Sunuyu indir
1
FABRİKA İÇİ YERLEŞİM DÜZENİ ÜRETİM KONTROLÜ STOK KONTROLÜ BAKIM HAREKET VE ZAMAN ETÜTLERİ KALİTE KONTROLÜ

2
FABRİKA İÇİ YERLEŞİM DÜZENİ

3
Yerleşim düzeni, bir tesis içinde kaynakların en iyi fiziki düzenini belirleme faaliyetidir
Bir işletmedeki bölümlerin, bölümler içerisinde yer alan iş gruplarının, iş istasyonlarının, makinelerin ve stok bulundurma noktalarının yer belirleme süreci İş Yeri Düzenleme olarak tanımlanmaktadır.

4
İş Yeri Düzenlemenin Amaçları
• Makine araç ve gereçler basit kurallara uygun bir düzende yerleştirilmeli • Malzeme ve insan hareketleri basit ve az sayıda olmalı kolay kontrol edilebilecek biçimde planlanmalı • Yardımcı tesisler ihtiyacı karşılayacak yerlerde bulunmalı • Genişleme ve değişiklik isteklerini karşılayacak esneklikte olmalı • Üretim ve yardımcı hizmetler için alanlar dengeli dağıtılmalı • İşçiler rahat ve emniyetli çalışabilmeli.

6
İşyeri düzeni aşağıdaki yararları sağlamak üzere tasarlanmalıdır:
1. Alandan, ekipman ve işgücünden daha fazla yararlanma Bilgi, malzeme ve işgücü akışının iyileştirilmesi Çalışanların moralinin artırılması ve iş güvenliğinin artırılması Müşteri ile temasın, ilişkilerin iyileştirilmesi Esneklik (mevcut düzeni değiştirebilme)
")
8
Üretim faaliyetleri süreçlerin türüne göre: 1
Üretim faaliyetleri süreçlerin türüne göre: Kesikli üretim süreçleri ve Sürekli üretim süreçlerinden oluşan sistemler olarak iki ana grupta toplanabilir. Sürecin kesikli veya sürekli olmasına göre işyeri düzeni farklılaşır

9
Kesikli Üretim: Sürekli Üretim :
Az sayıdaki sipariş üzerine ve farklı ürünlere yönelik üretim yapılan sistemler kesikli üretim sistemleridir Eldeki makine ve tesislerin yalnız belirli bir mamule tahsis edilmesi ile yapılan üretimdir. Söz konusu mamulün talep düzeyi ve üretim miktarları çok yüksektir. Sürekli Üretim :

10
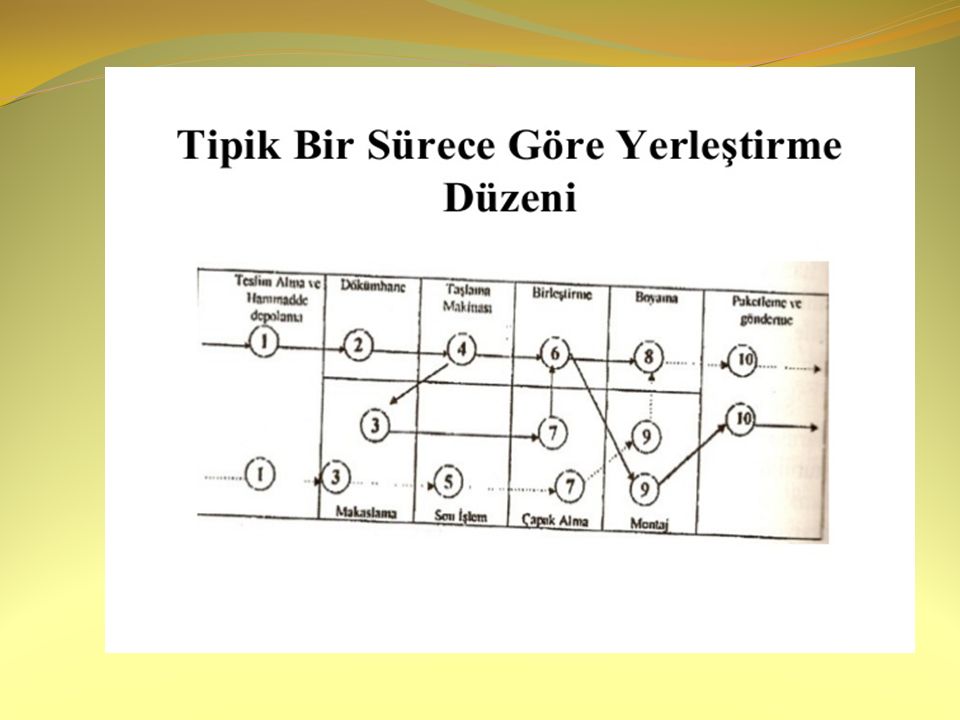
SÜRECE GÖRE YERLEŞİM DÜZENİ.
Aynı özelliğe sahip tüm işlemler, ekipmanlar bir bölüm altında toplanır ÖRNEĞİN frezeler bir bölüme, presler bir bölüme gibi… Çok çeşitli ürünler az miktarlarda üretiliyorsa, ürün standart değilse, siparişe göre üretiliyorsa bu düzenleme uygundur. Esnekliğe yer verir. (atölye tipi, kesikli süreçler) Ürün farklılaştırma stratejisine uygun. Aktarma ulaştırma maliyetleri yüksek olur. Üretimi ve malzeme hareketlerini programlamak güçtür. Yarı işlenmiş ürün stoğu fazladır. Kütüphane, ofis, atölye, banka vs..
. Ürün farklılaştırma stratejisine uygun. Aktarma ulaştırma maliyetleri yüksek olur. Üretimi ve malzeme hareketlerini programlamak güçtür. Yarı işlenmiş ürün stoğu fazladır. Kütüphane, ofis, atölye, banka vs..")
12
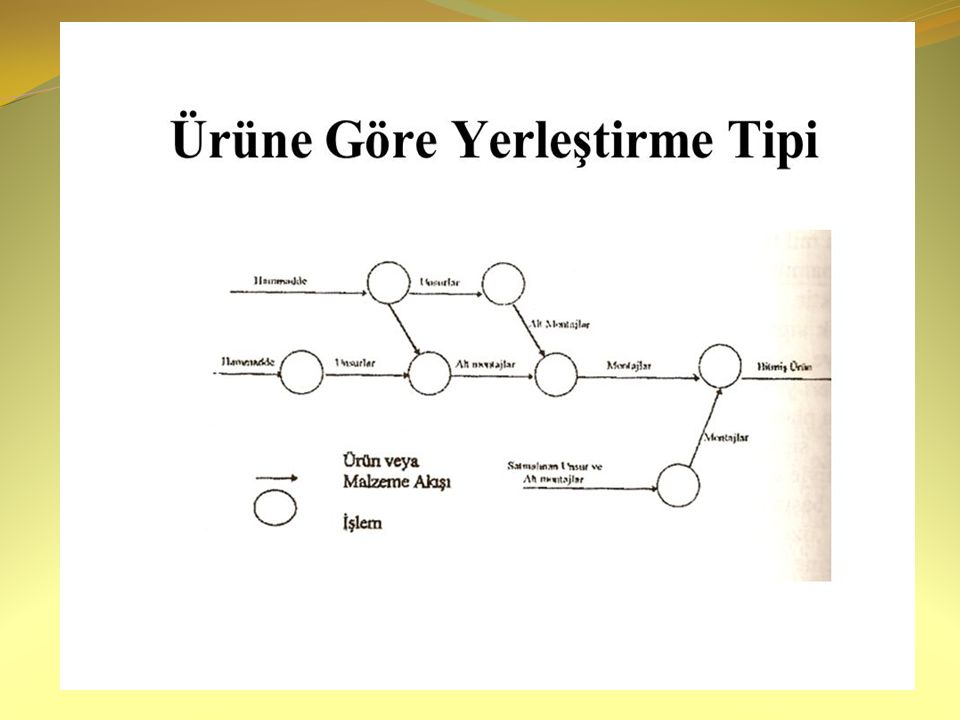
ÜRÜNE GÖRE YERLEŞİM DÜZENİ
Az çeşitte ürünler büyük miktarlarda üretilecekse , ürüne göre düzenleme verimi artırır Tekrarlamalı veya yığın üretim (montaj)-sürekli üretim için uygundur Ekipmanlar ürünün üretim işlem sırasına göre sıralanır. Üretim sürekli, talep sürekli ise, tek veya az çeşit ürün üretilecekse, malzeme, parça aktarma sürekli ise tercih edilir.
-sürekli üretim için uygundur. Ekipmanlar ürünün üretim işlem sırasına göre sıralanır. Üretim sürekli, talep sürekli ise, tek veya az çeşit ürün üretilecekse, malzeme, parça aktarma sürekli ise tercih edilir.")
15
DEĞİŞMEZ (SABİT) POZİSYONLARA GÖRE YERLEŞİM DÜZENİ
Ana ürün yer değiştirmez Aletler ekipmanlar, işçiler ürüne getirilir Genelde çok büyük parçaların yapımında tercih edilir İnşaat, ağır makineler, uçak, lokomotif vs..

16
Bu türlü yerleşim düzeninde üretim donanımı (İşçiler, makinalar v. b
Bu türlü yerleşim düzeninde üretim donanımı (İşçiler, makinalar v.b.) sabit konumda bulunan ürüne doğru hareket eder Böyle bir yerleştirme düzeni gerektiren ürüne örnek olarak gemi, uçak ve çeşitli inşaatlar verilebilir. Ürüne ve sürece göre yerleşimi birleştirme Ürüne göre yerleşimin etkinliğini sağlama ve Sürece göre yerleşimin esnekliğini sağlama ÖRNEK: Grup teknolojisi ve hücresel
 sabit konumda bulunan ürüne doğru hareket eder. Böyle bir yerleştirme düzeni gerektiren ürüne örnek olarak gemi, uçak ve çeşitli inşaatlar verilebilir. Ürüne ve sürece göre yerleşimi birleştirme Ürüne göre yerleşimin etkinliğini sağlama ve Sürece göre yerleşimin esnekliğini sağlama. ÖRNEK: Grup teknolojisi ve hücresel.")
17
Grup teknolojisi ile hücresel imalat, küçük partiler halinde üretim sistemlerinde yığın üretime uygun yerleşim düzeninin avantajını sağlamak üzere tasarlanır Grup teknolojisi, parçaları benzer gruplara ayırarak sınıflandırır ve böylece benzer parçalar için etkin yığın üretime uygun yerleşim düzeni tasarlanabilir. Grup yerleşim düzeninde makineler fonksiyonel özelliklerine göre değil, benzer parçaların üretimi için gerekli farklı makine grupları (hücre) olarak yerleştirilir.
 olarak yerleştirilir..")
18
ÜRETİM KONTROLÜ

19
Üretim Kontrolü Üretim ve satışlar arasındaki ilişkiler dikkate alındığında üretim kontrolü; İşletmenin arz ve talep ilişkilerini birleştiren ve dengeleyen faaliyetler olarak tanımlanabilir Üretim Kontrolü; üretim planlamasıyla üretim akışına uygun olarak hazırlanan plan ve programların, yapılan faaliyetler sonucunda elde edilen değerlerle karşılaştırılmasını sağlamaktadır Üretim planlamasıyla sıralama ve programlama işlemlerinden sonra üretim kontrolü yapılmaktadır.

20
İşletmelerde üretim kontrolünün amacı
üretim planlaması ile gerçekleşen üretim sonuçlarını karşılaştırarak bir değerlendirme yapılmasını sağlamaktır Üretim kontrolünün amacı, işletmenin mevcut kaynaklarının etkin ve verimli kullanılmasını sağlamakta etkili olan faktörlerin göz önüne alınarak işletmenin faaliyetlerini koordine etmeye yönelik çalışmaları düzenlemektir . Üretim planları ve gerçekleşen üretim sonuçları arasında bir sapma olması durumunda gerekli düzeltme işlemi yapılır. Üretim kontrolünün başlıca amaçları şunlardır:

21
Pazarlama araştırması sonucunda elde edilen bilgilere göre siparişlere uygun miktar ve kalitede üretim yapılmasını sağlamak, Üretim kontrolüyle, işletmenin tüketici ihtiyaçlarına uygun özellikte mamüller üreterek, beklenilen üretim kapasite düzeyinde üretim yapma durumu kontrol edilir. İşletme beklenen kapasite düzeyinde üretim yapmadığı taktirde, tüketici ihtiyaçları zamanında karşılanamayacağı için gelecek dönemde talepte düşüşler meydana gelebilir. İşletmenin sahip olduğu yönetim ve organizasyon yapısı da üretilecek mamül miktarını ve kalitesini yakından etkilemektedir.

22
İşletmenin bölümleri arasında bilgi aktarmayı sağlayacak haberleşme sistemini kurmak Üretim işlemi sırasında işletmenin bütün bölümleri arasında bilgi akışı ve haberleşme önemli rol oynar Üretim miktarında ve mamülde meydana gelen değişikliklerin, zamanında işletmenin bütün bölümlerine bilgi olarak aktarılarak, üretimin bu değişikliklere uygun olarak yapılmasını sağlamalıdır. Üretim kontrolü, üretim sisteminin göstergesi durumundadır Üretim sürecinde birbirinden farklı işlemlerin ve değişik üretim aralıklarının birbiriyle uyumlu hale getirilerek üretim sisteminin etkin ve verimli çalışma durumunun ölçümü üretim kontrolüyle belirlenir.

23
İşletme yöneticileri üretim kontrol sistemini mevcut ve gelecek dönemdeki ihtiyaçları göz önünde bulundurarak kurmalıdır. Üretim kontrol sistemi işletmenin öteki kontrol faaliyetleriyle birlikte entegre olacak şekilde düzenlenerek işletmenin etkin ve verimli çalışmasını sağlamalıdır.

24
BAKIM

25
Müşteri taleplerinin hızla değiştiği, kuruluşlar arasındaki rekabetin giderek daha da arttığı günümüzde, firmalar varlıklarını devam ettirebilmek için yeni yönetim biçimleri ve yeni teknikleri kullanmaya başlamışlardır. Bu yeniliklerin bir kolu da bakım faaliyetleri konusunda gerçekleşmektedir. Günümüzde bakım konusu, “varlıkların etkin yönetimi” başlığı altında bir bütün olarak ele alınmaya başlamıştır. Bu noktada karşımıza çıkan en önemli kavram Toplam Verimli Bakım (TVB)’dır. Bir işletmede, üretim sistemi büyüdükçe veya üretim miktarı arttıkça tamir ve bakım faaliyetlerinin önemi artar. Yüzlerce tezgahtan oluşan bir üretim hattında birkaç makinenin arızalanması, zincirleme etkilerle bütün sistemi durdurabilir. Sipariş üretiminde arızalanan veya bakıma alınan makinelerin yokluğunu bir ölçüde giderme olanağı vardır. Fakat sürekli üretimde ve özellikle akış tipi imalatta arızaların üretimin akışı üzerindeki etkisi çok büyüktür. Örneğin; bir polyester iplik (sürekli üretim) fabrikasında bir noktada beliren arıza tüm sistemin durmasına yol açtığı gibi hattaki polimerin kullanılamaz hale gelmesine de neden olabilmektedir. Arıza giderildikten sonra tekrar devreye girme ve normal üretim düzeyine çıkıncaya kadar da uzun bir süre geçmektedir (Kobu, 2
 fabrikasında bir noktada beliren arıza tüm sistemin durmasına yol açtığı gibi hattaki polimerin kullanılamaz hale gelmesine de neden olabilmektedir. Arıza giderildikten sonra tekrar devreye girme ve normal üretim düzeyine çıkıncaya kadar da uzun bir süre geçmektedir (Kobu, 2.")
26
Toplam Verimli Bakım; çalışanların kendi kullandıkları ekipman ve makineleri sahiplenmesi ve makinelerin her an düzgün bir şekilde çalışmasını güvence altına almak için bakım, mühendislik ve yönetim birimleri ile bütünleşme sağlayarak bir TVB kültürü oluşturmak amacıyla, önleyici bakım çalışmaları ile Toplam Kalite Yönetimi felsefesinin birleştirilmesidir. TVB; ekipmanlarda, buna bağlı olarak da süreçlerde kaliteyi korumak ve toplam ekipman etkinliğini sağlamak için şirket çapında takım çalışması tabanlı faaliyetlerin tamamıdır. Toplam Verimli Bakım, sadece bakımla ilgili bir kavram değildir. TVB, Toplam Kalite Yönetimi ve Yalın Üretim anlayışlarının da önemli bir basamağıdır. TVB, bir makinenin veya sürecin genel çalışma koşullarını en iyi düzeyde tutabilmek için süreç öncesinde, süreç esnasında ve sonrasında oluşabilecek kayıpları sıfır düzeyine getirmeye odaklanmıştır.

27
STOK KONTROLÜ

28
STOK; bir üretim sisteminde üretilen ürüne dolaylı veya dolaysız olarak katılan bütün fiziksel varlıklar ile ürünün kendisi olarak düşünülebilir. Bir diğer tanıma göre stok, gelecekte duyulabilecek talebi karşılamaya yönelik olarak malların biriktirilmesidir. STOKLARIN ÖNEMİ: Stokların etkin kontrolü, işletmelerin başarılı yönetimi için zorunluluktur. Her ne kadar malzeme yönetimindeki yeni yaklaşımlar üretimde her çeşit stoğu mümkün olan en düşük seviyede tutmak olsa da, bazı durumlarda hem işletme ekonomisi hem de stratejileri açısından bu mümkün olamamaktadır.

29
STOK KONTROLÜNÜN AMACI: Kısaca stok kontrolünde temel amaç malzemenin ne eksik ne fazla fakat yeterli miktarlarda işletmede hazır bulundurularak üretimin aksatılmadan yürütülmesidir Bir başka deyişle; istenilen zamanda, istenilen miktarda, istenilen yerde, istenilen kalitede malzemenin sağlanabilmesi için ne zaman, ne kadar tedarik edilebileceği sorularına cevap bulma işlemidir. İşletme bünyesinde, üretim sürecinde kullanılan hammadde ve malzeme girdi ve çıktılarının kayıtlarını ayrıntılı bir şekilde tutmak, sipariş verilen malzemelerin kayıtlarını tutarak istenen anda malzeme sayımlarını gerçekleştirmek ve sonuçları kontrol ederek aksaklıkları ortaya çıkarmak, uygun bir stok politikası belirleyerek birbiriyle ilişkili olan masrafları minimum düzeyde tutmaktır.

30
STOK KONTROLÜNÜN SAĞLAYACAĞI FAYDALAR:
Etkili bir stok kontrolünün işletmeye sağlayacağı başlıca yararlar şöyle sıralanmaktadır: - Tedarik ve malzeme kullanım yöntemlerinin etkinliğin artması ile – pazardaki değişmelere uyum yeteneği artar. - Gereksiz malzemelerin stokta bekletilmesi önlenerek önemli oranda maliyet tasarrufu sağlanır. - Malzeme ve parça yetersizliği nedeniyle ortaya çıkan üretim aksamaları önlenir. - Aşırı stoklar önlenir. - İşletmeye gelen malzemeler üzerindeki kontrol eksikliğinden ve iyi depolanamamasından dolayı kaynaklanan stok kaybı önlenir. - Çabuk bozulan ürünlerin takibini kolaylaştırır, kayıplar önlenir. - Etkin bir üretim planlama, ekonomik tedarik, başarılı bir maliyet muhasebesi ve mali raporlama sistemi için güvenilir bir temel oluşturacak bir stok dengesi elde edilir.

31
YİYECEK İÇECEK İŞLETMELERİNDE STOK KONTROLÜ
Yiyecek içecek işletmelerinde stok kontrolü büyük önem taşımaktadır. Özellikle birden çok şubeye sahip olan zincir restaurantlarda takibin önemi artmaktadır. Birçok firma tarafından stok takip yazılımları yazılmakta ve geliştirilmektedir. Bu yazılımlar işletmelerin reçete bazlı stok takibini yapıp, kaçakları kontrol altına almayı sağlayarak gelir ve maliyet dengesinin kurulmasına yardımcı olan programlardır.

32
HAREKET VE ZAMAN ETÜDÜ

33
Etütlerinde Ön Hazırlık
Hareket ve Zaman Çalışmaları Etütlerinde Ön Hazırlık Malzeme Yönünden yapılması gereken çalışmalar: Kaliteyi bozmadan daha ucuza malzeme kullanılabilir mi? Daha hafif bir malzeme kullanılabilir mi? Avantajları nelerdir? Standart malzeme stoku azaltılabilir mi? İmalatta bozulan malzemeler için yeni kullanma yerleri bulunabilir mi

34
ZAMAN ETÜDÜ NEDİR? NASIL YAPILIR?
Zaman Etüdü, iş etüdü ölçüm tekniklerinden birisidir. işletmedeki belirli bir faaliyeti ekonomiklik ve etkenlik yönünden, bir çalışanın, belirli bir işi, belirli bir çalışma hızıyla yapması gereken zamanı çeşitli zaman ölçüm aletleri ve teknikleri ile ölçmektir. Aşağıdaki resimdeki gibi bir kronometre ile belirli rassal olarak belirlenmiş zamanlarda ölçümler yapılır. Ölçümlerin rassal olarak yapılması doğru sonuç almak için önemlidir.

36
ZAMAN ETÜDÜ ÇALIŞMA ADIMLARI: İş, çalışan ve çevre konusunda bütün verilerin derlenmesi.
İşin öğelere ayrılarak süreç tanımının yapılması. Örnek büyüklüğünün belirlenmesi. Çalışanların işin her öğesi için tamamlama sürelerinin ölçülüp, belirlenen tempo ile birlikte kaydedilmesi. Gözlenen zamanların temel zamanlara dönüştürülmesi. Çalışma dışı toleransların belirlenmesi (çay, su, yemek molası...) Çalışma için standart zaman belirlenmesi. Aşağıdaki video'da bir zaman etüdü çalışması verilmiş. Fikir edinmek için izlenebilir.
 Çalışma için standart zaman belirlenmesi. Aşağıdaki video da bir zaman etüdü çalışması verilmiş. Fikir edinmek için izlenebilir.")
37
Hareket ve Zaman Etüdünün Amacı
İşçilerin yorgunluğunu bertaraf edecek en iyi metodu bulmak. Bu en kolay metodu bulmak demektir. Yeni yapılacak bir işte işletmecilere doğru ve adil bir ücret tespitine imkan verecek yeterli bilgilerin elde edilmesini sağlamak. Aynı işi yapanlara eşit ücretlerin verilmesi sistemin esasını kurmaya yardımcı olmak. İşveren, artan üretiminin kazancına işçinin ortak olması prensibini kabul etmelidir.

38
KALİTE KONTROL

39
Kalite kontrol nedir? Bir üretim yerinde çeşitli bölümlerin gösterdiği kaliteyi geliştirme, onu koruma ve iyileştirme, tüketicinin beğenisini kazanma ve ekonomik seviyede bir üretim yapma imkanlarının sağlanmasını amaçlayan çalışmaların tamamı. Kalite kontrol şu anlayışa dayanır: Üretilen ürünün özellikleri onu üreten sistemin (işlemlerin) bir fonksiyonudur; başka bir ifadeyle, sistemle ürün arasında bir "sebep- sonuç" ilişkisi vardır. Eğer tüm sistem değişkenleri ve sistem girdileri kontrol altına alınabilirse, ürünün özellikleri de kontrol altına alınmış olur.
 bir fonksiyonudur; başka bir ifadeyle, sistemle ürün arasında bir sebep- sonuç ilişkisi vardır. Eğer tüm sistem değişkenleri ve sistem girdileri kontrol altına alınabilirse, ürünün özellikleri de kontrol altına alınmış olur.")
40
Bütün olarak işletme sistemi içerisinde kalitenin sürekli denetim altında tutulmasının sağlanmasıdır. İşletmeler açısından kalite kontrolünün esas amacı, kalite tanımında ortaya konulmuştur. Kalite kontrolü, tüketicilerin ihtiyaç duydukları mal ve hizmetleri üretmek, bunların ekonomik koşullarda ve uygun fiyatlarda üretilmesini sağlamaktır. Üreticiler açısından kalite kontrolü yüksek kaliteli ürünün üretilmesine zemin hazırlayarak, üreticilerin iç ve dış pazardaki rekabet gücünü artırmaktır. Tüketiciler açısından ise, tüketicilerin ihtiyaçlarına ve gelir düzeylerine uygun mal üreterek onların ekonomik refah düzeylerinin artmasına katkı yapmaktır. Kalite kontrolü, işletmenin bütün girdilerinin (bilgi, hammadde, işçilik, ekipman vb.) kalitesinin iyileştirilmesine yönelik olarak yapılır. Girdilerin kalitesi arttıkça süreçlerde kusurlu ya da hatalı mal olmayacağı için bir sonraki sürecin ve süreçteki ürünün kalitesi ve etkinliği de artmış olacaktır. Böylece kalitenin üretilmesi sağlanacak, ürün özellikleriyle ilgili olarak bazı standartlarda ortaya konulacaktır.
 kalitesinin iyileştirilmesine yönelik olarak yapılır. Girdilerin kalitesi arttıkça süreçlerde kusurlu ya da hatalı mal olmayacağı için bir sonraki sürecin ve süreçteki ürünün kalitesi ve etkinliği de artmış olacaktır. Böylece kalitenin üretilmesi sağlanacak, ürün özellikleriyle ilgili olarak bazı standartlarda ortaya konulacaktır.")
41
İşin daha başlangıçta doğru olarak yapılmasının sağlanması ile eldeki makine ve işgücünden en yüksek verimin sağlanması Bozuk ürünleri düzeltmek için kullanılan sürenin yol açtığı üretim kayıplarının ve hurda-fire atık oranının azaltılması Alıcıya istediği toleranslar içinde kalan ürünlerin verilmesi ile firmaya itibar sağlanması Mamullerin ekonomik ömürlerini doldurmadan atıl bir hale düşmelerinin önlenmesi ile milli servetin israfına engel olunması İç piyasalarda yerli ürüne güvenin tesisi, dış pazarlarda rekabet gücünün kazanılması Ürün kalitesinin geliştirilmesi (ölçü, birim, malzeme, sertlik ve diğer özellikler) İşletme ve kalite masraflarını azaltmak ve işletme mensuplarının moralini yükseltip, işçi ve işveren ilişkilerinin düzenlenmesi Tüketicinin parasının karşılığını aldığını görerek memnun olması, müşteri şikayetlerinin azalması ve tüketicinin korunması
 İşletme ve kalite masraflarını azaltmak ve işletme mensuplarının moralini yükseltip, işçi ve işveren ilişkilerinin düzenlenmesi. Tüketicinin parasının karşılığını aldığını görerek memnun olması, müşteri şikayetlerinin azalması ve tüketicinin korunması.")





















































>")







Satış B)Alacak C)Para D)Stok E)Işletme kaynağı.>")
 TEDARİK FONKSİYONU:>")
