Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
Sınıflama ve Ayırma Makinaları
Maddeler doğada genellikle karışım halinde bulunurlar. Bir karışımdaki ögelerin birbirlerinden ayrılması için çeşitli işlemler uygulanır. Bu işlemleri iki ana grupta toplayabiliriz: Faz değişimlerini veya bir fazdan diğer faza kitle aktarımını kapsayan “diffüzyonel” işlemler Katı parçacıkların ve sıvı damlaların ayrılmasını kapsayan “mekanik ayırım” işlemler

2
Gıda Endüstrisindeki fazların karışımları
Katı-katı veya Katı-yarı katı Sıvı-katı veya Sıvı-yarı katı Sıvı-sıvı veya Sıvı-yarı sıvı Gaz-katı Gaz-sıvı Olabilir.

3
Karışımların birbirinden ayrılmasında
Aşağıdaki başlıca iki ana ilke ve bu ilkelere dayalı yöntem ve makinalar kullanılır: Aynı veya farklı fazdaki karışımlarda bir fazın tutularak diğerinin geçmesine izin veren elek, süzgeç, filtre, membran, filtre keki ve benzeri mekanik aletlerden yararlanmak Sıvı faz içindeki sıvı ya da katı, farklı fazların çökelme (sedimentasyon) hızları arasındaki farklılık esasına dayalı aletlerden yararlanmak
 hızları arasındaki farklılık esasına dayalı aletlerden yararlanmak.")
4
Sınıflama İlkeleri Katı ya da yarı katı bireysel tanecikler Şekil,
Büyüklük, Yoğunluk nitelikleri ile tanımlanırlar.

5
Şekil Faktörü Bir bireysel taneciğin şekli taneciğin büyüklüğünden bağımsız bir “şekil faktörü” (λ) ile tanımlanır. Şekil faktörü (λ), çap ve uzunluk boyutları eşit olan küp, küre ve silindir için 1’ dir. Düzgün olmayan tanecikler için şekil faktörünün değeri 1’den büyüktür.
, çap ve uzunluk boyutları eşit olan küp, küre ve silindir için 1’ dir. Düzgün olmayan tanecikler için şekil faktörünün değeri 1’den büyüktür.")
6
Şekil Faktörü Vp = a Dp3 Sp = 6bDp2
Herhangi bir taneciğin şekline bağlı geometrik sabit hacimsel şekil faktörü (a) ve kalınlık veya yüzeysel şekil faktörü (b) ise taneciğin hacmi ve yüzey alanı aşağıdaki gibi gösterilebilir: Vp = a Dp3 Sp = 6bDp2 b/a = λ olduğuna göre, taneciğin hacminin yüzey alanına oranı
 ve kalınlık veya yüzeysel şekil faktörü (b) ise taneciğin hacmi ve yüzey alanı aşağıdaki gibi gösterilebilir: Vp = a Dp3. Sp = 6bDp2. b/a = λ olduğuna göre, taneciğin hacminin yüzey alanına oranı.")
7
Büyüklük Faktörü Genelde, boyutları eşit olan tanecikler için çap boyutu gruplandırılabilir. Örneğin, bir boyutu diğerine göre daha uzun olan tanecikler çoğunlukla “ikinci en uzun boyut”u ile tanımlanırlar. Bir diğer deyişle, “iğnemsi” taneciklerde (Dp), taneciğin uzunluğu değil en geniş kalınlığını simgeler. Tanecik büyüklüğünü tanımlamanın bir diğer yöntemi, “eşdeğer çap” (Dp,e) kavramıdır.
, taneciğin uzunluğu değil en geniş kalınlığını simgeler. Tanecik büyüklüğünü tanımlamanın bir diğer yöntemi, eşdeğer çap (Dp,e) kavramıdır.")
8
Büyüklük Faktörü Kürenin eşdeğer çapı, yüzeyinin hacmine oranına eşittir. Taneciklerin büyüklükleri farklı birimler ile tanımlanır. İri tanecikler için “mm”, küçük tanecikler için elek ve süzgeçlerde kullanılan “örgü” birimi, çok küçük tanecikler için “mikron” ya da “milimikron” ve aşırı (ultra) küçük olanlar için de “birim kütle alanı” (m2/g) kullanılır
 küçük olanlar için de birim kütle alanı (m2/g) kullanılır.")
9
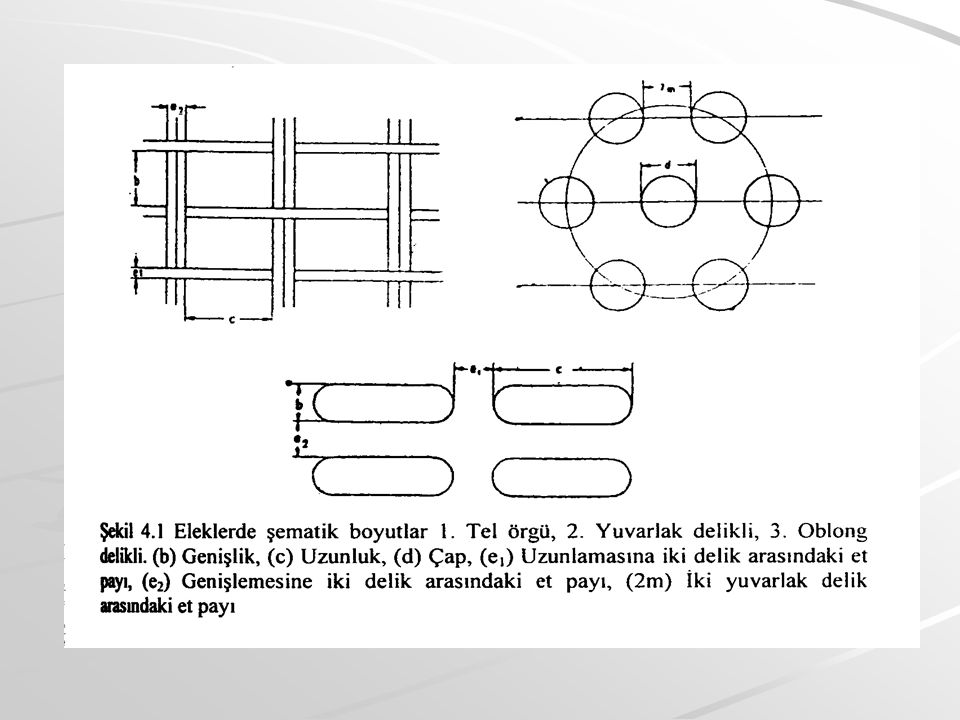
Elekler Tane ve taneciklerin büyüklüklerine göre fraksiyonlara ayrılmasında tel örgü (dokuma) elekler ile yuvarlak ve oblong delikli elekler kullanılır. Elekler, fraksiyonlara ayrılacak karışımların cinsine ve büyüklük faktörüne göre numaralanırlar. Numaralama yöntemi çeşitlidir. Genellikle tel örgü eleklerdeki birim uzunluktaki delik sayısı, bir inç’teki ya da 100 mm deki delik sayısı, yuvarlak delikli eleklerde delik çapı ve oblong delikli eleklerde de delik genişliği ile gösterilir.
 elekler ile yuvarlak ve oblong delikli elekler kullanılır. Elekler, fraksiyonlara ayrılacak karışımların cinsine ve büyüklük faktörüne göre numaralanırlar. Numaralama yöntemi çeşitlidir. Genellikle tel örgü eleklerdeki birim uzunluktaki delik sayısı, bir inç’teki ya da 100 mm deki delik sayısı, yuvarlak delikli eleklerde delik çapı ve oblong delikli eleklerde de delik genişliği ile gösterilir.")
11
Endüstride kullanılan elekler
Endüstride tane ya da taneciklerin büyüklüklerini ölçen standart test elekleri kullanılır. Test eleklerinde aralıklar (delikler), genelde μ (mikron) arasındaki seriyi kapsar. Aralıklar ve tel et kalınlıkları çok hassas standardize edilmiştir. Örgü aralıkları kare biçimindedir.
, genelde μ (mikron) arasındaki seriyi kapsar. Aralıklar ve tel et kalınlıkları çok hassas standardize edilmiştir. Örgü aralıkları kare biçimindedir.")
12
Elek Analizi Standart test elekleri serisi, en dar örgülü olan elek en alta ve en geniş örgülü olan elek ise en üste gelecek şekilde aralıklı olarak üst üste yerleştirilir. Karışım örneği en üstteki eleğin üzerine konur. Elek kümesi belirli bir süre çalkalanır. Örgüsü en dar olan en alttaki eleğin altına geçen taneler bir kapta toplanır. Her elek üzerinde tutulan tanecik grupları alınarak ayrı ayrı tartılır. Her eleğin tuttuğu bireysel taneler, kütle fraksiyonuna veya toplam örneğin kütle oranına çevrilir.

13
1.Differansiyel elek analizi
Elek analizi sonuçları, her eleğin tuttuğu fraksiyonu gösterecek şekilde bir cetvel düzenlenir. Testte kullanılan standart eleklerin elek serisinin belirlenmesi için iki numaraya gerek vardır. Örneğin 14/20 gibi. Numaraların ilki fraksiyonu alt tarafa geçiren eleği, ikincisi de fraksiyonu üzerinde tutan eleği belirlemektedir. Bu şekilde yapılan analize “diferansiyel analiz” denir.

14
Diferansiyel elek analizi
Örgü ΔΦn Dpn 4/6 6/8 8/10 10/14 14/20 20/28 28/35 0.0251 0.1250 0.3207 0.2570 0.1590 0.0538 0.0210 0.3327 0.2362 0.1651 0.1168 0.0833 0.0589 0.0417 35/48 48/65 65/100 100/150 150/200 Kap 0.0102 0.0077 0.0058 0.0041 0.0032 0.0075 0.0295 0.0208 0.0147 0.0104 0.0074 (ΔΦn), (n) seri numaralı elek üzerinde tutulan kütle fraksiyonunu gösterir. (Dpn), (n) nolu elek aralığına eşit tanecik çapını simgeler.
, (n) seri numaralı elek üzerinde tutulan kütle fraksiyonunu gösterir. (Dpn), (n) nolu elek aralığına eşit tanecik çapını simgeler.")
15
2.Kümülatif analiz İkinci tip elek analizi “kümülatif analiz ”dir.
Diferansiyel analizde elde edilen değerlerin kümülatif olarak toplanmasıyla elde edilir. Bireysel diferansiyel fraksiyon değerleri, en üstten başlayarak bir sonraki ile kümülatif olarak toplanır ve bir sonraki elek numarası karşısına bir cetvel oluşturacak şekilde yazılır.

16
Kümülatif analiz Örgü Dp Φ 4 6 8 10 14 20 28 0.4699 0.3327 0.2362
0.1651 0.1168 0.0833 0.0589 0.0251 0.1501 0.4708 0.7278 0.8869 0.9406 35 48 65 100 150 200 Kap 0.0417 0.0295 0.0208 0.0147 0.0104 0.0074 0.9616 0.9718 0.9795 0.9853 0.9894 0.9925 1.0000 (Dp) (n) seri nolu eleğin örgü boyutudur. (Φ) ise (Dp)’den daha büyük boyuttaki taneciklerden oluşan kütle fraksiyonunun miktarıdır.
 (n) seri nolu eleğin örgü boyutudur. (Φ) ise (Dp)’den daha büyük boyuttaki taneciklerden oluşan kütle fraksiyonunun miktarıdır.")
17
Elekli Sistemler ve Sınıflama Makinaları
Gıda endüstrisinde elekli düzenlerin uygulaması genellikle hububat ürünleri işletmelerinde ve meyve-sebze işleme endüstrisi dalında yaygındır. Meyve ve sebzelerde taş-toprak, toz ve çamurların yıkama işlemi ile temizlenebilmesine karşın, hububat ürünleri endüstrisinin ana hammaddesi olan buğday, arpa, mısır ve benzeri tahılların taş-toprak ve yabancı tohumlarından temizlenmesi ya da ayrılması için elek sistemleri ve pnömatik düzenler tercih edilir. Meyve-sebze için elekli düzenler “sınıflama makinaları” terimiyle anılırlar.

18
Gıda endüstrisinde kullanılanlar elekler
Düz elekler Silindirik elekler En yaygın olanları, silindirik eleklerdir.

19
Elek sistemleri Elek sistemlerinin en basiti, metal çubukların belirli aralıklarla yan yana getirilmesiyle oluşturulmuş bir ızgara düzenidir. Belli bir eğimle yerleştirilmiş olan ızgaranın üst ucundan yapılan besleme ile ürün alt uca doğru iner. Çubuk ızgara aralıklarından geçemeyen iri parçalar eleğin çıkış ucundan alınır. Bu makinalar daha çok domates, elma ve benzeri büyüklükteki meyve ve sebzelere çok uygundurlar.

21
Düz elekli düzenler Düz elekli düzenlerde delik aralığı en büyük olan elek, düzenin en üstünde ya da en altında olabilir. Ancak genelde, daha kaliteli sayılan küçük boyuttaki ürünün elekte uzun süre kalarak hırpalanmaması için düzene girişte küçük delikli, çıkışa ise büyük delikli elekler yerleştirilmiştir. Eleklere belirli bir eğim ve titreşim (vibrasyon) verilerek sürenin kısaltılması ve ayırımın kolaylaşması sağlanmıştır.
 verilerek sürenin kısaltılması ve ayırımın kolaylaşması sağlanmıştır.")
23
Silindirik elekli düzenler
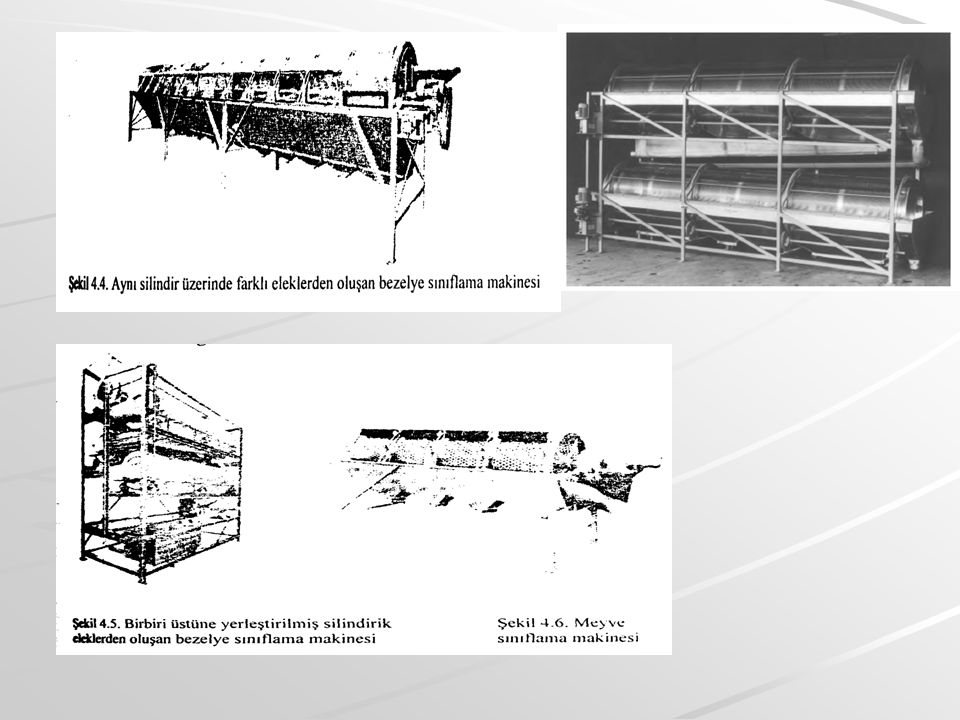
Silindir şeklindeki elekli sınıflama düzenlerinde hammadde, silindirin dönüşü ile değişik çaplı deliklerden geçerek iriliklerine göre alt tarafta gruplanır. Ürünün, belli eğimle duran silindiri bir anda aşarak öteki uca ulaşmasını önlemek üzere silindir içerisine bir helezon konulmuştur. Ürün böylece her bölmede zorunlu olarak bir süre kaldığından sınıflamada etkinlik sağlanır.

24
Silindirik elekli düzenler
Aynı silindirik gövde üzerinde farklı delik çaplı yan yana eleklerden oluşan sınıflama makinaları Yerden ekonomi sağlamak üzere üst üste yerleştirilmiş bir seri elekten oluşan bir sınıflama makinası kullanılabilmektedir.

28
Filtrasyon Karışımların (akışkan-katı ya da akışkan-yarı katı) ayırıcı bir ortamdan (filtre) geçirilerek yapılarındaki katı ya da yarı katı istenmeyen parçacıkların ayrılması (tutulması) işlemine “filtrasyon” denir.
 ayırıcı bir ortamdan (filtre) geçirilerek yapılarındaki katı ya da yarı katı istenmeyen parçacıkların ayrılması (tutulması) işlemine filtrasyon denir.")
29
Filtrasyon Filtrasyonda, filtratın cinsine ve filtrasyon amacına göre kısmen ya da tamamen bir ayırım (seperasyon) yapılması istenebilir. Bu nedenle çok çeşitli filtrasyon işlemleri uygulanır. Örneğin, Zeytinyağı, ayçiçeği ve balıkyağı üretiminde preslemeyi izleyen ön (kaba) filtrasyonda kekin, Şarap ve meyve suyu üretiminde ise bulanıklık veren küçük öğelerin tutulması, Süt mamulleri üretiminde sütün kremasının ayrılması gibi.
 filtrasyonda kekin, Şarap ve meyve suyu üretiminde ise bulanıklık veren küçük öğelerin tutulması, Süt mamulleri üretiminde sütün kremasının ayrılması gibi.")
30
Filtrasyon düzenleri Gıda endüstrisi işletmelerinde filtrasyon amacı ile kullanılan makina, ekipman ve aparatlar genelde Basit filtrasyon düzenleri Geliştirilmiş filtrasyon düzenleri olarak iki grupta toplanabilir.

31
Basit Filtrasyon Düzenleri
Süzgeçler, Filtre tablaları Kalınlaştırıcı filtreler olarak çok çeşitlidirler

32
Süzgeçler Genellikle delikli metalden (paslanmaz çelik) yapılmış, içinden akıp giden sıvı ana fazdaki katı ve yarı katı fazları tutabilen en basit düzenlerdir. Süzgeçler dolduğunda sökülüp temizlenirler. Örneğin, çiğ sütün süt alım hattındaki ön filtrasyonunda taş parçalarının, saman, böcek ve benzeri iri taneli yabancı maddelerin telli, bezli ve delikli metal saçtan yapılmış kaba filtrasyon düzenleri yardımı ile tutulması gibi.
 yapılmış, içinden akıp giden sıvı ana fazdaki katı ve yarı katı fazları tutabilen en basit düzenlerdir. Süzgeçler dolduğunda sökülüp temizlenirler. Örneğin, çiğ sütün süt alım hattındaki ön filtrasyonunda taş parçalarının, saman, böcek ve benzeri iri taneli yabancı maddelerin telli, bezli ve delikli metal saçtan yapılmış kaba filtrasyon düzenleri yardımı ile tutulması gibi.")
33
Filtre Tablaları Filtre tablaları, daha küçük fazları tutabilen ve çoğunlukla berrak filtrat çıkarabilen düzenlerdir. Filtre tablaları aspest, selüloz, kanava ve benzeri geçirgen özellikteki dokuma materyalinden yapılmıştır.

34
Filtre tablalarının üç teknik özelliği
Özgül süzme değeri Toplam süzme değeri Filtrasyon etkisi

35
Özgül süzme değeri Tablanın 1 m2 yüzeyinden 1 saatte ve sabit basınç farkında geçen 20ºC’deki saf su miktarıdır. Birimi 1/m2’dir ve değeri deneysel olarak bulunur.

36
Toplam süzme değeri Filtrenin tamamen dolmasına (tıkanmasına) kadar 1 m2 yüzeyden geçirebildiği filtrat miktarıdır.
 kadar 1 m2 yüzeyden geçirebildiği filtrat miktarıdır.")
37
Filtrasyon etkisi Filtre edilen sıvı ana fazdaki katı fazların ayrılmasındaki etkinlik derecesidir. Filtratta kalan parçacıkların büyüklüklerini ne kadar küçükse, tablanın filtrasyon etkisi o kadar yüksektir.

38
Filtre tablalarında aranan özellikler
Katı parçacıkları tutabilmeli, oldukça berrak ve parlak filtrat verebilmelidir. Tıkanmamalıdır. Kimyasal ve fiziksel faktör ve kuvvetlere ve çalışma koşullarına dayanıklı olmalıdır. Kolay yıkanabilir bir kek oluşturmaya uygun nitelikte olmalıdır. Pahalı olmamalıdır.

39
Filtrasyon işleminde kullanılan yardımcı elemanlar
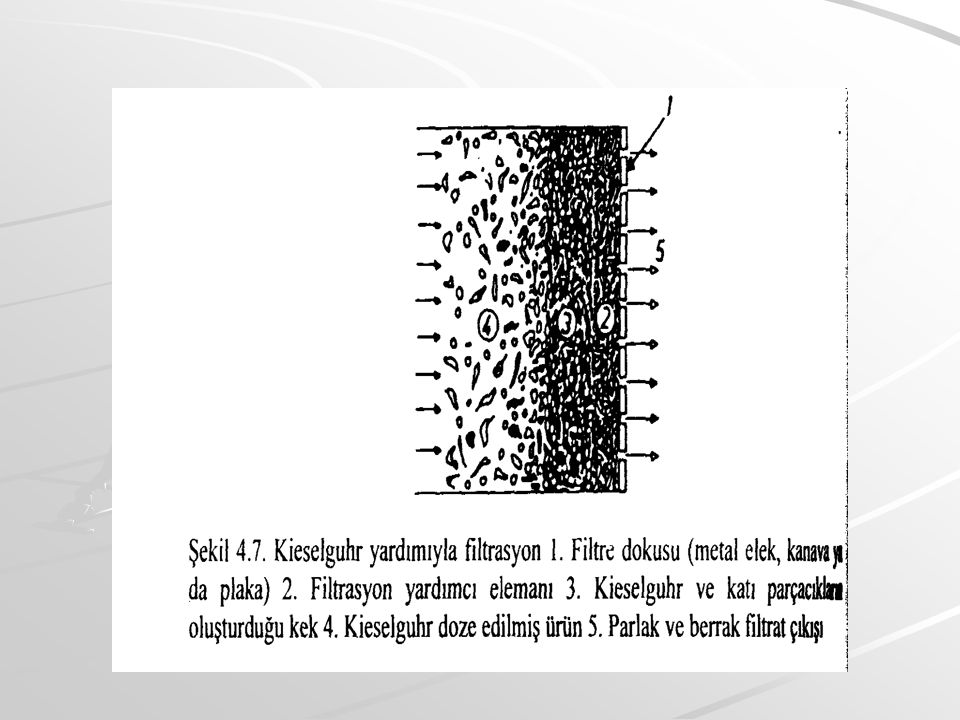
Perlit, doğal alüminyum silikatın özel olarak işlenip parçacık büyüklüğüne göre sınıflanmış şeklidir. Kieselguhr, tatlı su yataklarında yaşamış ve ölerek üst üste birikmiş mikroskobik alg’lerin iskeletleridir. Kieselguhr Kieselguhr parçacıklarının büyüklükleri µ arasında değişir. Filtrasyon yardımcı elemanları olarak kullanılan perlit ve kieselguhr filtre tablalarında filtrasyon etkisini arttırmaktadırlar.

40
Kieselguhr Filtreleri
Filtre edilecek olan sıvıya sürekli ve belli oranda Kieselguhr katılmaktadır. Böylece kaba katı faz parçacıkları Kieselguhr tanecikleri tarafından tutularak filtre tablasını tıkaması önlenir. Kieselguhr filtreleri çok çeşitlidir. En yaygın olanları silindirik delikli metal elekli ve küresel çanak biçiminde olanlardır.

42
Filtre tablaları uygulanan basınç yönünden iki grupta incelenir
Atmosfer basıncı üzerinde basınç uygulananlar Filtre üzerinde yüksek basınç, filtre altında vakum uygulananlar

43
Basınçlı filtreler Kesikli Sürekli oluşuna göre iki gruba ayrılırlar.

44
Kesikli Çalışan Basınçlı Filtreler
Bu filtreler, viskozitesi yüksek olan sıvı faz gıdaların filtrasyonunda kullanılır. En yaygın olanları “pres filtreler” ve “yaprak (plakalı) filtreler”dir.
 filtreler dir.")
45
Pres Filtreler Pres filtreler, bir seri filtre tablasının birbiri ardına sıralanıp sıkıştırılmasıyla oluşmuştur. Filtre tablaları, bir yüzü kanava ve benzeri bir filtre elemanı ile kaplanmış plakalardır. Basınçla filtreye verilen ana faz, filtre tablalarından geçerek çıkış vanasından alınır. Geriye ıslak katı parçacıkların oluşturduğu bir kek kalır.

46
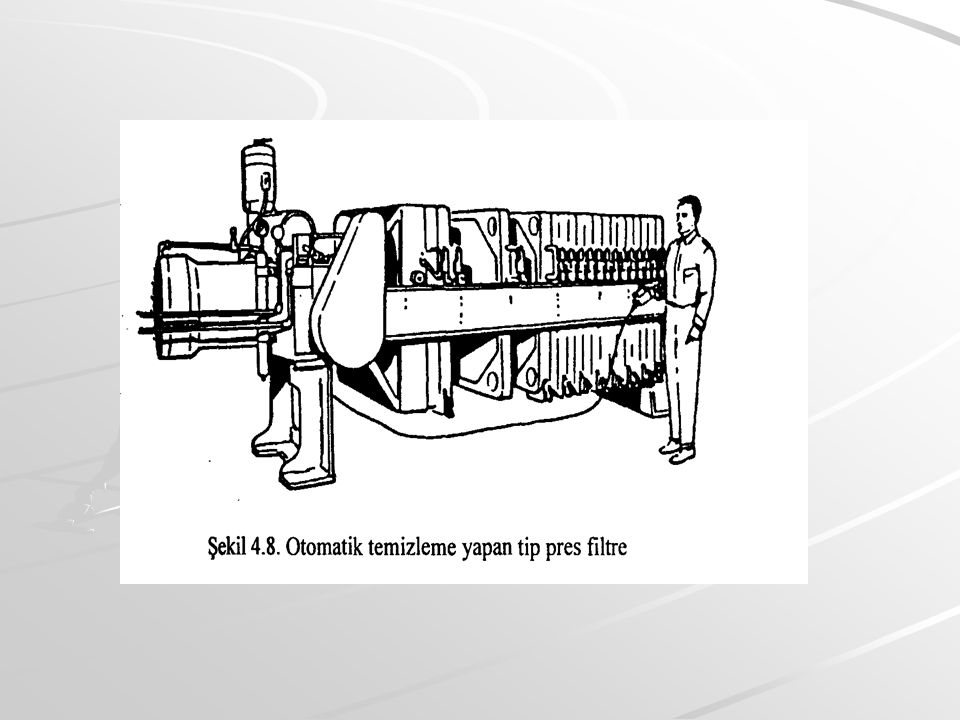
Pres filtrelerin temizlenmesi
Filtratın kesilmesi, tablanın dolduğunu gösterir. Pres filtrelerin temizlenmesinde kekin içinde çözünebilir nitelikteki parçacıkların uzaklaştırılması için tersten (çıkış boğazından) bir yıkama sıvısı, sonra da buhar veya hava, basınçlı olarak filtre tablasından geçirilir. Ardından pres filtre sökülerek tablada kalmış olan kek temizlenir. Bazı pres filtre tiplerinde temizlik işlemi otomatik olarak yapılmaktadır.
 bir yıkama sıvısı, sonra da buhar veya hava, basınçlı olarak filtre tablasından geçirilir. Ardından pres filtre sökülerek tablada kalmış olan kek temizlenir. Bazı pres filtre tiplerinde temizlik işlemi otomatik olarak yapılmaktadır.")
48
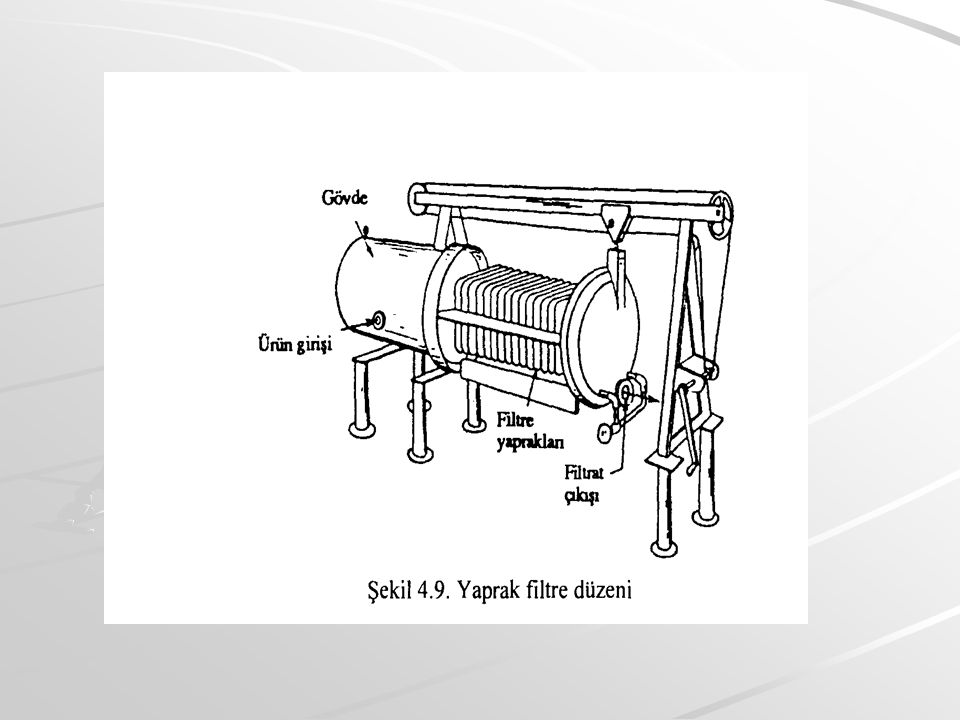
Yaprak filtreler Pres filtrelere kıyasla daha yüksek basınçlarla çalışılabilen, yıkama işleminin daha kolay ve etkili olarak yapıldığı, dolayısıyla işçilikten ekonomi sağlanan filtrelerdir. Yatay bir tankın içine çok sayıda dikey ve metal plakalardan oluşan bir filtre elemanı yerleştirilmiştir. Yaprak plakalardan geçen ürün ön kapaktaki bir çıkış boğazından dışarıya alınır. Yardımcı filtre elemanları kullanılır

50
Sürekli Çalışan Basınçlı Filtreler
Kesikli çalışan filtrelerde temizlik işlemi iş gücü gerektiren ve pahalıya mal olan işlemlerdir. Sürekli çalışan düzenlerde iş gücünden ekonomi sağlanmışsa da bazı durumlarda sürekli çalışanlarda da işlem maliyetinin arttığı görülür. Bu filtrelerde temizlik işlemi otomatik olarak yapılır.

51
Valsli Vakum Filtreler
Yatay konumda dönmekte olan bir vals, ürün dolu tanka yarı daldırılmış durumdadır. Silindirik yüzey kanava benzeri bir filtre elemanı ile kaplanmıştır. Silindirik yüzey kesiklidir ve altında daha küçük çaplı ikinci bir vals vardır. İki vals arasındaki radyal bölmelerin her birinde, çıkış boğazındaki döner valfa açılan borular yerleştirilmiştir.

53
Valsli Vakum Filtreler
Vals, ürün içine daldığında, valse vakum uygulanır. Tanktaki ürün valsin içine doğru emilir, kanavadan filtre edilerek döner valftan alınır. İşlem sürdükçe valsin dış yüzeyindeki kanavanın üzerinde katı parçacıkların oluşturduğu kek tabakası, ürün ayrıldıktan sonra (yıkama ve kurutma bölmesi) su ile yıkanır ve kurutulur. Bu arada vakum uygulanarak keki yıkayan su emilir. Şekil 4.11’de görüldüğü gibi yıkama suyu ve filtre edilmiş sıvı ayrı tanklara gitmektedir. Bu arada vals üzerindeki yıkanmış ve kurutulmuş kek, bir bıçak yardımıyla valsten sıyrılır. Alttan verilen basınçlı hava kalan son kek parçacıklarını da uzaklaştırarak kanava’yı tamamen temizler. İşlem böylece kesiksiz olarak sürer.
 su ile yıkanır ve kurutulur. Bu arada vakum uygulanarak keki yıkayan su emilir. Şekil 4.11’de görüldüğü gibi yıkama suyu ve filtre edilmiş sıvı ayrı tanklara gitmektedir. Bu arada vals üzerindeki yıkanmış ve kurutulmuş kek, bir bıçak yardımıyla valsten sıyrılır. Alttan verilen basınçlı hava kalan son kek parçacıklarını da uzaklaştırarak kanava’yı tamamen temizler. İşlem böylece kesiksiz olarak sürer.")
54
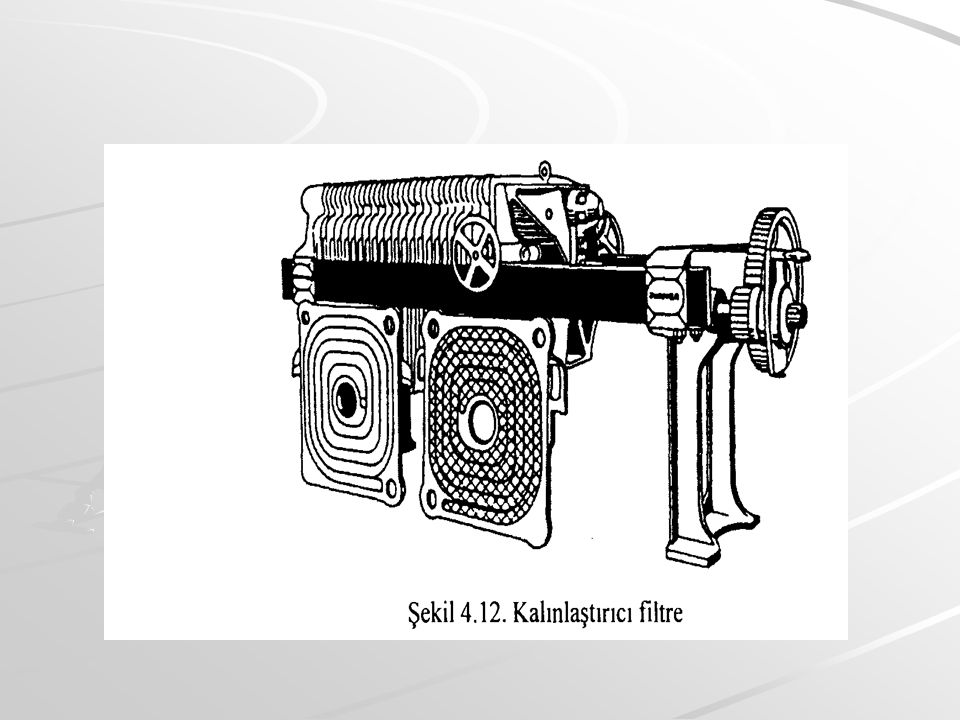
Kalınlaştırıcı Filtreler
Düşük viskoziteli sıvılardan kısmen ayırım yaparlar. Bir taraftan temiz ve parlak sıvı faz çıkarken, diğer taraftan yine sıvı faz, ancak viskozitesi yüksek bir filtrat alınır. Konsantre ürün eldesinde kullanılırlar. Görünümü bir pres filtreye benzemesine karşın kalın ve berrak iki sıvı fazın çıkışı süreklidir. Birbirine kapanan iki filtre tablasında, yine birbiri karşısına gelen sargı biçimindeki kanallar ürünün akışını sağlar ve ürün için uzun bir yol oluşturur (Şekil 4.12.). Ürün bu kanalları izleyerek bir tabladan çıkar, diğerine girer. İki tabla arasında bir filtre elemanı konulmuştur. Kalınlaşan fazın daha da kalınlaşması isteniyorsa, filtrat ikinci bir düzenekten geçirilir.
. Ürün bu kanalları izleyerek bir tabladan çıkar, diğerine girer. İki tabla arasında bir filtre elemanı konulmuştur. Kalınlaşan fazın daha da kalınlaşması isteniyorsa, filtrat ikinci bir düzenekten geçirilir.")
56
Kek Filtrasyon İlkeleri
Sıvı-katı karışımının filtreye giriş basıncı ile filtratın çıkış basıncı arasındaki “basınç farkı” filtratın filtreden geçmesini (süzülmesini, filtrasyonunu) sağlamaktadır. Filtreden geçen filtrat genellikle dört çeşit dirençle karşılaşır: Filtre tablasının gösterdiği direnç Filtre kekinin gösterdiği direnç Karışım filtre keki üst yüzeyine gelmeden önce filtre düzeni kanallarının gösterdiği direnç Filtre düzeni bağlama elemanlarının gösterdiği direnç
 sağlamaktadır. Filtreden geçen filtrat genellikle dört çeşit dirençle karşılaşır: Filtre tablasının gösterdiği direnç. Filtre kekinin gösterdiği direnç. Karışım filtre keki üst yüzeyine gelmeden önce filtre düzeni kanallarının gösterdiği direnç. Filtre düzeni bağlama elemanlarının gösterdiği direnç.")
57
Sistemdeki Basınç Kaybı
Akış sırasında sistemde oluşan “toplam basınç kaybı”, sayılan bireysel kayıpların toplamıdır. Filtrasyon başlangıcında, filtre tablası üzerinde birikmeye başlayan katı parçacıklar hemen bir direnç göstermeye başlarlar. Filtre tablasının direncinden tamamen farklı olan bu dirence, “filtre keki direnci” adı verilir. Kek direnci, filtrasyon başlangıcında sıfır değerde iken filtrasyon süresince yükselir ve filtrasyon sonunda maksimuma ulaşır.

58
Sürekli Filtrasyon Döner valsli filtrelerde olduğu gibi sürekli filtrasyonda besleme, filtrat ve kekte sabit hız vardır. Ancak, filtre yüzeyindeki herhangi belirgin bir madde için koşullar sabit değil, “geçici”dir. Örneğin, kanavada biriken kek az sonra sıyrılmaktadır. Gerçekte kek oluşumu yıkama, kurutma ve sıyırma aşamalarının gelişerek ve değişerek sürmesidir.

59
Geliştirilmiş Filtrasyon Düzenleri
Akışkan-katı veya akışkan-yarı katı karışımındaki fazlar içerisinde, basit filtrasyon elemanlarının tutamadığı ya da ayıramadığı öğelerin ayrılması, santrifüj (merkezkaç) kuvveti ilkesine göre çalışan geliştirilmiş düzenlerle yapılır.
 kuvveti ilkesine göre çalışan geliştirilmiş düzenlerle yapılır.")
60
Yerçekimi Kuvveti ile Ayırma (Doğal Sedimentasyon):
Doğal sedimentasyonun esası, ana faz akışkan içerisinde dağılmış bulunan sedimentlerin yerçekimi kuvveti etkisi altında ve farklı süreler sonunda ana fazdan ayrılmasıdır. Sedimentasyonda, fazların fiziksel özelliklerinden biri olan “ağırlık” önemli bir faktördür. Örneğin yağmur sularına karışan ve sudan ağır olan taş-toprak parçaları veya dalgaların kaldırdığı kum tanecikleri sonunda dibe çökelir, sudan hafif olan yağlı öğeler ve çöpler ise tabakalar halinde yüzeyde toplanırlar.

61
Ayırmayı Sağlayan Önemli Koşullar
Ana fazdan ayrılmak istenen bir veya birden fazla öğe, ana fazın içinde dispers fazda bulunmalıdır. Örneğin, çiğ sütte ahırdan geçen pislikler, hayvandan geçen meme hücreleri, kan pıhtıları ve kıl gibi öğeler dispers fazda, yağ tanecikleri (globülleri) (0.5-10µ büyüklükte) ise emülsiyon halinde bulunurlar. Birbirinden ayrılmak istenen fazlardan hiçbiri diğerinde çözünür olmamalıdır. Akışkanda çözünür haldeki fazlar doğal sedimentasyon ile ayrılamazlar. Örneğin, çözünür fazda yer alan laktoz, santrifüj ile de ayrılamadığından ancak özel yöntemlerle kristalize edildikten sonra süt ve peynir suyundan ayrılabilmektedir. Ayırımı yapılacak olan fazlar birbirlerinden farklı yoğunlukta olmalıdır. Örneğin, süte göre yağ globülünün yoğunluğu (980 kg/m3) azdır.
 (0.5-10µ büyüklükte) ise emülsiyon halinde bulunurlar. Birbirinden ayrılmak istenen fazlardan hiçbiri diğerinde çözünür olmamalıdır. Akışkanda çözünür haldeki fazlar doğal sedimentasyon ile ayrılamazlar. Örneğin, çözünür fazda yer alan laktoz, santrifüj ile de ayrılamadığından ancak özel yöntemlerle kristalize edildikten sonra süt ve peynir suyundan ayrılabilmektedir. Ayırımı yapılacak olan fazlar birbirlerinden farklı yoğunlukta olmalıdır. Örneğin, süte göre yağ globülünün yoğunluğu (980 kg/m3) azdır.")
62
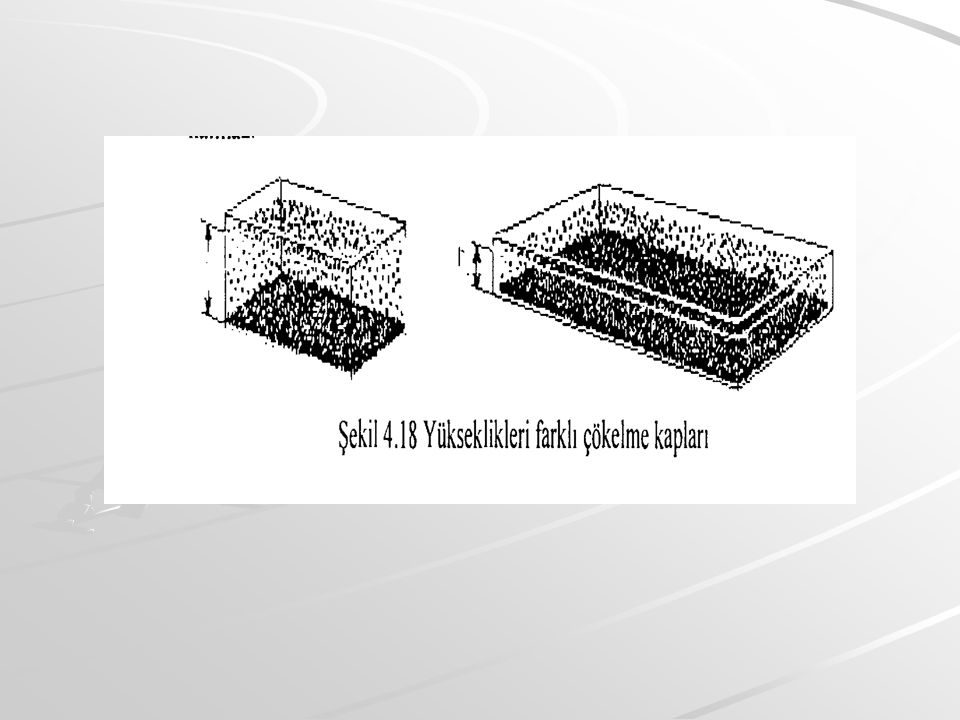
Santrifüj Seperasyon İlkeleri
Şekil 4.18’de, yoğunlukları kaptaki sıvının yoğunluğundan daha fazla olan tek düze çapta katı parçacıkların tümünün dibe çökeldikleri görülmektedir. Çökelme için belli bir süre geçer. Bu durumda çökelme yüksekliği (h1)’dir. Çökelme süresini kısaltabiliriz. Bunun için çökelme yüksekliğini azaltırken, sıvının miktarını değiştirmeyecek şekilde kap alanını büyütebiliriz. Bu durumda çökelme yüksekliği (h2) olur.
’dir. Çökelme süresini kısaltabiliriz. Bunun için çökelme yüksekliğini azaltırken, sıvının miktarını değiştirmeyecek şekilde kap alanını büyütebiliriz. Bu durumda çökelme yüksekliği (h2) olur.")
64
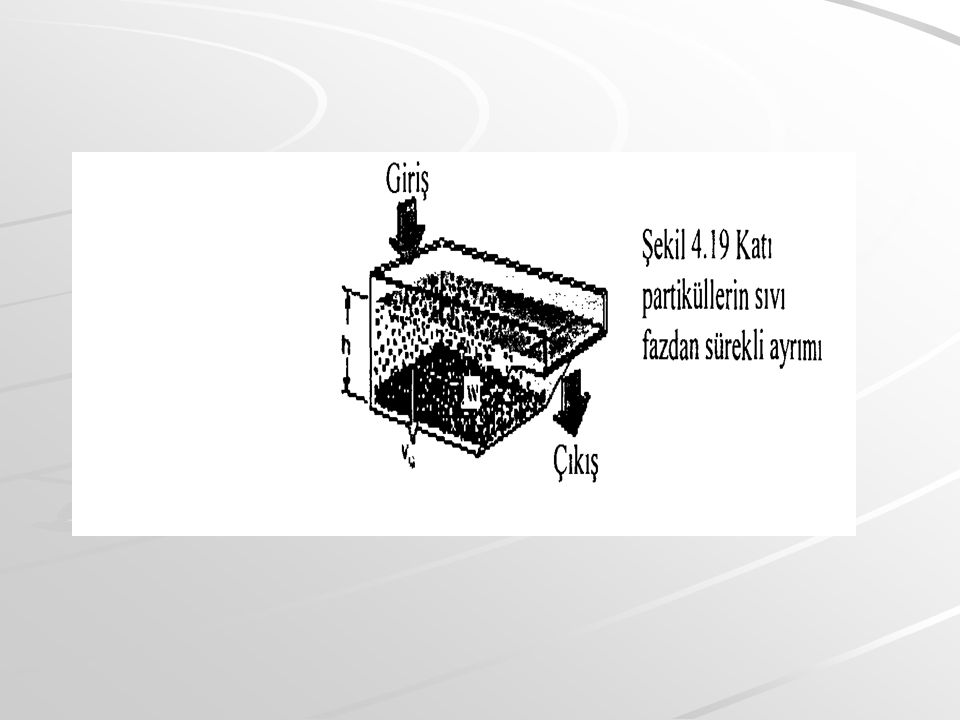
Şekil 4.19’da içinde farklı çapta katı parçacıklar bulunan sıvı, kabın bir tarafından sürekli olarak girmekte, belli bir hızla ilerleyerek diğer taraftan kabı terk etmektedir. Sıvının kaba giriş ve çıkışı arasındaki süre boyunca katı parçacıklar dibe çökmektedir. Büyük parçacıkların diğerlerine kıyasla hızla çökeldiği ve kabın giriş bölümünde dipte toplandıkları, küçük olanların ise çökelme hızları daha ağır olduğundan giderek sıvının kaptan çıkış bölümüne doğru dipte toplandıkları görülür. Ancak bazı küçük parçacıklar çökelmeye zaman bulamayıp sıvı ile birlikte kabı terk etmektedir.

66
Kabın alanını büyüterek kapasitesini arttırabiliriz
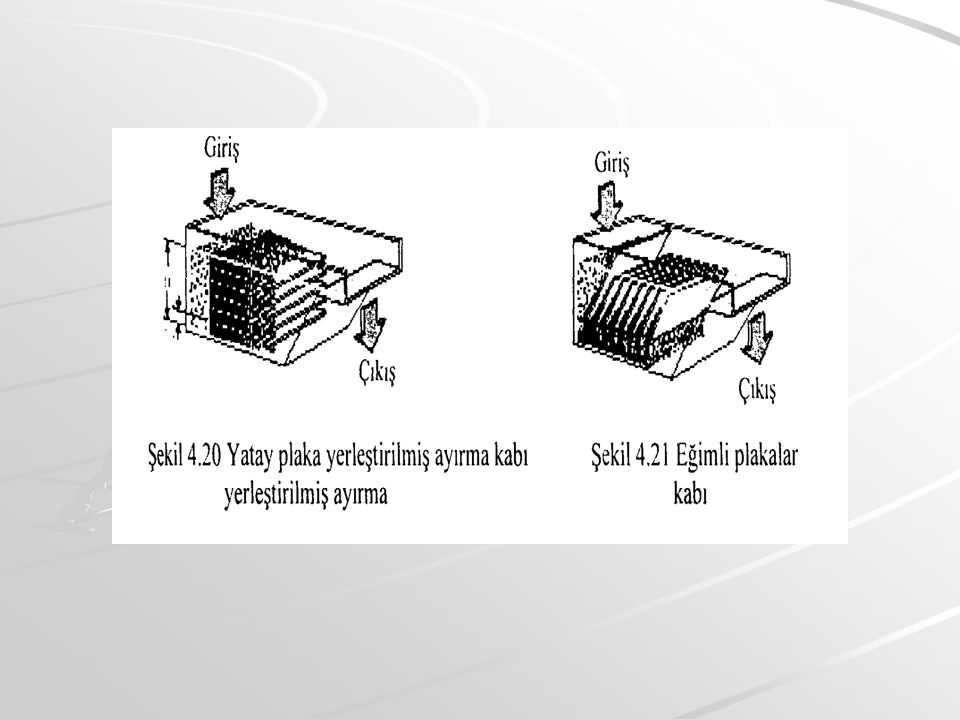
Kabın alanını büyüterek kapasitesini arttırabiliriz. Bu taktirde kap, çok geniş ve hantal olacaktır. Kabın alanını büyütmek yerine Şekil 4.20’de görüldüğü gibi kabın içerisine yatay plakalar yerleştirilebilir. Bu durumda yukarıda açıkladığımız sedimentasyon olayının her plakada ayrı ayrı oluştuğu “ayırma kanalları” elde edilir. Böylece kabın toplam kapasitesi ayırma plakaları sayısına göre belirlenmektedir. İçinde ayırma plakaları bulunan kapta ayırma işlemi sürekli olarak yapılırsa, plakalar arasındaki ayırma kanalları bir süre sonra dolup tıkanacak ve ayırma işlemi duracaktır.

68
Tıkanmayı önlemek için plaklar belirli bir eğim ile kab içine yerleştirilebilir. Bu şekilde ayırma kanallarında biriken parçacıklar yerçekimi etkisiyle kayarak dipte toplanırlar. Böylece kanalların tıkanması önlenmiş olur.

Benzer bir sunumlar













ELEKTRİKLENME İLE AYRILMA>")







