Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
MALZEMELERİN MEKANİK DAVRANIŞLARI

2
İÇİNDEKİLER 1. Giriş 2. Kırılma Mekanizmaları
2.1. Mikro Kırılma Mekanizmaları Gevrek Kırılma Sünek Kırılma 3. Mekanik Test Uygulamaları 3.1. Çekme Testi Çekme Sistemi Çekme Makinaları Çekme Numunesi Test Koşulları Testin Uygulanması Mühendislik Çekme Diyagramı Akma Mukavemetinin Ölçümü Şekil Değiştirme Ölçümleri

3
3.1.6.3. Gerçek Gerilme Şekil değiştirme Diyagramı
Gerçek Gerilmenin Belirlenmesi Gerçek Şekil Değiştirmenin Hesaplanması Gerçek Gerilme Şekil Değiştirme Diyagramının Matematiksel Tanımı Boyun Verme Başlangıcının Matematiksel Belirlenmesi Dik Anizotropi 3.2. Basma Testi 3.3. Sertlik Testi Statik Sertlik Ölçüm Yöntemleri Brinell Sertlik Ölçüm Yöntemi (DIN EN ) VICKERS Sertlik Ölçüm Yöntemi (DIN EN 50133) ROCKWELL Sertlik Ölçüm Yöntemi (DIN EN 10109) 3.4. Malzemelerin Tokluk Özelliklerinin Belirlenmesi ve Tokluk Testleri Kırılma Kırılma Mekanizmaları ve Kırılma Çeşitleri Geçiş Sıcaklıkları ile Kırılma Tiplerinin Belirlenmesi
 VICKERS Sertlik Ölçüm Yöntemi (DIN EN 50133) ROCKWELL Sertlik Ölçüm Yöntemi (DIN EN 10109) 3.4. Malzemelerin Tokluk Özelliklerinin Belirlenmesi ve Tokluk Testleri Kırılma Kırılma Mekanizmaları ve Kırılma Çeşitleri Geçiş Sıcaklıkları ile Kırılma Tiplerinin Belirlenmesi.")
4
3.4.4. Çentikli Darbe Tokluk Testi
Çentikli Darbe Numunesinin Hazırlanması ve Testin Uygulanması Testin Uygulanması Test Sonuçları Test Sonuçlarının Kullanılması Enstrümantal Darbe Tokluk Testi Numune Hazırlama ve Testin Uygulanması Test Sonuçlarının Kullanımı Tokluk Özelliklerine Etki Eden Parametreler Dış Etki Parametreleri Sıcaklık

5
Şekil Değiştirme Hızı Gerilme Durumu İç Etki Parametreleri Kristal Hataları Üretim ve Kullanım Parametreleri Kırılma Mekaniği Genel

6
MALZEME ÖZELLİKLERİNİN BELİRLENMESİ

7
MEKANİK ÖZELLİKLER DAYANIM (MUKAVEMET) SERTLİK TOKLUK YORULMA SÜRÜNME
YÜK TAŞIMA SERTLİK AŞINMA DİRENCİ TOKLUK KIRILMA DİRENCİ YORULMA ÇEVRİMLİ YÜK ALTINDA ÇALIŞMA DİRENCİ SÜRÜNME YÜKSEK SICAKLIKTA ÖMÜR

8
FİZİKSEL ÖZELLİKLER İLETKENLİK (r) DİRENÇ (W) YOĞUNLUK (d)
TERMAL DEĞİŞİMLER DİRENÇ (W) ISITICILAR YOĞUNLUK (d) HAFİF ALAŞIMLAR ERGİME VE KATILAŞMA SICAKLIĞI (Tliq, T sol) PROSES KONTROL MANYETİK ÖZELLİKLER (m) BİLGİSAYAR TEKNOLOJİSİ YÜZEY ÖZELLİKLERİ (e) KAPLAMALAR
 ISITICILAR. YOĞUNLUK (d) HAFİF ALAŞIMLAR. ERGİME VE KATILAŞMA SICAKLIĞI (Tliq, T sol) PROSES KONTROL. MANYETİK ÖZELLİKLER (m) BİLGİSAYAR TEKNOLOJİSİ. YÜZEY ÖZELLİKLERİ (e) KAPLAMALAR.")
9
KİMYASAL ÖZELLİKLER KOROZYON TERMODİNAMİK ÖZELLİKLER KORUMA KAPLAMA
MALZEME GELİŞTİRME TERMODİNAMİK ÖZELLİKLER ÜRETİM VE PROSES KOMPOZİT MALZEMELER

10
MALZEME ÖZELLİKLERİNİN BELİRLENMESİ İÇİN KULLANILAN TEST YÖNTEMLERİ
HASARLI YARI HASARLI HASARSIZ

11
TEST SONUÇLARI DOĞRU MALZEME SEÇİMİ İMALAT PROSESİ KULLANIM KOŞULLARI
YENİ MALZEME GRUPLARI VE DİZAYNI MALZEME TASARRUFU İLGİLİ STANDARTLARA UYGUNLUK

12
TEST YÖNTEMLERİ SONUÇLAR NÜMERİK KARŞILAŞTIRILABİLİR
KESİN (HER YERDE AYNI) HASSAS KULLANIM AMACINA UYGUN YENİ MALZEME ÖZELLİKLERİ İÇİN ESNEK
 HASSAS. KULLANIM AMACINA UYGUN. YENİ MALZEME ÖZELLİKLERİ İÇİN ESNEK.")
13
UYGULANABİLİRLİK BASİT EKONOMİK HIZLI KESİN SONUÇ VEREN

14
KARŞILAŞTIRILABİLİRLİK
ÇEVRİM HESAPLARINA UYGUNLUK KULLANIM KOŞULLARINA UYGUNLUK BOYUTA UYGUNLUK

15
MEKANİK TEST YÖNTEMLERİ
GENELLİKLE HASARLI TEST YÖNTEMLERİ TERCİH EDİLİYOR NÜMERİK SONUÇ (Dayanım, Sertlik v.b.) HASSAS SONUÇ (Standart uygulamalar) KARŞILAŞTIRILABİLİRLİK (Standart uygulamalar)
 HASSAS SONUÇ (Standart uygulamalar) KARŞILAŞTIRILABİLİRLİK (Standart uygulamalar)")
16
HASAR HASAR = KIRILMA KIRILMA TANIMLI OLMALI ÖLÇÜLEBİLİR OLMALI
KARŞILAŞTIRILABİLİR OLMALI KOŞULLARDAN BAĞIMSIZ OLMALI (MÜMKÜNSE) SICAKLIK, BOYUT, KOROZYON V.B
 SICAKLIK, BOYUT, KOROZYON V.B.")
17
KIRILMA MEKANİZMALARI
Gerilme > Bağ kuvvetleri KIRILMA Çatlak, Oluşma, Büyüme, İlerleme

18
Çatlak ve kırılma kavramları, farklı kırılma tipleri

19
Kırılma Mekanizmaları
(Atomik Boyutta) Sünek Kırılma Gevrek Kırılma Difüzyon Kontrollü Kırılma Çatlak Oluşturucu Korozyon ile Kırılma Yüklenme Şekli Mekanik Zamana göre Yüklenme Zorlanmalı Kırılma Yorulma Kırılması En Yüksek Yüklenme Düşük Gerilmeli Kırılma Şekil Değiştirme ile Kırılma Yüklenme Tipi Çekme Kırılması Basma Kırılması Eğme Kırılması Kayma Kırılması Torsiyon Kırılması Termik İşlemeye Bağlı Kırılma Kaynak Çatlağı Katman Çatlağı Sıcak Kırılma Katılaşma Kırılması Ergime Kırılması Sıcak Çatlak Oluşumu Üretim Koşullarına Bağlı Kırılma Sürünme Kırılması Termik Şok Kırılması
 Sünek Kırılma. Gevrek Kırılma. Difüzyon Kontrollü Kırılma. Çatlak Oluşturucu Korozyon ile Kırılma. Yüklenme Şekli. Mekanik. Zamana göre Yüklenme. Zorlanmalı Kırılma. Yorulma Kırılması. En Yüksek Yüklenme. Düşük Gerilmeli Kırılma. Şekil Değiştirme ile Kırılma. Yüklenme Tipi. Çekme Kırılması. Basma Kırılması. Eğme Kırılması. Kayma Kırılması. Torsiyon Kırılması. Termik. İşlemeye Bağlı Kırılma. Kaynak Çatlağı. Katman Çatlağı. Sıcak Kırılma. Katılaşma Kırılması. Ergime Kırılması. Sıcak Çatlak Oluşumu. Üretim Koşullarına Bağlı Kırılma. Sürünme Kırılması. Termik Şok Kırılması.")
20
Kırılmaların Gözlem Şekli
Makroskobik Şekil Değiştirme Oranı Gevrek Kırılma Sünek Kırılma Kırılma Yüzeyinin Yönlenmesi Normal Gerilme Kırılması Kayma Gerilmesi Kırılması Topografi Konik Kırılma Frezeli Kırılma Lifli Kırılma Basamaklı Kırılma Refleksiyon Kristalin Kırılma Mat Kırılma Kısmi Kristalin Kırılma (Karışık) Siyah (Donuk) Kırılma Mikroskobik Transkristalin Kırılma (Tane İçi) Düz Yüzeyler Düz Çizgiler Bal Peteği Kırılması Şekil Değiştirme İzleri Titreşim Kırılması İzleri Titreşim İzleri İnterkristalin Kırılma (Tane Sınırı) Tane Sınırı Kırılması Saç İzleri Şeklinde Merkezden Çıkan Çatlaklar İnterkristalin Konik Kırılma
 Siyah (Donuk) Kırılma. Mikroskobik. Transkristalin Kırılma (Tane İçi) Düz Yüzeyler. Düz Çizgiler. Bal Peteği Kırılması. Şekil Değiştirme İzleri. Titreşim Kırılması İzleri. Titreşim İzleri. İnterkristalin Kırılma (Tane Sınırı) Tane Sınırı Kırılması. Saç İzleri Şeklinde. Merkezden Çıkan Çatlaklar. İnterkristalin Konik Kırılma.")
21
MİKRO KIRILMA MEKANİZMALARI
SICAKLIK ETKİSİ GEVREK KIRILMA HMK HSP (Mg, Ti –ideal c/a oranı) SÜNEK KIRILMA YMK
 SÜNEK KIRILMA. YMK.")
22
Gevrek ve sünek kırılma mekanizmaları
Gevrek Kırılma Sünek Kırılma Kristal yapısı ve çekme hızı etkisi Düşük sıcaklıkta khm Yüksek çekme hızı kym yüksek sıcaklıkta khm Düşük çekme hızı Kırılma yüzeyi görünüşü Düzgün yüzeyli Metalik parlaklık Çukurlu Mat Mikro kırılma mekanizmaları s1 >sf* mikroyapıda Xc bölgesinde Boşluk oluşumu Boşluk Büyümesi Boşlukların Koagulasyonu

23
Gevrek kırılma KHM VEYA HSP METALLERDE
GERİLME (s1) > KRİTİK GERİLME (sf*) MİKROSKOBİK GEVREK KIRILMA GERİLİMİ DÜŞÜK ATOM YOĞUNLUĞUNA SAHİP DÜZLEMLERDE
 > KRİTİK GERİLME (sf*) MİKROSKOBİK GEVREK KIRILMA GERİLİMİ. DÜŞÜK ATOM YOĞUNLUĞUNA SAHİP DÜZLEMLERDE.")
25
KIRILMANIN İKİ AŞAMASI VAR
Bir tane içerisinde mikro çatlağın oluşumu (dislokasyon hareketlerine bağlı) Oluşan bu çatlağın ilerlemesi.
 Oluşan bu çatlağın ilerlemesi.")
26
COTRELL HİPOTEZİ İki kayma bandı birbirlerini keser
Kesim yerinde enerji kazanımı için yeni bir kenar dislokasyonu meydana gelir Bu genişler ve khm kristallerinde gevrek kırılmanın meydana geldiği (001) düzleminde çatlak oluşumu başlar
 düzleminde çatlak oluşumu başlar.")
27
ÇATLAK İLERLEMESİ KOLAYLAŞIR
İKİNCİL YAPI BİLEŞENLERİ (KARBÜR, İNTERMETALİK V.B.) İRİ TANE YÖNLENMİŞ (ANİZOTROP YAPI) SEGREGE YAPI
 İRİ TANE. YÖNLENMİŞ (ANİZOTROP YAPI) SEGREGE YAPI.")
28
İNSTABİL KIRILMA NORMAL GERİLME ETKİSİ ALTINDA
MİKRO ÇATLAK= KRİTİK UZUNLUK FAZLA ENERJİYE GEREK OLMADAN ÇATLAK İLERLEMESİ SONUÇ = İNSTABİL KIRILMA

29
İNSTABİL KIRILMA ÇATLAK İLERLEME HIZLARI 1800 m/s ATOM BAĞLARI KOPAR.
GEVREK KIRILMA DÜŞÜK KOHEZYON KUVVETLERİNE BAĞLIDIR.

30
GEVREK KIRILMA YÜZEYİ (SEM)
")
31
GEVREK KIRILMA YÜZEYLERİ
TANIMA MAX NORMAL GERİLME YÖNÜNE DİK IŞIĞI KIRILMANIN OLUŞTUĞU DÜZLEMLERDEN YANSITTIĞI İÇİN PARLAK GÖRÜNÜMDE ELEKTRON MİKROSKOBUNDA İSE DÜZGÜN, PÜRÜZSÜZ AYRILMA YÜZEYLERİ

32
GEVREK KIRILMA İNTERKRİSTALİN TRANSKRİSTALİN
TANE SINIRI KRİSTALDEN DAHA ZAYIF ÇÖKELTİLER SEGREGASYON KOROZYON (KULLANIM SIRASINDA) TRANSKRİSTALİN EN DÜŞÜK BAĞ KUVVETLERİ ETKİ (SICAKLIK, DEF. HIZI)
 TRANSKRİSTALİN. EN DÜŞÜK BAĞ KUVVETLERİ. ETKİ (SICAKLIK, DEF. HIZI)")
33
İNTERKRİSTALİN

34
İNTERKRİSTALİN-TRANSKRİSTALİN

35
SÜNEK KIRILMA KIRILMA İÇİN ŞEKİL DEĞİŞTİRME GEREKLİ
KIRILMA KRİTERİ NORMAL GERİLME YERİNE KAYMA GERİLMELERİ KAYMA GERİLMESİ KRİTİK DEĞERİN ÜZERİNDE ŞEKİL DEĞİŞTİRMEYİ SAĞLIYOR, ALTINDA DEĞİŞİM YOK

36
Sünek kırılma üç aşamada meydana gelir
Boşluk oluşumu (çoğunlukla kalıntılar etrafında) Oluşan boşlukların büyümesi Boşlukların koagulasyonu (birleşmesi) ve çatlak oluşumu.
 Oluşan boşlukların büyümesi. Boşlukların koagulasyonu (birleşmesi) ve çatlak oluşumu.")
37
Son aşama çatlak ilerlemesidir
Boşluklar oluştuktan sonra kritik bir büyüklüğe kadar gelişir boşluk hızı çok eksenli gerilmelere bağlıdır Negatif çok eksenli gerilme (yani basma gerilmeleri) boşluk oluşumunu yavaşlatır veya durdurabilir –haddeleme veya dövmede sünek kırılma olamaz-
 boşluk oluşumunu yavaşlatır veya durdurabilir –haddeleme veya dövmede sünek kırılma olamaz-")
38
BOŞLUK OLUŞUMU VE BÜYÜMESİ

39
SÜNEK KIRILMA son aşaması boşluk koagulasyonu (birleşmesi)
kalıntılar etrafında oluşan boşluklar nedeniyle birleşmesidir. kayma bantlarının oluşması ve kayma bantları arasında oluşan çatlakların büyük boşlukları birleştirmesidir. boşluklar birbirlerine yaklaşana kadar büyüyerek birleşirler.

40
Boşluk birleşme mekanizmaları
ikincil boşluklar kayma bantları boşlukların birbirine yaklaşarak büyümesi

41
SÜNEK KIRILMA YÜZEYİ

42
SÜNEK KIRILMA YÜZEYİ (SEM)
")
43
MEKANİK TEST UYGULAMALARI

44
ÇEKME TESTİ Numune statik ve tek eksenli yüklenme ile kopmaya kadar çekilir. Malzemenin mekanik özelliklerini belirlemeyi amaçlayan bir test yöntemidir. Numune, her iki ucundan çekme çenelerine bağlanır ve kopmaya kadar kuvvet arttırılarak çekilir. Çekme testi sırasında yüklenme için kuvvet ve şekil değiştirme (uzama) ölçümleri yapılır.
 ölçümleri yapılır.")
46
Çekme Testinin Avantajları
Test koşulları standartlarda tanımlıdır Mukavemet hassas olarak ölçülebilir Deney standart bir prosedürdür Test basit, hızlı ve ekonomiktir. Çekme test sonuçları ile başka mekanik özellikler hesaplanabilir

47
ÇEKME TEST AMAÇLARI Malzeme mekanik özelliklerinin onayı
kalite özelliklerinin belirlenmesi diğer malzemeler ile karşılaştırma üretim teknik ve yöntemlerin kontrolü yeni malzemelerin geliştirilmesi

48
ÇEKME TEST SONUÇLARI mühendislik dizaynı ve dizayn seçimi
mekanik özelliklerinin değerlendirilmesi yapı dizaynı için malzemenin kullanım koşullarındaki davranışları

49
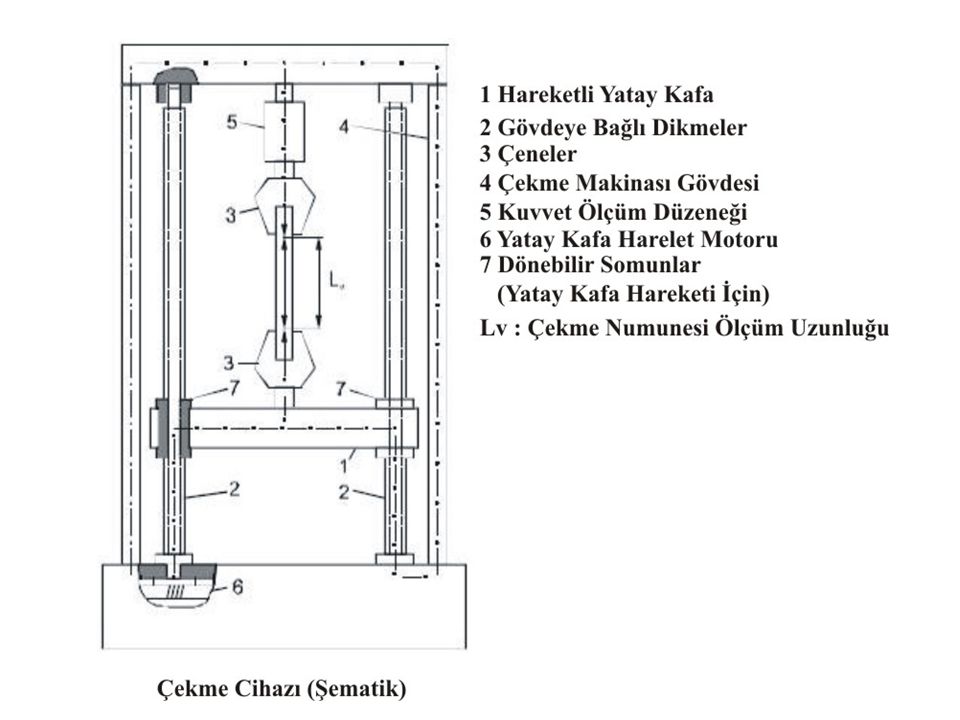
ÇEKME SİSTEMİ saf mekanik sistemler elektromekanik sistemler
mikroprosesör destekli sistemler (yeni teknoloji) hızlı ve hassas ölçüm Çekme hızları 0.05 – 500 mm/dak. % 0.1’lik hassasiyet Kuvvet ölçüm hassasiyeti % 0.5 45000 kg ve üzeri kuvvetlerin ölçümü
 hızlı ve hassas ölçüm. Çekme hızları 0.05 – 500 mm/dak. % 0.1’lik hassasiyet. Kuvvet ölçüm hassasiyeti % kg ve üzeri kuvvetlerin ölçümü.")
50
ÇEKME MAKİNALARI tek eksenli yüklenme homojen yüklenme
tüm malzeme gruplarını kapsamalı çok amaçlı testler özel testler ile spesifik malzeme özellikleri çekme kuvvetinin kontrolü ve hassas ölçümü kuvvet gr-ton seviyesine kadar değişebilmektedir.

51
yüklenme ve kapasite Yük iletimi için numune bağlantıları (vidalı veya sıkıştırmalı) kolay olmalı ve değişmemeli çekme kuvveti çoklu dişli aracılığı ile dişli sistemi çeneye bağlıdır diğer çene sabittir Dişlilerin farklı hızlar ile hareketi farklı yatay kolon ve çene hızları meydana getirir.

52
TEST ÖLÇÜMLERİ Test sonucu gerilme-şekil değiştirme ölçümleri
Bunun için kuvvet ve uzama ölçümleri zamana bağlı olarak kuvvet ölçümleri kuvvet ve şekil değiştirme sensörleri ölçüm sensörleri kuvvet veya şekil değiştirmeye bağlı olarak değişen bir gerilim gerilim ölçülür ve kalibre edilir Test sonuçları zamana bağlı olarak kaydedilir

53
ÇEKME KUVVETİ yatay kolonun iki dikey yataklı vida üzerinde hareketi
yüksek moment gücüne sahip motorlar motorların ilk devinimi olabildiğince hızlı yatay kolona Bunun için DC-motor servo hidrolik sistem ile yatay kolon sabit hızla hareket edebilir ve pozisyonlanabilinir En yüksek hareket hızları dişli sistemlerde mm/dak Servohidrolik sistemlerde ise hareket hızları çok yüksek olabilir (250x103 mm/dak) Yataklamalarda düşük sürtünme kuvvetleri (çekme kuvvetleri çok yüksek)
 Yataklamalarda düşük sürtünme kuvvetleri (çekme kuvvetleri çok yüksek)")
54
Ekstansiyometre ile sabit şekil değiştirme hızı
Bu şekilde yüksek hassasiyet Burada çekme testi sırasında kuvvet değişse bile yatay kolon hızı sabit kalacak şekilde kontrol edilir. Bu şekilde çekme hızı sabit kalır Bu durum polimer malzemelerde önemlidir (çekme hızı ile akma ve çekme değerleri değişir) Teknik açıdan zorlu ve pahalı bir kontrol sistemine ihtiyaç bulunduğu için genellikle sabit yatay kolon hareket hızı tercih edilmektedir.
 Teknik açıdan zorlu ve pahalı bir kontrol sistemine ihtiyaç bulunduğu için genellikle sabit yatay kolon hareket hızı tercih edilmektedir.")
55
kuvvet ölçümleri kuvvet aktarım sistemleri
şekil değiştirme sensörleri ve kuvvet ölçüm hücreleri elektrik direnç değişimlerini mekanik şekil değiştirme (kuvvet ölçüm hücresi köprü devresi ile direnç değişimlerini ölçer) kuvvet dönüştürücüler ile yapılır
 kuvvet dönüştürücüler ile yapılır.")
56
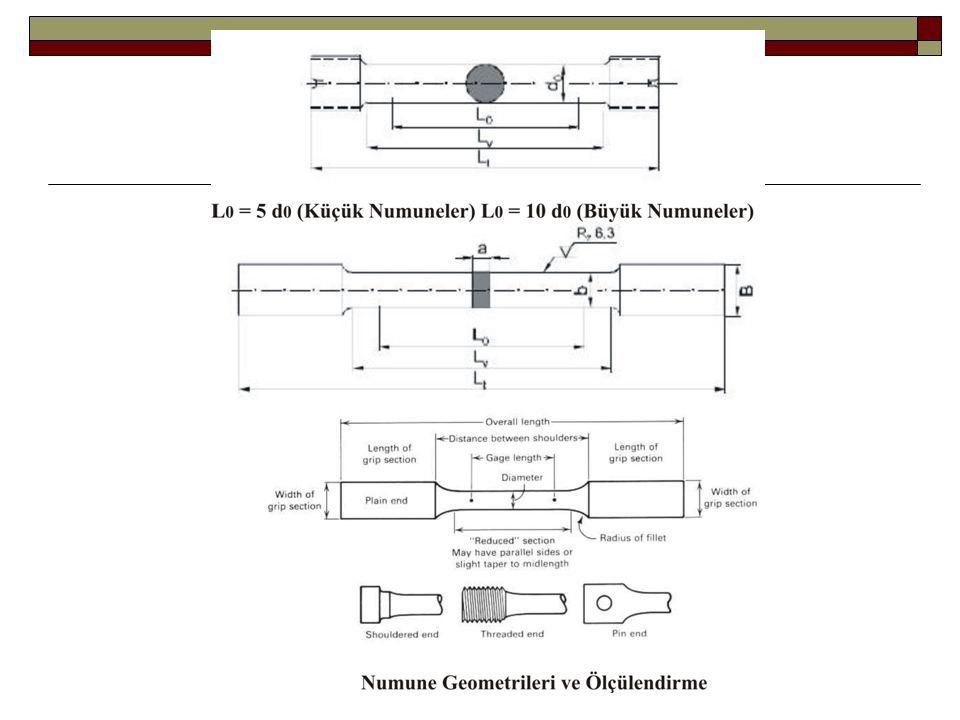
ÇEKME NUMUNESİ çekme deneyinde kullanılan parça
uzun ve dar numune geometrileri tek eksenli gerilme koşullarının sağlanması için yuvarlak kesitli numuneler sac ürünlerde dikdörtgen kesitli numuneler (özellikle derin şekillendirme özelliklerinin saptanması için ) kırılma şekil değiştirmesi numune geometrisine bağlı standartlara uygun olarak numune hazırlanmalı ve kullanılmalıdır. Çekme testi ile ilgili standartlar DIN EN numaralı Avrupa normunda verilmiştir. orantılı numune geometrileri seçilir Buna göre numune çapı (d0) ve ölçüm uzunluğu (l0) birbirlerine lineer bağlıdır
 kırılma şekil değiştirmesi numune geometrisine bağlı. standartlara uygun olarak numune hazırlanmalı ve kullanılmalıdır. Çekme testi ile ilgili standartlar DIN EN numaralı Avrupa normunda verilmiştir. orantılı numune geometrileri seçilir. Buna göre numune çapı (d0) ve ölçüm uzunluğu (l0) birbirlerine lineer bağlıdır.")
58
TEST KOŞULLARI En önemli test parametreleri şekil değiştirme hızı ile sıcaklıktır Şekil değiştirme hızı kuvvetin artış hızı veya çekme cihazının yatay kolonunun hareket hızı ile ayarlanabilir. elastik ve plastik şekil değiştirme hızları birbirinden ayrılabilir. plastik bölgedeki şekil değiştirme hızlarını numune, numunenin bağlandığı çeneler, çekme cihazının gövdesi, kuvvet ölçüm sistemi v.b. bir çok detay da etkiler.

59
Sabit çekme yatay kolon hızı ile plastik şekil değiştirme hızı değişebilir. Çoğunlukla istendiği gibi sabit bir şekil değiştirme hızı tüm çekme testi boyunca isteniyorsa buna göre makinanın çekme hızının tüm test süresince ayarlanması gerekir. Standartlara göre elastik bölgede çekme hızları arasında , plastik bölgede ise den küçük olmalıdır.

60
Eğer oda sıcaklığından farklı bir sıcaklıkta çekme testi yapılıyorsa numunenin ölçüm bölgesi istenilen sıcaklıkta tutulmalıdır. Bunun için soğutma veya ısıtma kabinleri çekme sitemine dahil edilmelidir. Sıcaklığın doğru bir şekilde ölçülmesi için ölçüm uzunluğu boyunca bir çok termo elemanın numuneye olabildiğince yakın pozisyonlara yerleştirilmesi gereklidir.

61
TESTİN UYGULANMASI sabit bir çekme hızı (çekme cihazının yatay kolon hızı veya çene hızı) seçilir kuvvet ölçülür. Uzama değerleri ölçülür Uzama değerlerinin daha hassas ölçümleri için numuneye bağlı (veya yapıştırılmış) şekil değiştirme ölçerleri gerekebilir
 şekil değiştirme ölçerleri gerekebilir.")
62
Bir çok test zamana bağlı kuvvet ölçümleri ile sınırlıdır.
Kullanılan çekme hızları numune geometrisine ve malzemeye bağlıdır. Çoğunlukla kullanılan çelik için çekme hızları 1-4 arasındadır. Gerçek gerilme-şekil değiştirme diyagramlarının ölçümü ve hesaplanması için plastik bölgede ve boyun verme sırasında ve kopmaya kadar numune konturunun da optik veya mekanik yöntem ile ölçülmesi gerekir.

63
MÜHENDİSLİK ÇEKME DİYAGRAMI
Mühendislik Çekme Testi malzeme dayanımı malzeme kabulü tek eksenli ve statik olarak arttırılan yüklenme Yük (kuvvet) şekil değiştirme (uzama) ölçülmektedir. Sıcaklık çekme hızı önemli etki parametrelerindendir. Karşılaştırılabilirlik eşdeğer test koşullarında. Sonuç Kuvvet-Uzama diyagramı Hesap ile Mühendislik Gerilim-Şekil Değiştirme Diyagramı
 şekil değiştirme (uzama) ölçülmektedir. Sıcaklık. çekme hızı önemli etki parametrelerindendir. Karşılaştırılabilirlik eşdeğer test koşullarında. Sonuç. Kuvvet-Uzama diyagramı. Hesap ile Mühendislik Gerilim-Şekil Değiştirme Diyagramı.")
64
Mühendislik Gerilmesi
Mühendislik Şekil Değiştirmesi

65
Kuvvet-Uzama veya Kuvvet-Zaman diyagramı

66
kuvvet-uzama diyagramı mühendislik gerilme-şekil değiştirme diyagramı
aynı şekil ve görünüşe sahiptir.

67
Mühendislik Gerilme-Şekil Değiştirme diyagramı

68
Gerilme-Şekil değiştirme diyagramı
Bileşim Isıl işlem Plastik şekil değiştirme Şekil değiştirme hızı Sıcaklığa bağlıdır

69
Tanımlı temel sonuçlar
Çekme Gerilmesi Akma gerilmesi (Akma Noktası olarak da ifade edilir) Uzama Şekil Değiştirmesi (%) Kopma Kesit Daralması (%).
 Uzama Şekil Değiştirmesi (%) Kopma Kesit Daralması (%).")
70
Sürekli akma ve önemli deney sonuçları
Süreksiz akma ve önemli deney sonuçları

71
Gerilme akma gerilmesini aşarsa
elastik bölgede Gerilme Şekil Değiştirme ile lineer değişir Gerilme akma gerilmesini aşarsa Plastik şekil değiştirirme bölgesine girer bundan sonra şekil değiştirmeler kalıcı olur Deney sırasında kuvvet sıfıra kadar indirilirse kalıcı şekil değiştirme ölçülür şekil değiştirmenin devamı için gerilmenin arttırılması gerekir Buna malzemenin şekil değiştirmeye karşı direnci veya pekleşme (sertleşme) adı verilir.
 adı verilir.")
72
Hacim Sabitliği Şekil değiştiren malzeme hacmi sabittir

73
Hacim sabitliğin geçerli olduğu plastik şekil değiştirme bölgesinde ölçüm bölgesi homojen bir şekilde uzar Ve ölçüm bölgesinin her yerinde kesit alanı homojen azalır.

74
sertleşme (pekleşme) kesit daralmasından daha hızlı artar
Homojen bölgede herhangi bir bölgede kesit daralması artışı pekleşme artışından yüksek olur Bundan sonra tüm plastik şekil değiştirme bu bölge üzerinde yoğunlaşır Sonuç boyun verme deney sonunda kopma veya kırılma da bu bölgede meydana gelir şekil değiştirmesini sağlayan kuvvet düşmeye başlar kopmaya kadar mühendislik gerilmesindeki azalma devam eder.

75
Çekme Gerilmesi Çekme Gerilmesi (Dayanımı) veya Rm Maksimum Çekme Gerilmesi maksimum kuvvetin (Fmax) deney öncesi ölçülen kesit alanına oranı (A0) ile ifade edilir ve yandaki eşitlikle hesaplanır:
 veya Rm Maksimum Çekme Gerilmesi maksimum kuvvetin (Fmax) deney öncesi ölçülen kesit alanına oranı (A0) ile ifade edilir ve yandaki eşitlikle hesaplanır:")
76
Çekme gerilmesi test sonucu olarak kullanılır
malzeme dayanımı için önemi düşüktür Örneğin plastik şekil değiştirme kabiliyeti çok yüksek metallerde tek eksenli gerilme önemsizdir zira bu malzemelerin plastik şekil değiştirme durumu ve gerilmeler çekme testi ile ifade edilemeyecek kadar kompleks olabilir

77
Konstrüksiyon hesaplarında Rm ve emniyet faktörü kullanıldı.
Günümüzde ReL veya ReH kullanılıyor Rm ile edinilen tecrübe de önemli. Rm ile malzeme bileşiminin dayanım üzerindeki etkileri araştırıldı.

78
Rm karşılaştırılabilir ve kolay ölçülebilir
Rm günümüzde malzeme özelliklerinin irdelenmesi ve kalite kontrol amacıyla kullanılmaktadır. Ayrıca Rm sertlik ve yorulma dayanımı arasında empirik ilişkiler vardır Rm gevrek malzemeler için önemli bir malzeme özelliğidir

79
Akma Mukavemeti Malzemeye yük uygulandığında
Önce elastik Plastik şekil değiştirmeler oluşur Elastik şekil değiştirmeler tersinirdir

80
Elastik bölgede Hook kuralı geçerlidir
E-modül malzemenin elastik şekil değiştirmeye direncini belirler.

81
Saf demirde E-Modül yöne bağlıdır
Elastik bölgede kesit daralmasına paralel olarak şekil değiştirme Dd/do ile kesitte Dl/lo ile boyda şekil değiştirme belirlenir kesit kontraksiyonu (v) metaller 0.3 civarındadır
 metaller 0.3 civarındadır.")
82
Elastik şekil değiştirme homojendir ölçüm bölgesinde sabittir.
Akma gerilmesinin ölçüm hassasiyeti şekil değiştirme ölçümünün hassasiyetine bağlıdır. elastik ile plastik geçiş ölçümü zordur

83
Tek eksenli yüklenme durumunda akma başlangıcı için üç kriter var
Elastik sınır kalıcı şekil değiştirme göstermeden dayanabileceği en yüksek gerilme şekil değiştirmede uygulanan hassasiyet 10-4 mm/mm proporsiyonal sınırın üzerindedir Proporsiyonal sınır Lineer olan en yüksek gerilme olarak tanımlanır. Lineerlikten saptığı değer Akma gerilmesi Akma gerilmesi ise çok düşük miktarda plastik şekil değiştirmenin meydana geldiği gerilme değeri olarak tanımlanır. ötelenerek yeni bir lineer eğri şekil değiştirme % 0.2 veya 0.1’dir (e= veya 0.001).
.")
84
% 0.2 Proporsiyonel Sınır % 0.1 Proporsiyonel Sınır

85
e= %0.1 veya 0.5 ise rijit (proff) gerilme
Proof Rp indisi ile gösterilir elastik sınır veya proporsiyonal sınırın belirlenmesi güçtür öteleme günümüzde en çok kullanılan yöntemdir.

86
Bazı malzemelerde örneğin saf bakır veya gri dökme demir gibi genel olarak gerilme ve şekil değiştirme arasında herhangi bir lineer geçiş bulunmaz ve bu durumda öteleme yöntemi de kullanılamaz, genel olarak bu tür malzemeler için geçiş şekil değiştirmesi örneğin e=0.005 olarak tanımlanmıştır.

87
Bazı metaller ve bunların içersinde özellikle düşük karbon içerikli çelik malzemeler elastik-plastik geçişte heterojen bir davranış gösterirler. Burada sıkça elastik-plastik geçişte dalgalanmalar gözlenir. Burada kuvvet ani bir şekilde artar ve yine ani olarak düşer.

88
Kuvvetin aniden düşmeye başladığı gerilmeye üst akma gerilmesi
Sabit gerilme ile uzama başlangıcı da alt akma gerilmesi Üst ve alt akma arası şekil değiştirme heterojendir. Üst akma gerilmesinde deformasyon bandı 45° ve metal yüzeyinde Bandın oluşumu ile birlikte aniden gerilme düşer

89
Lüders bantları ötelenerek hareket eder.
Lüders bantları veya Hartmann çizgileri veya gerilme çizgileri (stretcher lines) veya Piobert etkisi olarak da tanımlanır. Birkaç Lüders bandı aynı anda gerilme-şekil değiştirme eğrisi kararsız Çekme numunesinin tüm ölçüm bölgesi Lüders bantları ile doldurulduktan sonra plastik şekil değiştirme kararlı olarak devam edebilir.
 veya Piobert etkisi olarak da tanımlanır. Birkaç Lüders bandı aynı anda gerilme-şekil değiştirme eğrisi kararsız. Çekme numunesinin tüm ölçüm bölgesi Lüders bantları ile doldurulduktan sonra plastik şekil değiştirme kararlı olarak devam edebilir.")
90
Bir Lüders bandın oluşumu ve ilerlemesi (şematik)
")
91
Şekil Değiştirme Ölçümleri
Şekil değiştirme uygulamalarında (haddeleme veya ekstrüzyon) malzemenin homojen olarak ne kadar şekil değiştiriebileceğinin belirlenmesi (bir defada kaç mm kalınlık azaltılıabilir –paso deformasyon oranı-)
 malzemenin homojen olarak ne kadar şekil değiştiriebileceğinin belirlenmesi. (bir defada kaç mm kalınlık azaltılıabilir –paso deformasyon oranı-)")
92
şekillendirme prosesinin seçiminde.
plastik şekil değiştirme oranlarının saptanmasında. Yüksek şekil değiştirme yeteneği dövme malzemeler v.b.

93
Malzeme safsızlıklarının tespitinde Üretim hatalarının saptanmasında
Şekil değiştirme oranlarının ani düşüşleri

94
Kırılma (Kopma) Kopma uzaması Kırılma (kopma) kesit daralması
 Kopma uzaması Kırılma (kopma) kesit daralması")
95
En yüksek oranda plastik deformasyon boyun verme bölgesinde
ef=f(lo)
")
96
l0 uzunluğu düştükçe boyun verme bölgesi toplam şekil değiştirmeyi etkiler gerçekten daha büyük şekil değiştirme oranları ef ölçülür Kırılma şekil değiştirmesi ile birlikte ölçü uzunluğunun (l0) da verilmesi gerekir.
 da verilmesi gerekir.")
97
Kırılma kesit daralması ile bir sorun yoktur.
Z tüm ölçü uzunluğu için geçerli bir e oranına (zero-gage-legth elongation) çevrilebilir. Hacim sabitliğinden
 çevrilebilir. Hacim sabitliğinden.")
98
I: Al, Cu, Ni gibi saf metaller, östenitik çelik; II: Cu ve Al-bazlı alaşımlar; III: Düşük C içeren alaşımsız çelikler; IV: Yüksek ön deformasyon veya yüksek sıcaklık deformasyonu; V: Dökme demirler veya martenzitik çelikler; VI: Dinamik çökelti sertleşmeli yaşlanma

99
Gerçek Gerilme-Gerçek Şekil Değiştirme Diyagramı

100
Gerçek Gerilmenin Belirlenmesi
Hacim sabitliği homojen bölgede Boyun verme sonrası numune silindirik formunu koruyamaz Hacim sabitliği kuralı geçersiz

101
Gerçek Gerilme= anlık kuvvet / anlık kesit alanı

102
Gerçek Gerilme Hesabı

103
Boyun verme aşamasından sonra
Km çok eksenli gerilme koşulları için düzeltme, gerçek gerilmeyi doğrular, Siebel faktörü (KmS)kullanılır (D=çap, r=eğrilik yarıçapı)
kullanılır (D=çap, r=eğrilik yarıçapı)")
104
Mühendislik Gerilme-Şekil Değiştirme diyagramı ile Gerçek Gerilme-Gerçek Şekil Değiştirme diyagramlarının karşılaştırılması; 1: Mühendislik; 2: Gerçek; 3: SIEBEL’e göre hesaplanmış

105
Gerçek Şekil Değiştirmenin Hesaplanması
ilk ölçüm boyu yerine anlık boy Bu boy sürekli değiştiği için diferansiyel eşitlik yardımı ile hesaplanabilir

106
Ayrıca aşağıdaki gibi de hesaplanabilir

107
düşük şekil değiştirme oranlarında
eg ≈ e

108
Gerçek Gerilme Şekil Değiştirme Diyagramının Matematiksel Tanımı
Holloman Eşitliği Ludwik bağıntısı n=sertleşme katsayısı, s0=akma mukavemeti

110
Boyun Verme Başlangıcının Matematiksel Belirlenmesi
İki zaman aralığı alalım : t ve t`

111
olur, son terim ihmal edilirse ve

112
Maksimum kuvvette Diferansiyel yolla çözümü daha kolaydır:

113
Ayrıca Buna göre CONSIDERE KRİTERİ

114
Considere ile Holloman bağıntısı beraber yazılır
Ve türevi alınırsa

115
Buna göre maksimum kuvvette gerçek şekil değiştirme ve sertleşme katsayısı:

116
Dik Anizotropi Hadde malzemeler
Taneler rasgele yönlenmeden saptığı durum belirgin bir yönlenme (tekstür) Anizotropi tek eksenli çekme testi ile ölçülebilir Ölçüm sonucu r-değeri r- değeri hacim sabitesindeki azalmayı ifade eder
 Anizotropi tek eksenli çekme testi ile ölçülebilir. Ölçüm sonucu r-değeri. r- değeri hacim sabitesindeki azalmayı ifade eder.")
117
r-değeri (e:enine, k:kalınlığına, 0 deney öncesi, 1:deney sonrası)
r=1→izotrop r>1 → ene doğru şekil değiştirme daha yüksek

118
Çekme numunelerinde dik anizotropi ölçümleri

119
Haddelenme yönüne göre alınan numunelerde de r-değeri değişir.
Buna göre ortalama r-değerinin haddeleme yönünde (0°), haddeleme yönüne 45° açıda (diyagonal) ve hadde yönüne dik açıda (90°) alınan numunelerde ayrı ayrı hesaplanması gerekir:
, haddeleme yönüne 45° açıda (diyagonal) ve hadde yönüne dik açıda (90°) alınan numunelerde ayrı ayrı hesaplanması gerekir:")
120
Ayrıca düzlemsel anizotropi değeri de kullanılır
Düzlemsel anizotropi ile derin şekillendirilen bir sac malzemede kulaklanma (earing) olup olmadığı da belirlenebilir
 olup olmadığı da belirlenebilir.")
121
Dr = 0 kulaklanma oluşmaz,
Dr < 0 kulaklanma diyagonal yönde Dr > 0 kulaklanma hadde yönünde ve haddeye dik yönde oluşur.

122
Basma Testi DIN EN 50106 standardına göre tek eksenli basma gerilmesi
beton, tuğla veya doğal kaya gibi yapı malzemeleri döküm malzemeler çekme ve basma gerilmesi altında farklı özellikler

123
paralel veya hafif konik basma plakaları basma kuvveti uygular
Numunede fıçılaşma meydana gelir Nedeni numune ile baskı plakaları arasındaki sürtünme kuvvetleridir Numune basma kuvvetine dik yönde şekil değiştiremez tek eksenli gerilme çok eksenli gerilmeye dönüşür.

124
Basma numunesi ve etkiyen kuvvetler

125
Basma testinde basma konisinin pozisyonu
şekil değiştirmenin büyük bir kısmı taralı bölge dışında konik bölgeler birbirlerine yaklaştıkları zaman kuvvet çok hızlı artar şekil değiştirme giderek azalır. Basma testinde basma konisinin pozisyonu

126
sürtünme kuvvetlerinin düşük olması gerekli
basma plakalarının ve numune yüzeylerinin pürüzsüz sürtünme kuvvetlerini azaltıcı ilaveler

127
Numune silindir, çap serbest seçilebilir
çoğunlukla mm Numune yüksekliği (h0) ile çapı (d0) arasında h0 büyüdükçe bükülme tehlikesi var
 ile çapı (d0) arasında. h0 büyüdükçe bükülme tehlikesi var.")
128
ölçülen kuvvet ve şekil değiştirme değerleri
Sonuç mühendislik veya gerçek gerilme ve şekil değiştirme diyagramları y ekseninde basma gerilimleri x ekseninde de basma şekil değiştirmeleri

129
Çekme ve basma Gerilim-Şekil Değiştirme Eğrileri ve karşılaştırılması

130
Mühendislik Basma Gerilmesi
Mühendislik Basma Şekil Değiştirmesi Gerçek basma gerilmesi hacim sabitliği kuralı ile kolayca hesaplanabilir:

131
gerçek gerilme < mühendislik gerilmesi
nedeni şekil değiştirme < 0 Basma Gerilmesi (Kırılma Kuvveti ile) Gevrek malzemelerde görülür Kırılma Şekil Değiştirmesi
 Gevrek malzemelerde görülür. Kırılma Şekil Değiştirmesi.")
132
Basma testinde genellikle kırılma olmaz
kırılma veya çatlak oluşumu yoksa toplam şekil değiştirme %50’de test biter Ezme sınırı ≈ çekme testindeki akma sınırı elastik şekil değiştirmeden plastik şekil değiştirmeye geçiş:

133
Farklı malzemelerin basma gerilmesi-şekil değiştirme diyagramları

134
sürtünme kuvvetleri nedeniyle e sınırlı
yüksek çekme gerilmeleri Maksimum e Basma numunesinde tipik deformasyon bölgeleri I: düşük , II: orta ve III: yüksek deformasyon bölgesi

135
Basma numunesinde tipik deformasyon bölgelerinin makro dağlanmış
basma numunesinde görünüşü (akma izleri inhomojen deformasyon)
")
136
alüminyum alaşımında 45°’lik çatlak oluşumları
%72 şekillendirilen alüminyum alaşımında 45°’lik çatlak oluşumları

137
Sertlik Testi Sertlik, daha sert bir uca karşı malzeme direnci, Martens 1912. kalıcı şekil değiştirmeye karşı metal malzemenin gösterdiği direnç batma ile yüzeyde şekil değiştirme Şekil değiştirme sert ucun şekline, boyutuna ve uygulanan kuvvete bağlı kullanılan yöntem de farklı

138
Hızlı, ekonomik ve basit
yarı hasarlı test gurubu test sonuçları ile malzemenin dayanımı empirik bağıntı ile çekme dayanımı hesaplanır Rm=çekme dayanımı ve HB= Brinell sertliği sertlik değeri ve dayanım sadece ölçüm bölgesine ait

139
Sertlik testi ve sonuçları aşağıda verilen testler ile uygulanabilir:
Yüzeyin çizilmesi Statik yüklenme ile sert ucun malzeme yüzeyine batırılması Dinamik yüklenme ile sert ucun malzeme yüzeyine batırılması

140
Sertlik ölçüm sonucu nümerik
Bunun için batma ile sertlik ölçüm yöntemleri Yüklenme statik (sabit yük)
")
141
sert uçların şekil ve malzemesi farklıdır
Böylece malzeme yüzeyinde bölgesel şekil değiştirme meydana gelir. Şekil değiştirme bölgesinde iz oluşur.

142
Sertlik değeri bu izin Yüzey alanı Derinliği üzerinden hesaplanır. Statik sertlik ölçüm yöntemlerinde sadece plastik şekil değiştirme dikkate alınır.

143
Farklı sertlik ölçüm yöntemlerinin karşılaştırılması

144
Günümüzde kullanılan sertlik ölçüm yöntemleri

145
kuvvete göre sertlik ölçüm yöntemleri
makro sertlik F>49N düşük yük makro sertlik F=2-49N mikro sertlik F<2N

146
Brinell Sertlik Ölçüm Yöntemi (DIN EN 10003-1)
günümüzde çok sık kullanılan, en eski Sert uç malzeme yüzeyine bastırılır sertleştirilmiş çelik küre (HBS) sert metal küre (HBW) oluşan izin çapı Brinell sertlik değeri (HB) HB= f(iz çapı (d, mm), sert küre çapı (D, mm), kuvvet (F, N))
 sert metal küre (HBW) oluşan izin çapı. Brinell sertlik değeri (HB) HB= f(iz çapı (d, mm), sert küre çapı (D, mm), kuvvet (F, N))")
147
0,102 faktörü N ile Kp birimlerini bağlıyor
Brinel sertliği HB: 0,102 faktörü N ile Kp birimlerini bağlıyor 1 Kp= N

148
yüklenme derecesi c, D ve yüklenme süresi (t) ile değiştirilebilir.
 ile değiştirilebilir.")
149
Seçilen malzemelerin Brinell sertlikleri
ve kullanılan yüklenme dereceleri (1-30 arasında)
")
150
Çelik için c= 30 olması gerekir.
Örneğin Çelik için c= 30 olması gerekir. 10 mm çapında bir küre için F=29240 N olur. Kuvveti uygulama zamanı 2-8 s arasında 10-15 s kuvvetin sabit tutulmalı

151
Brinell yönteminde sertlik ölçümü

152
Brinell sertlik değerleri (ölçülebilir 3-450 HB)
Önce sertlik değeri verilir Sonra sert uç (HBS veya HBW) Sonra test koşulları Küre çapı (mm), Kuvvet (N), Uygulama Süresi (s) Örnek : 350 HBS 5/750 Brinell sertliği 350 5 mm çapında çelik küre uç 750 Kp (7,355 KN) test kuvveti.
 Sonra test koşulları. Küre çapı (mm), Kuvvet (N), Uygulama Süresi (s) Örnek : 350 HBS 5/750. Brinell sertliği mm çapında çelik küre uç. 750 Kp (7,355 KN) test kuvveti.")
153
Malzeme yüzeyi Temiz, düzgün ve alt yüzeye paralel olmalı
numune altında şekil değiştirme olmamalı Numune yeterince kalın Numunede seçilecek kalınlık (smin) malzeme sertliğine test koşullarına bağlı 450 HB sertliğe kadar aşağıda verilen eşitlik geçerli, i: kürenin batma derinliği (mm)
 malzeme sertliğine test koşullarına bağlı. 450 HB sertliğe kadar aşağıda verilen eşitlik geçerli, i: kürenin batma derinliği (mm)")
154
iz çapı 0,24-0,6D arasında olması gerekir.
d<0,24D iz kenarları net değil d>0,6D iz kenarlarında kuvvetli şekil değiştirme

155
Seçilen malzemelerin Brinell sertlikleri

156
VICKERS Sertlik Ölçüm Yöntemi (DIN EN 50133)
günümüzde en çok kullanılan yöntem ölçülebilir sertlik çok düşük 3HV (örneğin kurşun) çok yüksek değerler arasında 1500 HV (örneğin sert metal) özellikle çok sert malzemelerde tercih edilir çok küçük numuneler ve yüzey kaplamalarının sertlik ölçümü için uygundur.
 çok yüksek değerler arasında HV (örneğin sert metal) özellikle çok sert malzemelerde tercih edilir. çok küçük numuneler ve yüzey kaplamalarının sertlik ölçümü için uygundur.")
157
Vickers sertlik ölçüm yöntemine göre sertlik ölçüm prensibi

158
F>49N ve Brinell sertliğinde c=30 ve 470 HV için
üç kuvvet bölgesi mikro sertlik ölçümlerinde <1,96 N düşük yüklenmelerde N normal yüklenmelerde N sert uç kare tabanlı basit elmas piramit tepe açısı 136° Brinell ile karşılaştırılabilir olması için F>49N ve Brinell sertliğinde c=30 ve 470 HV için

159
Indenter seçilen kuvvet ile numune yüzeyine basar İz oluşur
İzin her iki çapraz köşe mesafeleri (diyagonalleri) ölçülür ortalamaları alınır sertlik hesaplanır.
 ölçülür. ortalamaları alınır. sertlik hesaplanır.")
160
Vickers sertlik değeri:
Vickers HV birimi ile arkasına kuvvet eklenir Vickers sertlik değeri: ↓ kuvvetler ile numune kalınlığı ↓ En az numune kalınlığı (z: köşe diyag.)
")
161
Numune kalınlığı ile sertlik değişimi

162
Karşılaştırılabilirlik diyagonal mesafeler hassas ölçülebilir
diğer avantaj da HV 10 –HV 100 arasında Kuvvet sertlik değerlerine etki etmiyor Karşılaştırılabilirlik aynı ölçüm koşullarında mümkün diyagonal mesafeler hassas ölçülebilir hassas ölçüm için yüzey deformasyonu ↓

163
ROCKWELL Sertlik Ölçüm Yöntemi (DIN EN 10109)
Rockwell A, B ve C gibi çeşitler Rockwell C ve A sık kullanılıyor

164
Rockwell C sertleştirilmiş çelik ve sert alaşımlar için
ölçüm bölgesi HRC arasında çok sert malzemeler için HRA ile Örneğin Tungsten karbür sertlik aralığı HRA

165
Rockwell ile Brinell arasında
hassas çevrim tabloları da vardır

166
sivri uçlu elmas piramit (indenter)
iki aşamalı olarak malzemeye batırılır. iz derinliği (tb) ölçülür bu derinlik ile sertlik hesaplanır:
 ölçülür. bu derinlik ile sertlik hesaplanır:")
167
Rockwell sertlik ölçüm testinde kullanılan elmas sert uç
ve yüke göre sertlik derinlik değişimleri.

168
sonra ölçüm kuvveti (F1) uygulanır
ön kuvvet (F0) =98 N sonra ölçüm kuvveti (F1) uygulanır HRA için 490N HRC için ise 1373N sonra ölçme için uygulanan kuvvet (F1) kaldırılır ön kuvvet altında iz derinliği (tb) ölçülür.
 =98 N. sonra ölçüm kuvveti (F1) uygulanır. HRA için 490N. HRC için ise 1373N. sonra ölçme için uygulanan kuvvet (F1) kaldırılır. ön kuvvet altında iz derinliği (tb) ölçülür.")
169
Sertlik izleri arası mesafe
Hassas ölçüm için yüzeyin hassas olarak hazırlanması Yüzey pürüzlülüğünün artışı sonuçları etkilemekte her iki yüzeyin paralel Sertlik ölçüm süresi plastik şekil değiştirme yeteneğine bağlı Zamana bağlı olarak şekil değiştirme yoksa ön kuvvette 2 toplam süre de 5-8 saniye Sertlik izleri arası mesafe kısıtlama yoksa diğer sertlik izlerinden ve kenardan 3 mm

170
diğer yöntemlere göre çok hızlı tam otomatik
ölçüm hassasiyeti sert ucun eğrilik yarıçapı nedeniyle daha düşüktür.

171
Rockwell sertlik ölçüm sistemi (şematik)
")
172
Malzemelerin Tokluk Özelliklerinin Belirlenmesi ve Tokluk Testleri

Benzer bir sunumlar



-Numune hazırlama 2)-Çekme deneyinin yapılışı.>")















 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler,>")
 Kompozitler>")