Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
KAYNAKLI PARÇALARDA GÖRÜLEN HATALAR
Oğuzhan tarcan GAMZE KARADOĞAN BURAK MUTLU SEDANUR COŞKUN İBRAHİM ÇELİKOĞLU

2
KAYNAK HATALARI Tüm kaynak yöntemlerinde kaynak parametrelerinin uygun seçilmemesi, uygun olmayan ilave metal ve kötü bir kaynak tekniğinin uygulanması sonucu bir takım kaynak hataları ile karşılaşılır.

3
BAŞLICA KAYNAK HATALARI
NÜFUZİYETSİZLİK ERGİME NOKSANLIĞI EKSİK DOLGU ( DÜŞÜK KAYNAK ) UNDERCUT ( YANMA OLUĞU ) GÖZENEK VE GAZ KABARCIĞI ÇATLAKLAR OVERLAP ( ÜST ÜSTE BİNME , SOĞUK YAPIŞMA ) AŞIRI NÜFUZİYET SIÇRAMALAR
 UNDERCUT ( YANMA OLUĞU ) GÖZENEK VE GAZ KABARCIĞI. ÇATLAKLAR. OVERLAP ( ÜST ÜSTE BİNME , SOĞUK YAPIŞMA ) AŞIRI NÜFUZİYET. SIÇRAMALAR.")
4
1.NÜFUZİYETSİZLİK ÜÇ ŞEKİLDE ORTAYA ÇIKAR;
TEK TARAFLI KAYNAKLARDA KAYNAK DOLGUSU, MALZEMEYİ TAMAMEN KAPATAMAZ. ÇİFT TARAFLI KAYNAKLARDA İKİ TARAFLI KAYNAK ARASI BOŞLUK T KAYNAĞINDA KAYNAK KÖPRÜ OLUŞTURUR, UÇLARA ULAŞMAZ.

5
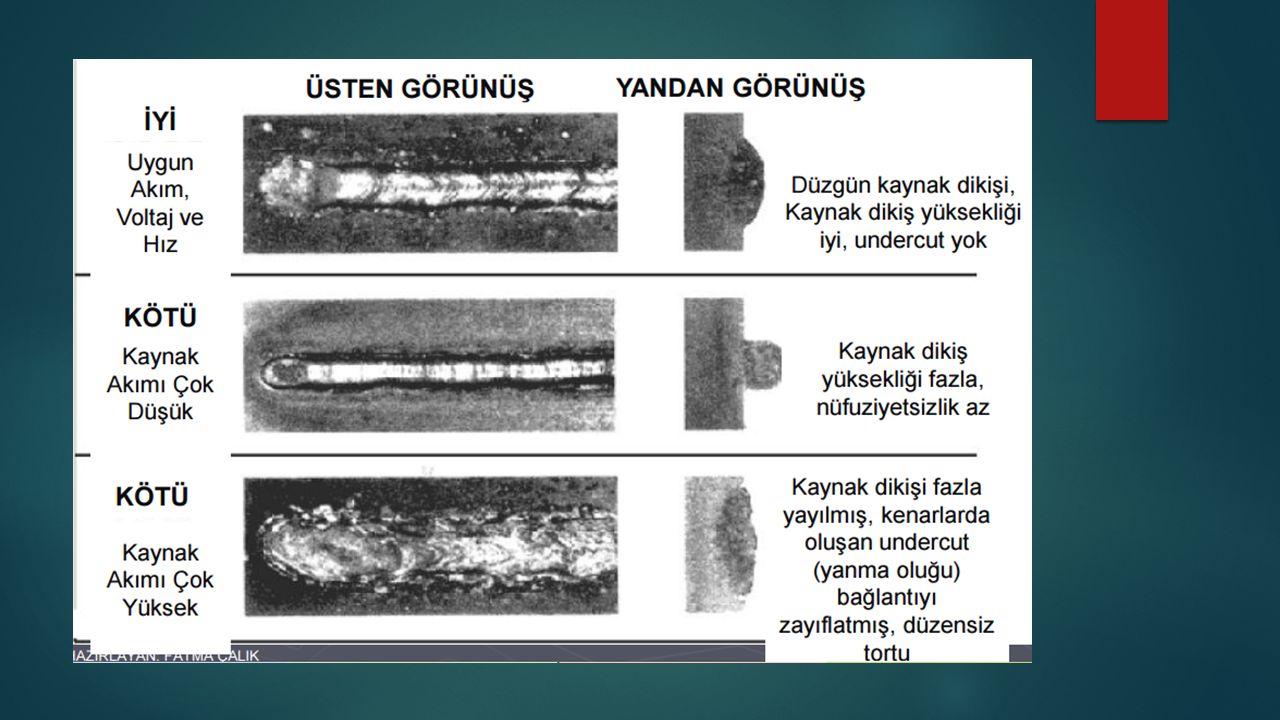
NÜFUZİYETSİZLİKTE KAYNAK AKIMININ ÖNEMİ BÜYÜKTÜR
NÜFUZİYETSİZLİKTE KAYNAK AKIMININ ÖNEMİ BÜYÜKTÜR. NÜFUZİYETSİZLİK TEMELDE AKIMIN ÇOK DÜŞÜK OLMASINDAN KAYNAKLANIR VE AMPERİ ARTTIRARAK KOLAYLIKLA DÜZELTİLEBİLİR. DİĞER SEBEPLER; TORÇ AÇISININ UYGUN OLMAYIŞI, HIZIN DÜŞÜK OLMASI. HER İKİ DURUMDA DA KAYNAK MALZEMESİ ARKIN ÖNÜNDE TOPLANIR VE PENETRASYONA ENGEL OLUR. ARK, KAYNAK HAVUZUNUN ÖNÜNDE TUTULMALIDIR.

6
2.ERGİME NOKSANLIĞI Ergime noksanlığında, kaynak metali ana metali eritmeden yan duvarlarına yapışır. En önemli sebebi ise kaynak tekniğin yanlış olmasıdır. Ya kaynak havuzu çok geniş (ilerleme hızı çok yavaş) Makina Hızı Yüksek, Kaynak Ağzı Genişlikleri fazla, tel çapı düşük yada kaynak metali arkın önünde toplanmıştır. Ark kaynak havuzunun önünde ilerlemelidir. Böylece kaynak havuzu çok fazla yayılmaz ve arkın önünü kapatmaz.
 Makina Hızı Yüksek, Kaynak Ağzı Genişlikleri fazla, tel çapı düşük. yada kaynak metali arkın önünde toplanmıştır. Ark kaynak havuzunun önünde ilerlemelidir. Böylece kaynak havuzu çok fazla yayılmaz ve arkın önünü kapatmaz.")
7
3.EKSİK DOLGU ( DÜŞÜK KAYNAK )
En önemli sebebi kaynak tekniğinin yanlış olmasıdır. Ya kaynak havuzu çok geniş (ilerleme hızı çok yavaş) Makina Hızı Yüksek, Kaynak Ağzı Genişlikleri fazla, tel çapı düşük yada kaynak metali arkın önünde toplanmıştır.
 Makina Hızı Yüksek, Kaynak Ağzı Genişlikleri fazla, tel çapı düşük. yada kaynak metali arkın önünde toplanmıştır.")
8
4.UNDERCUT ( YANMA OLUĞU )
Yanma oluğu kaynak dikişinin hemen yanında (alt veya üst) oluklardır. Yanma olukları dinamik yükler altında kaynak dikişinde çentik etkisi yaratarak kırılmalara neden olur.
 oluklardır. Yanma olukları dinamik yükler altında kaynak dikişinde çentik etkisi yaratarak kırılmalara neden olur.")
9
Hız çok yüksek Voltaj çok yüksek VEYA Amper Yüksek DIŞTA YANMA OLUĞU İÇTE YANMA OLUĞU

10
5.GÖZENEK VE GAZ KABARCIĞI
Genellikle eriyen metal içerisine giren gaz veya diğer yabancı malzemeler sonucu oluşur . Paslı, yağlı, boyalı parçaların temizlenmeden kaynatılması Kaynak banyosunun çabuk katılaşması (Gaz Boşluğu) Parçaların ıslaklığı, elektrod örtüsünün rutubet almış olması. Akım şiddetinin zayıf olması durumunda da banyo çabuk soğuyacak, gazlar kaçmaya fırsat bulamayacaktır.
 Parçaların ıslaklığı, elektrod örtüsünün rutubet almış olması. Akım şiddetinin zayıf olması durumunda da banyo çabuk soğuyacak, gazlar kaçmaya fırsat bulamayacaktır.")
11
YIĞIN HALİNDE GÖZENEK DAĞINIK HALDE GÖZENEK

12
6.ÇATLAKLAR Kaynak üzerinde çatlak kesinlikle kabul edilemez. Çatlak bölgesi çıkarılmalı ve tamir edilmelidir.

13
Kaynak Sırasında Görülen Başlıca Çatlak Çeşitleri
Hidrojen çatlakları ( kaynak metali ) Laminar yırtılma Tavlama çatlakları
 Laminar yırtılma. Tavlama çatlakları.")
14
1.Hidrojen çatlakları ( Kaynak Metali )
Kaynak metalinin ana metalden daha fazla alaşımlı olması. Kalın kesitli malzemelerde yetersiz kurutulmuş elektrod, toz kullanılması veya ön ısıtma yapılmaması. Yüksek hareket sınırlılığı. Aşırı kök aralığı. Kök pasoda oluşan keskin yarık.

15
2.Laminar Yırtılma Kalınlık yönünde, metalik olmayan kalıntılardan dolayı, kötü süneklik. Sadece haddelenmiş plakalarda görülür. Çoğunlukla kaynak metalinin ana metal yüzeyine yığıldığı durumlarda görülür. T, Köşe, Haç birleştirilmelerde ve hareketin sınırlı olduğu yerlerde sıkça rastlanır.

16
3.Tavlama Çatlakları Düşük alaşımlı kalın kesitli çelik yapıların ve sürünmeye dirençli çeliklerin kaynak sonrası ısıl işlemleri sırasında görülür. Isıl gerilimlerle birlikte ITAB‘da artan kötü sürünme sünekliği

17
7.OVERLAP ( SOĞUK YAPIŞMA )
")
18
8.AŞIRI NÜFUZİYET Kaynak metali kök tarafında ana metal yüzeyinden daha yukarıdadır. Eğer bu mesafe belirtilen değerlerin üzerinde ise bir hatadır.

19
9.SIÇRAMALAR İstenmeden kaynak dikişi veya esas metal üzerinde, küresel küçük metal parçacıklarının dağılmasıdır. Parçacıklar, bazen düştükleri yere kuvvetle yapışır. Bu hata, ekseriya elektrik ark kaynağında meydana gelir. Bazı hallerde sıçramaya, elektrodun kendi kaynak özellikleri veya örtüsünün rutubetli olması sebep olur. Fakat sıçramanın esas amili, yüksek akım şiddetidir. Arkın kaynak esnasında sık sık kesilmesi (sünmesi) de sıçramaya sebebiyet verdiğinden, bundan kaçınılmalıdır. ŞEKİL ŞEKİL ŞEKİL 3 ŞEKİL 1:Genleşen gaz kaynaklı sıçrama ŞEKİL 2:Damlaların banyoya çarpması ile sıçrama ŞEKİL 3:Manyetik alan kaynaklı sıçrama
 de sıçramaya sebebiyet verdiğinden, bundan kaçınılmalıdır. ŞEKİL 1 ŞEKİL 2 ŞEKİL 3. ŞEKİL 1:Genleşen gaz kaynaklı sıçrama. ŞEKİL 2:Damlaların banyoya çarpması ile sıçrama. ŞEKİL 3:Manyetik alan kaynaklı sıçrama.")
20
KAYNAK HATALARI İLE İLGİLİ BAZI ÖRNEKLER

23
BİZİ DİNLEDİĞİNİZ İÇİN TEŞEKKÜRLER..

Benzer bir sunumlar

>")















 Demir Üretimi>")


