Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
BÖLÜM 3.1 KAYNAK YÖNTEMLERİ GAZALTI ARK KAYNAK YÖNTEMLERİ
İMAL USULLERİ KAYNAK TEKNOLOJİSİ BÖLÜM 3.1 KAYNAK YÖNTEMLERİ ERİMEYEN ELEKTROD İLE GAZALTI ARK KAYNAK YÖNTEMLERİ

2
Gaz Tungsten Ark Kaynağı (TIG)
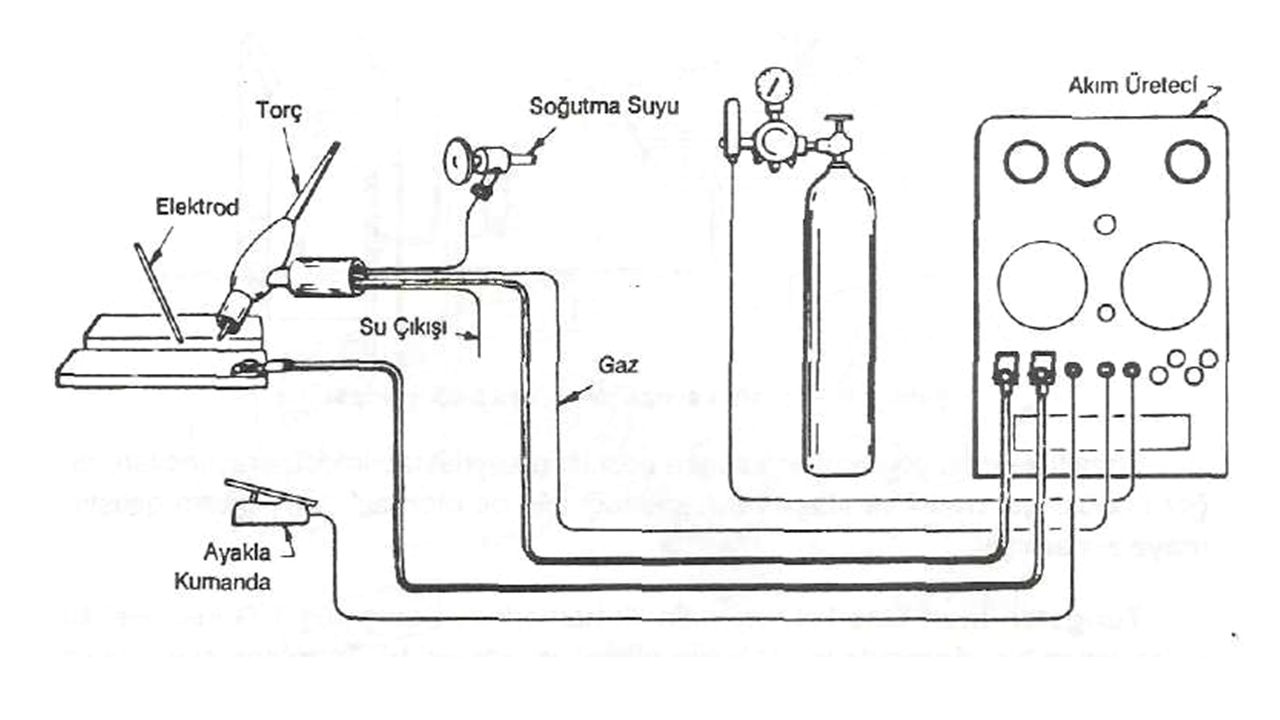
TIG kaynak yönteminde ergimeyen tungsten elektrod ile kaynak edilen parça arasında elektrik arkı oluşur. TIG ismi ABD’den gelir ve Tungsten Inert Gazın kısaltmasıdır. Almanya’da bu metod WIG kaynak olarak bilinir ve W wolfram anlamına gelir. Kaynak işlemi kaynak edilen parçaların sadece kendi aralarında ergitilmesi ya da ana metal ile benzer yapıya sahip çubuk veya tel şeklindeki dolgu metali katkı metalinin kullanılması ile gerçekleştirilebilir. Kaynak banyosu genellikle argon olan bir soy gaz ortamı tarafından korunur. Tungsten – wolfram da denir – füzyon (erime) noktası 3300ºC’den yüksek olan, yani normalde kaynaklanan metallerin iki katı füzyon noktasına sahip olan bir metaldir.
 noktası 3300ºC’den yüksek olan, yani normalde kaynaklanan metallerin iki katı füzyon noktasına sahip olan bir metaldir.")
4
Torç kabzası genelde kaynak akımını ve koruma gazını açıp kapatan bir tetiğe sahiptir.

5
Birçok TIG kaynak makinası bu şekilde üretilmiş olduğundan hem güç kaynağı hem de TIG ünitesi bir gövde halindedir. Eğer dolgu maddesi kullanmak gerekliyse, dolgu teli çıplak tel gibi otomatik ya da manuel olarak eklenir.

6
TIG kaynak işlemi sahip olduğu avantajlara bağlı olarak birçok uygulama şekline sahiptir:
• Kaynak parçasına konsantre ısıtma sağlar • İnert koruma gazı sayesinde kaynak havuzuna efektif koruma sağlar. • Dolgu malzemesinden bağımsız olabilir. • Dolgu malzemeleri eğer alaşım doğruysa iyi hazırlanmış olmak zorunda değillerdir. • Cüruf ya da çapak oluşumu olmadığı için kaynak parçasını yeniden temizlemeye ihtiyaç yoktur. • Ulaşılması zor olan bölgeler bile rahatça kaynaklanabilir. TIG kaynağı genelde yüksek kalitede kaynak sonuçları gereken işlemler için kullanılır: • Birleşik ısı ve güç alanları • Petrokimya sanayii • Gıda sanayii • Kimya sanayii • Nükleer sanayii TIG kaynağı için malzemeler En önemli uygulama alanı: • Paslanmaz çelik ince malzemelerin kaynağı • Aluminyum • Nikel • Nikel alaşımlar

7
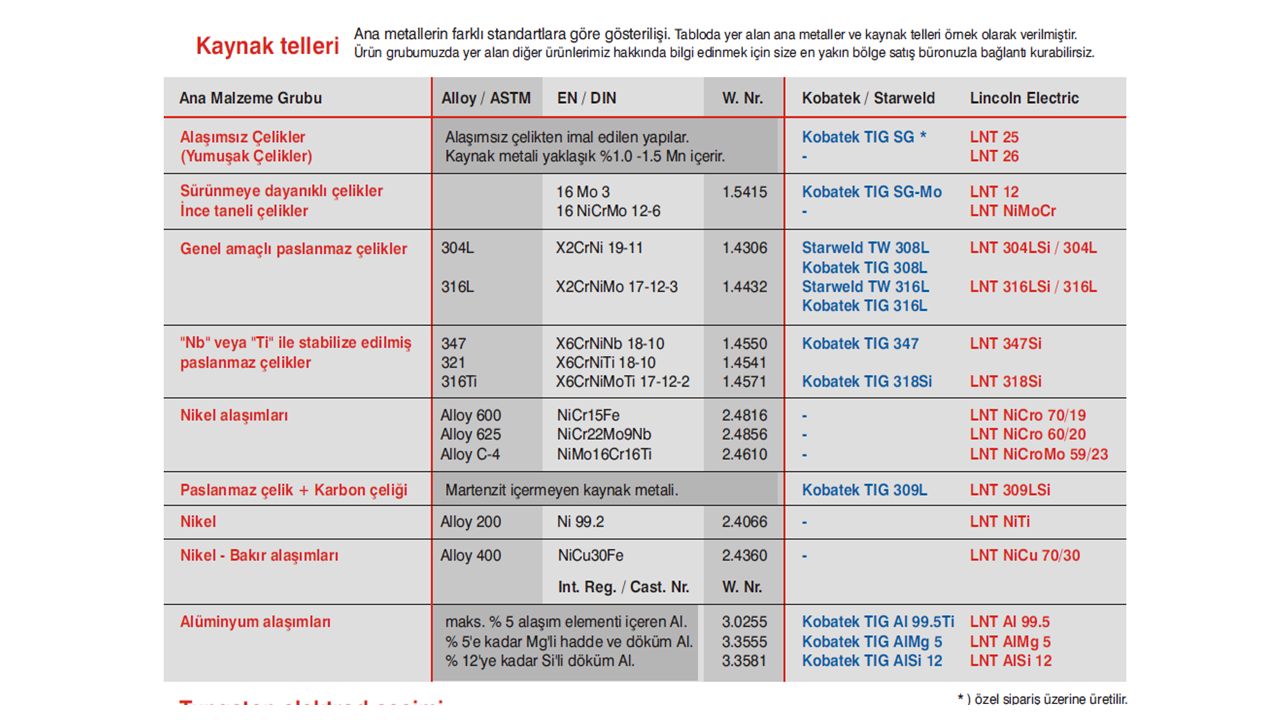
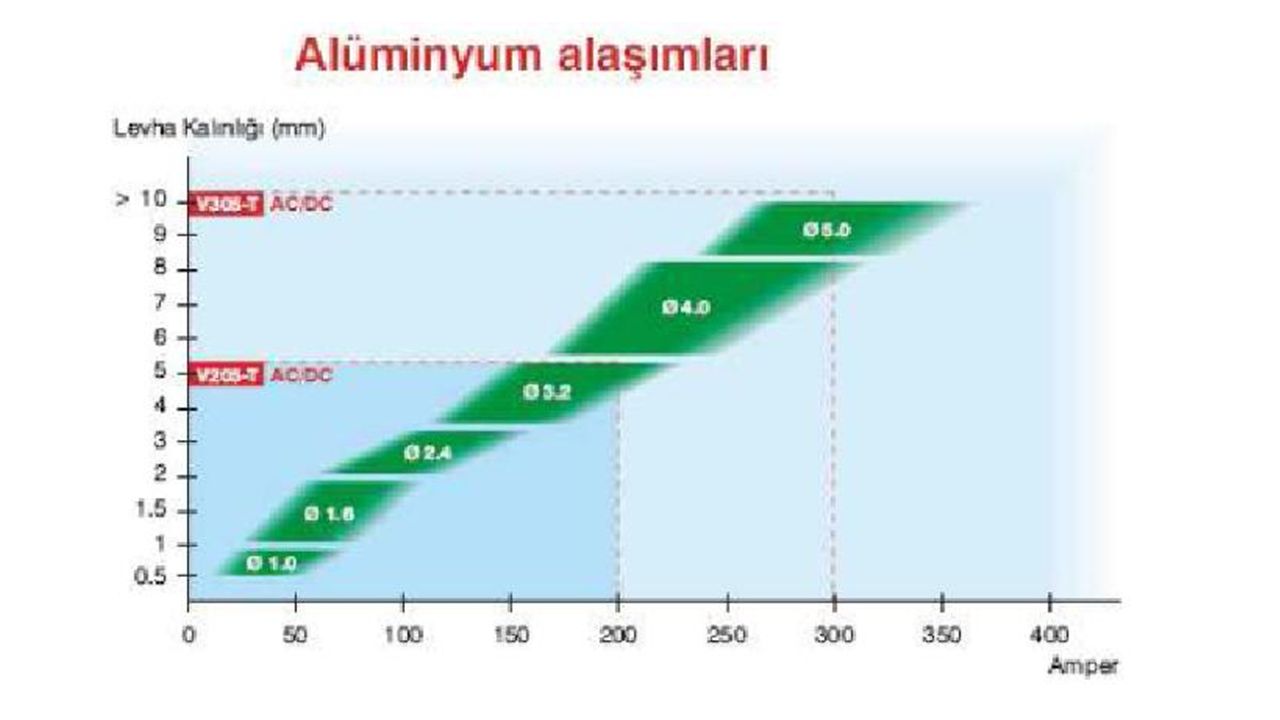
Aşağıdaki tablo hangi malzemelerle TIG kaynağı yapılabileceğini ve uygun polaritelerini gösterir.
TIG kaynakta malzemelerin çoğu için doğru akımda negatif polariteli elektrot kullanılır. Aluminyum ve magnezyumun doğru akımla kaynağı pek mümkün değildir. Bunun nedeni yüksek füzyon noktasına bağlı olarak oluşan ve malzemeleri kaplayıp kaldırılması da oldukça zor olan kalın oksit tabakasıdır. Böylece aluminyum, magnezyum ve onların alaşımları genelde bu oksit tabakasını ortadan kaldırabilecek alternatif akım ile kaynaklanırlar. • DC (doğru, sürekli) akım çelik ve paslanmaz çelikler başta olmak üzere birçok metalin TIG kaynağında kullanılır. • AC (dalgalı, değişken) akım ise alüminyum ve yüzeyinde ısıya dayanıklı oksit tabakası bulunan diğer malzemeler üzerinde gerçekleştirilen TIG kaynağı uygulamalarında kullanılır. Kısaltmalar: = DC, ~ AC, - negatif, + pozitif
 akım çelik ve paslanmaz çelikler başta olmak üzere birçok metalin TIG kaynağında kullanılır. • AC (dalgalı, değişken) akım ise alüminyum ve yüzeyinde ısıya dayanıklı oksit tabakası bulunan diğer malzemeler üzerinde gerçekleştirilen TIG kaynağı uygulamalarında kullanılır. Kısaltmalar: = DC, ~ AC, - negatif, + pozitif.")
8
TIG Torçunun Soğutulması
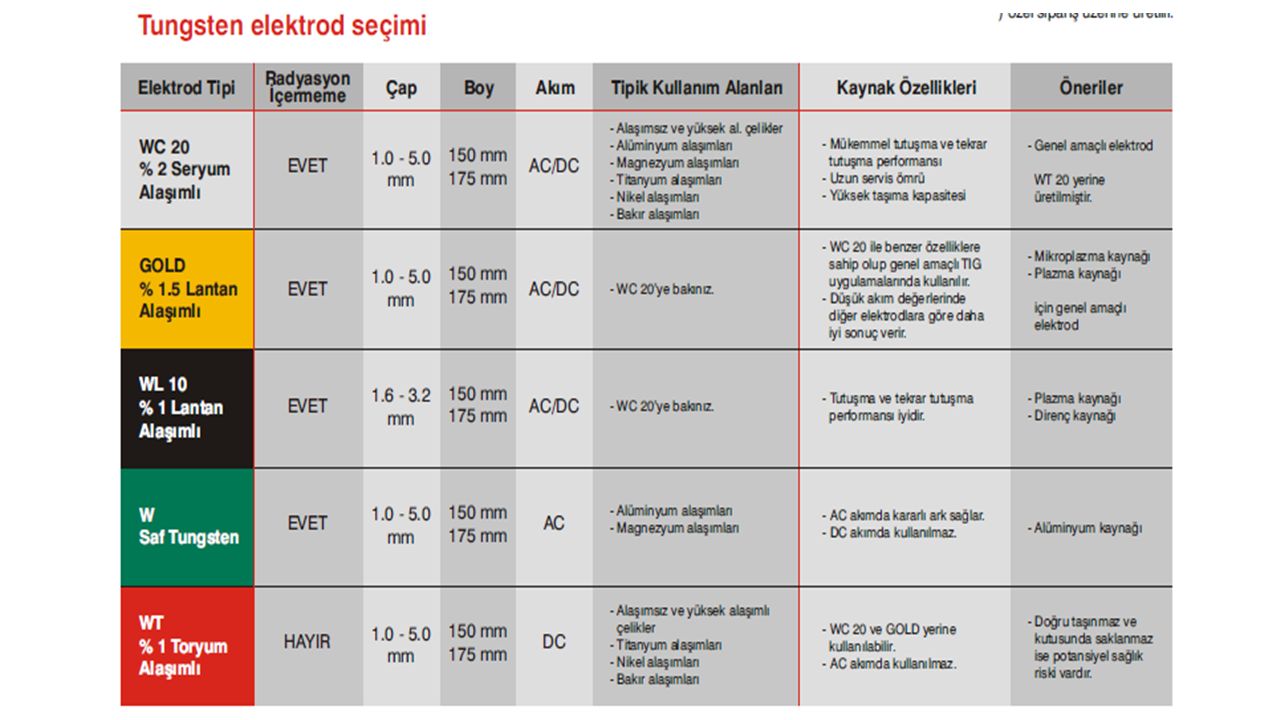
Torçun ebatı kaynak sırasındaki soğutma kapasitesine de bağlıdır. Bazı torçlar da torçu soğutan koruma gazı olması durumuna göre geliştirilmiştir. Ancak, torç aynı zamanda çevreleyen havaya ısı verir. Diğer torçlar soğutma tüpleri ile üretilir. Su soğutmalı torçlar genelde yüksek akım yoğunlukları ve AC kaynak için uygundur. Genelde aynı akım yoğunluğu için üretilen bir su soğutmalı torç hava soğutmalı torçtan daha büyüktür. TIG kaynak için elektrotlar Tungsten elektrotlar, alaşım durumuna göre değişik renklerde kodlanmışlardır. En çok kullanılan tungsten elektrotlar: • Saf tungsten yeşil ile işaretlenmiştir. Bu elektrot genelde aluminyum ve aluminyum alaşımlarının AC kaynağında kullanılır. • %2 toryumlu tungsten kırmızı ile işaretlenmiştir. Bu elektrot alaşımsız / az alaşımlı çeliklerin ya da paslanmaz çeliklerin kaynağında kullanılır. • %2 lantanyumlu tungsten mavi ile işaretlenmiştir. Bu elektrot TIG ile kaynaklanabilen bütün malzemelerin kaynağında kullanılmak için uygundur.

11
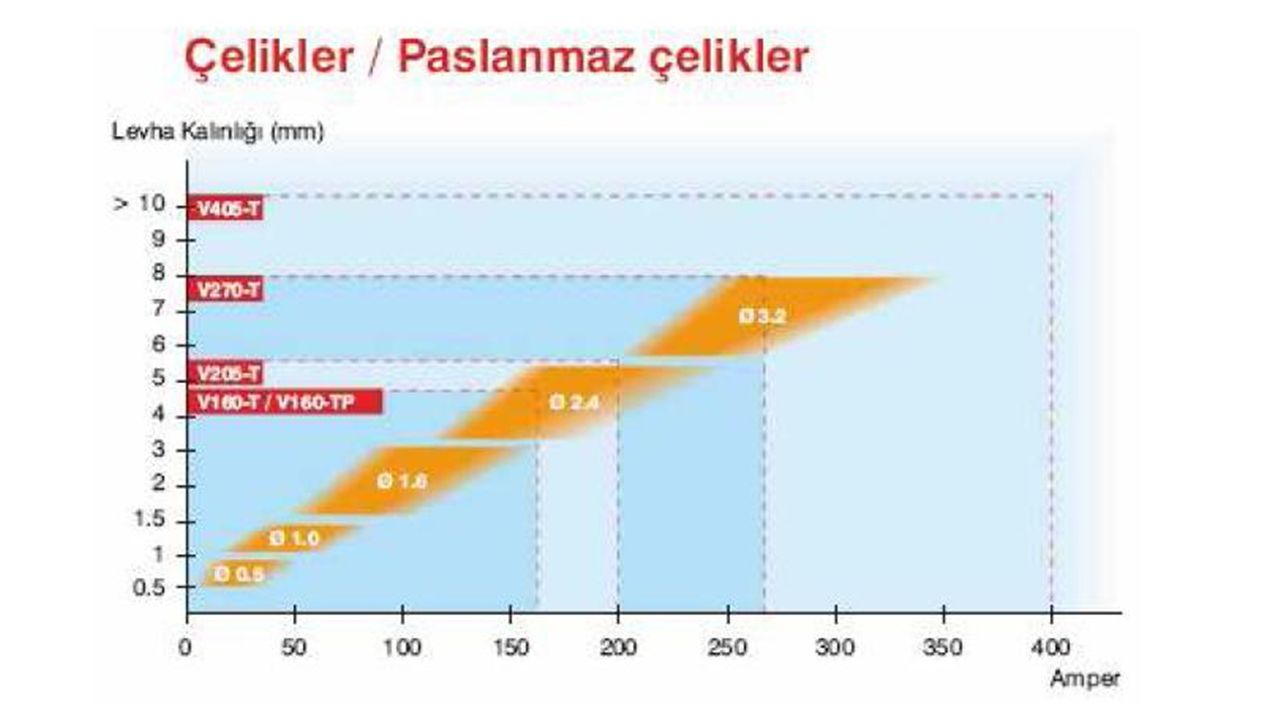
Kaynağın başlangıcında, kaynakçının her şeyden önce doğru tungsten elektrodu, doğru elektrod çapını ve elektrod çapına uygun koruyucu gaz debisini seçebilmesi gerekir. Ayrıca ayarlanan koruyucu gaz debisi, kutup ve akım ayarı da kontrol edilmelidir.

16
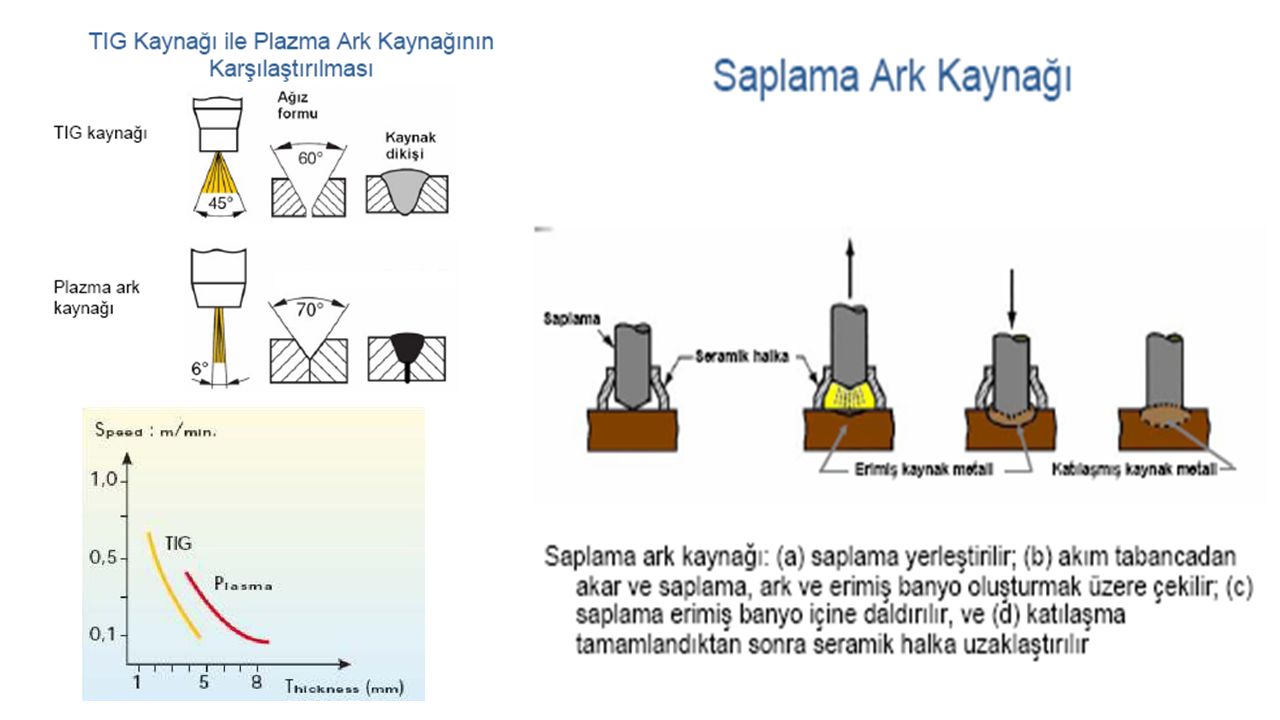
Plazma Ark Kaynağı (PAK)
Sınırlanmış bir plazma arkının kaynak bölgesine yönlendirildiği, TIG kaynağının özel bir şeklidir. • Tungsten elektrod, yüksek hızlı bir inert gaz (Argon) demetinin, yoğun sıcak bir ark demeti oluşturmak üzere ark bölgesine odaklandığı bir nozul içinde kullanılır. • PAK içindeki sıcaklıklar, küçük çaplı ve yüksek enerji yoğunluğuna sahip bir plazma jetinin oluşturduğu sınırlanmış ark sayesinde 28000°C’ye ulaşır. Çoğu plazma ark kaynak torcunda, torç içindeki plazma gazını ısıtan ve iyonize eden küçük bir indirekt ark (pilot ark) kullanılır. İyonize olan gaz, esas direkt ark için iyi bir iletken yol oluşturur. Bu tür ark, çok daha kararlıdır.
 demetinin, yoğun sıcak bir ark demeti oluşturmak üzere ark bölgesine odaklandığı bir nozul içinde kullanılır. • PAK içindeki sıcaklıklar, küçük çaplı ve yüksek enerji yoğunluğuna sahip bir plazma jetinin oluşturduğu sınırlanmış ark sayesinde 28000°C’ye ulaşır. Çoğu plazma ark kaynak torcunda, torç içindeki plazma gazını ısıtan ve iyonize eden küçük bir indirekt ark (pilot ark) kullanılır. İyonize olan gaz, esas direkt ark için iyi bir iletken yol oluşturur. Bu tür ark, çok daha kararlıdır.")
17
Plazma Ark Kaynağının Üstünlükleri ve Eksiklikleri
– İyi ark kararlılığı – Ark kaynağına göre daha iyi nüfuziyet kontrolu – Yüksek ilerleme (kaynak) hızları – Mükemmel dikiş kalitesi – Hemen tüm metallerin kaynağında kullanılabilir. • Eksiklikleri: – Yüksek ekipman maliyeti – Diğer ark kaynak yöntemlerine göre daha büyük torç boyutu – bazı bağlantı konfigürasyonlarına ulaşmayı zorlaştırma eğilimi taşır.
 hızları. – Mükemmel dikiş kalitesi. – Hemen tüm metallerin kaynağında kullanılabilir. • Eksiklikleri: – Yüksek ekipman maliyeti. – Diğer ark kaynak yöntemlerine göre daha büyük torç boyutu. – bazı bağlantı konfigürasyonlarına ulaşmayı zorlaştırma eğilimi taşır.")
20
OKSİ-YANICI GAZ KAYNAĞI
Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla oluşan alevden faydalanılarak yapılan kaynağa "gaz eritme kaynağı" adı verilir. Yakıcı gaz olarak büyük ekseriyetle oksijen kullanılır. Yanıcı gaz olarak ise aşağıdaki gazlar kullanılmaktadır: Asetilen (C2H2) Hidrojen (H2) Metan (CH4) Propan (C3 H8) Bütan (C4H10) Propan- Bütan karışımı (C3H8 -C4H10) Havagazı Benzin ve benzol buharı Farklı yanıcı gazlar kullanılabilir. En yaygını asetilen gazıdır. Oksiyakıt gazı kesme işlemlerinde de kullanılabilir. Düşük güç yoğunluğu, düşük nüfuziyet ~3 mm Dolgu metali olmadan veya dolgu metaliyle yapılabilir. Pratik ve ucuz ITAB büyüktür. Yavaş işlem En yaygın olarak çeliklerde kullanılır. Düşük üretim miktarları ve tamir işlerinde kullanılır. Uygulama alanları: Alaşımsız çelikler, ince saçlar (1-2 mm); maksimum 5 mm cidar kalınlığına ve maksimum 150 mm çapa sahip borular, (gaz ve su tesisatları ve kalorifer sistemleri), nadiren alüminyum.
 Hidrojen (H2) Metan (CH4) Propan (C3 H8) Bütan (C4H10) Propan- Bütan karışımı (C3H8 -C4H10) Havagazı. Benzin ve benzol buharı. Farklı yanıcı gazlar kullanılabilir. En yaygını asetilen gazıdır. Oksiyakıt gazı kesme işlemlerinde de kullanılabilir. Düşük güç yoğunluğu, düşük nüfuziyet ~3 mm. Dolgu metali olmadan veya dolgu metaliyle yapılabilir. Pratik ve ucuz. ITAB büyüktür. Yavaş işlem. En yaygın olarak çeliklerde kullanılır. Düşük üretim miktarları ve tamir işlerinde kullanılır. Uygulama alanları: Alaşımsız çelikler, ince saçlar (1-2 mm); maksimum 5 mm cidar kalınlığına ve maksimum 150 mm çapa sahip borular, (gaz ve su tesisatları ve kalorifer sistemleri), nadiren alüminyum.")
21
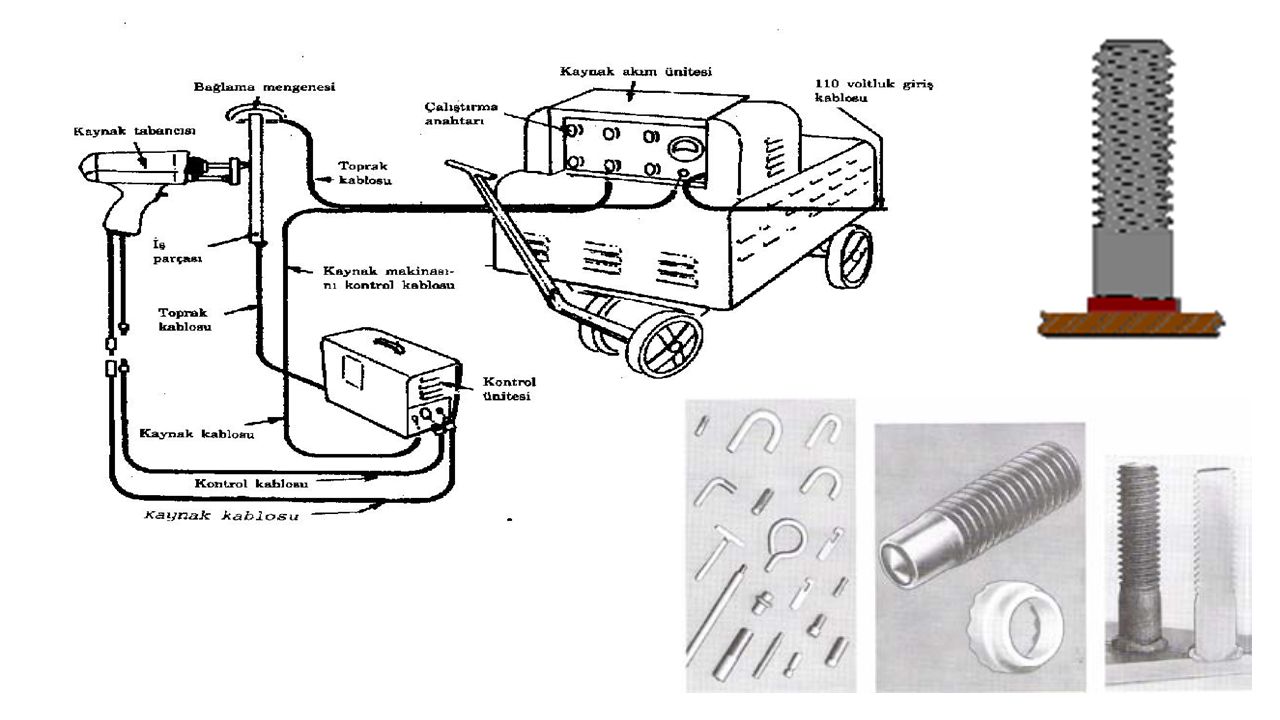
Kaynak teçhizatı ve çalışma sistemi ?

22
a-) Yüksek bir ısıl değer, b-) Yüksek bir alev sıcaklığı
Yanıcı gazlar a-) Yüksek bir ısıl değer, b-) Yüksek bir alev sıcaklığı c-) Yüksek bir tutuşma hızı, d-) Kaynak banyosunu havaya karşı koruma, e-) Artıksız bir yanma, f-) Ucuz ve kolay üretilebilme. Yukarıdaki şartları en iyi şekilde yerine getiren gaz, asetilendir. Bu sebepten ekseriyetle gaz eritme kaynağında asetilen gazı kullanılır ve gaz eritme kaynağına "oksi-asetilen" kaynağı da denir. Basınç ve sıcaklık için kabul edilen sınırlar, 1,5 atmosferde 60 oC'dir. Oksijen Gazı Karakteristiği? Oksijen tutuşmaz bir gaz olmakla beraber, yanmaya şiddetle yardım eder. Hidrojenle, yağlarla veya gresle bulaşması ciddi bir yangına ve patlamaya sebep olur. Hiçbir yanıcı maddenin sıkıştırılmış oksijen ile temasa gelmesine müsaade edilmemelidir.
 Yüksek bir ısıl değer, b-) Yüksek bir alev sıcaklığı. c-) Yüksek bir tutuşma hızı, d-) Kaynak banyosunu havaya karşı koruma, e-) Artıksız bir yanma, f-) Ucuz ve kolay üretilebilme. Yukarıdaki şartları en iyi şekilde yerine getiren gaz, asetilendir. Bu sebepten ekseriyetle gaz eritme kaynağında asetilen gazı kullanılır ve gaz eritme kaynağına oksi-asetilen kaynağı da denir. Basınç ve sıcaklık için kabul edilen sınırlar, 1,5 atmosferde 60 oC dir. Oksijen Gazı Karakteristiği Oksijen tutuşmaz bir gaz olmakla beraber, yanmaya şiddetle yardım eder. Hidrojenle, yağlarla veya gresle bulaşması ciddi bir yangına ve patlamaya sebep olur. Hiçbir yanıcı maddenin sıkıştırılmış oksijen ile temasa gelmesine müsaade edilmemelidir.")
23
Kaynak Üfleci Kaynak üfleçleri; yakıcı ve yanıcı gazların karıştırılarak, kaynak alevini meydana getirmeye yarayan gereçlerdir. Üfleçler üzerindeki vanalar yardımıyla, gaz karışım oranları ve hızlarının ayarlanmaları mümkün olmaktadır.

24
Alev ve çeşitleri

25
Oksijen/asetilen (veya oksijen/yanıcı gaz) oranlarını değiştirerek elde edilir.
 oranlarını değiştirerek elde edilir.")
26
Eğer oran (Oksijen/asetilen) %50-%50 ila 1,15:1 civarında ise tüm yanma reaksiyonlarının tam yanma olarak gerçekleştiği nötr veya normal alev elde edilir. Çoğu kaynak işlemi, ısıtılan metal üzerine en düşük kimyasal etkiyi yaptığından normal alevle gerçekleştirilir. Kesme işlerinde de ön ısıtma esnasında kullanılır. 1,5:1 gibi daha yüksek bir oran, oksitleyici alev oluşturur. Bu alev görünüş olarak normal aleve benzer ancak 3300°C gibi daha yüksek bir sıcaklık verir. Bu tip alevler, Pirinç veya Bronzların kaynağında kullanılır, ancak çeliğin kaynağında alevin aşırı oksijeni karbonla reaksiyona girip kaynak bölgesinde bir alaşım elementi kaybı oluşturacağından zararlı kabul edilir. Asetilen miktarının fazla Redükleyici alevle de dökme demir ve alüminyum gibi malzemelerin kaynağı yapılır. Yüksek karbonlu çeliklerin ve bazı alaşımlı çeliklerin kaynağında ve ayrıca bazı sert dolgu malzemelerinin uygulanmasında.

27
Kaynak hızı - Malzeme kalınlığı - Üfleç meme çapı ilişkisi?

28
3 mm den az kalınlıkta sola kaynak,
3 mm den fazla kalınlıkta sağa kaynak.

Benzer bir sunumlar