Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
İMAL USULLERİ DÖKÜM

2
METAL DÖKÜMÜNÜN ESASLARI
Döküm Teknolojisine Genel Bakış Isıtma ve Dökme Katılaşma ve Soğuma

3
Katılaştırma Yöntemleri
Başlangıç malzemesi, ya bir sıvıdır ya da yüksek derecede plastikleştirilmiştir ve malzemenin katılaştırılması sayesinde bir parça oluşturulur Katılaştırma yöntemleri, işlenen mühendislik malzemesine göre sınıflandırılabilir: Metaller Seramikler, özel camlar Polimerler ve polimer matrisli karma malzemeler (PMC’ler)
")
4
Katılaştırma Yöntemlerinin Sınıflandırılması
Metallerin dökümü Cam işleme Polimer ve PMC’ lerin imalatı Bozulabilir kalıba döküm Kalıcı kalıba döküm Ekstrüzyon ve ilgili yöntemler Enjeksiyonla kalıplama Diğer kalıplama yöntemleri PMC’ler için özel yöntemler Kum döküm Diğer döküm yöntemleri

5
Döküm Erimiş metalin, kalıp boşluğunda katılaşacağı kalıba, yerçekimi veya başka bir kuvvetle aktığı yöntem Döküm terimi yöntemle üretilen parçalar için de kullanılmaktadır Dökümdeki adımlar görece olarak basittir: Metalin eritilmesi Kalıba dökülmesi Katılaşmaya bırakılması

6
Dökümün Sınırları ve Üstünlükleri
Yöntemin sınırları çok geniş olup, hem çok küçük parçaların, hem de tonlarca ağrlıktaki büyük parçaların üretimine uygundur. Hemen hemen tüm metal alaşımlarının dökümü mümkündür. Bazı malzemeler ise örneğin dökme demir) sadece döküm yoluyla elde edilebilir. Karmaşık parça geometrileri oluşturulabilir Hem iç hem de dış şekiller oluşturulabilir Bazı döküm yöntemleri net şekil’dir; bazıları ise net şekle yakın’dır. Çok büyük parçaları üretebilir Bazı döküm yöntemleri seri üretime uygundur
 sadece döküm yoluyla elde edilebilir. Karmaşık parça geometrileri oluşturulabilir. Hem iç hem de dış şekiller oluşturulabilir. Bazı döküm yöntemleri net şekil’dir; bazıları ise net şekle yakın’dır. Çok büyük parçaları üretebilir. Bazı döküm yöntemleri seri üretime uygundur.")
7
Dökümün Zayıflıkları Farklı döküm yöntemlerinin farklı zayıflıkları vardır: Çok ince kesitlerin elde edilmesi güçtür. Az sayıda üretim için ekonomik değildir. Aynı malzemenin plastik şekil verme yöntemleri örneğin dövme) ile elde edilmiş olanı , dayanım bakımından genellikle daha üstündür. Genellikle hassas boyut toleranslarının ve iyi yüzey kalitesinin sağlanması güçtür. Sıcak erimiş metaller nedeniyle çalışanlara iş güvenliği sorunları Çevre sorunları
 ile elde edilmiş olanı , dayanım bakımından genellikle daha üstündür. Genellikle hassas boyut toleranslarının ve iyi yüzey kalitesinin sağlanması güçtür. Sıcak erimiş metaller nedeniyle çalışanlara iş güvenliği sorunları. Çevre sorunları.")
8
Dökümle Yapılabilen Parçalar
Büyük parçalar Otomotiv araçları için motor blokları ve silindir kafaları, ağaç yakma fırınları, makina gövdeleri, vagon tekerlekleri, borular, büyük heykeller, pompa gövdeleri Küçük parçalar Diş kaplamaları, mücevher, küçük heykeller, kızartma tavaları Demir esaslı ve demir dışı tüm metal türleri dökülebilir

9
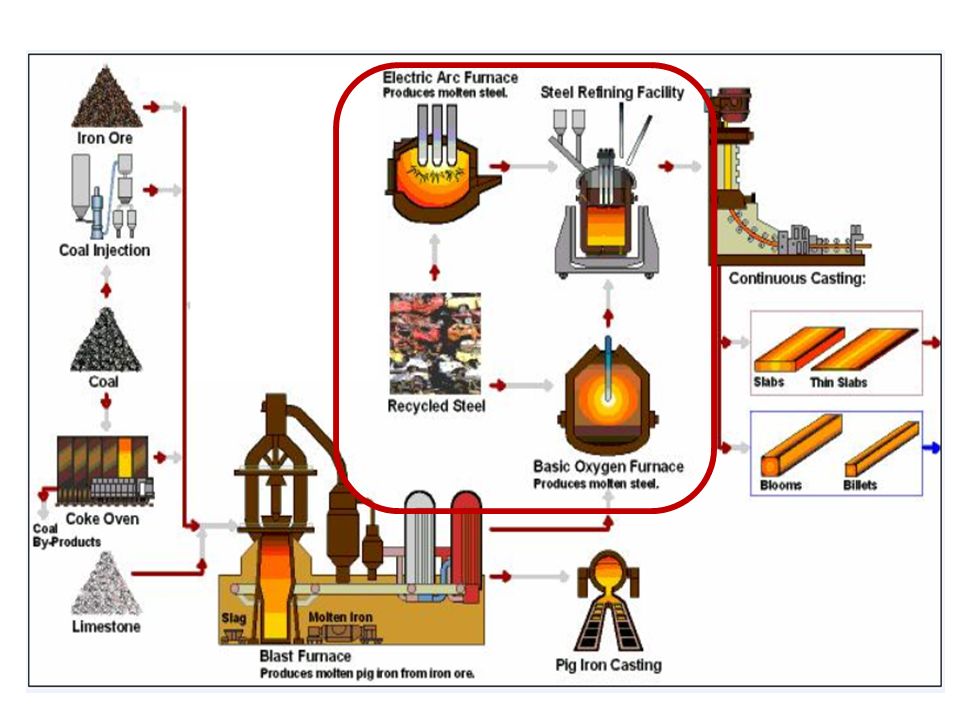
KATILAŞMA Rafine edilmiş ve ergimiş haldeki çelik 2 şekilde katılaştırılmaktadır: İngot Döküm Sürekli Döküm

10
INGOT DÖKÜM

11
İNGOT DÖKÜM Ergimiş çelik ingot potalarına dökülmektedir.
Katılaşma esnasında 2 problem ortaya çıkmaktadır: Segregasyon Büzülme

12
Segregasyon Kokilde dökülen sıvı çelik katılışırken, özellikle kalan FeO’in karbonla reaksiyona girip gaz çıkışını kuvvetlendirmesi nedeniyle, kaynama olur (Sakinleştirilmemiş Çelik). Bu durumu önlemek için, oksijenle ilgileri karbonunkinden daha fazla olan Al ve Si (%0,15 oranında) eklenir (Sakinleştirilmiş Çelik).
. Bu durumu önlemek için, oksijenle ilgileri karbonunkinden daha fazla olan Al ve Si (%0,15 oranında) eklenir (Sakinleştirilmiş Çelik).")
13
Segregasyon Sakinleştirilmemiş çeliklerde dış kısmında saf demir bölgesi, iç kısmında ise fazla miktarda yabancı elemanı kümelenmiş olur. (MAKRO SEGREGASYON). Böyle çeliklerin soğuk şekil değiştirmeden sonra yaşlanma ve dolayısıyla gevrekleşme eğilimi gösterir. Segregasyonu önlemek için C’de HOMOJENLEŞTİRME TAVI uygulanmaktadır.
. Böyle çeliklerin soğuk şekil değiştirmeden sonra yaşlanma ve dolayısıyla gevrekleşme eğilimi gösterir. Segregasyonu önlemek için C’de HOMOJENLEŞTİRME TAVI uygulanmaktadır.")
14
Çökme Sakinleştirilmiş çeliklerin tepesinde çökme görülmektedir.
Bu sebepten dolayı çöken bölümü kesilir.

15
SÜREKLİ DÖKÜM

16
SÜREKLİ DÖKÜM CONTINUOUS CASTING
Klasik döküm yönteminde kalıplara dökülen ergimiş çelik tamamen katılaştıktan sonra kalıplardan alınırken, sürekli döküm yönteminde çeliğin tamamen katılaşması beklenmez. Klasik döküm yönteminde katılaşmış malzeme aynı ağızdan alındığı halde, sürekli döküm yönteminde ergimiş çelik kokilin üst ağzından kalıba dökülür ve eş zamanlı olarak aynı miktar kalıbın altından çekilir. Kokilden dışarı çıkan malzeme (ingot) ince bir kabukla çevrilidir, iç bölge ergime sıcaklığının biraz üzerinde sıvı çelikle doludur.
 ince bir kabukla çevrilidir, iç bölge ergime sıcaklığının biraz üzerinde sıvı çelikle doludur.")
17
SÜREKLİ DÖKÜM Sürekli dökümün üstünlükleri
1. Düzgün olmayan teşeküller ve bozulmalar önlenir, 2. Verim %100’dür, 3. İngotlara göre daha düzgün yüzey elde edilir, 4. Segregasyonlarn azalmas sebebi ile yüksek kalitede malzeme elde edilir, 5. Soğutma hızı kontrol edilerek tane büyüklüğü ve yapnn ayarlanma imkan vardr. 6. Ekonomiktir.

18
ÜRÜNLER

19
ÜRÜNLER

20
Döküm İşlemlerinde Kullanılan Ocaklar
Dökümhanelerde en yaygın kullanılan ocaklar şunlardır: Kupol ocakları Doğrudan yakıt yakan ocaklar Potalı ocaklar Elektrik ark ocakları Elektrik direnç ocakları Endüksiyon ocakları

21
Kupol Ocakları Tabanına yakın yerde döküm ağzı olan dikey silindirik ocaklardır Sadece dökme demir için kullanılırlar Diğer ocaklar da kullanılmasına rağmen, en büyük tonajlı dökme demirler kupol ocağında eritilir. Ateşleme tamamlandıktan sonra yükleme kapısından ocak içine pik, hurda, kok ve kirçtaşı belli oranlarda ve birbirini izleyen tabakalar halinde üst üste yüklenir ve şarj, alttan erimiş metalin alınmasıyla kendi ağırlığı ile aşağı iner. İç yüzey Dış yüzey Yükleme kapısı Yükleme zemini Refrakter kaplama Çelik kabuk Şarj (Pik, hurda, kok kömürü) Üfleyici Üfleyici Hava kanalı Dökmeye hazır erimiş metal Curuf Curuf kanalı Tapa Kum zemin Ayaklar Dökme kanalı
 Üfleyici. Üfleyici. Hava kanalı. Dökmeye hazır erimiş metal. Curuf. Curuf kanalı. Tapa. Kum zemin. Ayaklar. Dökme kanalı.")
22
Yüksek Fırın The Slag The Slag which sits on top of the Molten Metal, because it is less dense, is the waste material from the process of creating Steel. It consists of the impurities, that is most materials other than Iron and Carbon which were put into the Furnace at the start when the Furnace was being Charged. The Slag is removed from the Furnace when the time is ready through the Slagging Hole.

23
Kupol Ocakları Özellikleri Süreklilik Ekonomiklik Basitlik
Hem ilk yatırım, hem de işletme giderleri bakımından çok ekonomiktir. Basitlik Az yer tutar. Kullanışı kolay, eritme süresi ise kısadır. Özelliklerin Kontrolü Dökme demirin Bileşim ve Sıcaklık kontrolü Zordur.

24
Kupol Ocakları

25
Potalı Ocaklar Metal, yanan yakıt karışımı ile doğrudan temas etmeden erir Bazen dolaylı yakıt yakılan ocaklar olarak adlandırılır Kap (pota), refrakter metalden veya yüksek alaşımlı çelikten yapılır Bronz, pirinç ve çinko ve alüminyum alaşımları gibi demirdışı metaller için kullanılır
, refrakter metalden veya yüksek alaşımlı çelikten yapılır. Bronz, pirinç ve çinko ve alüminyum alaşımları gibi demirdışı metaller için kullanılır.")
26
Potalı Ocaklar Kapasiteleri 15-1000 kg arasındadır.
Önemli dezavantajı, erimiş metalin yanma gazlarında veya ortamda bulunan nemden oluşan buhar ile temasta olmasıdır. Dökümhanelerde üç türü kullanılır: (a) kaldırmalı tür, (b) sabit, (c) eğilen potalı ocak
 kaldırmalı tür, (b) sabit, (c) eğilen potalı ocak.")
27
Potalı Ocaklar Destek bloğu Yakıt Kapak Refrakter kaplama Kaldırmalı pota Dökme ağzı Çelik kabuk Potalı fırın Çerçeve Eğme kolu Potalı ocakların üç türü: (a) kaldırmalı pota, (b) erimiş metalin kepçeyle alınması gereken sabit pota, ve (c) eğilen potalı ocak.
 kaldırmalı pota, (b) erimiş metalin kepçeyle alınması gereken sabit pota, ve (c) eğilen potalı ocak.")
28
Dupleks Yöntemi Ocaktan alınan dökme demirin bileşimi ve sıcaklığı, fırın şartlarının ayarlanması ile ancak belirli sınırlar içinde kontrol edilebilir. Bileşim ve sıcaklığın daha hassas ayarlanması ile iç yapı değişimlerinin en aza indirilmesi istenirse, erimiş metal önce ikinci bir ocağa alınır, gerekli düzeltmeler burada yapıldıktan sonra döküme geçilir. Buna DUPLEKS YÖNTEMİ denir.

30
Elektrikli Ocaklar Avantajları
3000 0C gibi yüksek sıcaklıklara ulaşmak mümkün. Sıcaklığın kontrolü kolay. Çalışma ortamı temizdir. Eritilen metalin bileşimi bozulmaz. Ayrıca arıtma ve alaşımlandırma gibi işlemler kolaylıkla gerçekleştirilebilir. Her türlü alaşım için değişik kapasitelerde ocaklar geliştirilmiştir.

31
Elektrikli Ocaklar Ark Ocakları Endüksiyon Ocakları Direnç Ocakları

32
Elektrik Ark Ocakları Metalin eritilmesinde, ocak içinde oluşturulan bir elektrik arkından açığa çıkan ısıdan yararlanılır. Elektrik arkı, iki elektrot arasında oluşturulursa Endirekt Ark, elektrotlarla erimiş metal banyosu arasında oluşturulursa Direkt Ark ocağından söz edilir. Direkt ark ocakların kullanımı daha yaygındır.

33
Elektrik Ark Ocakları Pahalı olan bu eritme yöntemi sıcaklıkta eriyen kaliteli çeliklerin veya alaşımlı dökme demirlerin eritilmesinde tercih edilmektedir. Direkt ark ocakların kapasitesi t olsa da genellikle t kullanılır. Eritme kapasiteleri daha düşük olan (Max. 1 ton) Endirekt ark ocakları ise genellikle demirdışı metallerin eritilmesinde kullanılmaktadır.
 Endirekt ark ocakları ise genellikle demirdışı metallerin eritilmesinde kullanılmaktadır.")
34
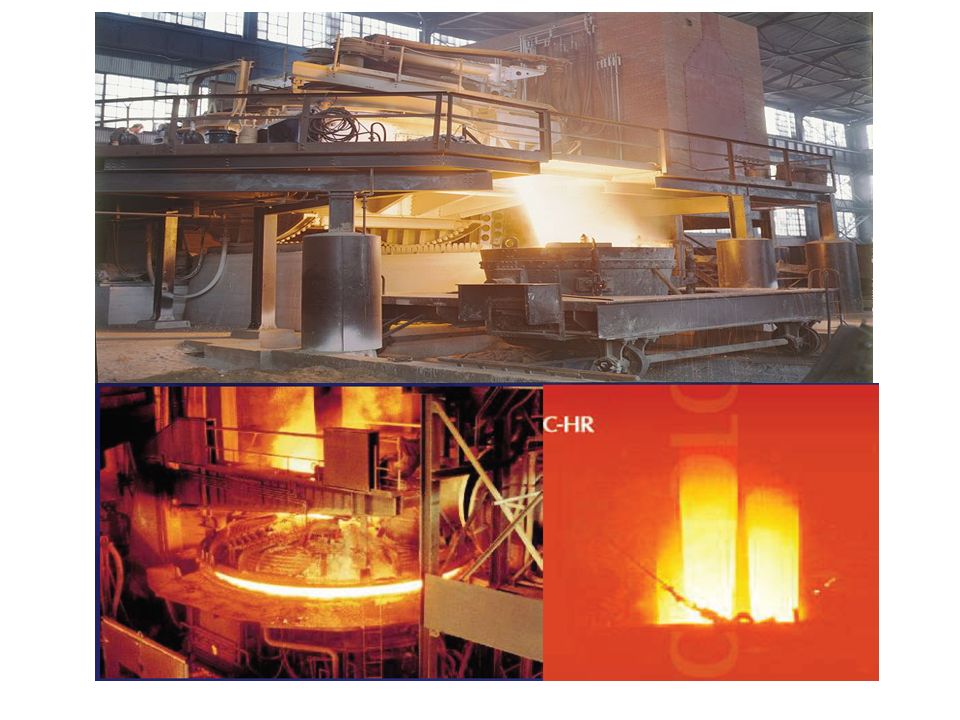
Çelik üretimi için elektrik Direkt ark ocağı
Çeliği dökmek için eğme yönü Elektrotlar Çatı (kaldırılabilir) Dökme ağzı Refrakter kaplama Curuf deliği Erimiş çelik Devirme mekanizması Metali dökmek için eğme yönü Çelik üretimi için elektrik Direkt ark ocağı
 Dökme ağzı. Refrakter kaplama. Curuf deliği. Erimiş çelik. Devirme mekanizması. Metali dökmek için eğme yönü. Çelik üretimi için elektrik Direkt ark ocağı.")
35
Elektrik Ark Ocakları

37
Endüksiyon Ocakları Erimiş metali normal bir transformatörün primer sargısı olarak düşünülebilecek elektrik bobini çevreler. Bu bobinden geçen alternatif akım, sekonder sargı olarak düşünülebilecek iletken sıvı metal içinde girdap akımı endükleyerek ısı oluşturur. Endüklenen akım, hızlı ısıtma ve eritme sağlar Elektromanyetik kuvvet alanı, ayrıca sıvı metalde karıştırma etkisi oluşturur

38
Endüksiyon Ocakları Metal, ısıtıcı elemanlarla temas halinde olmadığından, yüksek kalitede ve saflıkta erimiş metaller üretmek için ortam sıkı şekilde kontrol edilebilir Erimiş çelik, dökme demir ve alüminyum alaşımları, döküm işlerindeki yaygın uygulamalardır

39
Endüksiyon Ocağı Endüksiyon ocağı Kapak
Erimiş metal (Oklar karıştırma etkisini göstermektedir) Kapak Bakırdan mamul endüksiyon bobinleri Refrakter malzeme Endüksiyon ocağı
 Kapak. Bakırdan mamul endüksiyon bobinleri. Refrakter malzeme. Endüksiyon ocağı.")
40
Vakum Döküm ve Temiz Çelik
Malzemenin Yorulma Kırılma özellikleri içerdiği enklüzelerin boyut ve yüzdesiyle doğrudan orantılıdır. Enklüzeler, metalik karakter göstermeyen Oksitler, Silikatlar ve Sülfitlerdir. Enklüzelerin miktarı azaltılmalıdır. Eritme işlemi vakum altında yapılmaktadır. Bu şekilde metal eriyiklerinin, hava ile teması önlenerek saf ve temiz olması sağlanabilir.

41
Vakum Döküm ve Temiz Çelik
Enklüzelerin oranı azaltılmış çeliklere TEMİZ ÇELİK denmektedir. Bu amaçla çelik üretiminde vakum ortamda gerçekleştirilen VAKUM DÖKÜM yöntemi kullanılmalıdır. Temiz çeliklerin tipik kullanım alanı, yorulmaya maruz kalan Rulmanlı yataklardır.

42
Direnç Ocakları Bu ocaklarda elektrik bir direnç üzerinden geçmesi sırasında oluşan ısıdan yararlanılır. Uygulama alanları sınırlıdır. Erime sıcaklığı düşük malzemeler için uygulanır. Direnç olarak tel veya içinden yüksek akım geçirilen grafit ve silisyum karbür çubuklar kullanılır.

43
Alevli Ocaklar Alev, eritilen metalin yüzeyini yalayacak şekilde uygulanır. Yakıt olarak genellikle pülverize kömür ve hava karışımı kullanılır. Dökme demirin kimyasal bileşiminin hassas olarak ayarlanması gerektiği (Temper Döküm) durumlarda ve demirdışı (alüminyum ve bakır alaşımları) metallerin eritilmesinde kullanılır. Ocak, eritme başlangıcından zaman zaman, metal eridikten sonra ise sürekli döndürülür.
 durumlarda ve demirdışı (alüminyum ve bakır alaşımları) metallerin eritilmesinde kullanılır. Ocak, eritme başlangıcından zaman zaman, metal eridikten sonra ise sürekli döndürülür.")
44
Konverterler Konverterlerde pik veya dökme demirlerin bileşimlerindeki C, Si, Mn, P, S gibi elementler ve diğer katışkılar arıtılarak çelik elde edilir. Yani bu ocaklarda esas amaç metali eritmek değil, pik demiri arıtarak çelik elde etmektir. Konvertere doldurulan sıvı metalin içine veya yüzeyine hava veya saf oksijen üflenerek, istenmeyen elementler yakılarak giderilir. Gerektiğinde alaşımlama da yapılarak çeliğin bileşiminin ayarlandığı bu ocakların değişik türleri vardır.

45
Konverterler İlk geliştirilen ocaklar, havanın tabandan üflendiği Bessemer konverterleri olup, günümüzde daha yaygın olarak kullanılmaktadır. Havanın metal üzerine ve yandan üflendiği Thomas konverterleri vardır. Üsten saf olara Oksijen üflenen ise Oksijen konverterleridir

46
Siemens Martin Ocakları
Siemens Martin Ocakları genellikle demir- çelik tesislerinin çelikhanelerinde kullanılırlar. Kapasiteleri t, ama t genelde kullanılır. Ocağa pik demir veya hurda yüklenebilir, ayrıca cüruf oluşturucu kireç taşı ve diğer katkılar eklenir.

47
Siemens Martin Ocakları
Bu ocaklar genellikle yüksek fırınların yakınında kurularak, hem pik demirin ocağa sıvı halde doldurması, hem de yüksek fırın gazından yakıt olarak yararlanılması mümkün olur. Ocağın çalışması süreklidir. Genellikle gaz yakıtlar kullanılır, ancak sıvı yakıtlar veya pülverize kömür de kullanılabilir.

48
Siemens Martin Ocakları
Gaz yakıt ve hava ön ısıtıldıktan sonra eritme bölgesinde yakılır. Siemens Martin Ocaklarında gerek ortam, gerekse cürufla oluşan reaksiyonlarla, yüklenen metal büyük ölçüde arıtılarak çelik elde edilir. Bu arıtma ve alaşımlama işlemleri sonucunda çeliğin bileşimi ile sıcaklığı ayarlanır ve sıvı çelik potalar alınır.

49
Gaz Giderme Daima eriyik içersinde istenmeyen Gazlar (Örn. Hidrojen) vardır. Katılaşma sırasında açığa çıkan bu gazlar, eriyik dışına kaçamaz ise metal içinde Gözeneklerin ve Gaz boşluklarının oluşmasına ve malzeme özelliklerinin olumsuz etkilenmesine neden olur. Soğumanın hızlı olduğu kokil kalıplarda gazlar açığa çıkmak için gerekli süreyi bulamayabilirler.

50
Gaz Giderme Gazların sıvı metal içinde çözünürlüğü basınç ve sıcaklığa çok bağlıdır. Gazın en büyük kısmı katılaşma sırasında açığa çıkar. Yüksek basınç altında sıvı metal içinde gaz çözünürlüğü yüksek olacağından, örneğin basınçlı döküm yönteminde gaz ayrışma söz konusu değildir.

51
Gaz Giderme Sıvı metallerin gaz çözünmesini önlemek için dikkat edilmesi gereken hususlar her metal için farklı olmasına rağmen, aşağıda bazı genel kurallar verilmiştir: Döküm sıcaklığı mümkün olduğu kadar düşük seçilmelidir. Döküm öncesinde, sıvı metal ile temas edecek tüm parçalar kurutularak nemden arındırılmalıdır. Eriyik gerektiğinden fazla bekletilmemeli, döküm en kısa sürede yapılmalıdır. Eriyik gerekmedikçe karıştırılmamalı ve üzerindeki koruyucu dökümden hemen önce sıyrılmalıdır.

52
Gaz Giderme İşlemleri Sıvı metal Klor, Azot, Argon gibi nötr bir gazla süpürülür veya içine bu tür gazlar açığa çıkaran bir katı madde daldırılır. Sıvı metal içinde yükselen gaz habbecikleri, eriyikten çözünmüş gazları ve yüzen oksit ve diğer metal olmayan kalıntıları süpürerek dışarı çıkarır. Gaz gidermede çok etkin, fakat pahalı bir yöntem de metali vakum altında eritmek veya açıkta eritilmiş metali, dökümden hemen önce vakum altına alarak, gazdan arındırmaktır.

53
Kepçeler Erimiş metalin, eritme fırınından kalıba sevki, bazen potaları kullanarak yapılır Transfer, daha çok da, kepçeler yardımıyla yapılır Kren kancası Dökme ağzı Devirme için dişli kutusu Döndürme kolu Tuta- maklar Üstten görünüş Önden görünüş İki yaygın kepçe türü: (a) kren kepçe ve (b) iki kişiyle taşınan kepçe
 kren kepçe ve (b) iki kişiyle taşınan kepçe.")
Benzer bir sunumlar

















 Demir Üretimi>")
>")
 4-5 cm’ye kadar.>")