Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
İzdüşüm Bir cismin, herhangi bir düzlem üzerine düşürülen görüntüsüne izdüşüm denir.Görüntünün oluşması için uygulanan metoda da izdüşüm metodu denir.

2
Merkezi İzdüşüm Belirli uzaklıktaki bir gözlem noktasından, ışınlar göndererek cismin bir izdüşüm düzlemi üzerine iz düşürülmesi ile meydana gelen bir gerçek gösteriliştir.

3
Paralel İzdüşüm Bu metotta bakış noktası sonsuz uzaklıktadır.İzdüşüm ışınları birbirine paralel olarak cismin düzlem üzerinde görüntüsünü meydana getirir.Işınlar izdüşüm düzlemine herhangi bir açıda gelebilir.Eğer ışınlar düzleme 90O den farklı bir açıda gelirse eğik izdüşüm , 90O gelirse buna da dik izdüşüm adı verilir.

4
Eğik İzdüşüm

5
Dik izdüşüm

6
Noktanın izdüşümü

7
Doğrunun izdüşümü

8
Düzlemin izdüşümü

9
Gerçek büyüklük(Yatırma metodu)
")
10
Gerçek büyüklük(Döndürme metodu)
")
11
Görünüşler

12
Görünüşler

13
Görünüşler

14
Görünüşler

15
Görünüşler

16
Görünüşler

17
Ölçekler Bir cismin teknik resimde çizilen doğrusal boyutlarının, bu cismin gerçek doğrusal boyutlara oranına, o resmin ölçeği adı verilir. Standart resim kâğıtlarına sığmayacak boyutlarda olan parçaların resimlerinin küçültülerek, çok küçük boyutlardaki parçaların resimlerinin ise büyültülerek çizilmesi suretiyle daha kolay okunması sağlanmış olur. Resimler hangi büyüklükte çizilirse çizilsin üzerine gerçek ölçüleri yazılmalıdır.

18
Ölçekler a)Gerçek ölçek:Resimdeki ölçüsü ile gerçek ölçüsü aynı olan ölçektir. ( 1:1 ) b)Küçültme ölçeği:Resimdeki ölçüsü gerçek ölçüsünden küçük ölçektir. ( 1: :10 - 1:20 - 1:50 - 1: : : :1000 ) c)Büyütme ölçeği:Resimdeki ölçüsü gerçek ölçüsünden büyük olan ölçektir. ( 2:1 – 5:1 – 10:1 – 20:1 – 50:1 )
Küçültme ölçeği:Resimdeki ölçüsü gerçek ölçüsünden küçük ölçektir. ( 1: :10 - 1:20 - 1:50 - 1: : : :1000 ) c)Büyütme ölçeği:Resimdeki ölçüsü gerçek ölçüsünden büyük olan ölçektir. ( 2:1 – 5:1 – 10:1 – 20:1 – 50:1 )")
19
Ölçekler 2:1 1:1 1:2

20
Ölçülendirme Makine parçalarının çizilen görünüşleri üzerine, boylarının, enlerinin, yüksekliklerinin, yüzeyler arasındaki mesafelerin, tolerans değerlerinin, malzeme özelliklerinin yani parçanın imali için gerekli bütün değerlerin bilgi olarak verilmesine ölçülendirme adı verilir

21
Ölçülendirme

22
Ölçülendirme Ölçülendirme Kuralları
a)Görünüşler üzerine konan bütün ölçüler ve diğer bilgiler doğrudan verilmelidir. b)Her ölçü görünüşler üzerinde bir defadan fazla verilmemelidir. c)Bir ölçünün en iyi hangi görünüşte verilmesi uygunsa o görünüş üzerinde verilmesine dikkat edilmelidir.
Görünüşler üzerine konan bütün ölçüler ve diğer bilgiler doğrudan verilmelidir. b)Her ölçü görünüşler üzerinde bir defadan fazla verilmemelidir. c)Bir ölçünün en iyi hangi görünüşte verilmesi uygunsa o görünüş üzerinde verilmesine dikkat edilmelidir.")
23
Ölçülendirme d) İşi yapacak olan kişinin herhangi bir hesaplama işlemi yapmaması için önemli eksen mesafeleri, ve önemli ölçüler resim üzerinde düzgün bir şekilde belirtilmelidir. e)Görünmeyen yüzey veya kenarların gösteriminde kullanılan kesik çizgiler üzerine çok zorunluluk olmadıkça ölçü verilmemelidir. f)Bütün ölçüler mm olarak verilmelidir. Eğer başka birim kullanılmışsa ölçüden sonra birimi yazılmalıdır.
 İşi yapacak olan kişinin herhangi bir hesaplama işlemi yapmaması için önemli eksen mesafeleri, ve önemli ölçüler resim üzerinde düzgün bir şekilde belirtilmelidir. e)Görünmeyen yüzey veya kenarların gösteriminde kullanılan kesik çizgiler üzerine çok zorunluluk olmadıkça ölçü verilmemelidir. f)Bütün ölçüler mm olarak verilmelidir. Eğer başka birim kullanılmışsa ölçüden sonra birimi yazılmalıdır.")
24
Ölçülendirme g)Ölçü çizgileri çok zorunlu olmadıkça birbirini kesmemelidir. h)Ölçü rakamları, ölçü çizgisine değmeyecek şekilde, uygun yükseklikte ve ölçü çizgisinin üst orta kısmına yazılmalıdır. ı)Ölçü çizgisi üzerinde yeterli yer olmadığı durumlarda ölçü rakamı bir kılavuz çizgisinin yanına veya ölçü çizgisinin uzantısı üzerine yazılmalıdır.
Ölçü rakamları, ölçü çizgisine değmeyecek şekilde, uygun yükseklikte ve ölçü çizgisinin üst orta kısmına yazılmalıdır. ı)Ölçü çizgisi üzerinde yeterli yer olmadığı durumlarda ölçü rakamı bir kılavuz çizgisinin yanına veya ölçü çizgisinin uzantısı üzerine yazılmalıdır.")
25
İzometrik perspektif

26
Eğik perspektif

27
Dimetrik perspektif

28
Kesit alma çeşitleri a)Tam kesit: Kesit düzlemi cismi ortasından kesiyorsa, elde edilen kesit tam kesittir. Genellikle kesit ekseni simetri ekseninden geçirilir.Kesit düzleminin parça içerisindeki temas ettiği bütün yüzeyler taranır
Tam kesit: Kesit düzlemi cismi ortasından kesiyorsa, elde edilen kesit tam kesittir. Genellikle kesit ekseni simetri ekseninden geçirilir.Kesit düzleminin parça içerisindeki temas ettiği bütün yüzeyler taranır.")
29
Tam kesit

30
Yarım kesit b)Yarım kesit:Birbirine dikey iki kesit düzlemi, cismin dörtte birini(¼) kesiyorsa elde edilen kesit yarım kesittir. Yarım kesitte parçanın yarısı içini diğer yarısı ise dışını gösterir.
Yarım kesit:Birbirine dikey iki kesit düzlemi, cismin dörtte birini(¼) kesiyorsa elde edilen kesit yarım kesittir. Yarım kesitte parçanın yarısı içini diğer yarısı ise dışını gösterir.")
31
Bölgesel(Kısmi) kesit
c)Bölgesel(Kısmi)kesit:Tam ve yarım kesitin uygulanamadığı durumlarda, parçanın sadece görülmesi istenen yerleri koparılmış gibi gösterilerek çizilen kesittir. Bu kesitin sınır çizgileri serbest el çizgisi ile sınırlandırılır
Bölgesel(Kısmi)kesit:Tam ve yarım kesitin uygulanamadığı durumlarda, parçanın sadece görülmesi istenen yerleri koparılmış gibi gösterilerek çizilen kesittir. Bu kesitin sınır çizgileri serbest el çizgisi ile sınırlandırılır.")
32
Kademeli kesit d)Kademeli kesit:Makine parçasının şekline bağlı olarak çizilecek kısımlar aynı eksen üzerinde olmayabilir. Bu durumda kesit düzlemi istenilen yerlerden kıvrılarak geçirilir.
Kademeli kesit:Makine parçasının şekline bağlı olarak çizilecek kısımlar aynı eksen üzerinde olmayabilir. Bu durumda kesit düzlemi istenilen yerlerden kıvrılarak geçirilir.")
33
Döndürülmüş kesit e)Döndürülmüş kesit:Kademeli kesit benzeri silindirik parçalarda, kesilecek düzlem kesit düzlemi üzerine taşındığı farz edilerek yapılan kesit alma işlemidir.
Döndürülmüş kesit:Kademeli kesit benzeri silindirik parçalarda, kesilecek düzlem kesit düzlemi üzerine taşındığı farz edilerek yapılan kesit alma işlemidir.")
34
Kesit Alma Kuralları a)Tarama çizgileri, 45° açı ile çizilir. Eğer taranacak kısımlarda 45° lik bir yüzey varsa o zaman 30° veya 60° olarak tarama yapılabilir. b)Tarama çizgileri komple resimlerde farklı yönlerde yapılmalıdır. Tarama aralıkları parçaların boyutlarına göre ayarlanabilir. c)Büyük alanlı parçaların kesit yüzeylerinin sadece kenar kısımları taranabilir. d)Dar kesit yüzeyli parçalar kesildiği zaman dolu olarak boyanabilir. e)Miller, kamalar, perçinler, pimler, cıvatalar gibi makine elemanları eksenleri boyunca kesilmedikleri için taranmazlar. Sadece eksenlerine dik olarak kesilirler ve bu şekilde taranırlar. f)Ayrıca kol, destek gibi parçalar da taranmazlar. Sadece kesit biçimi şekil üzerinde gösterilir.
Tarama çizgileri komple resimlerde farklı yönlerde yapılmalıdır. Tarama aralıkları parçaların boyutlarına göre ayarlanabilir. c)Büyük alanlı parçaların kesit yüzeylerinin sadece kenar kısımları. taranabilir. d)Dar kesit yüzeyli parçalar kesildiği zaman dolu olarak boyanabilir. e)Miller, kamalar, perçinler, pimler, cıvatalar gibi makine elemanları. eksenleri boyunca kesilmedikleri için taranmazlar. Sadece. eksenlerine dik olarak kesilirler ve bu şekilde taranırlar. f)Ayrıca kol, destek gibi parçalar da taranmazlar. Sadece kesit biçimi. şekil üzerinde gösterilir.")
35
Kesit Alma Kuralları

36
Kesit Alma Kuralları

37
Kesit Alma Kuralları

38
Yüzey İşleme İşaretleri
Makine imalatında talaşlı veya talaşsız şekillendirme ile elde dilen yüzeylerde yapımdan dolayı pürüzler oluşabilir. Bu pürüzler uygulanan yapım çeşidine göre gözle görülebilir ve elle hissedilebileceği şekilde olabileceği gibi bazı hassas kontrol cihazları ile görülebilecek ve ölçülebilecek büyüklüklerde olabilir. Makine parçalarında aşınmanın azalması ve yüzeyin daha güzel görünmesi için, bu pürüzlerin belli değerlerde olması gerekmektedir. Bundan dolayı yüzeylerin hangi pürüzlülükle işleneceğinin, yönteminin ve diğer bazı özelliklerinin resim üzerinde gösterilmesi gerekir.

39
Yüzey İşleme İşaretleri
Talaş kaldırılamayacak veya yüzeyin olduğu gibi kalması durumlarında kullanılır.

40
Yüzey İşleme İşaretleri
Talaş kaldırmak suretiyle elde edilen yüzey işareti olarak kullanılır

41
Yüzey İşleme İşaretleri
Herhangi bir imalat metodu ile elde edilebilir yüzey işareti olarak kullanılır

42
Yüzey İşleme İşaretleri
Bir parçanın bütün yüzeyleri aynı yüzey kalitesinde olduğunda sembole daire eklenerek kullanılır

43
Yüzey İşleme İşaretleri
Özel yüzey durumlarının gösterilmesi istendiğinde sembolün uzun koluna yatay çizgi eklenerek yatay çizgi üzerine işleme yöntemi veya özel durum yazılarak kullanılır

44
Yüzey İşleme İşaretlerine Eklenen Semboller
a : Ra sembolü ile beraber m(mikron) cinsinden pürüzlülük değeri b : İmalat metodu, işleme, kaplama vs. c : İlgili sembol ile birlikte mm cinsinden uzunluk d : İşleme izlerinin yönü e : İşleme payı f : Ra dan başka, sembolü ile beraber m cinsinden pürüzlülük değeri
 cinsinden pürüzlülük değeri. b : İmalat metodu, işleme, kaplama vs. c : İlgili sembol ile birlikte mm cinsinden uzunluk. d : İşleme izlerinin yönü. e : İşleme payı. f : Ra dan başka, sembolü ile beraber m cinsinden pürüzlülük değeri.")
45
Yüzey İşleme İşaretleri

46
Tolerans İmal edilecek makine parçalarının amacına uygun çalışabilmesi için, bitmiş ölçülerinin kabul edilebilir iki sınır değeri arasında kalması gerekir. İki sınır ölçü değeri arasındaki farka tolerans denir.

47
Tolerans

48
Toleranslarda Kullanılan Terimler
1-Esas boyut ölçüsü:Şekildeki 40 ölçüsüdür 2-Deliğin en büyük ölçüsü(EBÖ): ,025 = 40,025 3-Deliğin en küçük ölçüsü(EKÖ): 40 – 0 = 40 4-Milin en büyük ölçüsü(EBÖ): = 40 5-Milin en küçük ölçüsü(EKÖ): 40 – 0,016 = 39,984 6-Deliğin toleransı(TD):En büyük ölçü- En küçük ölçü = 40,025 – 40 = 0,025 7-Milin toleransı(TM):En büyük ölçü – En küçük ölçü = 40 – 39,984 =0,016 8-En büyük boşluk: Deliğin en büyük ölçüsü – Milin en küçük ölçüsü = 40,025 – = 0,041 9-En küçük boşluk:Deliğin en küçük ölçüsü – Milin en küçük ölçüsü = 40 – 40 =0 10-En küçük sıkılık:Deliğin en büyük ölçüsü – Milin en küçük ölçüsü = 40,025 – 39,984 = 0,041 11-En büyük sıkılık:Deliğin en küçük ölçüsü – Milin en büyük ölçüsü = 40 – 40 = 0
: ,025 = 40, Deliğin en küçük ölçüsü(EKÖ): 40 – 0 = Milin en büyük ölçüsü(EBÖ): = Milin en küçük ölçüsü(EKÖ): 40 – 0,016 = 39, Deliğin toleransı(TD):En büyük ölçü- En küçük ölçü = 40,025 – 40 = 0, Milin toleransı(TM):En büyük ölçü – En küçük ölçü = 40 – 39,984 =0, En büyük boşluk: Deliğin en büyük ölçüsü – Milin en küçük ölçüsü = 40,025 – = 0, En küçük boşluk:Deliğin en küçük ölçüsü – Milin en küçük ölçüsü = 40 – 40 =0. 10-En küçük sıkılık:Deliğin en büyük ölçüsü – Milin en küçük ölçüsü = 40,025 – 39,984 = 0, En büyük sıkılık:Deliğin en küçük ölçüsü – Milin en büyük ölçüsü = 40 – 40 = 0.")
49
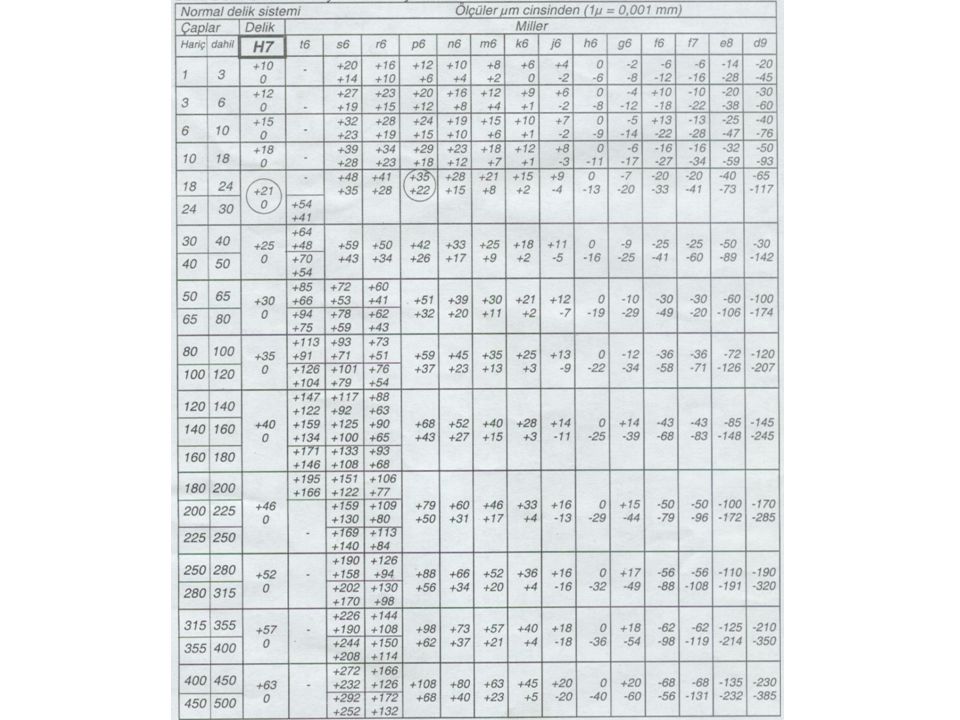
Tolerans Sistemi

50
Tolerans Sistemi

Benzer bir sunumlar










 :Cisimlerin yükseklik, genişlik ve derinlik boyutları ile ön, üst ve yan görünüşleri aynı anda birlikte görünecek şekilde.>")




>")



