Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
7.7. FRAKTOGRAFİ Kırılmanın doğası üzerine önemli bilgi kırılma yüzeyinin mikroskopik incelenmesinden elde edilir. Bu çalışmaya genellikle fraktografi denir. Fraktografi çoğunlukla SEM kullanılarak yapılır. Odağın büyük derinliği (pürüzlü kırılma yüzeyini incelemede önemlidir) ve incelenen aktüel yüzey gerçeği araştırma ve kırılma analizi için SEM’ i önemli bir gereç yapar.
 ve incelenen aktüel yüzey gerçeği araştırma ve kırılma analizi için SEM’ i önemli bir gereç yapar.")
2
Mikroskopik skala üzerinde yaygın olarak gözlenen kırılma biçimleri ayrılma, yarı-ayrılma ve çukurlu kopmadır. Yorulma tanelerarası kırılma ve sürünme kopması gibi diğer kırılma biçimleri spesifik mekanik davranışlarıyla ilgili bölümde tartışılmaktadır.

3
Ayrılma kırılması kristalografik düzlemler boyunca meydana gelen gevrek kırılmayı temsil eder. Ayrılma kırılmasının karakteristik özelliği, genellikle çelikteki ferrit tane boyutu kadar olan düz yüzeylerdir. Genellikle düz yüzeyler nehir izi gibi görünür (Şekil 7.7) Nehir izleri bir plato serisi ve bağlayan çıtalardan oluşan çok sayıdaki paralel düzlemler boyunca kristaller içinde hareket eden çatlak tarafından oluşturulur.
 Nehir izleri bir plato serisi ve bağlayan çıtalardan oluşan çok sayıdaki paralel düzlemler boyunca kristaller içinde hareket eden çatlak tarafından oluşturulur..")
4
Şekil 7.7

5
Sanki-ayrılma kırılması yarılma kırılması ile sınırlı bir şekilde bağlantılıdır. O başlıca suya çekilen ve temperlenen çeliklerin düşük sıcaklık kırılmasında gözlenir. Sanki-ayrılma terimi ayrılma düzlemleri üzerindeki küçük yüzeyler tam olarak ayrılma düzlemleri olmadığı için kullanılır. (Şekil 7.8) Bu küçük yüzeyler genellikle ilk östenit tane boyutu ile benzer boyuttadır. Sanki ayrılma kırılmaları sık sık çukurlar ve küçük yüzeylerin dış tarafında yırtılma çizgileri gösterir.
 Bu küçük yüzeyler genellikle ilk östenit tane boyutu ile benzer boyuttadır. Sanki ayrılma kırılmaları sık sık çukurlar ve küçük yüzeylerin dış tarafında yırtılma çizgileri gösterir..")
6
Şekil 7.8.

7
Çukurlu-kopma (Şekil 7.9) gerilme durumuna bağlı olan eşeksenli, parabolik veya eliptik olabilen fincan gibi çökmeler ile karakterize edilirler. Bu tip kırılma yüzeyi sünek kırılmayı ifade eder. Mikroboşluklar ikinci faz partiküllerinde başlatılır, boşluklar gelişir ve sonuç olarak mikroboşluklar arasındaki bağ doku kırılır.

8
Şekil 7.9

9
Fraktografi ile kırılmanın sebebinin belirlenmesi standart inceleme tekniği haline dönüşmektedir.

10
7.8. GEVREK KIRILMADA DİSLOKASYON TEORİLERİ
Gevrek kırılma prosesi üç aşamadan oluşur: Kendi kayma düzlemleri boyunca bir engel de dislokasyon yığılmalarını içeren plastik deformasyon Mikroçatlakları çekirdeklendirecek yığılmanın başında kayma gerilmelerinin yapılanması.

11
Bazı durumlarda depolanan enerji; yığılmada dislokasyon hareketi ilerlemeksizin kırılmayı tamamlayacak mikroçatlağı tahrik eder. Daha tipik olarak metallerde farklı bir gelişme aşaması gözlenir ki onda artan bir gerilme mikroçatlağı genişletmek için gereklidir. Bu yüzden kırılma gerilmesi mikroçatlakları genişletmek için gereken gerilmedir.

12
Şekil 7.10

13
Yüksek gerilmelerin, kırılmaya sebep olan dislokasyon yığılmalarının başında üretildiği fikri ilk Zener tarafından geliştirilmiştir. Model Şekil 7.10 da gösterilir. Kayma düzlemi üzerinde etkiyen kayma gerilmeleri dislokasyonlarla birlikte sıkıştırılır. Bazı kritik gerilme değerlerinde yığılmanın başındaki dislokasyonlar o kadar birbirine yakın itilir ki onlar 2c uzunluğunda nb yüksekliğindeki üçgen çatlak veya kovuk dislokasyonu içinde bütünleşirler.

14
Stroh göstermiştir ki yığılmanın başındaki gerilme konsantrasyonunun plastik deformasyon ile hafifletilmesi şartıyla yığılmadaki gerilmeler 5.41 denklemi ile verilir. Bu denklem 7.8 deki teorik kohezif gerilmeye eşitlenebilir.

15
Ve Mikroçatlak çekirdeklenmesinin meydana geldiği koşul;
(7.19) Burada L blok kayma bandının uzunluğu, r yığılmanın tepesinden çatlağın oluştuğu noktaya kadar yığılmadır. Eğer alınırsa; (7.20)
 Burada L blok kayma bandının uzunluğu, r yığılmanın tepesinden çatlağın oluştuğu noktaya kadar yığılmadır. Eğer. alınırsa; (7.20)")
16
(7.21) (7.20) ve (7.21) den L elenerek,
Denklem 5.37’ den kayma bandındaki dislokasyonların sayısı şöyle ifade edilebilir. (7.21) (7.20) ve (7.21) den L elenerek, (7.22)
 (7.20) ve (7.21) den L elenerek, (7.22)")
17
Mikroçatlak çekirdeklenmesi için denklemin bu şekli, Cottrell tarafından önerilmiştir. Bir nb yerdeğiştirmesinin oluşturulmasında uygulanan kayma gerilmeleri ile yapılan iş yeni kırılma yüzeylerinin oluşturulmasında işle birlikte sürtünme gerilmesine karşı olan dislokasyonların hareket etmesinde yapılan işe eşit olduğu zaman bir çatlağı oluşturacak fiziksel öneme sahiptir.

18
Denklem 7. 22’ nin 2c çatlak uzunluğunu içermemesi ilginçtir
Denklem 7.22’ nin 2c çatlak uzunluğunu içermemesi ilginçtir. Böylece çatlak; dislokasyon kaynağı, dislokasyonları yığılmaların içine zorlamaya devam ettiği sürece plastik deformasyon ile gelişir. Anlaşılmalıdır ki yalnızca kayma gerilmeleri dislokasyonların birlikte zorlanmasından oluşur.

19
Çekme gerilmeleri Mikroçatlak çekirdeklenme prosesi ile ilişkilendirilemez ve aslında, ayrılma çatlakları basma işleminde oluşabilir. Normal gerilmeler (gerilmenin hidrostatik bileşeni) genel olarak metallerde çatlak ilerleme aşamasının çatlak başlama aşamasından daha zor olduğu tartışmasına yol açan mikroçatlak çekirdeklenmesi ile ilişkilendirilmez. Çünkü deney kırılmanın hidrostatik gerilme bileşeninden güçlü bir şekilde etkilendiğini göstermiştir
 genel olarak metallerde çatlak ilerleme aşamasının çatlak başlama aşamasından daha zor olduğu tartışmasına yol açan mikroçatlak çekirdeklenmesi ile ilişkilendirilmez. Çünkü deney kırılmanın hidrostatik gerilme bileşeninden güçlü bir şekilde etkilendiğini göstermiştir.")
20
Ayrıca genişlemeyen mikroçatlakların bulunması bu bakış açısını destekler. Yığılmadaki nonüniform gerilme alanı ve yığılmadaki iki işaretli dislokasyonları göz önüne alacak Stroh denklemlerinin modifikasyonu Mikroçatlak çekirdeklenmesi için gereken gerilmenin başlangıçta düşünülenden çok daha küçük olduğunu göstermektedir.

21
Çoğu mühendislik malzemelerinde en zor adım olan tane sınırı gibi güçlü bir bariyer boyunca deformasyonun genişlemesi mikroçatlakların üretildiğine dair güçlü bir delildir. Bu yüzden tane boyutu gevrek kırılma davranışı üzerinde güçlü etkiye sahip olacaktır. Petch demir ve çelikteki gevrek kırılmanın tane boyutu ile ilişkisini şöyle ifade etmiştir: (7.23)
")
22
Denklem 7. 23 için dislokasyon modelini geliştirmek üzere Denklem 7
Denklem 7.23 için dislokasyon modelini geliştirmek üzere Denklem 7.22’ yi normal gerilme terimlerine göre ifade ederiz: (7.24)
")
23
7.9. SÜNEK KIRILMA Sünek kırılma daha az ciddi bir problem olduğu için gevrek kırılmadan daha az çalışılmıştır. Bu noktaya kadar sünek kırılma fark edilebilir derecede büyük plastik deformasyon ile meydana gelen kırılma olarak belirsiz bir şekilde tanımlanmıştır. Sünek kırılmanın diğer bir önemli karakteristiği – ki önceki gevrek kırılma mülahazalarında fark ediliyor olmalıdır- büyük enerji sarfederek metalin yavaş parçalanması yolu ile meydana gelmesidir

24
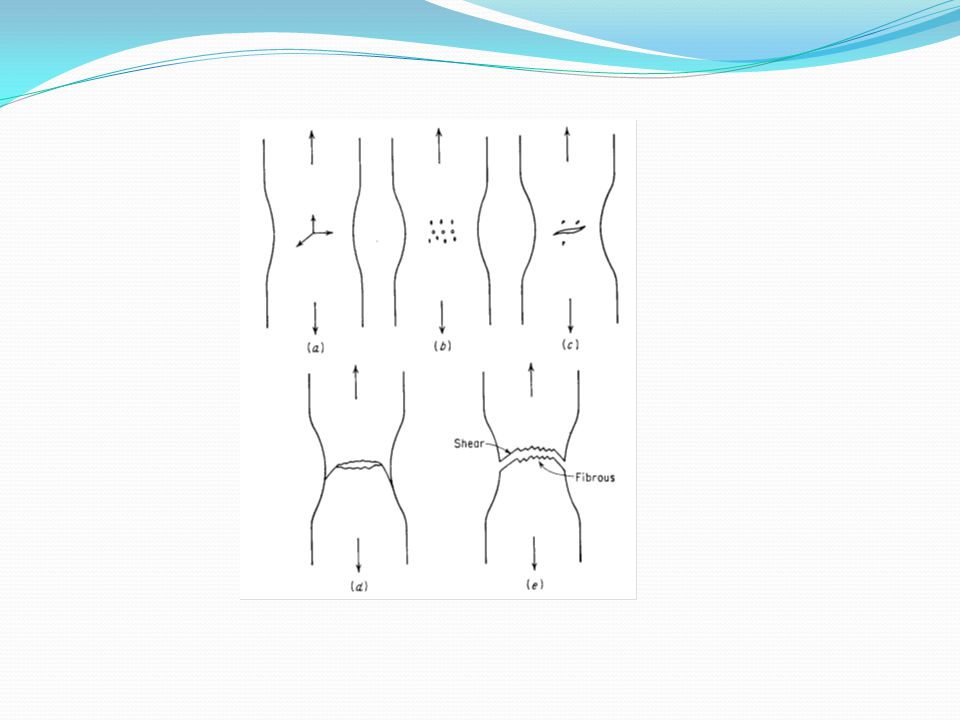
Sünek kırılmanın pek çok çeşidi, metal işlemesi esnasında ve onların farklı çalışma şartlarındaki kullanımında meydana gelebilir. Basitleştirme için bu bölümdeki tartışma, tek eksenli gerilmede oluşan metallerin Sünek kırılması ile sınırlandırılacaktır. Çekme kırılmalarının diğer tipleri Bölüm 8’ de göz önüne alınır. Çekmedeki Sünek kırılma genellikle önce boyun verme denen çaptaki yerel daralma ile olur. Çok Sünek metaller ayrılmadan önce bir nokta veya bir çizgiye çekilirler. Kırılmanın bu çeşidine genellikle kopma denir.

26
Sünek “kadeh ve koni” kırılmasının gelişim aşamaları şekil 7
Sünek “kadeh ve koni” kırılmasının gelişim aşamaları şekil 7.13’ te gösterilmiştir. Boyun verme plastik dengesizliğin olduğu noktada başlar ki o noktada şekil değiştirme sertleşmesi sebebiyle mukavemetteki artış enine kesit alandaki (Şekil .13a) azalmayı karşılamak üzere düşer. Bu maksimum yükte veya şekil değiştirme sertleşmesi katsayısına (bak bölüm 8.3) eşit gerçek değiştirmede meydana gelir.
 azalmayı karşılamak üzere düşer. Bu maksimum yükte veya şekil değiştirme sertleşmesi katsayısına (bak bölüm 8.3) eşit gerçek değiştirmede meydana gelir.")
27
Bir boyun oluşumu o bölgede üç eksenli durumu başlatır
Bir boyun oluşumu o bölgede üç eksenli durumu başlatır. Çekmenin hidrostatik bir bileşeni boyunlaşmış bölgenin merkezinde numune ekseni boyunca etkir. Bu bölgede çok sayıda ince oyuklar oluşur (Şekil 7.13b) ve devam eden şekil değişimi altında bunlar gelişir ve merkezi çatlak içinde birleşir (Şekil 7.13c) Bu çatlak numunenin yüzeyine ulaşana kadar numunenin eksenine dik yönde gelişir. Sonra kırılmanın koni bölümünü oluşturmak üzere eksene 45o’ deki lokalize kayma düzlemleri boyunca ilerler. (Şekil 7.13d).
 ve devam eden şekil değişimi altında bunlar gelişir ve merkezi çatlak içinde birleşir (Şekil 7.13c) Bu çatlak numunenin yüzeyine ulaşana kadar numunenin eksenine dik yönde gelişir. Sonra kırılmanın koni bölümünü oluşturmak üzere eksene 45o’ deki lokalize kayma düzlemleri boyunca ilerler. (Şekil 7.13d).")
28
Detaylı sünek kırılma prosesi çalışmaları önce oluşan merkezi çatlakları yüksek kayma gerinimli dar bantlarda uç tarafta deformasyon yoğunluğuna doğru yöneldiğini göstermiştir. Bu kayma bandları çarpraz yönde 50-60o’ lik açılardadır. Boşluk katmanları bu bandlarda çekirdeklenir ve boşluklar gelişir ve boşluk tabakasının yerel kırılması ile bütünleşir.

29
Çatlak gelişiminin ortalama yönü gerilme eksenine çarpraz yönde radyal olarak dışarı doğru iken daha ince bir skalada çatlak zigzagları boşluk katmanı oluşumu ile meydana gelir. Bu uzamış çukurlardan oluşan kırılma yüzeyinin oluşumuna yol açar ve kırılana kadar ince duvarlar tarafından ayrılan çok sayıda deliklerden oluşmuş gibi görünür.

30
Sünek kırılmanın temel kaynağı olan bu boşluklar deformasyon uyumluluğunun zor olduğu alanlarda heterojen bir şekilde çekirdeklenir. Boşluk oluşumu için gözde alanlar inkluzyonlar, ikinci faz partikülleri ve ince oksit partikülleri iken yüksek saflıktaki metallerde boşluklar üçlü tane sınırı noktalarında oluşabilir. 50 Ao (5nm) kadar küçük partiküller boşlukları çekirdeklendirmek üzere bulundurulmuştur.
 kadar küçük partiküller boşlukları çekirdeklendirmek üzere bulundurulmuştur..")
31
Öyle ki metalografik incelemede boşlukların yokluğu boşluk oluşumunun meydana gelip gelmediğinin güvenilir bir belirleyicisi olmayabilir. Çekme testindeki boşluklar boyun vermeden önce oluşur, sonra bir boyun oluşturulur ve hidrostatik çekme gerilmeleri gelişir, böylece boşluk oluşumu çok daha belirgin hale dönüşür. Çekirdekleşme partiküllerinin meydana gelme sıklığı Sünek kırılma üzerinde güçlü bir etkiye sahip olmalıdır.

32
Kırılmadaki gerçek şekil değişiminin ikinci faz partiküllerinin hacim kesrinin artmasıyla hızla azaldığı gösterilmiştir (Şekil 7.6). Perlit içeren karbon çeliklerindeki sünek kırılmanın metalografik çalışması göstermektedir ki uygulanan çekme gerilmeleri ve yoğun kayma bölgesi kombinasyonuna boşlukları başlatmak için ihtiyaç duyulur. Sözedilen mekanizma Şekil 7.14’ te gösterilir.

33
Şekil 7.14 Uygulanan çekme gerilmesine paralel karbürler önce çatlar (Şekil 17a). Çekme eksenine yaklaşık 50o’ deki yoğun kayma bölgesi yapışık karbür levhalarının çatlamasına neden olur (Şekil 7.14b), boşluklar gelişir (7.14c) ve sünek kırılmayı oluşturmak üzere birleşirler (Şekil 7.14d).
. Çekme eksenine yaklaşık 50o’ deki yoğun kayma bölgesi yapışık karbür levhalarının çatlamasına neden olur (Şekil 7.14b), boşluklar gelişir (7.14c) ve sünek kırılmayı oluşturmak üzere birleşirler (Şekil 7.14d).")
34
Partikül şekli sünek kırılma üzerinde önemli bir etkiye sahiptir
Partikül şekli sünek kırılma üzerinde önemli bir etkiye sahiptir. Partiküller küreselleştirilmiş perlit gibi levhamsıdan daha küresel olduğu zaman karbürlerin çatlaması daha zordur ve süneklik artırılır. Küreselleşmiş karbürlerin çatlaması daha zordur çünkü ferrit matrisindeki dislokasyonlar onların etrafında levhamsı karbürlerdekinden daha kolay bir şekilde çarpraz kayabilirler ve böylece yığılmalarda yüksek gerilmelerin oluşumundan kaçabilirler.

35
Ayrıca küreselleşmiş karbürler ve matris arasında temas alanının daha küçük olması yüzünden partiküllerde oluşan çekme gerilmeleri lameler karbürlerdekinden daha az olacaktır. Su verilmiş ve temperlenmiş çelikteki çok ince ve yuvarlak karbürler boşluk oluşumuna karşı çok dirençlidir ve bu yüksek mukavemet seviyelerinde bu yapının iyi sünekliğinin sebebini açıklar. Sonuç olarak ikinci faz partikülleri haddeleme gibi plastik deformasyon prosesleri ile şeklde çarpıtılacağı için haddelenmiş levha veya plakada yönlenme ile büyük miktarda değişen sünek kırılma direncini bulmak yaygındır.

36
Sünek kırılmanın analitik işlemlerinin gelişimine doğru önemli bir başlangıç McClintock tarafından başlangıçta b0 çapı ve ortalama l0 boşluğuna sahip silindirik delikleri içeren bir model kullanarak yapmıştır. Kırılma gerinimi şöyle verilir: (7.28)
")
37
eğrisine sahip bir metal içindir
eğrisine sahip bir metal içindir. Bu denklemde a ve b sırasıyla silindirik delik eksenine paralel ve dik gerilmelerdir. Denklem 7.28 sınırlı veriyle yakın bir uzlaşı sağlamazken önemli değişkenlerle kırılma geriniminin tam değişimini kesin bir şekilde tahmin eder. Denklem (7.28) sünekliğin, boşluk oranı arttığı için gerinim sertleşmesi bileşeni n azaldığı için ve gerilme durumunun bir eksenli gerilmeden üç eksenli gerilmeye değiştiği için azaldığını gösterir. Girintilerin iç tarafta boyun vermesi ile bir dereceye kadar farklı sünek kırılma analizi aynı genel sonuçlara yol açar.
 sünekliğin, boşluk oranı arttığı için gerinim sertleşmesi bileşeni n azaldığı için ve gerilme durumunun bir eksenli gerilmeden üç eksenli gerilmeye değiştiği için azaldığını gösterir. Girintilerin iç tarafta boyun vermesi ile bir dereceye kadar farklı sünek kırılma analizi aynı genel sonuçlara yol açar.")
38
ÇENTİK ETKİLERİ Çentik başlangıcı ile oluşan değişimler, kırılma prosesinde önemli sonuçlara sahiptir. Örneğin bir çentiğin varlığı çeliğin sünek-gevrek geçiş sıcaklığını fark edilir derecede artıracaktır. Bölüm 2.5’ teki elastik gerilme yoğunlaşmasından, bir çentiğin kökündeki lokal gerilmeden oluşmasını bekleriz.

39
Plastik akış; bu lokal gerilmeler, malzemenin akma mukavemetine ulaştığı zaman çentik kökünde başlar. Plastik akış yüksek elastik gerilmeleri hafifletir ve malzemenin akma gerilmesindeki zirve gerilmeleri sınırlar. Ancak çentiğin başlıca etkisi, gerilme yoğunluğunun başlangıcında değildir; çentikteki üç eksenli gerilme durumunun oluşumundadır.

40
Elastik gerilme dağılımı Şekil 7
Elastik gerilme dağılımı Şekil 7.15a’ da ince bir levhada çentik için gösterilir. Levha elastik sınırdan daha az gerilmelerde y yönünde yüklendiği zaman y gerilme dağılımı gösterilir. Aynı zamanda çentiğin geometrisi tarafından çarpraz bir x gerilmesi üretilir. Bu çentiğin ucunda küçük gerilme numuneleri serisi hayal edersek anlaşılabilir. y’ nin dağılımı Şekil 7.15a’ da verilir.

41
Şekil 7.15

42
Eğer bir çekme gerilmesi serbestçe deforme edebilirse, y lokal değerine cevap olarak y çekme gerinimine maruz kalacaktır. y hızlı bir şekilde çentikten uzağa giderek düştüğü için çentiğin altında elastik gerinim gradyenti olacaktır. Ancak her y gerinimi poisson oranı sebebiyle x yanal enine daralmayla ilişkili olacaktır.

43
Her çekme elemanı komşularından bağımsız bir şekilde deforme olmak üzere özgürse bu ile tanımlanır. Böylece çekme numuneleri arasındaki arayüzeylerin tümü çekilip ayrılacaktır. x ve çekme gerilmelerinin sürekliliğini sağlamak için her arayüzeyin boydan boya geçişi sağlanmalıdır. Çentiğin serbest yüzeyinde (x=0) çekme elemanı, bir kenar ve =0’ dan herhangi bir sınırlama olmaksızın enine daralmaya maruz kalabilir.
 çekme elemanı, bir kenar ve =0’ dan herhangi bir sınırlama olmaksızın enine daralmaya maruz kalabilir..")
44
Sürekliliği devam ettirmek için gerekli yanal gerilmeler çentiğin kökünden itibaren alınan mesafeyle artar, fakat büyük x değerlerinde y dağılımı düzleştiği için (pikeden sonra uçağın düzleşmesi gibi) küçülür. Böylece x , x’ le adım adım epeyce artacaktır ve sonra Şekil 7.15a’ da görüldüğü gibi daha yavaş bir şekilde düşecektir.

45
İnce bir levhanın gerilme yüklemesinin düzlemsel gerilme durumu için kalınlık yönündeki gerilmeler küçüktür ve ihmal edilebilir. Ancak bu kesinlikle düzlemsel gerinim deformasyonu –ki orada z yönündeki B kalınlığı çentik veya çatlak derinliğine göre büyüktür- değildir.

46
Düzlemsel gerinim deformasyonu için dir
Düzlemsel gerinim deformasyonu için dir. Y yönünde tek eksenli olarak yüklenmiş kalın çentikli bir levha için x ekseni boyunca elastik gerilme dağılımı Şekil 7.15b’ de gösterilir.

47
y değeri levhanın iki yüzeyi arasında sıfıra düşer fakat serbest yüzeylerden itibaren mesafeyle aniden artar. Çentik kökündeki (x=0) z ile z’nin dağılımı Şekil 7.15c’ de gösterilir. y ve z değerleri neredeyse z’ den bağımsızdır.
 z ile z’nin dağılımı Şekil 7.15c’ de gösterilir. y ve z değerleri neredeyse z’ den bağımsızdır..")
48
Şekil 7.15b kalın bir levhanın gerilmesinin yüksek dereceli elastik üç eksenlilik sağladığını gösterir. B kalınlığı azaldığı zaman y ve z değerleri % 10’ dan daha az düşer fakat z’ nin zirve değeri güçlü bir şekilde B’ ye bağlıdır. Düzlem gerilmelerde B çok küçük olduğu zaman z=0 olur.

49
Çarpraz gerilmelerin varlığı akmanın meydana geldiği, ortalama boyuna gerilme değerlerini yükseltir. Tresca akma kriteri için tür. Çentiksiz bir çekme numunesinde boyuna gerilmeler tek başına akmanın ölçüsünü verir çünkü dır.

50
Düzlem şekil değişiminde akma çentiğin kökünde başlar çünkü bu serbest yüzeyde (Şekil 7.15) dır.
Ancak çentiğin hemen altında tir. Temel metal akma mukavemeti aynı olduğu için, çentikli de olsa çentiksiz de olsa, çentikli numunede akmayı üretecek daha yüksek boyuna gerilme değerini alır.

51
Çentiğin kökünden mesafe ile gerilmenin dağılımı Şekil 7
Çentiğin kökünden mesafe ile gerilmenin dağılımı Şekil 7.15’te kaba taslak çizilmiştir. Lokal akma meydana geldiği zaman değeri elastik değerinden (bak Şekil 7.15b) değerine düşer. Çentik kökünde ilk çekme elemanı akma gösterdiği anda =0.3 elastik değeri yerine =0.5’ e sahip olan sabit hacimde plastik olarak deforme olur.
 değerine düşer. Çentik kökünde ilk çekme elemanı akma gösterdiği anda =0.3 elastik değeri yerine =0.5’ e sahip olan sabit hacimde plastik olarak deforme olur.")
52
Böylece enine şekil değiştirme elastik durumdakinden daha büyüktür ve daha büyük bir değeri elemanın ara yüzeylerindeki kohezyonu devam ettirmek için uygulanmalıdır.

53
Böylece plastik bölge çentik kökünden genişlediği için değeri elastik durumdakinden mesafeyle adım adım daha fazla artış gösterir. Maksimum değeri elastik-plastik arayüzeyinde bulunur. Plastik akma bölgesi içinde değeri akma kriteri ile verilir ve , ile verilir. Gerilmenin artmasıyla plastik bölge; çentiğin altındaki tüm bölge plastik olana kadar içe doğru hareket eder.

54
Çentik tarafından oluşturulan üç eksenli gerilmenin bir sonucu olarak çentikli numunenin genel akma gerilmesi tek eksenli akma gerilmesinden daha büyüktür. Çünkü üç eksenli gerilmelerin varlığında akmış bölgede genişlemesi daha zordur. Çentiklinin çentiksiz akma gerilmesine oranı plastik zorlama faktörü q olarak tanımlanır.

55
Çentik olarak Kt=10’ dan daha büyük değerlere ulaşabilen elastik gerilme yoğunluğu daha derin ve daha keskin yapılmadıkça plastik zorlama faktörünün 2.57 değerini aşamayacağını göstermiştir.

56
Bu yüzden çentiğin üç eksenli gerilme durumu sünek metalde “çentik mukavemetlenmesine neden olur.Fakat gevrek kırılmaya meyilli bir metalde plastik zorlamadan artan çekme gerilmeleri malzeme genel plastik akmaya uğramadan önce kırılma için kritik değeri aşabilir.

57
Çentikte mevcut aşırı gerilme gradyentleri şekil değiştirmenin keskin gradyentlerinin varolduğuna işaret eder. Her ne kadar gerinimle sertleşmiş bir malzemede lokal gerinim dağılımını belirlemek için tam bir metot yoksa da Neuber yaklaşımı gerinim konsantrasyonu K’ nin büyüklüğünü belirlemede faydalıdır.

58
Burada; : Plastik-şekil değiştirme-konsantrasyon faktörü : Plastik-gerilme-konsantrasyon faktörü :Elastik-gerilme-konsantrasyon faktörü

59
Buna bağlı olarak çentiğin diğer bir etkisi yüksek, lokal olarak yoğunlaşmış gerinim üretmektedir. Eşlik eden gerinim sertleşmesi gevrek çatlaklara dönüşebilen sünek boşluk oluşumuna yol açabilir. Çatlağın altında plastik olarak şekil değiştirme sertleşmesine uğramış hacim küçük olduğu için, gerinim konsantrasyonu çok fazla plastik iş harcamaksızın çatlamaya yol açar.

60
Çentikteki plastik gerinim konsantrasyonunun diğer bir önemli neticesi lokal şekil değişim hızının ortalama şekil değiştirme hızından daha yüksek olacağıdır. Gevrek kırılma şekil değişim hızına kuvvetli bir şekilde bağlı olduğu için bu önemli fakat kolayca gözden kaçabilen bir faktör olabilir.

61
Özetle bir çentik dört önemli yol ile gevrek kırılmaya eğilimi artırır:
Yüksek lokal gerilmeler üreterek Üç eksenli gerilme durumunu başlatarak Yüksek lokal şekil değiştirme sertleşmesi ve çatlamalar üreterek Şekil değiştirme hızında lokal bir büyüklük üreterek

62
7.11.KIRILMA EĞRİSİ KAVRAMI
Gerçek gerilme-gerçek şekil değiştirme eğrisi veya akış eğrisi şekil değiştirmenin herhangi belli değerinde plastik akışa neden olacak gerilmeyi gösterir. Gerinim sertleşmesi üç eksenli gerilme veya yüksek şekil değiştirme hızı malzemeyi kıracak kadar yüksek bir gerilmeye sebep olacak yeterlikteki plastik deformasyonu engellediği zaman plastik akış kopma ile sonuçlanır.

63
Ludwik; bir malzemenin kırılma gerilme eğrisine, ayrıca bir akış eğrisine sahip olduğunu ve kırılmanın akma eğrisi kırılma eğrisi ile kesiştiği zaman meydana geldiğini ileri sürmüştür (Şekil 7.16)
")
64
Şekil .16

65
Prensipte kırılma eğrisi üzerindeki bir nokta; verilen bir gerinim değerinde plastik olarak şekil değiştiren ve bu yüzden kırılma meydana gelene kadar büyük plastik deformasyona uğramayan bir numunenin plastik olarak şekil değişiminden elde edilir. Pratikte bir çentik ve/veya düşük sıcaklık kırılma öncesi deformasyonun ilerlemesini durdurmak için kullanılmaktadır. Ancak çentiğin gevrekleşme etkisi gerçeği plastik zorlama faktörünü yaklaşık 2.5 sınırlanmıştır

66
ve metallerin düşük sıcaklıklarda gevrek kırılmasının bile plastik deformasyon ile önce vaki olduğunun anlaşılması, kırılma gerilmesi eğrilerinin iyi deneysel ölçümlerinin metaller için yapılamayacağını aşikar etmiştir. Ancak bu, kalitatif hassasiyette kırılmanın anlaşılmasında faydalı olan kırılma gerilme eğrisini kullanımını engelleyemez.

67
Bcc metallerde sünek –gevrek geçişini etkileyen başlıca faktörler; gerilme durumu, sıcaklık ve şekil değişim hızıdır. Geçiş davranışı kesmeye ve klivaja karşı relatif direnç terimleri ve sıcaklıkla nasıl değiştiğine bağlı olarak açıklanabilir (Şekil 7.17). 0 kesme direncinin ve f klivaj direncinin sıcaklıkla değişimini gösterir. Hazır f datası ile uyuşma içinde olan 0’ dan daha az bir sıcaklık fonksiyonudur.
. 0 kesme direncinin ve f klivaj direncinin sıcaklıkla değişimini gösterir. Hazır f datası ile uyuşma içinde olan 0’ dan daha az bir sıcaklık fonksiyonudur..")
68
Çentiksiz numuneler için akma gerilmeleri geçiş sıcaklığının üzerindeki bütün sıcaklıklardaki kırılma gerilmelerinden daha düşüktür. Bu yüzden metal kırılma olmadan önce plastik olmadan deforme olur ve metal sünektir. Geçiş sıcaklığının altında ve malzeme plastik olarak şekil değiştiremeden önce kırılır.

69
Şimdi, bir numuneye makinede bir çentik işlenirse akma gerilmeleri plastik zorlama yüzünden 2.5 kat artırılırken kırılma gerilmeleri temel olarak değiştirilmezler. Şekil 7.17 bu prosedürün geçiş sıcaklığında nasıl büyük bir artış ürettiğini gösterir. Artan gerinim hızı plastik zorlamadaki gibi aynı yolla akma gerilmeleri artırır.

70
Şekil 7.17

Benzer bir sunumlar