Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
ÜÇGE’DE YALIN ÜRETİM UYGULAMA ÖRNEKLERİ

2
Kısaca yalınlık; Malın veya hizmetin üretimi için;
-Gerekli olmayan ve değer katmayan işlemlerin -Gereksiz malzeme hareketlerinin -Gereksiz işgücü hareketlerinin -Gereksiz stokların -Hataların ve uzun hazırlık sürelerinin ortadan kaldırılmasıdır

3
Kısaca yalınlık; Son yıllarda temeli süreç analizine, etkinlik-verimliliğe, istatistiksel proses kontrole ve sorun çözme tekniklerine dayanan farklı metodolojiler geliştirildi -Toplam kalite yönetimi -Değişim mühendisliği -Değişim yönetimi -Altı sigma -Süreç yönetimi -Yalın altı sigma gibi başlıklar bu metodolojilerden birkaçı.

4
Kısaca yalınlık; Yalın üretim teknikleri diğer adı ile Toyota Üretim Sistemi olarak adlandırılan metodolojinin temel uygulamaları aşağıdaki gibi tanımlanabilir. - Kanban sistemi - Tek parça akışı, - Makinalar ve atölyeler arası senkronizasyon - U tipi yerleşim planı - JIDOKA – Otonomasyon - JIT (Just in Time) – Tam Zamanında Üretim - Poka-Yoke - 5S - DOE - Deney Tasarımı - TPM - Toplam Üretken Bakım - SMED - Bir Dakikada Kalıp Değiştirme - Sorun Çözme Tekniklerinin Kullanılması
 – Tam Zamanında Üretim. - Poka-Yoke. - 5S. - DOE - Deney Tasarımı. - TPM - Toplam Üretken Bakım. - SMED - Bir Dakikada Kalıp Değiştirme. - Sorun Çözme Tekniklerinin Kullanılması.")
5
Neden SMED

6
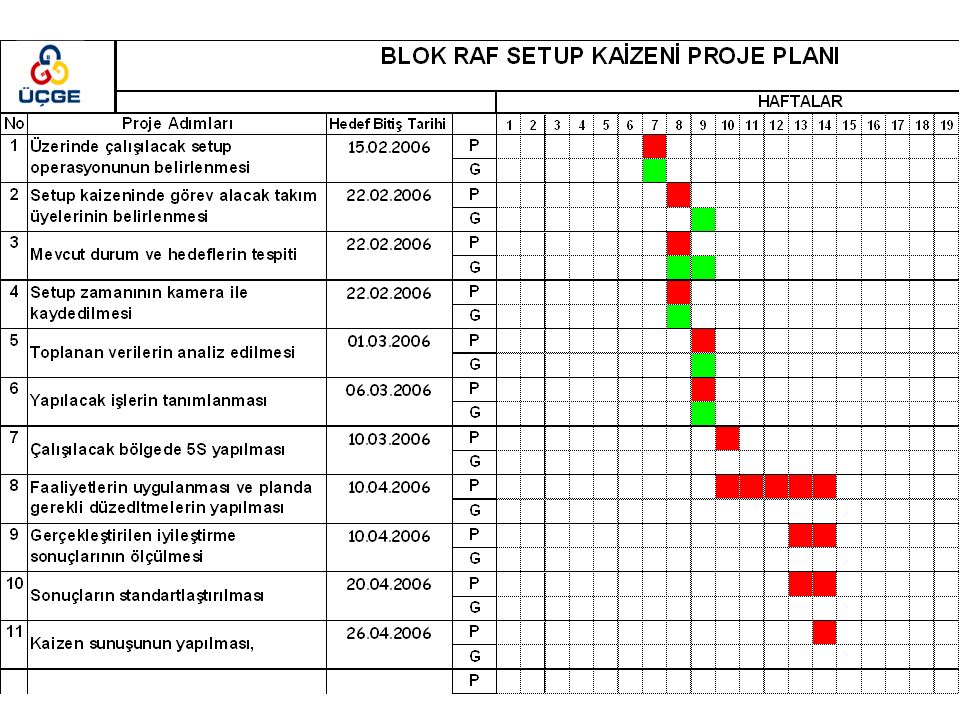
PROJE ALANI SEÇİMİ

7
PROJE EKİBİNİN SEÇİMİ Çağlayan ARAS Kaizen Takım Lideri
Hüseyin BATIR Takım Üyesi Fatih ÖZBAY Takım Üyesi Mehmet DABAN Takım Üyesi

9
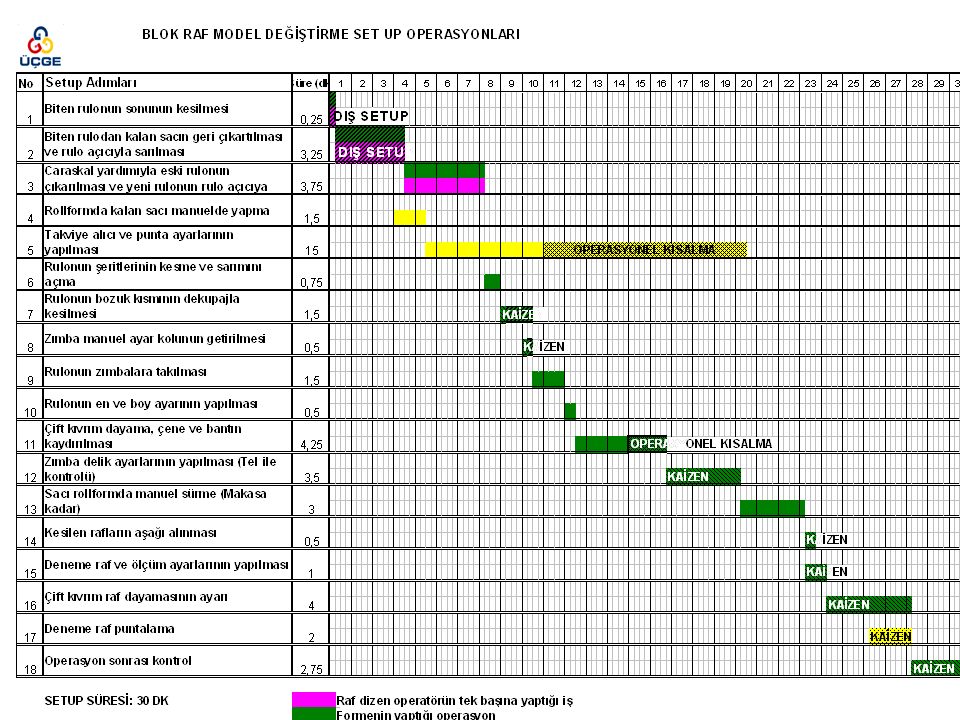
SET – UP ? Set Up : A ürününden “son iyi” imalatın yapılması ile B için “ilk iyi” ürünün çıkması arasındaki süre

10
2 tür SET – UP işlemi vardır
İç Set-Up (internal) : Makina, takım veya araçların sadece durduğu (çalışmadığı, üretimin durduğu) zaman yapılabilen işlemler. Dış Set-Up (external) : Üretim devam ediyorken, her şey çalışıyorken yapılabilecek işlemler.
 : Makina, takım veya araçların sadece durduğu (çalışmadığı, üretimin durduğu) zaman yapılabilen işlemler. Dış Set-Up (external) : Üretim devam ediyorken, her şey çalışıyorken yapılabilecek işlemler.")
11
Geleneksel SET–UP işlemi
Malzeme hareketi makinalar durunca başlar. - Kusur, hata veya eksiklikler makina çalışmaya başlayınca anlaşılır - Kalıp, Set-Up için gereken araç gereç, tanımlama eksiklikleri üretim tekrar başlayınca görülür. Geleneksel SET-UP’ın 5 adımı vardır - Hazırlık - Sökme ve Yerleştirme - Kontrol - Çalıştırma / Deneme - İyileştirme

12
SMED Uygulamasının 4 Safhası
İç Set-Up ve Dış Set-Up işlemlerini ayır ve listele İç Set-Up işlemlerini Dış Set-Up işlemi haline getir Set-Up işlem süresini azalt Set-Up işlemini optimize et

13
1- İç Set-Up ve Dış Set-Up işlemlerinin ayrılması ve listelenmesi
-Mevcut durumun videoya kaydı (Set-Up işleminin bütün safhalarını) Yapılan tüm işlemlerin listelenmesi - Yapılan tüm hareketlerin azaltılması - Set-Up için gerekli olan araçların taşınmasının kolaylaştırılması - Taşıma mesafelerinin kısaltılması - Araç gerecin daha hızlı bulunmasını sağlamak Prosedürlerin tezgahın yanında bulundurulması - Sökme işlemlerini azaltacak bağlantı elemanlarının kullanılması
 Yapılan tüm işlemlerin listelenmesi. - Yapılan tüm hareketlerin azaltılması. - Set-Up için gerekli olan araçların taşınmasının kolaylaştırılması - Taşıma mesafelerinin kısaltılması - Araç gerecin daha hızlı bulunmasını sağlamak. Prosedürlerin tezgahın yanında bulundurulması. - Sökme işlemlerini azaltacak bağlantı elemanlarının kullanılması.")
15
2- İç Set-Up işlemlerinin Dış Set-Up işlemleri haline getirilmesi
Makina çalışmıyorken yapılan işleri makina çalışıyorken yapılır hale getirmek - Kalıpların ısınması gerekiyorsa önceden ısıtılması, proses parametrelerinin önceden söylenmesi, malzemenin sürekli akışının sağlanması - Standart araç gereç, standart kalıp yerleştirme elemanlarını kullanacak şekilde tasarımların yapılması, kullanılan araç gereç çeşitliliğinin azaltılması. - Set-Up prosedürü incelenecek ise önceden incelenmesi - Kalıp getirilecek ise önceden getirilmesi - İç Set-Up süresinin azaltılması - Makina durma süresinin azaltılması

16
3- SET-Up süresinin kısaltılması
Set-Up işleminde kullanılan araç gereç, bağlama elemanları, proses parametrelerinin önceden hazır olması üzerine konsantre olmak Araç gereç yerleşiminin düzenli ve temiz olması Herşeyin göz önünde olması Set-Up işlemlerinin standardize edilmesi Tek seferde bağlantı yapılabilecek elemanların ve tekniklerin kullanılması Kalıp ve araç-gerecin kullanıma hazır olması

17
4- SET-Up işleminin optimize edilmesi
Eşlenik operasyon : Gerekiyor ise 1 yerine operatör kullanarak Set-Up süresinin kısaltılması Standart ürün dizaynı : Bir parçanın birden çok üründe kullanılacak şekilde tasarlanması, tüm araç gerecin çeşitliliğinin azaltılması.

21
1. ve 2. Operasyon İyileştirmeleri
Bu iki adımda yapılan operasyonun dış setup operasyonu olarak yapılabileceği tespit edildi ve makine çalışırken bu iki adımın gerçekleştirilmesi sağlandı. Kazanç:3,5 dk

22
5-17. Operasyon İle İlgili İyileştirmeler
Takviye grubundaki elektro mıknatıslar manyetik mıknatıslarla değiştirildi. Elektriksel bağlantı arızalarından kazanç sağlandı Raf ölçüsüne bağlı olarak ayarlanması gereken yan dayamalar ilk çıkan rafı beklemek zorundaydı. Bunun yerine rayların üzerine standart ölçülere ait pim delikleri açıldı ve ayarların önceden yapılması sağlandı. 17.operasyonda yapılan deneme raf puntalama işlemine gerek kalmadı. Toplam kazanç:9 dk

23
7. Operasyon İle İlgili İyileştirmeler
Fasondan alınan rulo sacların ilk ve son kısımlarında ondülasyon ve iz olduğu için hatta sokmadan temizlemek zaman kaybı yaratıyordu. Kendimize ait sac işleme merkezinde ruloların daha temiz sarımları sağlandı, böylece zaman kayıpları önlendi. Kazanç:1,5 dk

24
8. Operasyon İle İlgili İyileştirmeler
Zımba grubunu hareket ettiren mekanizmanın kendine ait bir ayar kolu olmadığından punta grubunun ayar kolundan faydalanılıyordu. Beklemeden kaynaklanan zaman kayıplarını ortadan kaldırmak için kendine ait ayar kolu tedarik edildi. Kazanç:0,5dk

25
11. Operasyon İle İlgili İyileştirmeler
Dayama ölçüsünü ayarlamak için sacın rollform hattını geçip çift kıvrım preslerine kadar gelmesi bekleniyordu. Ölçü referansını sac belirliyordu. Bu kaybı önlemek için dayama kısmına çelik cetvel monte edildi ve kalibrasyonu sağlandı. Böylece sac hatta olmasa bile ayar cetvel aracılığı ile yapılabiliyor.

26
11. Operasyon İle İlgili İyileştirmeler
Raf ölçüsüne bağlı olarak ayarlanması gereken yan dayamalar ilk çıkan rafı beklemek zorundaydı. Bunun yerine rayların üzerine standart ölçülere ait pim delikleri açıldı ve ayarların önceden yapılması sağlandı.

27
11. Operasyon İle İlgili İyileştirmeler
Rafın ince ayarlarının yapılması sabit rulmanlarla gerçekleştiriliyor ve uzun sürüyordu. Sisteme bütünleşik ve istenildiğinde bağımsız hareket edebilen rulmanlar eklendi. Böylece ince ayar kolaylaştı ve süresi kısaldı

28
12. Operasyon İle İlgili İyileştirmeler
Zımba grubunun ölçüsünü ayarlayabilmek için sacı hatta sokmak ve zımba grubunu bir kere çalıştırmak, sonrasında ölçüyü kontrol ederek ayar yapmak gerekiyordu. Bu kaybı önlemek için zımba gurubuna lineer hareketi ölçen hassas sayaçlar takıldı ve ölçü kalibrasyonu yapıldı. Böylece sac hatta olmasa bile doğru ayar yapılabiliyor. Kazanç:3,5dk

29
14-15-16-18. Operasyon İle İlgili İyileştirmeler
Çift kıvrım dayama ve bant kollarının ayarlanması için 4 adet raf manuel kesilip ayar için kullanılıyordu. 11. operasyonda yapılan iyileştirmeler bu işlemi gereksiz hale getirdi ve kayıplar ortadan kalktı. Toplam kazanç:8,25 dk

30
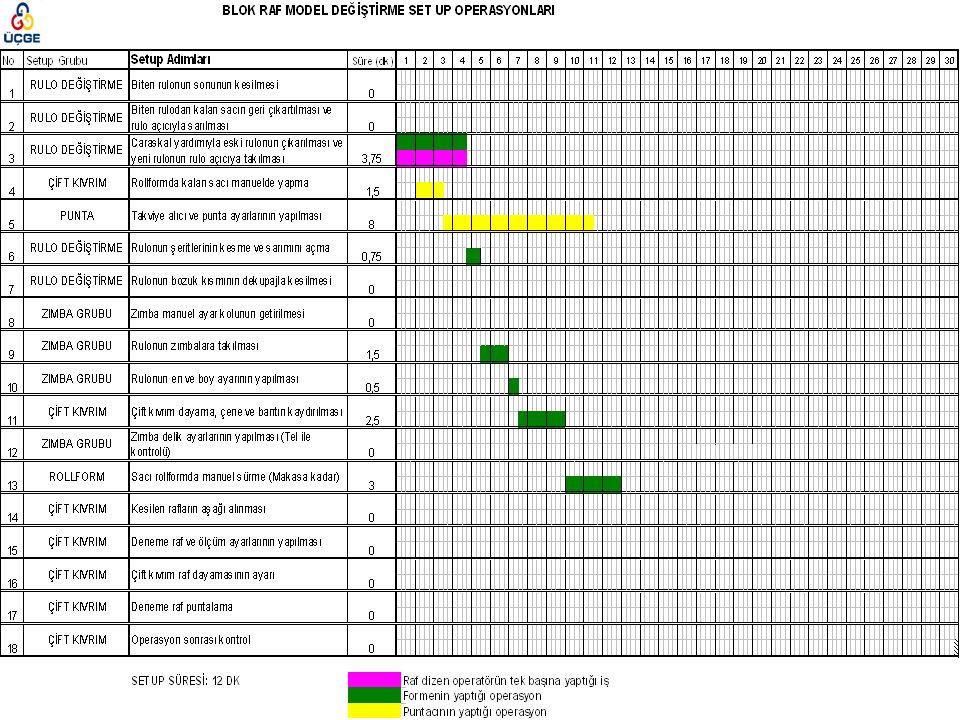
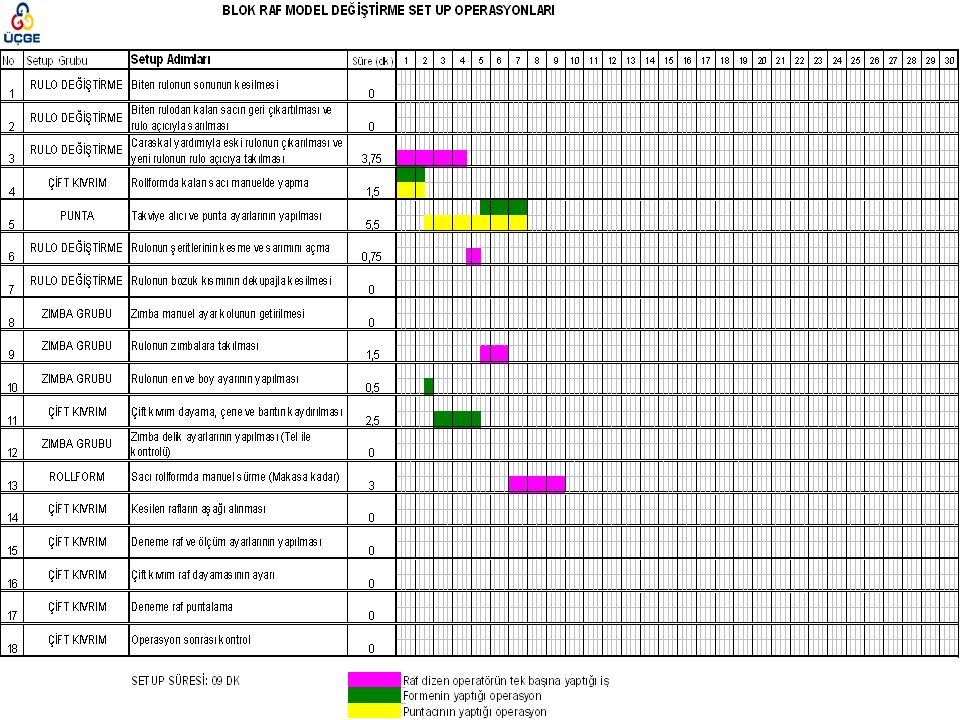
Sonuç: Tüm bu iyileştirmeler sonucunda setup süresi dk olarak güncellendi. Son olarak dengesiz iş gücü dağılımı eşleştirilerek kazanç sağlandı. Formen üzerine düşen iş yükü diğer operatörlerin eğitilmesi ile paylaştırıldı. Bu şekilde 3.25 dk daha kazanç sağlandı. Sonuç olarak setup süresi 9dk olarak sabitlendi.

31
Teşekkürler

Benzer bir sunumlar


>")
>")

>")














