Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
BÖLÜM 3.2 KAYNAK YÖNTEMLERİ ELEKTRİK DİRENÇ KAYNAĞI
İMAL USULLERİ KAYNAK TEKNOLOJİSİ BÖLÜM 3.2 KAYNAK YÖNTEMLERİ ELEKTRİK DİRENÇ KAYNAĞI

2
Direnç kaynağı; iş parçalarından geçen elektrik akımına karşı iş parçalarının gösterdiği dirençten sağlanan ısı ve aynı zamanda, basıncın tatbikiyle yapılan bir kaynak usulüdür. Malzemeden geçen elektrik akımının meydana getirdiği ısının dışında, herhangi bir ısı tatbik edilmemektedir. Isı, kaynak edilecek kısımlarda meydana gelir ve basınç kaynak makinasındaki elektrodlar veya çeneler vasıtasıyla uygulanır. Şekilde görüldüğü gibi şebeke akımının yüksek voltaj / düşük amperi, düşük voltajı / yüksek akım şekline bir trafo yardımıyla dönüştürülür. Kaynak, kaynak edilecek malzemeleri belli bir basınçla sıkıştırıp, akımın malzemeye akmasını sağlayan elektrodlar yardımıyla yapılır. Akım bir elektrodtan diğerine malzeme üzerinden geçerek akar. Bu elektrodlar, yüksek akımın geçişine izin veren, basınç altında yeterli fiziksel mukavemete sahip özel bakır alaşımlarıdır. İnce parçaların kaynağında hava soğutmalı, kalın parçaların kaynağında ise su soğutmalı elektrodlar kullanılır.

3
Punta kaynağında dikkate alınacak dört değişken vardır:
• Basınç • Kaynak zamanı • Elektrik akımı • Elektrot ucunun çapı Direnç kaynağında elektrotlar ve parçalar boyunca istenen sıcaklık dağılımı Eğer doğru basınç uygulanırsa, bu bölge elektrik devresindeki en yüksek direnci gösterir ve burada güç kayıpları yığılır. Enerji ısıya dönüşür. Direnç kaynağında kaynak için gerekli olan ısı, elektrik akımının kaynak bölgesinden geçişi sırasında malzemenin akıma karşı gösterdiği elektriksel direnç nedeniyle ortaya çıkan ısıdır.

4
• Basınç: Direnç kaynağındaki basıncın bir dövme etkisi oluşturması nedeniyle, diğer yöntemlerde oluşturulanlara göre daha düşük sıcaklıklarda kaynak yapılabilir. Eğer aşırı basınç uygulanırsa, erimiş ve yumuşamış metal ara yüzeyden fışkırabilir. Araştırmalar kaynak birleşmelerindeki yüksek basıncın elektrod ile malzeme temas yüzeyi arasındaki direnci düşürdüğünü göstermektedir. Basıncın yükselmesi, direnç faktörünü düşürür. • Kaynak zamanı Punta kaynağı için bir çok durumda yüksek amper değerleri kullanılır. Bu yüksek amperler, yüksek dirençlerle akarken kısa bir zaman sürecinde fazla ısı çıkarılır. Kaliteli kaynaklar için akımın akış zamanının çok iyi kontrol edilmesi gerekir. Nokta direnç kaynaklarında zaman kontrol edilebilen tek değişkendir. Akımın kontrolü ekonomik ve pratik değildir. Bir çok nokta direnç kaynağı kısa zaman aralığında yapılır. Kaynak yöntemlerinde normal olarak alternatif akım, 50 / 60 Hz ( 1 saniyede 50 / 60 kez tekrarlanan AC akım ) kullanılır. Zamanın kontrolü çok önemlidir. Şayet zaman çok uzun olur ise birleşme noktasındaki ana metalin ergime sıcaklığının çok üzerine ( bazen kaynama noktasına ) çıkılabilir. Bu gaz gözeneklerinden dolayı kaynakta hatalara sebep olur. Aynı zamanda sıvı metalin kaynak bölgesinden uzaklaşarak, kaynak noktasının kalınlığının düşmesi olasılığı da söz konusudur. Kısa kaynak zamanı ana malzemeye verilecek fazla ısı olasılığını da düşürecektir. Ana malzemenin ısıdan dolayı etkilenmesi, malzeme yüzeyi deformasyonu ve kaynak noktası çevresindeki ısıdan etkilenen bölgenin sınırları daha düşük olacaktır.
 kullanılır. Zamanın kontrolü çok önemlidir. Şayet zaman çok uzun olur ise birleşme noktasındaki ana metalin ergime sıcaklığının çok üzerine ( bazen kaynama noktasına ) çıkılabilir. Bu gaz gözeneklerinden dolayı kaynakta hatalara sebep olur. Aynı zamanda sıvı metalin kaynak bölgesinden uzaklaşarak, kaynak noktasının kalınlığının düşmesi olasılığı da söz konusudur. Kısa kaynak zamanı ana malzemeye verilecek fazla ısı olasılığını da düşürecektir. Ana malzemenin ısıdan dolayı etkilenmesi, malzeme yüzeyi deformasyonu ve kaynak noktası çevresindeki ısıdan etkilenen bölgenin sınırları daha düşük olacaktır.")
5
Kaynak zamanı malzeme kalınlığına ve kalitesine, akımın büyüklüğüne ve punta ucunun malzeme yüzeyine temas alanına bağlıdır. • Elektrik akımı Yüzey koşulları ve basınç önemli parametrelerse de, direnç kaynağı esas olarak akımın büyüklüğü ve geçiş süresi tarafından oluşturulur. Yüksek akımlar ve kısa kaynak süreleri sayesinde bitişik metale dağılan ısı miktarı düşük seviyede tutulabilir ve istenen sıcaklıklara çıkılabilir. Yüksek ısıl iletkenliğe sahip malzemeler ve yüksek özgül ısıya sahip (Al ve Cu gibi) malzemeler, ısının dağılmasını önlemek için yüksek akım gerektirir.
 malzemeler, ısının dağılmasını önlemek için yüksek akım gerektirir.")
6
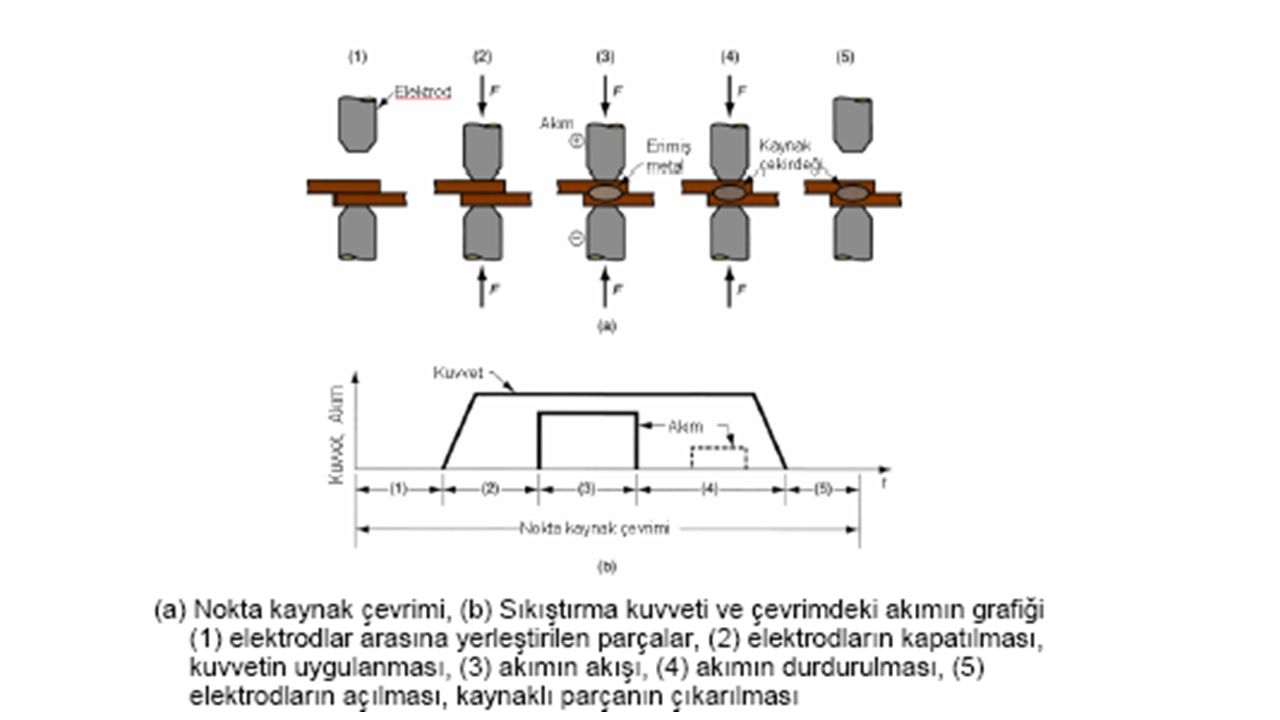
Nokta kaynağı; elektrodlar tarafından bir arada tutulan iş parçalarında geçen elektrik akımına karşı iş parçalarının gösterdikleri dirençten elde edilen ısı ile parçaların bölgesel olarak eritilip basınç altında birleştirilmeleridir. Kaynak yapılacak iş parçaları elektrik akımının geçişini engelleyecek her türlü yağdan, kirden, boyadan ve pastan temizlenmelidir. Bu temizlik işlemi tel fırça veya zımpara yardımıyla yapılır. Kaynak makinesi çalıştırılır ve kaynatılacak parçaların kalınlığına ve makine türüne göre değişen amper ve zaman ayarı yapılır.

8
Saclar kaynağa hazır hale getirilerek elektrodların arasına uygun şekilde yerleştirilir.
Elektrodlar iş parçasına doğru yaklaştırılır ve parçalar sıkıştırılır. Böylece saclar birbirine temas ettirilir. Sıkıştırma olarak adlandırılan bu bölümde uygulanan basınç, biraz daha artırılarak elektrik akımının geçişi otomatik olarak başlatılır. Parça türü ve kalınlığına göre ayarlanan amper ve zaman dahilinde akım geçişi sürerek parçayı ısıtır. Elektrodların iş parçalarına baskı yaptığı noktadaki ara yüzeyde ergime başlar. Zaman sayacına bağlı olarak geçen akım, otomatik olarak kapanarak ergiyik baskı kaldırılmaksızın soğumaya bırakılır, bu süre birkaç saniyedir. Elektrotlara uygulanan basınç kaldırılarak elektrodların birbirinden uzaklaşması sağlanır. Bu süreçte kaynak işlemi gerçekleştirilmiş olur. Kaynak bölgesinin temizlenmesi isteniyorsa genelde tel fırça veya zımpara kullanarak kaynak temizliği gerçekleştirilir. Otomotiv sektörü, uzay ve uçak teknolojileri, çelik yapılar, çelik eşya imalatı, hassas cihazların imalatı, elektroteknik, makine sektörü gibi pek çok alanda kullanılan ince kesitli metal malzemelerin bindirme kaynağında uygulanır. • Düşük karbonlu çelik, galvanizli çelikler, paslanmaz çelik, alüminyum, nikel, titan ve bakır alaşımlarını içine alan farklı malzemelerin kaynağına müsaittir.

9
Örnek uygulama için yol haritası
Elektrik nokta direnç kaynağı için Malzemesi ve Kalınlığı bilinen bir birleştirme için: Elektrot malzemesi? Elektrot boyutları? Elektrot şekli? Elektrot uç şekli? Akım değeri? Zaman ( peryod – saykıl )? Makine çalışma karakteristiği? Basınç ( kuvvet )? Noktalar arası mesafe? Noktaların konumu ( uç ve kıvrık köşelere )?
 Makine çalışma karakteristiği Basınç ( kuvvet ) Noktalar arası mesafe Noktaların konumu ( uç ve kıvrık köşelere )")
10
Direnç Dikiş Kaynağı Dikiş direnç kaynağı, yapım tekniği bakımından nokta kaynağına benzer. Nokta kaynağında ardışık olarak noktaların sıralanması dikiş direnç kaynağını oluşturur. Dikiş kaynağı, nokta kaynağındaki gibi birbiri üzerine bindirilen saç parçaların, temas yüzeylerinden geçen elektrik akımına gösterdiği direnç ile ergiyerek basınç altında birleştirilmesidir.

11
Dikiş direnç kaynağında kullanılan elektrodlar ısıl işlem görmüş, bakır alaşımlarından üretilir. Kullanılan elektrot çapları mm arasındadır. Elektrodların malzemeye temas eden yüzey genişliği, kaynatılacak malzemenin kalınlığına göre farklılık göstermektedir. Elektrodun malzemeye uyguladığı basınç nokta kaynağına göre daha fazla olmaktadır. Kaynak kabiliyetini etkileyen unsurlardan birisi de malzemelerin kaynak öncesi boya, kir, yağ, pas vb. temizlenmesidir.

12
Dikiş kaynağının avantajları:
• Temiz yüzey • Sızdırmaz kaynak yapmaya müsaittir. • Hızlı bir kaynak çeşididir. • Değişik malzemelerin kaynağına uygundur (örneğin düşük karbonlu çelik, galvanizli çelikler, paslanmaz çelik ve alüminyum). Dezavantajlar : • Nokta veya kabartılı, nokta kaynağına göre sadece daha ince plakalar kaynaklanabilir. • Yüksek ısı toplanması nedeniyle, dikiş dayanımı düşüktür. • Donanım maliyeti yüksektir. Kullanım Alanları : • Konserve kutuları imalatında • Borularda • Radyatörlerde • Taşıt parçaları imalatında (örneğin yakıt deposu)
. Dezavantajlar : • Nokta veya kabartılı, nokta kaynağına göre sadece daha ince plakalar kaynaklanabilir. • Yüksek ısı toplanması nedeniyle, dikiş dayanımı düşüktür. • Donanım maliyeti yüksektir. Kullanım Alanları : • Konserve kutuları imalatında. • Borularda. • Radyatörlerde. • Taşıt parçaları imalatında (örneğin yakıt deposu)")
13
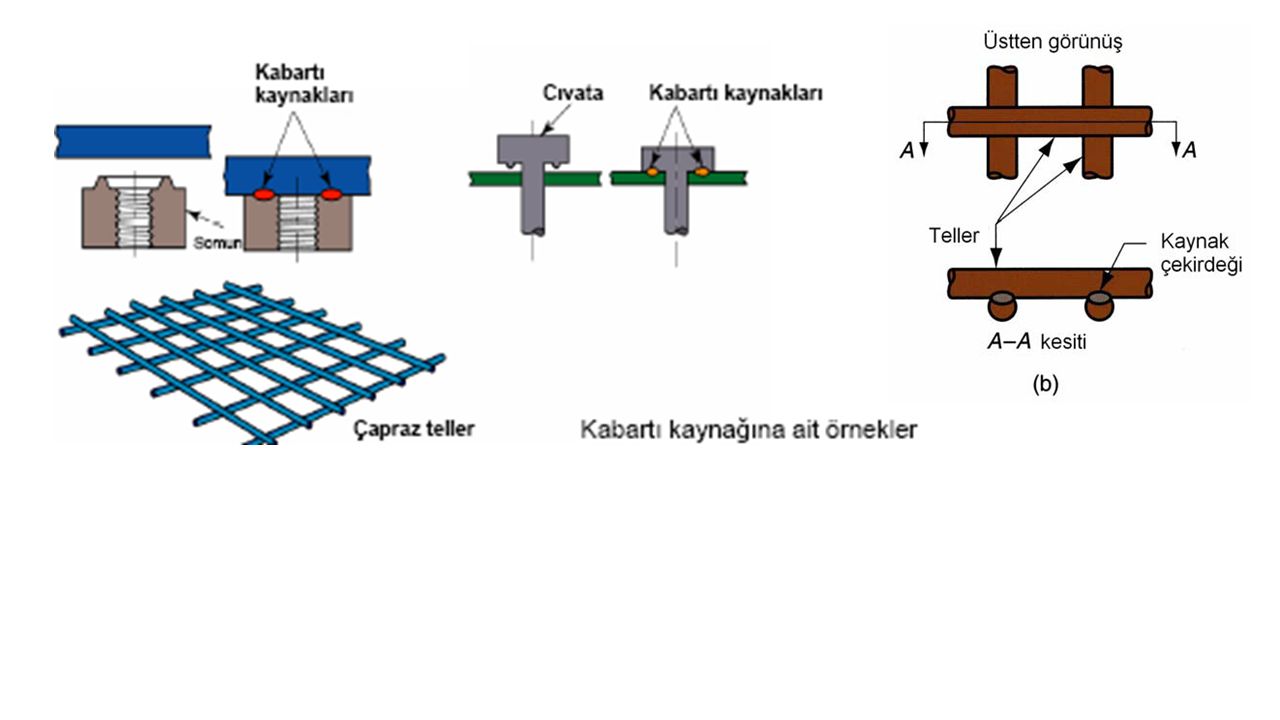
Kabartılı nokta kaynağı - Direnç projeksiyon kaynağı
Kabartılı nokta kaynağı, yöntem olarak nokta kaynağına benzer. Nokta kaynağında kaynatılacak sac malzemeler üst üste bindirilip, elektrodlar arasında sıkıştırılıyor ve elektrik akımı geçiriliyordu. Bu yöntemle elektrot başlıklarının boyut ve şekilleri geçen akımı sınırlandırırken kabartılı nokta kaynağında akım kaynatılacak malzemelerin en az birinde bulunan kabartılarla sınırlıdır. • Aynı anda çoklu kaynak yapma imkanı sağlar. • Farklı kalınlıklardaki sacları birleştirme imkanı sunar. • Yüksek enerji verimi sağlar.

16
Direnç alın kaynağı Yakma Alın Kaynağı Avantajları 1-) Büyük kesitlerin kaynağı mümkündür. 2-) Alın düzleminin hassas hazırlanması gerekmez. Yakma Alın Kaynağı Dezavantajları 1-) Yüksek elektrik bağlantı değerleri gereklidir. 2-) Büyük yığma kuvvetleri gereklidir. 3-) Büyük ve düzensiz oluşan kenar taşması (çapak). Kullanım Alanları 1-) Mil ve borular 2-) Raylar 3-) Takım kesme parçaları 4-) Takım gövdeleri elektrik direnciyle ısıtma yığma – parçaların birbirine bastırılması. Normal olarak alın bağlantılar için kullanılan bir yöntemdir. Birleştirilecek iki yüzey, temas veya yakın hale getirilir ve yüzeyleri erime sıcaklığına çıkaracak ısıyı üretmek için elektrik akımı uygulanır; daha sonra kaynağı oluşturmak üzere yüzeyler birbirine bastırılır.
 Yüksek elektrik bağlantı değerleri gereklidir. 2-) Büyük yığma kuvvetleri gereklidir. 3-) Büyük ve düzensiz oluşan kenar taşması (çapak). Kullanım Alanları. 1-) Mil ve borular. 2-) Raylar. 3-) Takım kesme parçaları. 4-) Takım gövdeleri. elektrik direnciyle ısıtma. yığma – parçaların birbirine bastırılması. Normal olarak alın bağlantılar için kullanılan bir yöntemdir. Birleştirilecek iki yüzey, temas veya yakın hale getirilir ve yüzeyleri erime sıcaklığına çıkaracak ısıyı üretmek için elektrik akımı uygulanır; daha sonra kaynağı oluşturmak üzere yüzeyler birbirine bastırılır.")
17
Katı Hal Kaynağı ve Yöntemleri
• Parça yüzeylerinin birleştirilmesi için: – Sadece basınç, veya – Isı ve basınç – Eğer hem ısı hem de basınç kullanılıyorsa, tek başına ısı parça yüzeylerini eritmeye yeterli değildir. – Bazı katı hal kaynak yöntemleri için, zaman da bir faktördür. • İlave metal kullanılmaz • Her bir katı hal kaynak yöntemi, temas yüzeylerinde bağ oluşturmak için kendi özgün yöntemine sahiptir. • Başarılı bir katı hal kaynağı için temel faktörler, iki yüzeyin – Çok temiz – Atomsal bağa izin verecek derecede çok yakın fiziksel temas halinde olması gerekir.

18
Katı Hal Kaynak Yöntemlerinin Eritme Kaynak Yöntemlerine göre Üstünlükleri
• Eğer erime olmazsa, ITAB da oluşmaz; böylece bağlantı çevresindeki metal başlangıçtaki özelliklerini sürdürür. • Çoğu katı hal kaynak yöntemi, ayrı noktalar veya dikişler şeklinde değil, temas eden arayüzeyin tamamını birleştiren kaynaklı bağlantılar oluşturur. • Bazıları, izafi erime sıcaklıklarını ve eritme kaynağında ortaya çıkan diğer problemleri göz önüne almadan farklı metalleri birleştirmek için kullanılır. Dövme Kaynağı Birleştirilecek kısımlarının sıcak dövme işlem sıcaklığına kadar ısıtıldığı ve daha sonra çekiç veya benzer aletlerle birbirine dövüldüğü kaynak yöntemidir.

19
Soğuk Kaynak Temiz temas yüzeyleri arasına oda sıcaklığında yüksek basınç uygulayarak yapılan katı hal kaynak yöntemidir. • Metallerin en azından biri, tercihen de ikisi birden çok sünek olmalıdır. – Yumuşak alüminyum ve bakır, soğuk kaynağa uygundur. • Isı uygulanmaz; ancak deformasyon, parça sıcaklığını yükseltir.

20
Haddeleme Kaynağı • Birleşmeye yeterli basıncın, dış ısı ile veya olmadan, merdaneler aracılığıyla uygulandığı katı hal kaynak yöntemidir. • Parçaların işlemden önce ısıtılıp ısıtılmadığına bağlı olarak, dövme veya soğuk kaynağın özel bir halidir. – Eğer dış ısı yoksa, soğuk haddeleme kaynağı – Eğer ısı uygulanıyorsa, sıcak haddeleme kaynağı Haddeleme Kaynağının Uygulamaları • Korozyon direnci için paslanmaz çeliğin alaşımsız veya düşük alaşımlı çelik üzerine giydirilmesi

21
Haddeleme Kaynağına Örnek
Birleşim, buzdolabı evaporatör plakalarında olduğu gibi grafit veya seramik gibi ayırıcı maddeler kullanılarak yerel olarak önlenebilir; basınçlı hava veya sıvı ile şişirme, parçaların birleşmeyen kısımlarını ayırır.

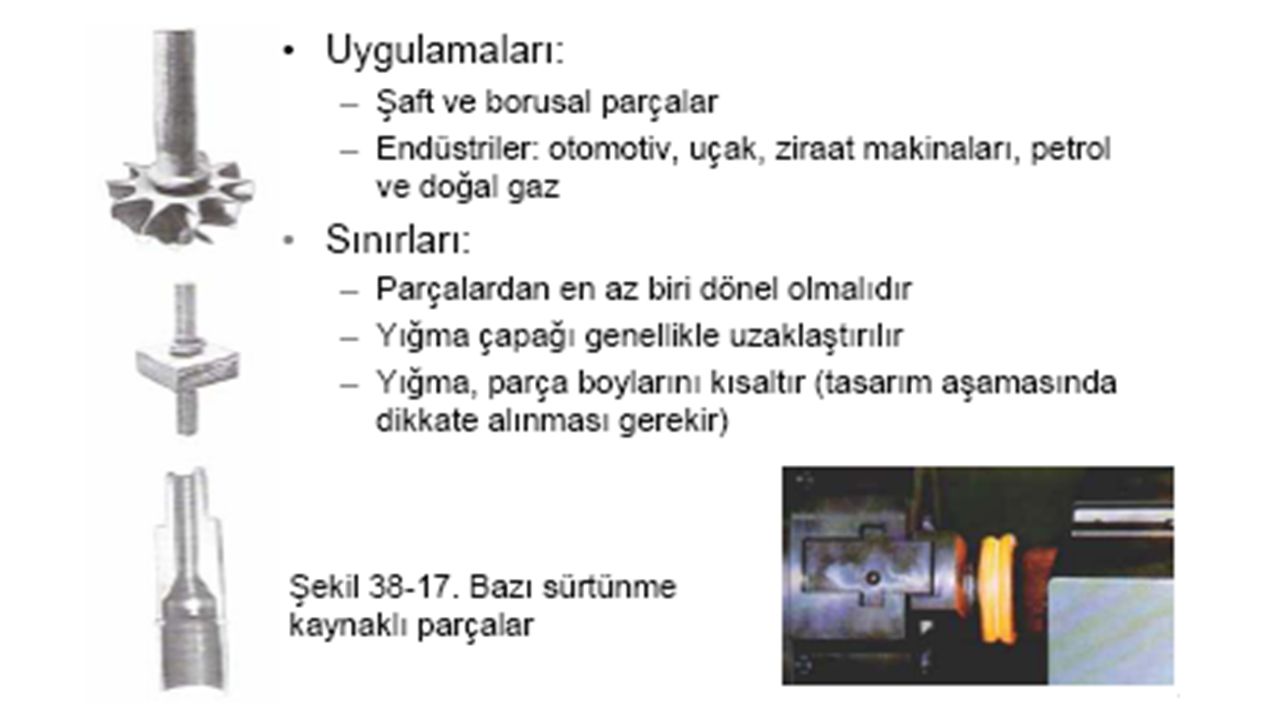
22
Sürtünme Kaynağı • Uygun yapıldığında, temas yüzeylerinde erime oluşmaz. • Normal olarak ilave metal, dekapan veya koruyucu gaz kullanılmaz. • İşlem dar bir ITAB oluşturur. • Farklı metallerin birleştirilmesinde kullanılabilir.

23
Sürtünme kaynağı: (1) dönen parça, temas yok; (2) sürtünme ısısı üretmek üzere parçalar temas haline getirilir; (3) dönme durdurulur ve eksenel basınç uygulanır; ve (4) kaynak oluşturulur
 dönen parça, temas yok; (2) sürtünme ısısı üretmek üzere parçalar temas haline getirilir; (3) dönme durdurulur ve eksenel basınç uygulanır; ve (4) kaynak oluşturulur")
25
Sürtünme Karıştırma Kaynağı
• Düşük sıcaklıkta eriyen metalleri ve termoplastikleri birleştirmede kullanılan yeni bir yöntem (1991) • Sürtünme ısısı, parçaların temas yüzeyleri arasında dönen erimeyen bir prob ile oluşturulur. • Prob döndükçe plastikleşen ve yumuşayan malzemeler döndürme etkisiyle birbirinin içine karışır.
 • Sürtünme ısısı, parçaların temas yüzeyleri arasında dönen erimeyen bir prob ile oluşturulur. • Prob döndükçe plastikleşen ve yumuşayan malzemeler döndürme etkisiyle birbirinin içine karışır.")
26
Ultrasonik Kaynak İki parçanın bir arada tutulduğu ve birleştirmek üzere ara yüzeye ultrasonik frekansta titreşimsel kayma gerilmeleri uygulandığı katı hal kaynak yöntemidir. • Titreşim hareketi, teması sağlamak üzere yüzeylerde mevcut tabakaları kırar ve metalurjik bağ oluşturur. • Yüzeyler ısınmasına rağmen sıcaklıklar Tm’nin çok altındadır. • İlave metal, dekapan veya koruyucu gaz kullanılmaz. • Genellikle alüminyum ve bakır gibi yumuşak metallerin bindirme tipi bağlantısıyla sınırlıdır.

27
• Elektrik ve elektronik endüstrisi için tel terminalleri ve bağlantıları (lehimlemeye ihtiyacı ortadan kaldırır) • Alüminyum saç metal panellerin birleştirilmesi • Güneş panellerinde boruların saçlara kaynağı • Otomotiv endüstrisinde küçük parçaların birleştirilmesi Bu yöntemle, yumuşak metallerden (alüminyum, altın) ince sacların, folyelerin veya tellerin (kalınlık 0,03–2 mm), daha kalın çelik, demir dışı metaller, cam veya seramik gibi malzemeler üzerine kaynağı yapılır. Difüzyon Kaynağı Cu–porselen
 ince sacların, folyelerin veya tellerin (kalınlık 0,03–2 mm), daha kalın çelik, demir dışı metaller, cam veya seramik gibi malzemeler üzerine kaynağı yapılır. Difüzyon Kaynağı. Cu–porselen.")
29
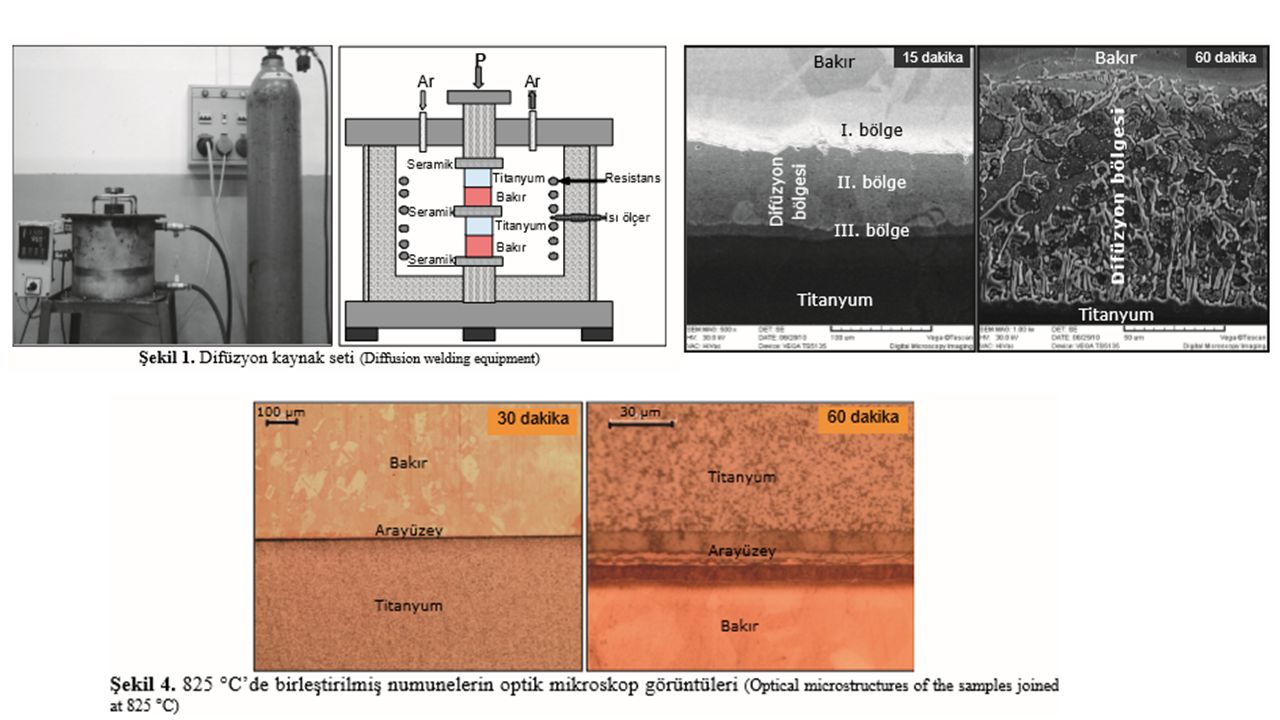
Genellikle kontrollü bir atmosferde, difüzyon ve birleşimin oluşmasına yeterli süre ısı ve basınç kullanan katı hal kaynak yöntemidir. • Sıcaklıklar ≤ 0.5 Tm • Yüzeylerdeki plastik deformasyon minimumdur • Birincil birleşme mekanizması katı hal difüzyonudur • Sınırlamalar: difüzyon için gereken süre, birkaç saniyeden birkaç saate kadar uzayabilir. • Uzay ve nükleer endüstrilerde yüksek dayanımlı ve refrakter metallerin birleştirilmesi • Benzer ve farklı metallerin birleştirilmesinde kullanılabilir. • Farklı metallerin birleştirilmesi için, esas metallere difüzyonu arttırmak için, aralarına farklı bir metalden dolgu tabakası yerleştirilebilir.

30
Patlamalı Kaynak • İlave metal kullanılmaz; Dış ısı uygulanmaz; Difüzyon oluşmaz – zaman çok kısadır • Metaller arasındaki bağ, dalgalı bir arayüzeyle sonuçlanan mekanik kilitlenmeyle beraber metalürjiktir. • Çoğu kez iki farklı metalin birleştirilmesinde, özellikle de büyük yüzeyler halinde bir metalin diğerinin üzerine kaplanmasında kullanılır

31
Termit Kaynağı (Alüminotermik Kaynak)
Birleşme için gerekli ısının, termit’in kimyasal reaksiyonundan sağlanan aşırı ısınmış erimiş metalle üretildiği eritme kaynak yöntemidir. • Termit = Tutuşturulduğunda egzotermik bir reaksiyon oluşturan, Al ve ince Fe3O4 tozlarının karışımıdır. • İlave metal, sıvı metalden elde edilir. • Yöntem birleştirme için kullanılır; ancak kaynağa göre döküm işleminde daha yaygındır.

32
Elektro-cüruf Kaynağı
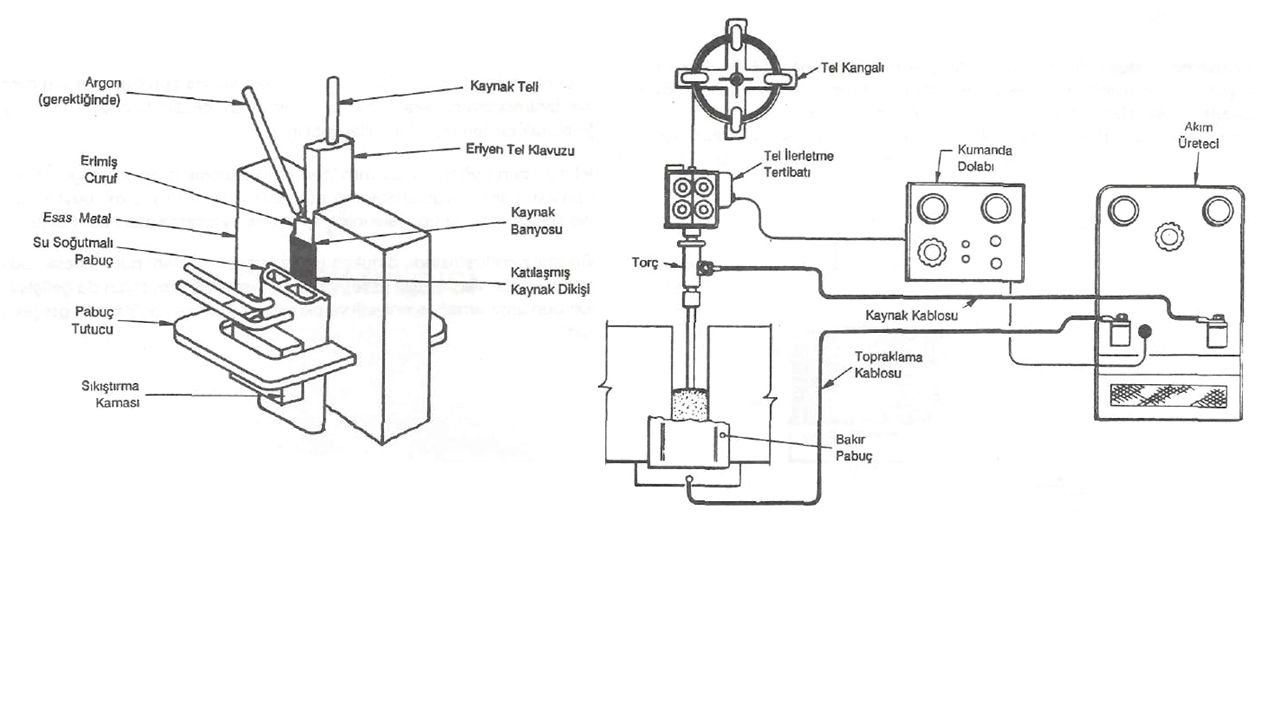
Elektro curuf kaynağı, kalın parçaların dik pozisyonda birleştirilmesinde uygulama alanı bulmuş güçlü bir kaynak yöntemidir. Bu yöntemde, elektrod olarak aynen tozaltı ve MIG/MAG yöntemlerinde kullanılanlara benzer türde tel elektrodlar kaynak banyosu üzerindeki sıvı cürufa dalar ve erir; gerekli sıcaklık yükselmesi cürufun elektrik akımına gösterdiği direnç nedeni ile oluşur. 20 mm’den kalın parçaların dik kaynağında tek veya çok pasolu olarak uygulanabilmektedir. Özellikte gemi yapımı, büyük basınçlı kaplar ve büyük makina gövdelerinin yapımında uygulama alanı bulmuştur.

34
Elektron Işın Kaynağı Kaynak için gerekli ısının, parça yüzeyine yüksek hassasiyette odaklanmış ve yönlenmiş yüksek yoğunlukta elektron demeti ile sağlandığı eritme kaynak yöntemidir. • Yüksek-vakum kaynağı : kaynak, ışının üretildiği aynı vakum kamarasında yapılır. – En yüksek kalitede kaynak, en yüksek derinlik/genişlik oranı • Orta-vakum kaynağı : kaynak, kısmi vakumlu ayrı bir kamarada yapılır. – Vakum işlem süresi kısaltılmıştır • Vakumsuz kaynak : Parça elektron ışın jeneratörüne yakın konumlandırılarak, kaynak işlemi atmosferik basınçta veya yakın değerde yapılır. – Parçayı ışın jeneratöründen ayırmak için Vakum Bölücüsü gerekir. Elektron Işın Kaynak Donanımı

35
Elektron Işın Kaynağının
• Üstünlükleri: – Yüksek kalitede dikişler, derin ve/veya dar profiller – Sınırlı ITAB, düşük ısıl distorsiyon – Yüksek kaynak hızları – Dekapan veya koruyucu gaz gerekmez • Eksiklikleri: – Yüksek ekipman maliyeti – Hassas ağız hazırlığı ve hizalama gerekir – Vakum kamarası gerekir – Güvenlik konusu: EBW x-ışınları üretir (Solda) 19 mm’lik Alüminyum (Sağda) 102 mm’lik kalın paslanmaz çelik
 19 mm’lik Alüminyum. (Sağda) 102 mm’lik kalın paslanmaz çelik.")
36
• Genellikle ilave metal kullanılmaz
Lazer Işın Kaynağı • Lazer ışın kaynağı normal olarak, oksitlenmeyi önlemek için koruyucu gaz altında yapılır • Genellikle ilave metal kullanılmaz • Küçük alanda yüksek güç yoğunluğu sayesinde genellikle küçük parçalara uygulanır Karşılaştırma: Lazer ve Elektron Işın Kaynakları • Lazer ışın kaynağı için vakum kamarası gerekmez • Lazer ışın kaynağında x-ışınları yayınmaz • Lazer ışınları, optik mercek ve aynalarla odaklanabilir ve yönlendirilebilir • Lazer ışın kaynağı, Elektron ışın kaynağının derin kaynaklarını ve yüksek derinlik/genişlik oranlarını oluşturamaz Maksimum Lazer ışın kaynağı derinliği = ~ 19 mm, oysa Elektron ışın kaynağı derinliği = 50 mm

Benzer bir sunumlar

















 tarafından gerçekleştirilir. Bunlar elektron.>")

