Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
İSTATİSTİKSEL SÜREÇ KONTROLÜ 2 (STATISTICAL PROCESS CONTROL)
")
2
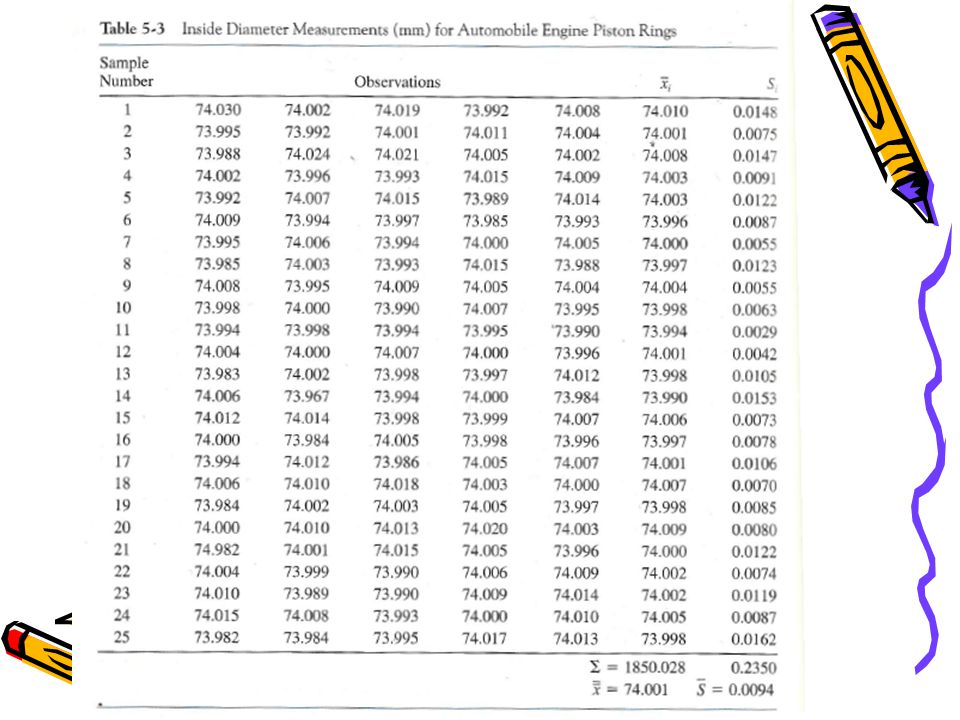
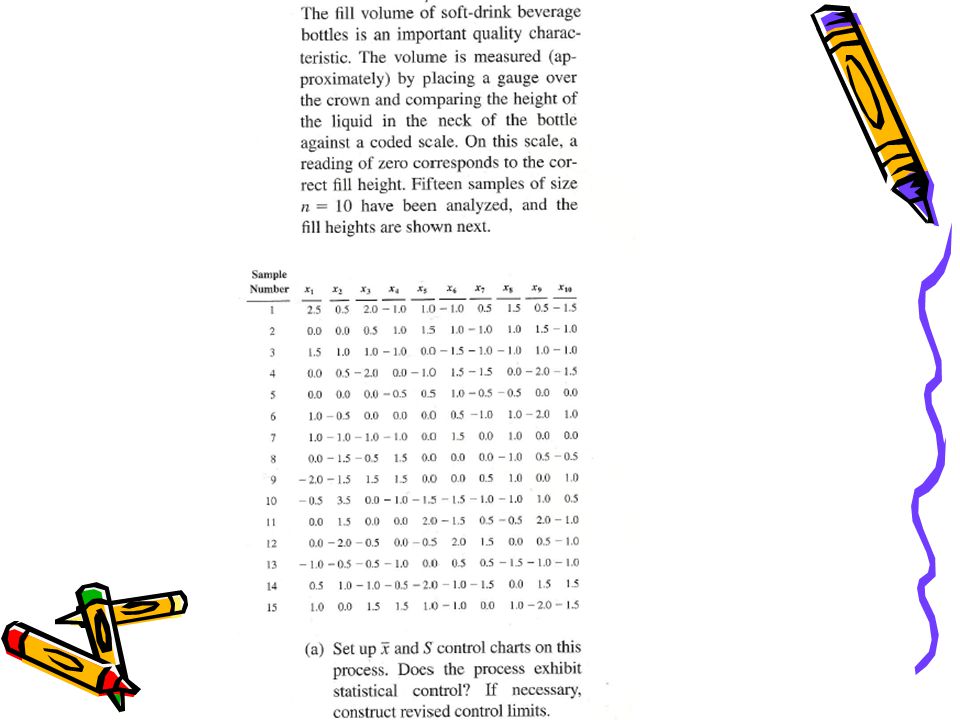
- S Kontrol Kartları X bar – R kartının yerine kullanılabilir.
n > 10 olduğunda X bar – R kartı yerine kullanılmalıdır. S: standart sapma Uygulama sırası X bar – R kartı ile aynıdır. Her bir alt grubun R’leri yerine S’leri hesaplanır

3
- S Kontrol Kartları Standart sapmaların ortalaması Kontrol Limitleri
X bar kartı için S kartı için

5
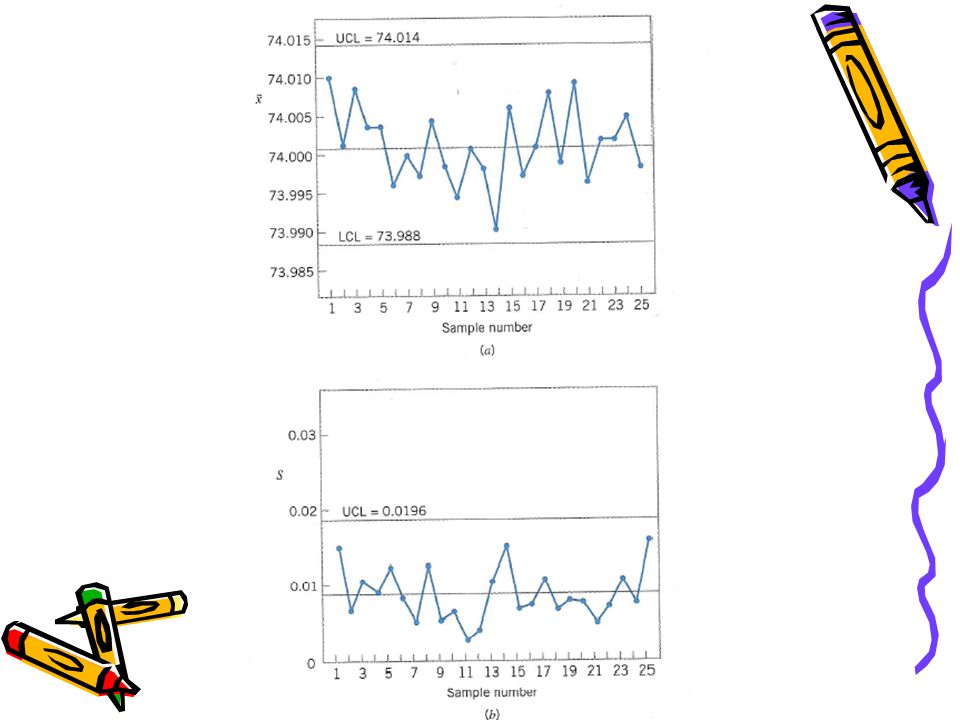
Örnek kartı için kontrol limitleri S kartı için kontrol limitleri

7
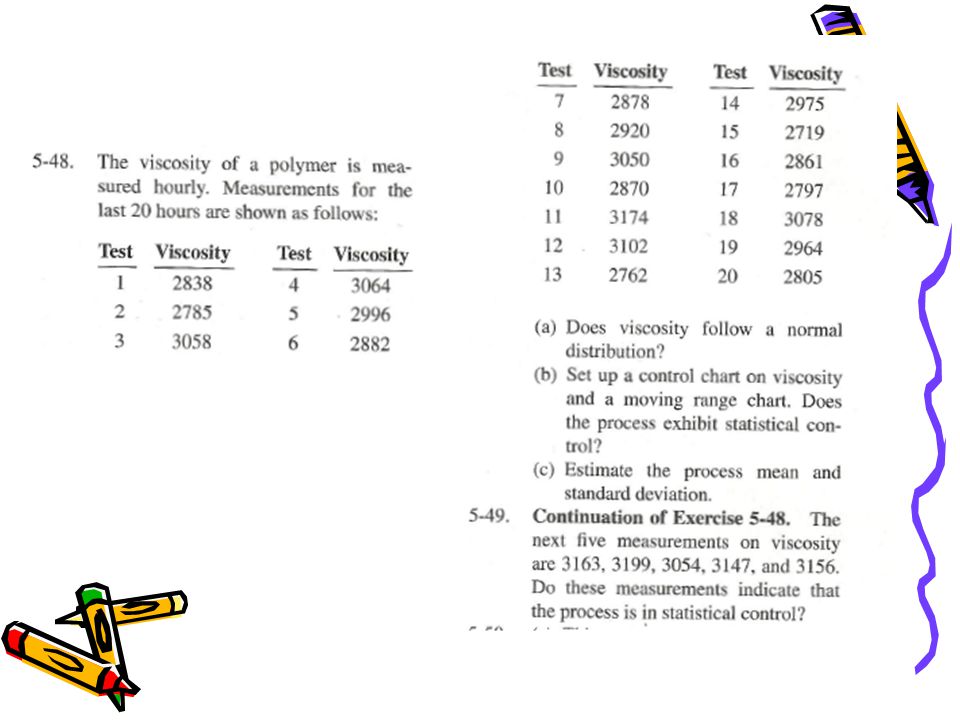
X – MR Kontrol Kartları n = 1 olduğu durumlarda kullanılır.
Karşılaşıldığı durumlar: Yavaş üretimler Kimyasal prosesler Proses parametrelerinin takibi

8
X – MR Kontrol Kartları X kartı bireysel ölçümleri izlemek amacı ile kullanılır. MR (moving range) hareketli aralık kartıdır. Son iki ölçüm arasındaki mutlak farklardan değişkenlik hesabı yapılması esasına dayanır. MRi = |Xi – Xi – 1|
 hareketli aralık kartıdır. Son iki ölçüm arasındaki mutlak farklardan değişkenlik hesabı yapılması esasına dayanır. MRi = |Xi – Xi – 1|")
9
Örnek: Bir astar boyanın vizkositesi
Yığın No Vizkosite MR 1 33,75 2 33,05 0,70 3 34,00 0,95 4 33,81 0,19 5 33,46 0,35 6 34,02 0,56 7 33,68 0,34 8 33,27 0,41 9 33,49 0,22 10 33,20 0,29 11 33,62 0,42 12 33,00 0,62 13 33,54 0,54 14 33,12 15 33,84 0,72

10
Kontrol Limitleri X Kartı

11
Kontrol Limitleri MR kartı

12
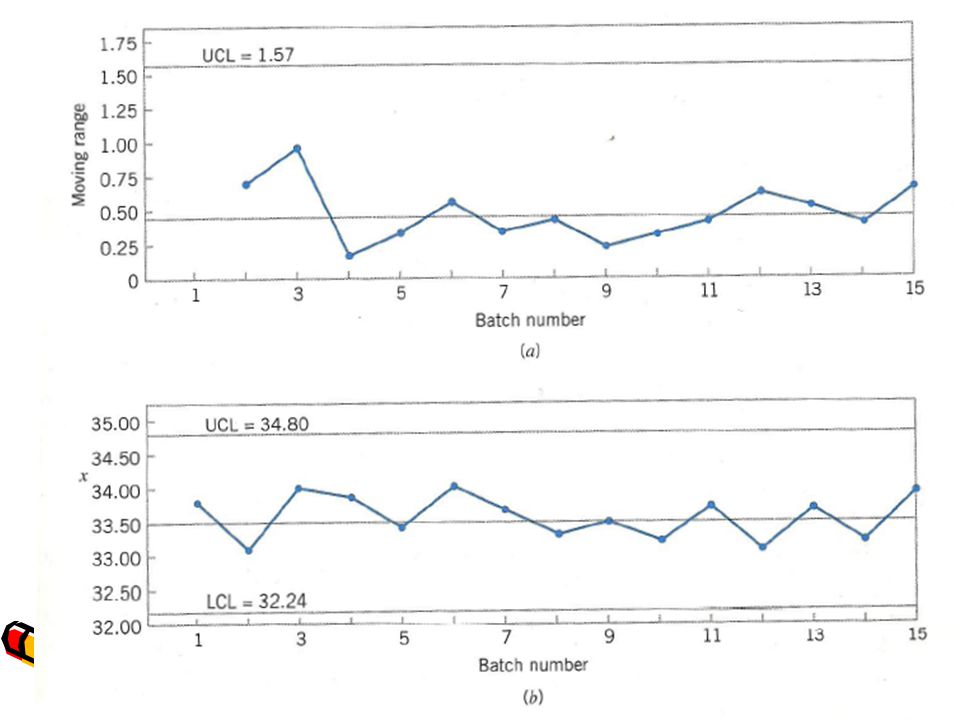
Örnek: Bir astar boyanın vizkositesi için kontrol limitleri
MR kartı için X kartı için

14
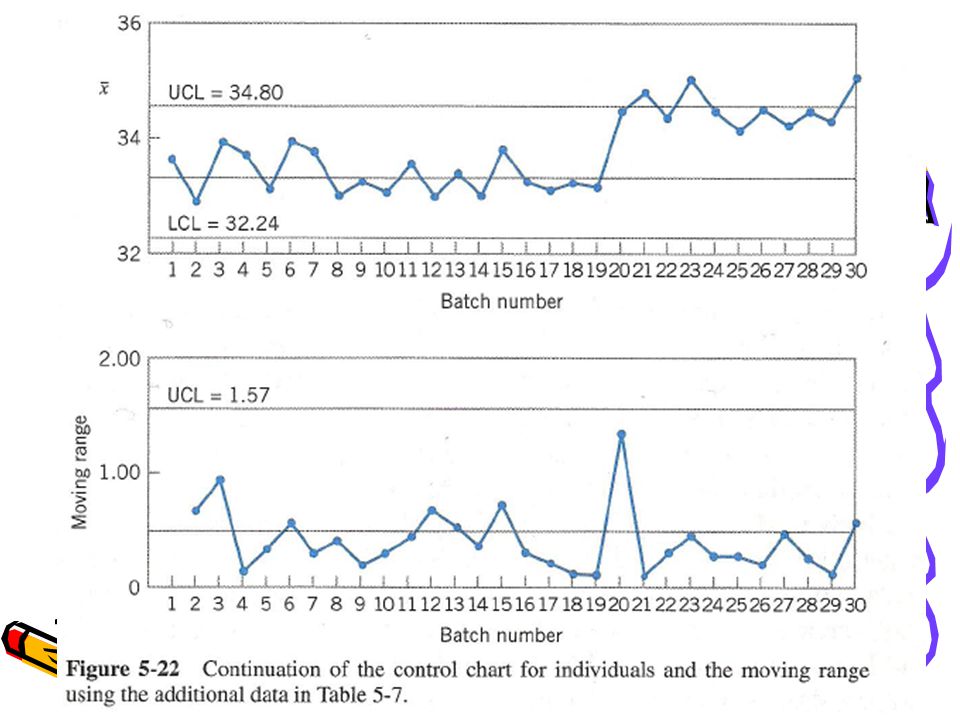
Yığın 16-30 için Vizkositeler

19
Özellikler için kontrol kartları
Bazı üretimlerde ürünlerin kalite özelliklerin ölçmeye uygun veriler elde edilemez. Örneğin renk, eksik parça, dokuma hatası gibi ürün özellikleri ölçülemez ancak gözle veya başka bir araç yardımıyla muayene edilebilir... p-Kusurlu Oranı Kontrol Kartı np- Kusurlu Sayısı Kontrol Kartı c- Kusur Sayısı Kontrol Kartı u-Birim Başına Kusur Sayısı Kontrol Kartı

20
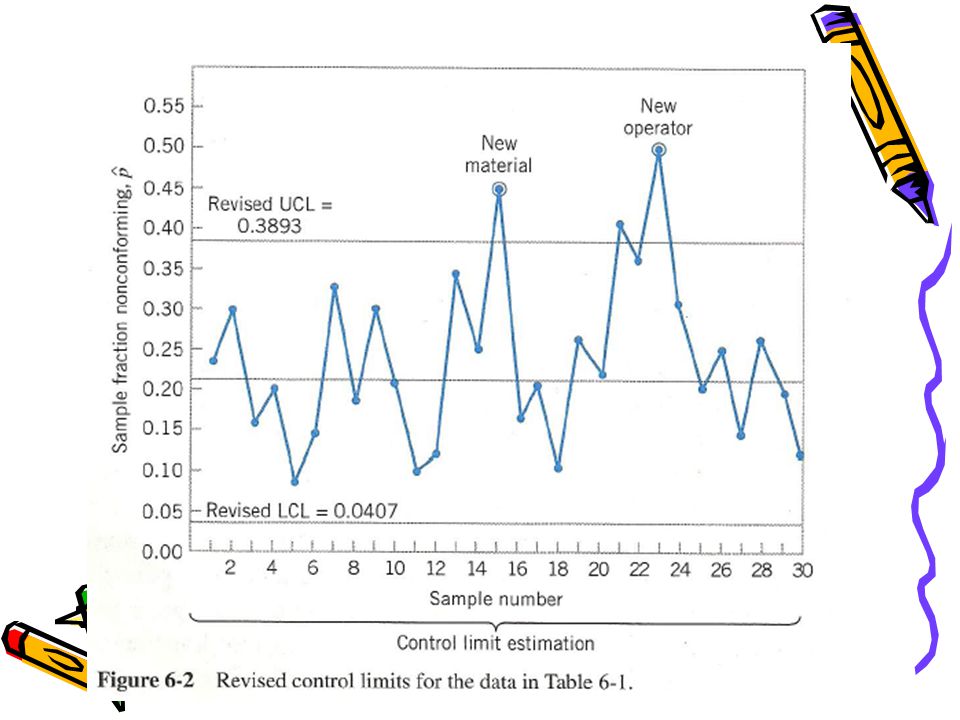
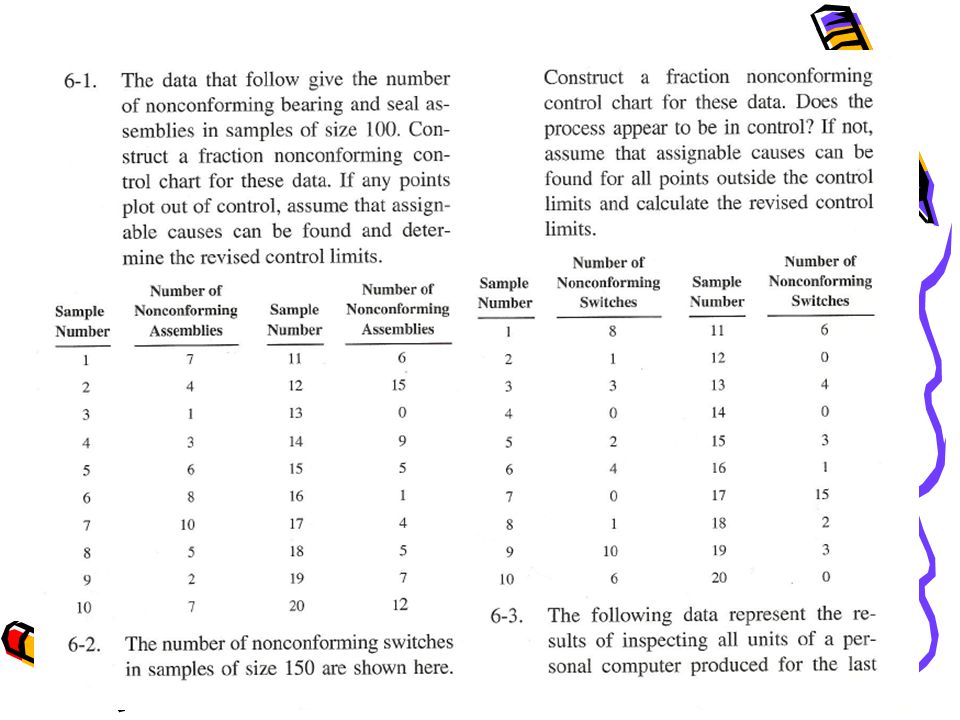
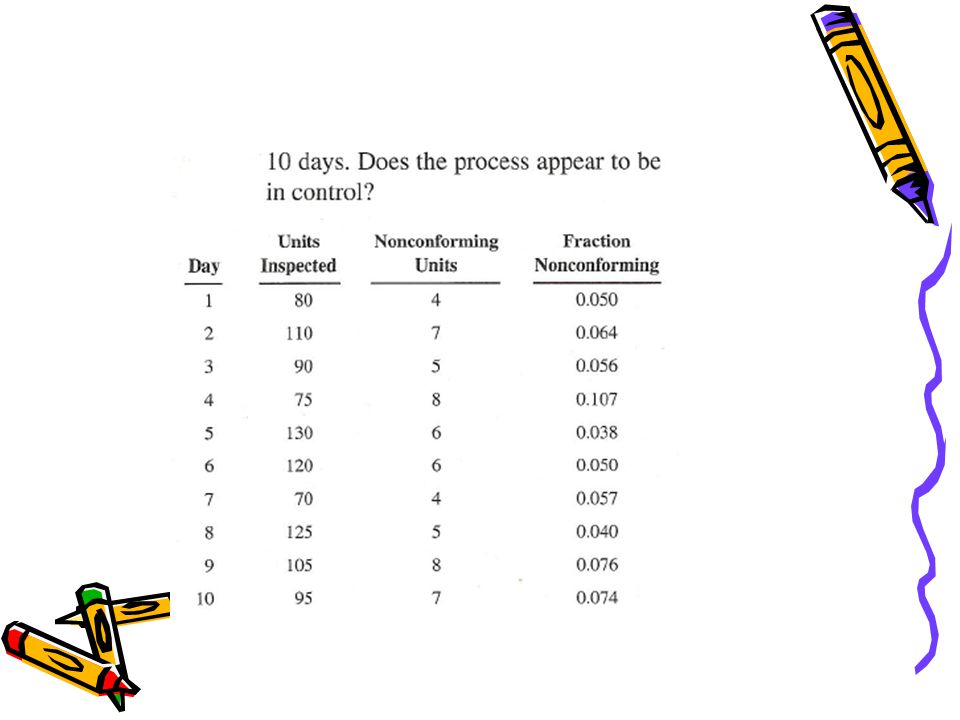
p-Kusurlu oranı kontrol kartı
Ürün kusurlu veya kusursuz olarak sınıflandırılır. Yani bir ürün tek bir hata içerse, birden fazla kusur içerse de her iki halde de sonuç aynıdır. Yani ürün kusurlu olarak sınıflandırılır. Alt gruptaki parça sayısı değişebilir. Oran hesaplandığı için sonuç değişmez. Ancak başlangıçta ortalama n belirlenir. Bu miktarın %25’inden daha az veya çok miktarda ürün alınmamalıdır. Alt grup büyüklüğü en az 50 olması tercih edilmelidir.

21
Kontrol Limitleri (örnek büyüklüğü sabit)
")
23
Kontrol Limitleri

25
Kontrol dışı noktalar çıkartıldıktan sonraki kontrol limitleri

27
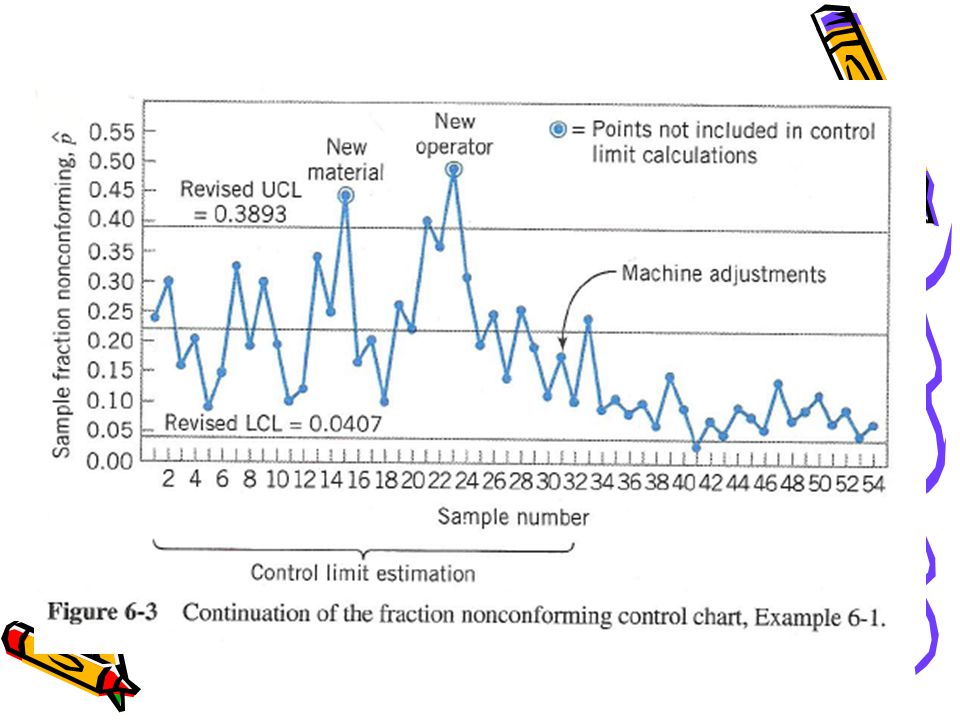
İlave veriler

29
Yeni kontrol limitleri

31
Yeni veriler

33
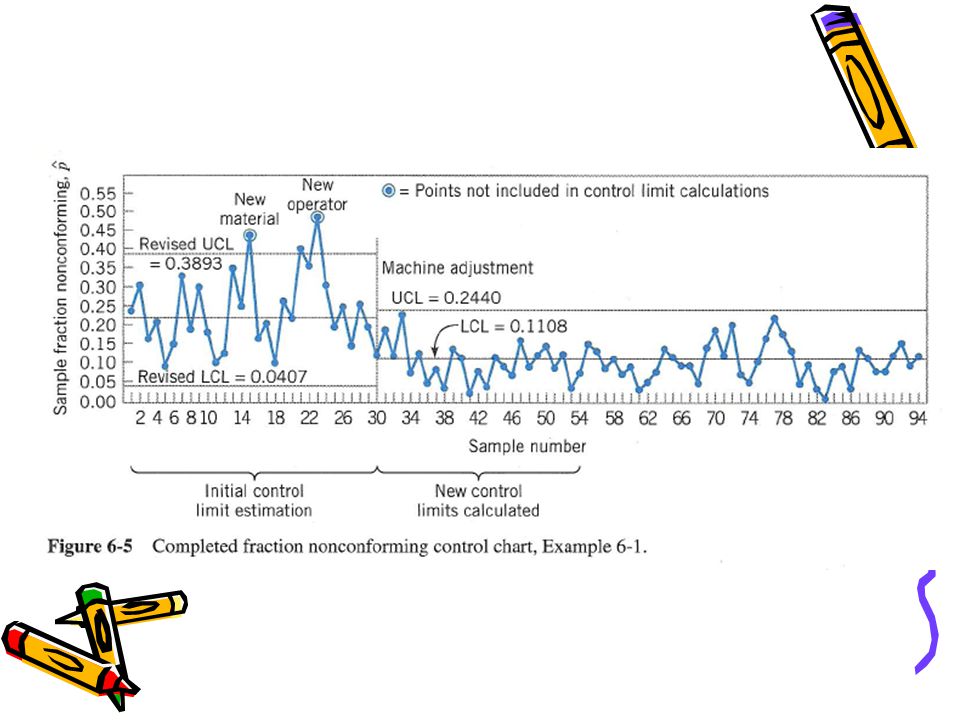
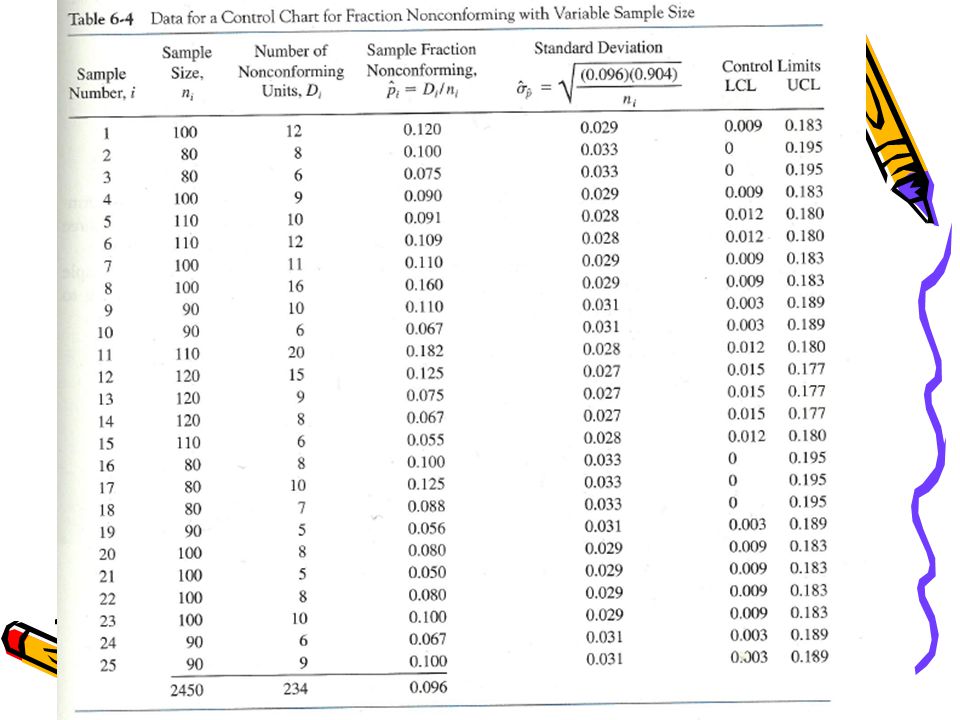
Değişken örnek miktarlı durumlar için kontrol limitleri
Değişken genişlikte kontrol limitleri Ortalama örnek büyüklüğüne bağlı kontrol limitleri Standardize kontrol kartı

34
Değişken genişlikte kontrol limitleri

37
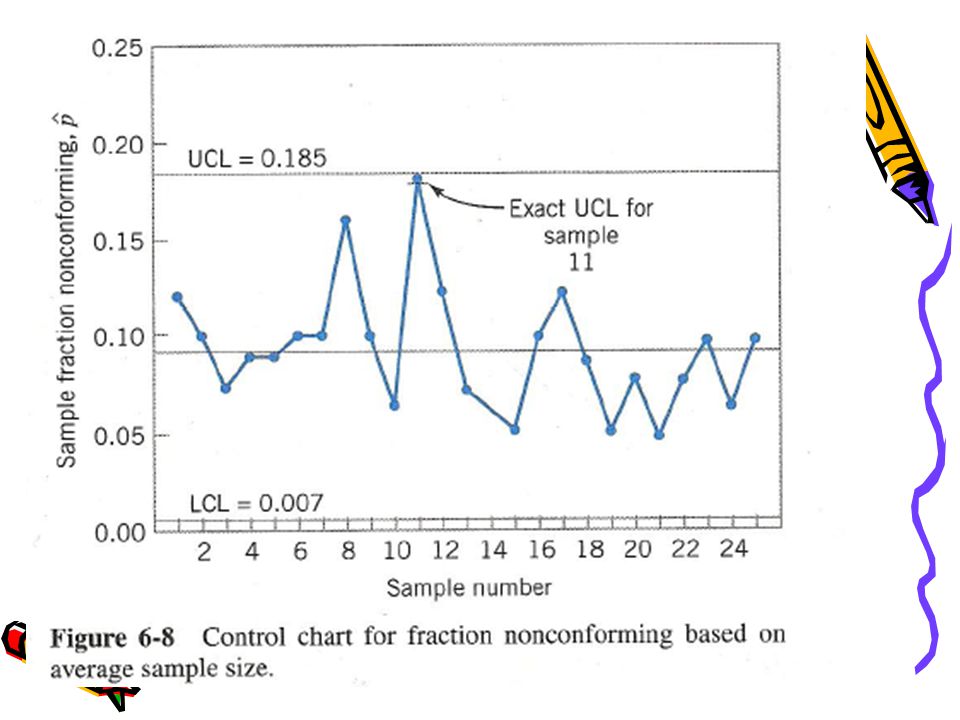
Ortalama örnek büyüklüğüne bağlı kontrol limitleri
Gelecekteki örnek büyüklüklerinin çok değişmeyeceği varsayılır.

38
Kontrol limitleri

40
Standardize kontrol kartı

Benzer bir sunumlar



















 ve farklı populasyonlar için ’nın örnekleme dağılışı.>")





