Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
DEMİR DIŞI METALLERİN KAYNAK METALURJİSİ
* Demirdışı metaller, çelikler kadar kullanılmazsa bile, endüstriyel uygulamalarda demir dışı metallerin kullanıldığını görmek mümkündür. * Bu nedenle demir dışı metallerin de kaynak kabiliyetlerinin bilinmesi, endüstriyel önem arz etmektedir. * Demir dışı metallerin birleştirilmesinde başarılı olabilmek için, bu metallerin kaynak kabiliyetlerinin iyi bilinmesi, karşılaşılabilecek problemlerin tespit edilmesi ve problemlerin çözümünün nasıl yapılacağı ile ilgili ayrıntılı bilgi sahibi olmak gerekir. * Demir dışı metallerin kaynağı, çeliklerin kaynak işleminden oldukça farklıdır.

2
Bu bölümde demir dışı metallerin kaynak kabiliyeti ve başarılı birleştirme yapabilmek için
* gerekli kaynak prosedürlerinin neler olabileceği, * kaynak yöntemi seçimi, * karşılaşılan problemlerin önlenmesi için alınması gereken tedbirlerin neler olabileceği üzerinde durulacaktır. Uygun kaynak yöntemi seçilmesinde dikkate alınması gereken malzeme özelliklerinin neler olduğu üzerinde durulacaktır.

3
Demir Dışı Metaller Başlıca ana elementi demir olmayan tüm metaller ve alaşımlar, demir dışı olarak adlandırılırlar. Demir dışı metaller denildiği zaman aklımıza bakır, alüminyum, kurşun, magnezyum, nikel, titanyum ve çinko gelmektedir.

4
Atomlar arası mesafe (mm x 10-7)
Bazı demir dışı metallerin kristal yapısı, ergime sıcaklığı ve atomlar arası mesafeleri ile ilgili bilgiler Demir dışı metal Kristal Yapısı Ergime Sıcaklığı (ºC) Atomlar arası mesafe (mm x 10-7) Kurşun Yüzey Merkezli Kübik 327 3.499 Çinko Hegzagonal Sıkı Paket 419 2.664 Magnezyum 650 3.196 Alüminyum 660 2.862 Bakır 1083 2.556 Nikel 1453 2.491 Titanyum Hegzagonal Sıkı Paket (< 900ºC) 1668 2.89 Hacim Merkezli Kübik (>900ºC)
 Atomlar arası mesafe (mm x 10-7) Kurşun. Yüzey Merkezli Kübik Çinko. Hegzagonal Sıkı Paket Magnezyum Alüminyum Bakır Nikel Titanyum. Hegzagonal Sıkı Paket (< 900ºC) Hacim Merkezli Kübik (>900ºC)")
5
KULLANIM ALANLARINA ÖRNEKLER:
Demir dışı metallerin bir veya birkaç özellikleri dikkate alınarak, kullanılacağı uygulama alanları belirlenir. Örneğin bakırın ve alüminyumun yüksek iletkenlik özelliklerine sahip olmaları nedeniyle güç aktarma sistemlerinde elektrik iletkeni olarak kullanılırlar. Nikelin sahip olduğu kimyasal özelliklerinden dolayı, gıda ve kimya endüstrilerinde tercih edilir.

6
DEMİRDIŞI METALLERİN GENEL ÖZELLİKLERİ
1- Yoğunluk: Metallerin kullanılmasında en önemli etkenlerden birisi mukavemet-ağırlık oranıdır. Yüksek mukavemetle birlikte düşük ağırlık özelliklerine sahip olan alüminyum ve magnezyum alaşımları uçak, yolcu taşıma amaçlı tren, hız tekneleri ve diğer pek çok taşıma araçlarının imalatında kullanılırlar.

7
Mukavemet-ağırlık oranı
Dikkat edilirse çeliğe nispeten en yüksek mukavemet-ağırlık oranı, titanyum alaşımlarına aittir. Daha sonra alüminyum ve magnezyum alaşımları gelmektedir. Alaşım Elastikiyet Mödülü (GPa) Yoğunluk (Mg/m3) Çeliğe nispeten mukavemet-ağırlık oranı Yüksek Mukavemetli düşük alaşımlı yapı çelikleri 200 7.83 1 Magnezyum alaşımları 45 1.78 3 Alüminyum alaşımları (örneğin 7004) 69 2.77 Titanyum alaşımları (Isıl işlem görmüş α β alaşımları) 102 4.85 5.5
 Yoğunluk (Mg/m3) Çeliğe nispeten. mukavemet-ağırlık oranı. Yüksek Mukavemetli düşük alaşımlı yapı çelikleri Magnezyum alaşımları Alüminyum alaşımları (örneğin 7004) Titanyum alaşımları (Isıl işlem görmüş α β alaşımları)")
8
Korozyon Direnci Titanyum gibi yüksek reaktif özelliklere sahip malzemelerin yüzeyinde, malzemenin korozyon direncini arttıran bir oksit tabakası meydana gelir. Yüzeydeki bu oksit tabakası sayesinde metal, dış ortamlardaki kimyasal veya havanın zararlı etkilerine karşı korunur. Bu tür malzemeler, kimya endüstrisinde ve yüksek sıcaklık ortamında çalışan parçaların imalatında kullanılırlar.

9
Tipik Uygulama Alanları
Bazı demir dışı metallerin kullanıldıkları temel endüstri uygulamaları ve bu uygulamalarda kullanılmalarına sebep olan temel özellikleri Metal Tipik Uygulama Alanları Temel Özelliği Alüminyum Uçak, uzay sanayi, hız tekneleri, tren vagonları, otomobil yakıt depoları Krijonik depolar Kimya endüstrisi, Elektrik iletkeni, otomobillerde kullanılan dağıtım çubuğu Gazlı içecek kutuları Düşük Yoğunluk Düşük sıcaklıklardaki yüksek tokluk özelliği Yüksel kimyasal direnci Yüksek elektrik iletkenliği Yüksek süneklik Bakır Elektrik amaçlı kullanılan ürünler Bakır boru Supap ve bağlantı elemanları Kimya endüstrisi Yüksek süneklik, yüksek korozyon direnci Yüksek korozyon direnci Magnezyum Matbaa makine aksamı, taşıma bantları, merdivenler, uzay sanayi Düşük yoğunluk Nikel Gıda depolama ekipmanları, kimya endüstrisi Yüksek sıcaklık ortamında kullanılan araç ve gereçler Yüksek sıcaklıklarda mukavemetin düşmemesi Titanyum Uzay sanayi

10
Kaynağı etkileyen kimyasal özellikler
Ergitme kaynağında metalin davranışlarını etkileyen en önemli özellik, metalin oksijene karşı ilgisidir. Bu tespit doğrultusunda hangi kaynak yöntemlerini kullanıp kullanamayacağımızı belirleyebiliriz. Metalin oksijene karşı ilgisi, metal oksitin serbest enerji oluşum değerlerinin tespit edilmesi ile ölçülür.

11
20ºC de oksit oluşumu için gerekli serbest enerji miktarı ∆Gº (kcal)
Bazı metal oksitlere ait serbest enerji değerleri Metal oksitin oluşması için eğer düşük serbest enerji söz konusu ise, metalin oksijene karşı ilgisi zayıftır denilir. Bu durumda kaynak bölgesini çok hassas koruma altına almaya gerek duyulmayabilir. Örneğin, kurşunun düşük serbest enerjisinden (-90 kcal) dolayı, sıvı kurşun dökülerek birleştirilmesinde, kaynak bölgesinin korunmasına dikkat edilmeyebilinir. Fakat negatif serbest enerji değeri yüksek olan metallerin oksijene karşı ilgisi çok yüksek olacağı için kaynak bölgesini havanın zararlı etkisinden mutlaka korumamız gerekir. Metal 20ºC de oksit oluşumu için gerekli serbest enerji miktarı ∆Gº (kcal) Bakır -70 Kurşun -90 Nikel -105 Demir -120 Çinko -155 Titanyum -210 Alüminyum -240 Magnezyum -275
 dolayı, sıvı kurşun dökülerek birleştirilmesinde, kaynak bölgesinin korunmasına dikkat edilmeyebilinir. Fakat negatif serbest enerji değeri yüksek olan metallerin oksijene karşı ilgisi çok yüksek olacağı için kaynak bölgesini havanın zararlı etkisinden mutlaka korumamız gerekir. Metal. 20ºC de oksit oluşumu için gerekli serbest enerji miktarı ∆Gº (kcal) Bakır Kurşun Nikel Demir Çinko Titanyum Alüminyum Magnezyum")
12
Isıya dayanıklı oksitler
Yüksek serbest enerji değerlerine sahip olan titanyum ve krom gibi metaller, ısıtıldıkları zaman yüzeylerinde kararlı ve dayanıklı bir oksit tabakası meydana gelir. Bu tarz oluşan oksitlere, ısıya dayanıklı oksitler adı verilir ve kaynak esnasında meydana gelen ısı ile ergitilemezler. Eğer bu oksit tabakasının oluşumu engellenemez veya kaynak bölgesinden uzaklaştırılmaz ise uygun olmayan bir ergime ile kaynak hatası meydana gelecektir. Buda kaynak metalinin sünekliliğini azaltacaktır. Bazı oksitler, elektrot örtüsünün ergimesi ile meydana gelen curuf sayesinde temizlenebilir. Örtüye ilave edilen bazı elementler, sıvı haldeki kaynak banyosu içerisinde oksitlerle kimyasal reaksiyona girerek, oksiti çözer. Böylece kaynak metali oksitlerden arındırılmış olunur.

13
Isıya dayanıklı oksitler
Dikkat edilmesi gereken en önemli konu, kaynak işlemi esnasında curufun kaynak bölgesi içerisinde kalmamasıdır. Eğer curuf kaynak bölgesinden tam uzaklaştırılamazsa, kaynak bölgesi hatalı olur. Florit esaslı koruyucu tozların veya elektrot örtülerinin curufları, alüminyum yüzeyinden temizlenmelidir. Aksi halde alüminyumun korozyon direncini düşürür.

14
Kaynak banyosunu koruma:
Isıya dayanıklı kararlı oksit oluşturma eğilimine sahip metallerin birleştirilmesinde, kaynak bölgesini etkili bir şekilde korumak gerekir. Kaynak bölgesini ya soy bir gaz kullanarak (MIG veya TIG yöntemleri gibi) veya vakum altında (elektron ışın kaynağı gibi) kaynak yaparak koruyabiliriz. Gazaltı kaynak yöntemleri ile yapılacak birleştirmelerde bile, kaynak bölgesinin tam korunması sağlanamayabilinir.
 veya vakum altında (elektron ışın kaynağı gibi) kaynak yaparak koruyabiliriz. Gazaltı kaynak yöntemleri ile yapılacak birleştirmelerde bile, kaynak bölgesinin tam korunması sağlanamayabilinir.")
15
Kaynak banyosunu koruma:
Bu nedenle bazı önlemlerin alınması tavsiye edilmektedir: * Kaynak öncesi birleştirilecek parçaların ön temizliğinin yapılması * Kaynak torcundaki gaz nozulunun yeterince büyük olması ve kaynak bölgesine homojen bir gaz dağılımı sağlayacak özellikte olmalıdır. * Temiz koruyucu gaz kullanılması gerekir. * Gaz nozulu içerisinde gazı homojen dağıtmaya yarayan gaz süzgeçleri kullanılabilinir. * İlave dolgu metalinin kaynak öncesi temiz olmasına dikkat edilmelidir. * Özel gaz odaları içerisinde kaynak işlemi yapılabilir.

16
Gazların çözünebilirliği
Ergimiş sıvı metal ile gazlar arasında meydana gelen kimyasal reaksiyondan başka, atmosferdeki gazlar ergimiş kaynak banyosu içerisinde çözünebilirler. Çözünen bu gazlar, kaynak metali içerisinde gözeneklere sebep olabilirler. Kaynak banyosunda gözenek probleminin potansiyel tehlike oluşturup oluşturmadığını, sıvı metal içerisindeki gazın maksimum çözünebilirlik oranına bakabiliriz.

17
Sıvı alüminyum içerisinde en yüksek oranda hidrojen gazı çözünebilmektedir. Kaynak banyosu katılaştığı zaman, hidrojen kaynak metali içerisinde hapsolur. Hidrojen gazı ise kaynak banyosu içerisinde potansiyel gözenek oluşturucu bir gazdır. Aynı şekilde sıvı nikel içerisinde de en yüksek oranda azot gazı çözünebilmektedir. Dolayısıyla nikel kaynağında da potansiyel gözenek oluşturucu gaz azottur.

18
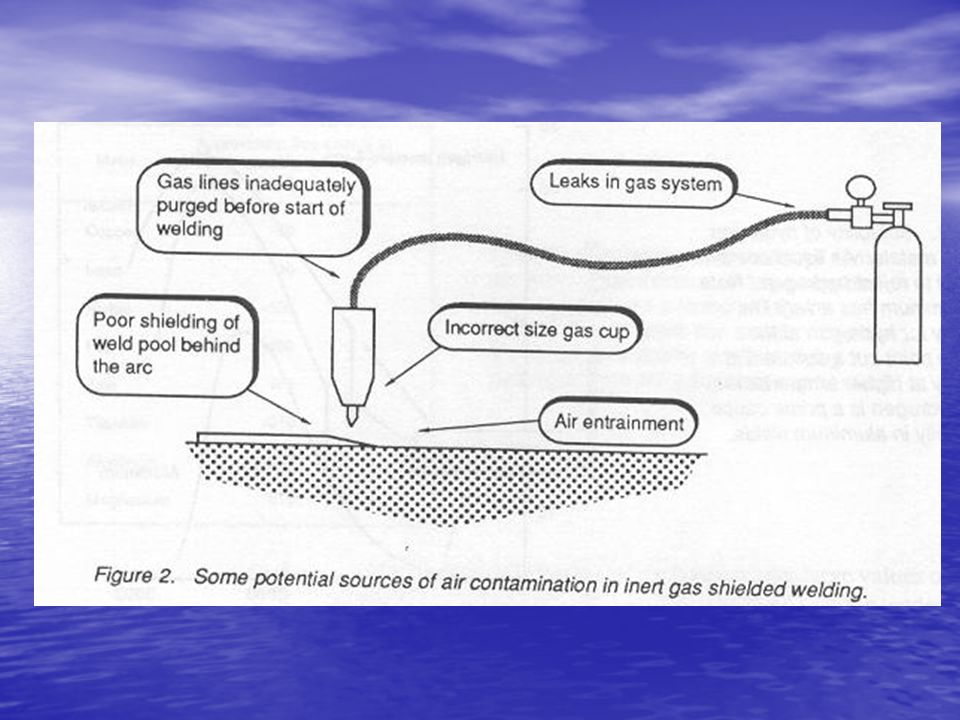
Kaynak bölgesini etkileyen gazların potansiyel membaları:
Kaynak banyosu için tehlike oluşturan gazları tanımlamak, kaynak banyosundan bu gazları uzaklaştırma amacıyla en uygun önlemi almak için yapılacak ilk iştir. Örneğin, azot birleştirilecek metaller için zararlı ise bu gazın potansiyel membaı havadır. Kaynak banyosuna azot gazının girebileceği etkenler dikkate alınmalı ve problemler çözünmelidir. Kaynak banyosuna azot, hava içerisindeki azot girebilir, koruyucu gaz hortumundaki sızıntıdan veya bağlantılardaki kaçak nedeniyle içeri azot koruyucu gaza karışabilir, koruyucu gaz basıncı yeterli olmazsa kaynak banyosuna havadan azot girebilir, torç nozulu küçük olursa yeterli korunma sağlanamadığı için havadan azot gazı girebilir, birleştirme bölgelerinin yeterince temizlenmemesi halinde de azot kaynak banyosuna girebilir

19
Kaynak bölgesini etkileyen gazların potansiyel membaları:
Eğer metal için en büyük tehlike hidrojen gazı ise, bütün hidrojen membalarını dikkatle incelemek gerekir. Örneğin, hidrojen nemden kaynak bölgesine geçebilir, kaynak bölgesi üzerindeki pisliklerden geçebilir, ergiyen elektrot örtüsünde nem varsa geçebilir, kaynak makinesindeki su soğutmalı torçlarda kaçak varsa hidrojen kaynak banyosuna girebilir, gres yağı, boya veya çözücülerden de hidrojen kaynak bölgesine girebilir.

21
Metallerin ergime sıcaklıkları
Demir dışı metallerin ergitme kaynak yöntemleri ile birleştirilmesinde en önemli özelliklerden birisi de metallerin ergime sıcaklığıdır. Hatta kaynak yöntemi seçiminde bile bu özellik önemlidir. Oksi-gaz ve elektrik ark kaynağının ilk olarak uygulanmaya başlandığı 19. yüzyılda çok az sayıdaki metallerin birleştirilmesi yapılabiliyordu. Çünkü o dönemdeki ısı membalarıyla bazı metallerin ergime derecesine ulaşılamıyor ve birleştirme işlemi de gerçekleştirilemiyordu.

22
Metallerin ergime sıcaklıkları
Örneğin, demir genellikle sıcak dövme yöntemi kullanılarak, metalde ergitme gerçekleştirmeden birleştiriliyordu. Artık günümüzde oldukça güçlü ve çeşitli ısı membaları geliştirilmiştir. Molibden, tungsten gibi yüksek ergime derecesine sahip metaller bile günümüzde rahatlıkla gazaltı, elektron ışın veya lazer kaynak yöntemleri ile birleştirilebilmektedir.

23
Metallerin buharlaşma sıcaklıkları
Alaşımların içerisinde bulunan düşük buharlaşma sıcaklığına sahip elementler, ark kaynağında problem oluştururlar. Bu tür elementlerin buharlaşması için kaynak banyosunun veya kaynak arkının sıcaklığı yeterince yüksektir. Buharlaşan elementler kaynak dikişinin kimyasal içeriğinin değişmesine sebep olduğu gibi kaynak metali içerisinde gözenek oluşumu problemine de sebep olabilir. Çinko elementi 906ºC de buharlaştığı için bu tarz bir probleme sebep olabilecek element sınıfına girer.

24
Metallerin buharlaşma sıcaklıkları
Örneğin bakır-çinko alaşımı olan prinçlerin ergitme kaynak teknikleri ile birleştirilmesinde, çinkonun buharlaşma problemi ile karşılaşılır. Kaynak esnasında buharlaşan elementin insan sağlığını etkileyip etkilemediği de dikkate alınmalıdır. Çünkü bazı elementler kansorejen etkiye sahiptirler. Çinko, kadmiyum gibi elementlerin buharları toksit etkisine sahiptirler. Kaynakçı mutlaka bu durumdan haberdar olmalı ve çok iyi bir havalandırma sistemi gereklidir. Ayrıca kaynakçı bu tür buharları teneffüs etmemesi için ağız ve burun filitreleri kullanması gerekir.

25
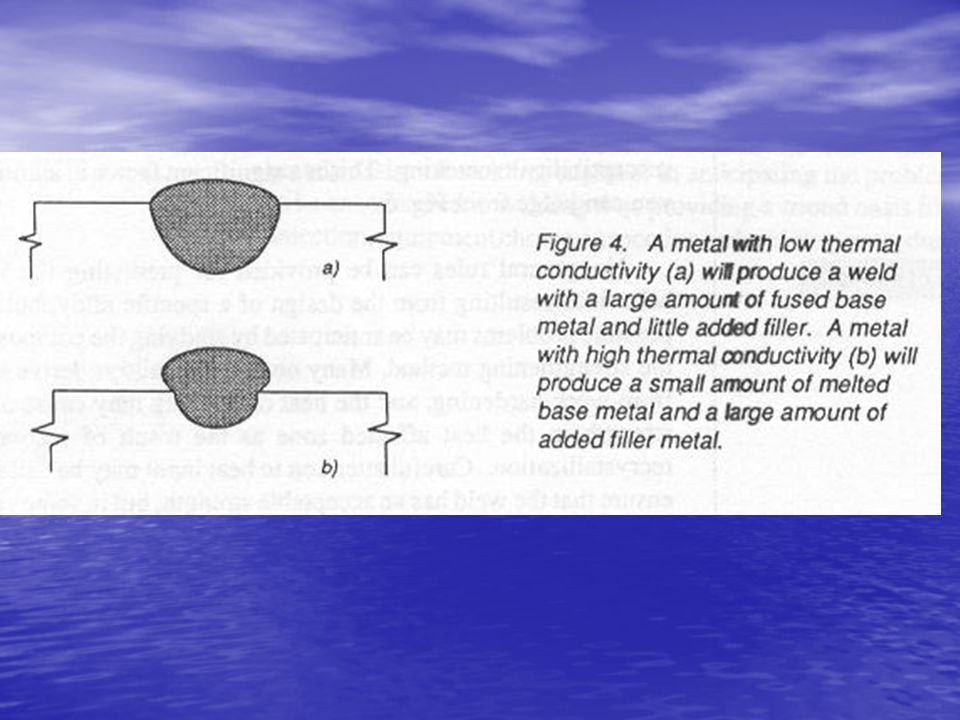
Metallerin ısıl iletkenliği
Metallerin ergime sıcaklıklarının bilinmesinden başka, ısıl iletkenlikleri hakkında da bilgi sahibi olmamız gerekir. Bu özellik kaynak bölgesinden ne kadarlık ısı miktarının iletilmesi hakkında bizleri bilgilendirir. Böylece kaynak yönteminin ergitme verimliliğini bulabiliriz. Örneğin yüksek ısıl iletkenliğe sahip bakır gibi metallerin ergime verimliliği çok düşüktür. Bu nedenle bakırı ergitebilmek için çok daha güçlü bir kaynak makinesine ihtiyaç duyulur. Veya daha yüksek akım değerlerinde kaynak işlemi gerçekleştirilir.

26
Metallerin ısıl iletkenliği
Elektrik ark kaynağında ana metal bakırın ergitilmesi oldukça zordur. Yüksek akım kullanıldığı için elektrot ise çok daha kolay ergiyecektir. Bu durumda bazı kaynak hataları ile karşılaşabiliriz: yetersiz ergime problemi, yetersiz nüfuziyet, tümsekli kaynak dikişleri gibi. Yüksek ısı iletkenliğine sahip metallerin ergitme kaynağı ile birleştirilmelerinde oluşabilecek kaynak problemlerinden kaçınabilmek için bir ön tavlama gerekebilir. Ön tav ana metalin kolayca ergimesini sağlar. Büyük kaynak ağzı açısı kullanılabilir. Yüksek akım ve kaynak hızı tercih edilmelidir.

27
Isı iletkenlik katsayısı
Bazı metallerin ısıl iletkenlik katsayıları verilmektedir Demir dışı metal Isı iletkenlik katsayısı (ºC x 10-6) Demir 11.8 Nikel 13.3 Bakır 16.5 Alüminyum 23.6 Magnezyum 27.1 Kurşun 29.3 Çinko 39.7
 Demir Nikel Bakır Alüminyum Magnezyum Kurşun Çinko")
29
Metallerin ısıl genleşmesi
Demir dışı metallerin ısıl genleşme katsayıları, çeliğe göre oldukça yüksektir. Metallerin yüzde hacimsel değişim değerleri arttıkça, metalin kaynak esnasındaki çarpılma riski artar ve yüksek kalıntı gerilme problemi meydana gelir. Kaynak metalinin katılaşması esnasında daha büyük hacimsel bir değişiklik söz konusu olacağı için kaynak bölgesinde çatlak oluşum riski artar. Bu tür problemlerle karşılaşabileceğimiz en önemli demir dışı metal alüminyumdur.

30
Ergime esnasındaki yüzde hacimsel değişim
Bazı demir dışı metallerin ısıl genleşme katsayıları verilmektedir Demir dışı metal Isıl genleşme katsayısı Ergime esnasındaki yüzde hacimsel değişim Kurşun % 3.5 Çinko % 4.2 Magnezyum Bakır Alüminyum % 6

31
Alaşım elementlerinin etkisi
Demir dışı metallerinin mukavemetlerini arttırmak için başvurulan en etkili yol, alaşımın çökelme sertleştirilmesi veya herhangi bir mukavemet arttırıcı teknik kullanılmasıdır. Kaynak esnasında meydana gelen ısı, mukavemeti arttırılan alaşımın bu özelliğini zayıflatır. Yani mukavemet düşüşü meydana gelir. Isı tesiri altında kalan bölgede, toparlanma ve yeniden kristalleşme meydana gelir. Bu durum, kontrollü bir ısı girişi yapıldığında eğer mukavemet çok fazla değişmiyorsa problem çözülmüş demektir. Fakat mukavemet istenilmeyecek derecede düşüyor ise bu tür malzemelerin ergitme kaynaK tekniği ile birleştirilmesi uygun değildir denilir.

32
Sıcak Çatlak Problemi Kaynak esnasında sıcak çatlama riskinin olup olmadığını tahmin edebilmek amacıyla, birleştirilecek alaşımın faz diyagramına bakmak gerekir. Alaşımın katılaşma aralığı büyük ise kaynak esnasında sıcak çatlama riski var demektir.

33
İki farklı alaşıma ait faz diyagramları verilerek, katılaşma aralığının genişlikleri karşılaştırılmıştır

34
Çökelme sertleştirilmesi uygulanan alaşımların kaynağı
Demir dışı metallerin mukavemetlerinin arttırılmasında kullanılan en yaygın metot, çökelme sertleştirilmesidir. Arzu edilen mukavemet değerlerine ulaşabilmek için çok dikkatli bir çökelme sertleştirmesi ısıl işlemi alaşıma uygulanmalıdır. Bu tür bir alaşımın ergitme kaynağı esnasında çökelme sertleştirmesi ile kazandırılan mukavemet düşecektir. Bu nedenle kaynak sonrası yeniden bir çökelme sertleştirme ısıl işlemi uygulanması gerekir. Çökelme sertleştirmesi, çökelme tavlaması ve sonra yaşlandırma işlemlerini takip eder. Genellikle kaynak işlemi uygulandıktan sonra alaşım çökelme işlemine tabi tutulursa, daha ekonomik bir çalışma olur.

Benzer bir sunumlar














 tarafından gerçekleştirilir. Bunlar elektron.>")



 Demir Üretimi>")
