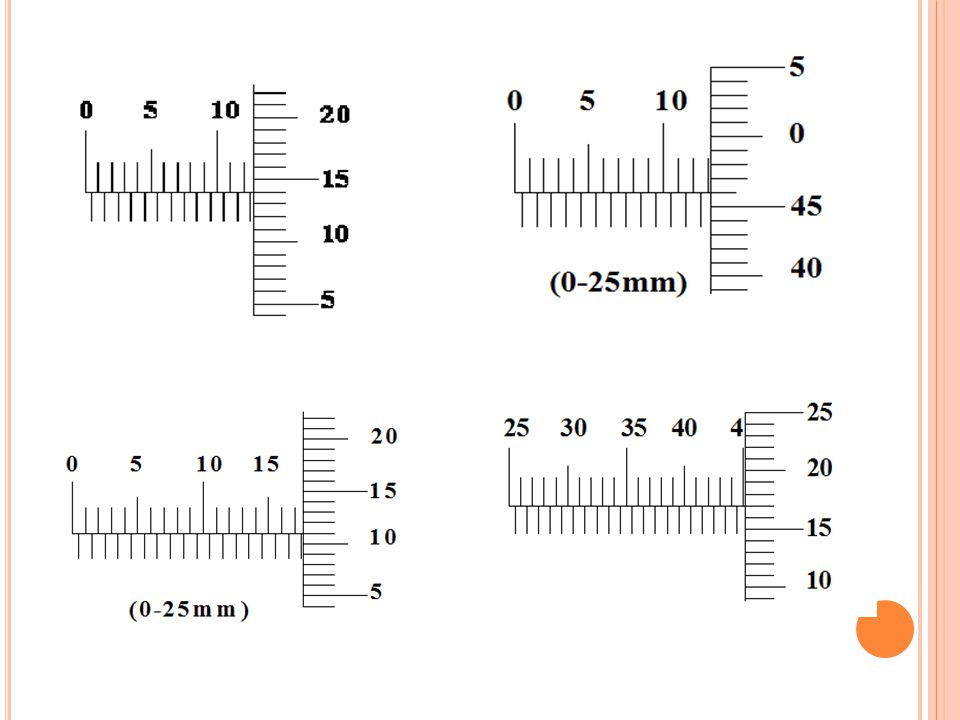
1/50 mm’lik Kumpas Uygulamaları
(4)
")
36
MİKROMETRELER

37
Teknoloji geliştikçe yapılan işlerin hassasiyetleri de artmaktadır.
Kumpasların ölçüm hassasiyetlerinin yetmediği işler için daha hassas ve daha sağlıklı ölçme yapabilmek maksadıyla mikrometreler kullanılır. Mekanik kumandalı vida-somun sistemine göre çalışan, ölçü tamlığının sürmeli kumpaslara göre daha hassas olduğu, 0,01mm – 0,001mm’ye kadar ölçü tamlığı sağlayan hassas ölçü aletleridir. Parmak mikrometrelerde ise ölçme tamlığı 0,001 – 0,0001 inç’tir.

38
Mikrometreler U biçiminde çelik gövde, gövdenin bir ucunda sabit çene diğer ucunda kovan, kovan içinde ayarlı somun, somun içinde hareket eden vidalı ölçü mili ve buna bağlı tambur bulunur.

39
Bir mikrometrenin minimum ve maksimum ölçü aralığı vardır.
Mikrometrelerde birbirinden farklı ölçme alanları oluşturulmuştur. En küçük ölçme alanı 0 – 25 mm olup 25 ‘er mm’lik ölçme aralıklarıyla 500 mm’lik çaplara kadar ölçüm yapılabilir Parmak cinsinden ölçme yapan mikrometrelerin ölçme alanları da 0–1” , 1”-2” , 2”-3” olarak 1” lık ölçme aralıklarıyla devam eder.

40
Bir ölçme seti olarak hazırlanan mikrometreler 0–25 mm, 25–50 mm, 50–75 mm, 75–100 mm ve 100–125 mm ölçme aralıklı olarak bulunur.

41
Mikrometrelerde ölçme baskısı cırcır denilen bir vida yardımı ile sağlanır.
Mikrometre ile ölçülecek iş parçasına sabit çene ile hareketli çenenin yapacağı baskı, ölçmeyi etkileyen faktörlerden birisidir. Bu baskının 250 gram olmasını sağlayacak şekilde hazırlanmış bir yay cırcırın altına yerleştirilmiştir. Mikrometrenin ölçme çenelerinin uçları iş parçasına temas ettikten sonra cırcır vidası ses çıkarana kadar döndürülür. Cırcır vidası ses çıkarmaya başladığı an ölçme baskısı 250 grama ulaşmış demektir.

42
Ölçümlerine Göre Mikrometre Çeşitleri
I-Ölçü sistemlerine Göre A)Metrik Mikrometreler mm’ lik Mikrometreler mm’ lik Mikrometreler B)İnç (Parmak) Mikrometreler 1-1/1000 inç’lik mikrometreler 2-1/10000 inç’lik mikrometreler II-Kullanma Alanlarına Göre 1-Dış çap Mikrometreleri 2-İç çap Mikrometreleri 3-Derinlik Mikrometreleri 4-Modül Mikrometreleri 5-Vida Mikrometreleri 6-Özel Mikrometreler
Metrik Mikrometreler mm’ lik Mikrometreler mm’ lik Mikrometreler. B)İnç (Parmak) Mikrometreler. 1-1/1000 inç’lik mikrometreler. 2-1/10000 inç’lik mikrometreler. II-Kullanma Alanlarına Göre. 1-Dış çap Mikrometreleri. 2-İç çap Mikrometreleri. 3-Derinlik Mikrometreleri. 4-Modül Mikrometreleri. 5-Vida Mikrometreleri. 6-Özel Mikrometreler.")
43
METRİK MİKROMETRELER Mikrometrelerde bulunan tek ağızlı üçgen profilli vidanın adımı 0,5 mm. veya bazılarında 1 mm. dir. Metrik mikrometrelerin ölçme hassasiyeti 0.01 mm. ve mm. dir.

44
0.01 mm. Hassasiyetinde Mikrometrelerin Okunması
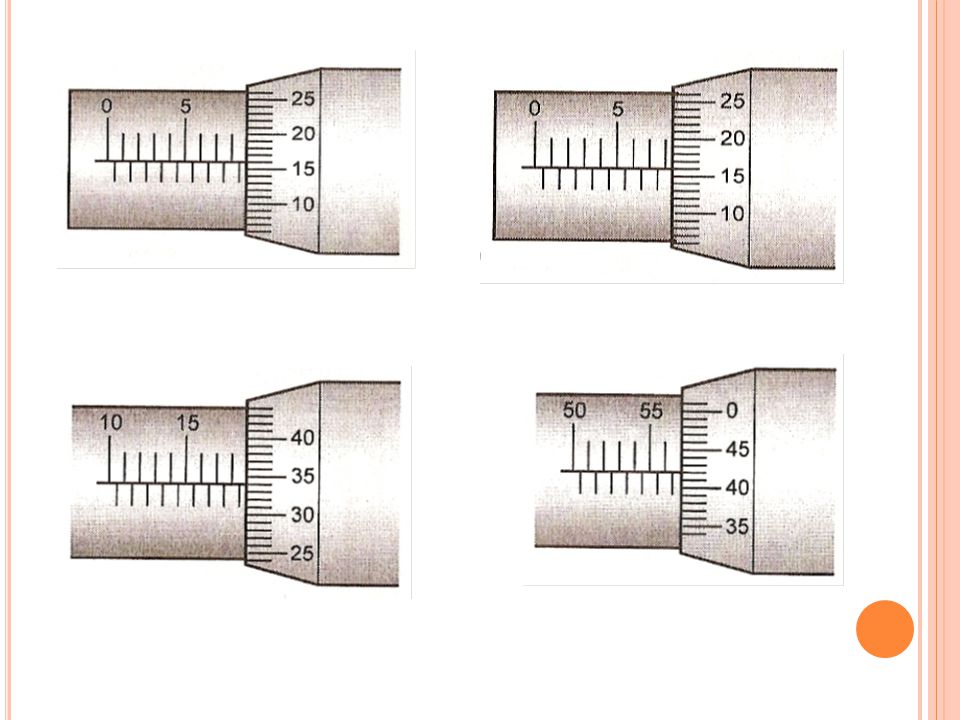
Mikrometre ile ölçmeye başlamadan önce; mikrometrenin doğru tutulması, ölçme baskısının fazla olmaması, ölçülecek parçanın temiz olması ve iş parçasına uygun ölçme aralığında olan mikrometrenin seçilmiş olması gerekir. Önce kovan üzerindeki bölüntü çizgilerinden tambur kenarını geçtiği son çizgi yani 7.5 mm. okunur. Tambur çevresindeki 33.çizgi, kovan yatay çizgisi ile çakışık olduğundan 0.33 mm. de tambur üzerinden okunur. Kovan ve tambur üzerinden okunan bu iki ölçü toplandığında, mikrometre çenelerinin gösterdiği ölçü değeri okunmuş olur. = 7.83 mm. okunan değerdir.

45
Yandaki şekilde ise, mikrometrenin pahlı tambur kenarı, kovan üzerindeki 9 mm. ölçüsünü geçmiş ve tambur çevresindeki 42. Bölüntü çizgisi de kovan yatay çizgisi ile çakışmıştır. Buna göre mikrometrenin çeneleri arasında gösterdiği ölçü değeri: = 9.42 mm. olmaktadır.

46
Uygulamalar…

Benzer bir sunumlar


 ÖLÇÜLERİ>")









 Aşağıdaki şekillerden hangisi karedir? AB C D.>")







