Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
TERMAL SPREY KAPLAMALAR

3
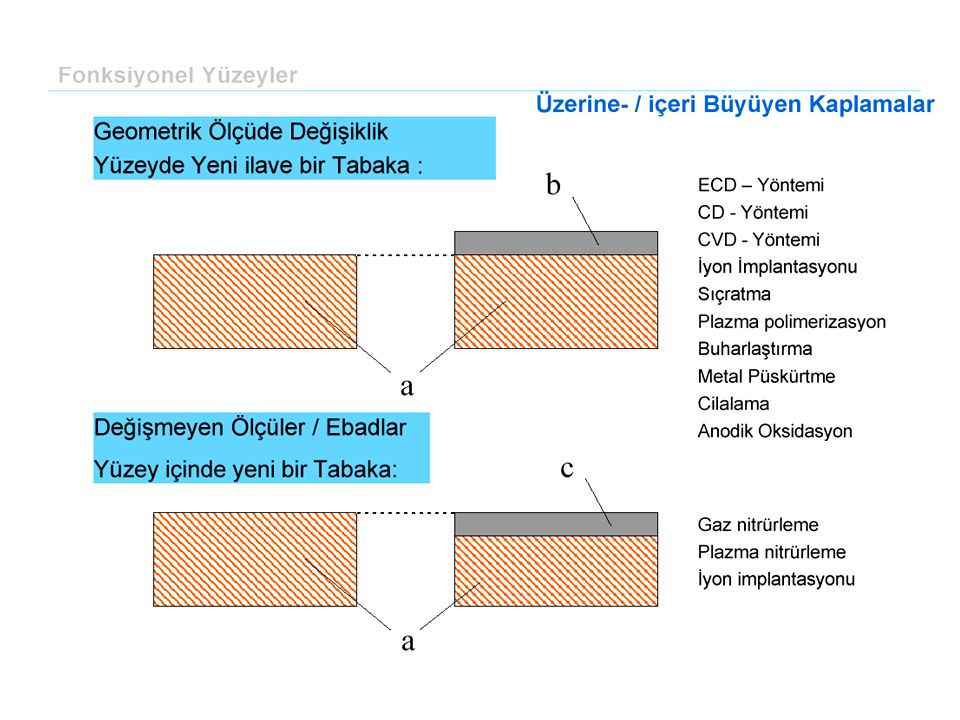
Yüzey Teknolojileri ürünlerin Fonksiyonellik Servis ömrü Dizayn Üretim maliyetleri ve Rekabet gücü …etkileyecektir….. Yüzey teknolojilerindeki gelişmeler yeni ürünler ve üretim süreçlerini gelişmesini mümkün kılacaktır İş parçalarında kompleks fonksiyonlar artan değerler ve yeni boyutlar, sahalar açmayı zorlayacaktır.

4
Yüzey teknikleri-Motivasyon
Bir yüzeyin modifikasyonu uygun maliyetli ve mevcut malzemelerin özel yüzey işlemlerin kullanımıyla : Yapı elemanlarının aşınma (yenme) ve korozyon korunmasında İş parçalarının kullanım ömürlerinin uzatılması Malzemelerin verimli kullanmak için zorlamalar Ekonomik işleme zorlukları Ekonomik enerji sarfiyatı zorlukları
 ve korozyon korunmasında. İş parçalarının kullanım ömürlerinin uzatılması. Malzemelerin verimli kullanmak için zorlamalar. Ekonomik işleme zorlukları. Ekonomik enerji sarfiyatı zorlukları.")
12
Neredeyse tüm Gemi Boyama Korozyondan koruma, Dekoratif ve Aşınmadan koruma Mobilya Boyama Ağaç veya plastik yüzeyine, Dekoratif Amaç ve koruma Müzik Aletleri Esasen dekoratif Amaçlar için uygulanır Sahalarda kullanılmaktadır……….

14
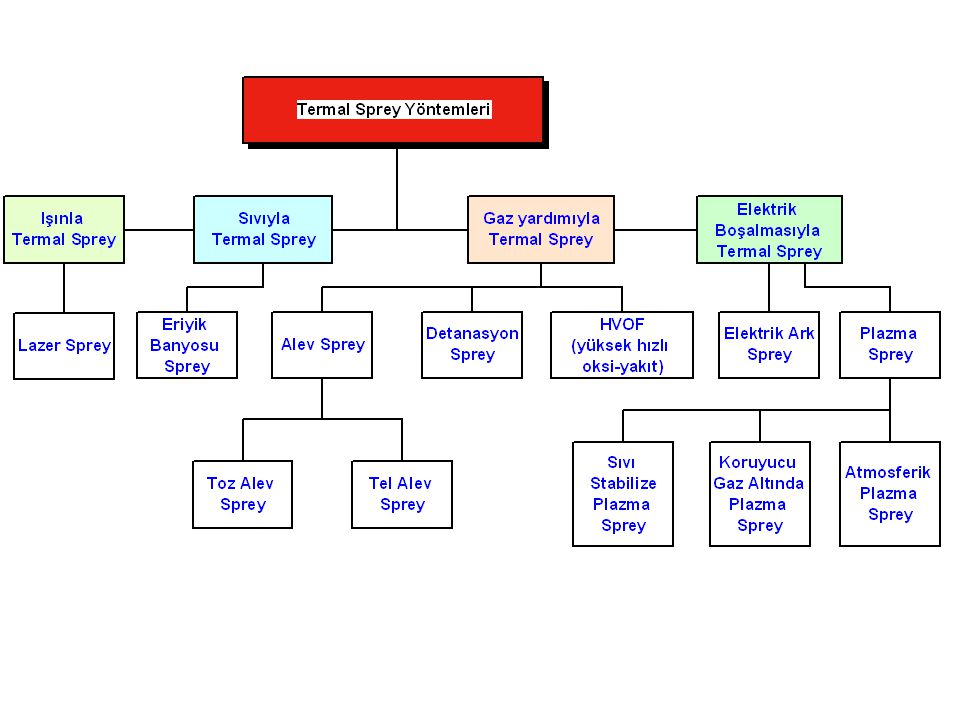
ALEV SPREY YÖNTEMİ Alev sprey kaplama, termal sprey kapalama yöntemlerinin en basiti ve en ucuz olanıdır. Alev püskürtme kaplama tekniği kaplanacak malzemenin cinsine bağlı olarak hem tel hemde toz kullanılabilen temel sistemlere uygulanabilmektedir. Alev püskürtme yönteminin düşük ilk yatırım maliyeti, yüksek dolgu oranı ve düşük bakım masrafı en önemli olan üstün özellikleridir. Ancak düşük bağ mukavemeti, kaplama tabakasındaki yüksek boşluk seviyesi ve düşük çalışma sıcaklığı yöntemin olumsuz olan özellikleridir.

15
ALEV SPREY YÖNTEMİ Tel alev püskürtme tekniğinde; tel halinde üretilmiş ve ergime sıcaklığı oksi-asetilen alev sıcaklığının altında olan herhangi bir metalin kaplanacak yüzeye püskürtülmesi olayıdır. Kaplanacak metal tel, sürücü ile püskürtme tabancasının nozuluna beslenmektedir. Tel nozul içinden geçerken oksijen ve yanıcı gaz karışımı yardımıyla ergitilmektedir. Ergimiş metal yüksek basınçlı hava ile atomize edilerek kaplanacak yüzeye püskürtülmektedir. Bu yöntemde alevin fonksiyonu metalin ergitilmesini sağlamaktır. Kaplanan yüzeyin sıcaklığı °C arasında değişmektedir.

16
ELEKTRİK ARK SPREY YÖNTEMİ
Bu yöntem ile yüksek dolgu oranları elde edilebilir ve otomatik sistemlere uyarlanması da kolaydır. Yöntem 1.5 mm çapında elektriksel olarak iletken, yumuşak telin kullanılması ile sınırlı olduğundan karbürler, nitrürler ve oksitler püskürtülemezler. Elektrik ark püskürtme ile korozyona, erozyona ve sürtünmeye dirençli kaplamalar elde etmek mümkündür.

17
Elektrik Ark Spreyinin Uygulanışı
İki sprey telin arasına bir elektrik potansiyeli uygulanır ve teller bir sürücü tarafından tabancaya beslenir. Kısa temas noktası diye isimlendirilen yerde karşılaşan teller birbiri ile temas ederler ve bu noktada her bir mm2'ye düşen 100 amperin üzerindeki yüksek akım yoğunluğu nedeniyle ergime gerçekleşir. Ergimiş metal damlacıkları basınçlı hava akımı vasıtasıyla tabanca/nozul ucunda püskürtülür. Bu sayede ergimiş metal partikülleri 80 ila 200mm uzaklıkta bulunan altlık yüzeyine yaklaşık 100 ila 150 m/s'lik bir hızla taşınır

18
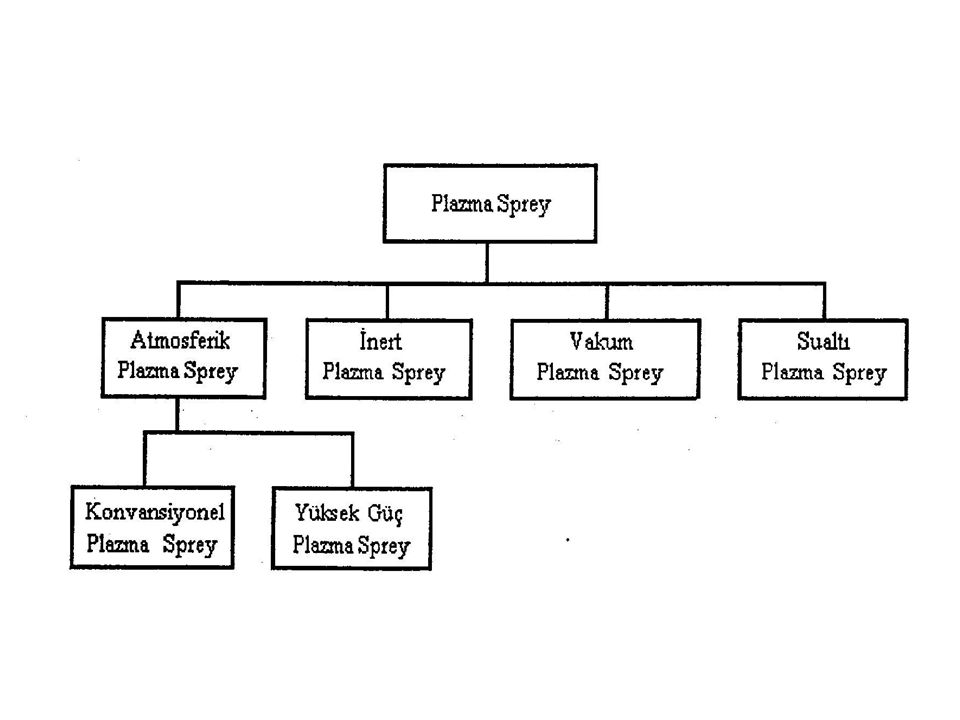
PLAZMA SPREY YÖNTEMİ Plazma püskürtme büyük avantajı sunan küçük ve büyük parçalar hem de, metaller refrakter seramikler, geniş bir malzeme yelpazesi olan sprey yeteneğidir: korozyon koruması aşınma direnci ısı ve oksidasyon direnci sıcaklık yönetimi elektriksel direnç ve iletkenlik

19
Plazma Sprey Kaplama Yöntemi
Plazma, eşit sayıda serbest elektron ve pozitif iyon bulunduran, genellikle maddenin dördüncü hali olarak adlandırılan yoğunlaştırılmış bir gazdır. Plazmanın başlıca iki önemli avantajı vardır. Birincisi, bilinen bütün malzemeleri eritebilecek derecede yüksek sıcaklık eldesinin mümkün olması İkincisi ise diğer malzemelere daha iyi ısı transferi sağlamasıdır. Plazma sprey tekniğinin yüksek işlem sıcaklığı, ergime noktası yüksek metal ve alaşımlarla çalışmaya imkan sağlamaktadır. Ayrıca, inert ortamlarda kullanılabilmesi yöntemin avantajlarındandır. Toz formunda ve belirli tane boyutlarında üretilen tüm malzemeler bu işlemde başarıyla kullanılabilmektedir.

20
Plazma sprey yöntemiyle gerçekleştirilen seramik kaplamalar birçok metalden daha iyi aşınma ve erozyon direncine sahiptirler ve dizel motorları da dahil erozyon ve aşınma dirençli uygulamalarda yaygın olarak kullanılırlar. Bununla beraber, alevle spreydeki kadar olmasa da, poroziteler nedeniyle plazma spreyle oluşturulan kaplamalar korozyon için yetersiz kalabilmektedir

21
Plazma sprey kaplama yöntemi, metallerin çeşitli tozlarla kaplanarak aşınmaya, oksitlenmeye, korozyona ve ısıya dayanıklı hale getirilmesinde yaygın olarak kullanılan bir termal sprey kaplama yöntemidir. Bu yöntemle gerçekleştirilen ince bir kaplama sayesinde belirtilen özellikler elde edildiği gibi, ana malzemenin üstün özelliklerinden tokluk ve kolay şekillendirilebilme özellikleri de korunmaktadır. Böylece plazma sprey kaplama, metal ve seramiklerin üstün özelliklerinin yeni bir malzemede toplanmasına imkan sağlamaktadır.

22
Plazma gazlarını oluşturan N2, Ar, H2 ve He'un işlem parametrelerine uygun karışımlar ve akış hızları, gaz besleme ünitesinde ayarlanır. Bu şekilde plazma huzmesinin sıcaklığı, büyüklüğü ve arkın stabilizasyonu kaplama tozlarına bağlı olarak kontrol edilmiş olur.

23
Taşınım özellikleri, toz partiküllerinin şekli ve boyutuyla ilişkilidir. Toz boyut dağılımı mümkün olduğunca üniform, şekli ise küresel olmalıdır. Çünkü, plazma alevinde daha ince tozlar buharlaşmaya, iri tozlar ise tam olarak ergimemeye neden olurlar, sprey tozlarının tamamen eriyebilmesi, ancak plazma tabancasının anot ile katodu arasındaki ark bölgesine beslenmeleri ile mümkün olur.

24
Plazma alevine beslenen toz partikülleri, alevin ısıl ve kinetik etkileri sayesinde erir ve ana malzeme yüzeyine püskürtülür. Plazma alevinde eriyen toz partikülleri, yüksek kimyasal aktiviteye sahiptirler. Dolayısıyla, partiküller ile ortam atmosferini oluşturan gazlar arasında; gaz adsorbsiyonu, kimyasal etkiler, oksit tabakalarının oluşumu ve difüzyon işlemleri gibi birçok karşılıklı etkileşim mekanizması söz konusudur.

25
Plazma alevindeki erimiş partiküller ana malzeme yüzeyine çarptığı zaman kinetik enerjileri ısıl ve deformasyon enerjisine dönüşür. Partiküller ana malzemeyle temas ettiklerinde ısılarını yüzeye aktarıp hızla soğur ve katılaşırlar. Partiküllerin o andaki davranışları sıcaklıklarına, hızlarına ve soğuma oranlarına bağlıdır.

26
Plazma alevindeki hareket esnasında yüzey gerilimi nedeniyle küresel şekle sahip oldukları düşünülen erimiş partiküller, ana malzeme yüzeyine çarptıklarında ısıl ve kinetik enerjilerini kaybederek deforme olurlar ve lameller şeklinde katılaşırlar. Deformasyon miktarı ve dolayısıyla lamellerin şekli: erimiş partiküllerin viskozitesi ve ıslatılabilirliği, toz granülitesi ve ana malzeme yüzeyinin karakteri gibi birçok faktöre bağlıdır.

29
Porozite, plazma sprey kaplamaların karakteristik bir özelliğidir ve yapısal göstergesidir. Viskozitesi yüksek tozlar ve yüksek güçlü plazma üniteleri kullanılarak daha yoğun bir kaplama tabakası elde edilebilir. Gevrek ve sert tozlardan elde edilmiş kaplamalar yüksek porozite oranlarına sahiptirler. Ancak, uygun toz granülitesi ve sprey parametreleri seçildiğinde, sert tozlardan bile yoğun bir kaplama eldesi mümkün olmaktadır.

30
Sertlik, plazma sprey kaplamaların diğer önemli bir özelliğidir ve kullanılan kaplama tozuna bağlı olarak HV arasında değişir. Kaplama tabakalarının sertliği; porozite, tabakanın heterojen yapısı ve uygulanan yük değerine bağlıdır. Yüksek sıcaklıklarda çalışan roket nozulları ve gaz türbinlerinin yanma odalarında kullanılan seramik kaplamaların gösterdiği termal genleşme davranışları, bu tip uygulamalarda, kaplamalardan beklenen performansın elde edilmesinde bilinmesi gerekli en temel özelliktir. Genellikle metalik ana malzemenin termal genleşme katsayısı, seramik kaplamanın termal genleşme katsayısından daha büyüktür. Termal genleşme katsayıları arasındaki fark ne kadar küçükse, kaplama-ana malzeme uyumu o derece iyi olmaktadır. Kaplama ana malzeme sistemi düşünüldüğünde, termal genleşme davranışı açısından iki durum söz konusu olabilir. • (α) kaplama > (α) ana malzeme • (α) kaplama < (α) ana malzeme
 kaplama > (α) ana malzeme • (α) kaplama < (α) ana malzeme .")
32
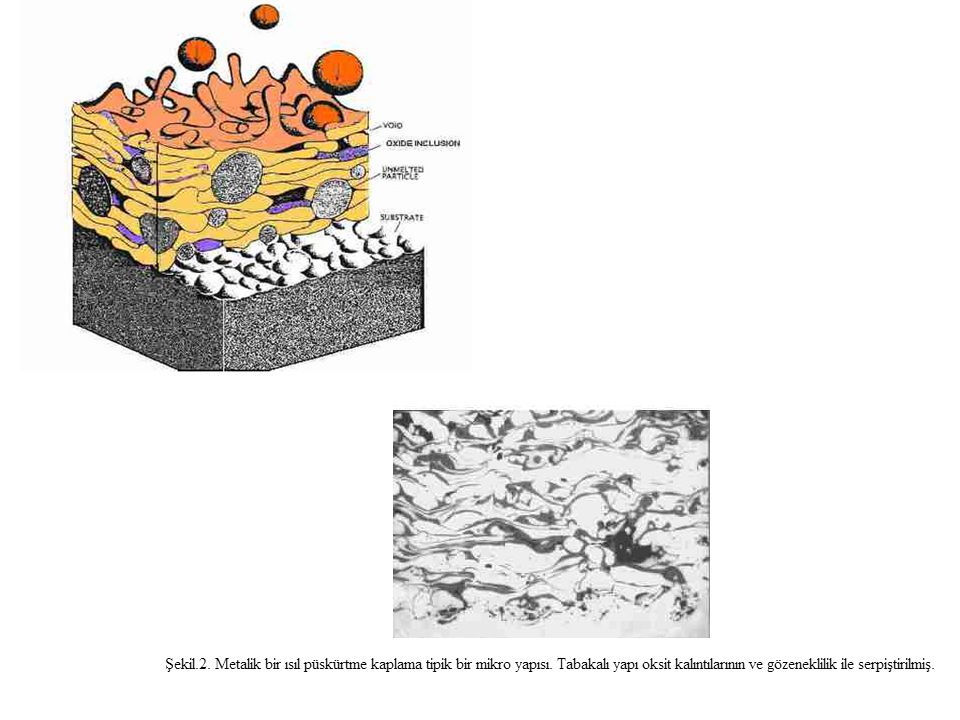
Şekil 5 Plazma sprey kaplamaların başlıca uygulama alanları

33
Yüksek Hızlı Oksi – Yakıt
HVOF Yüksek Hızlı Oksi – Yakıt

34
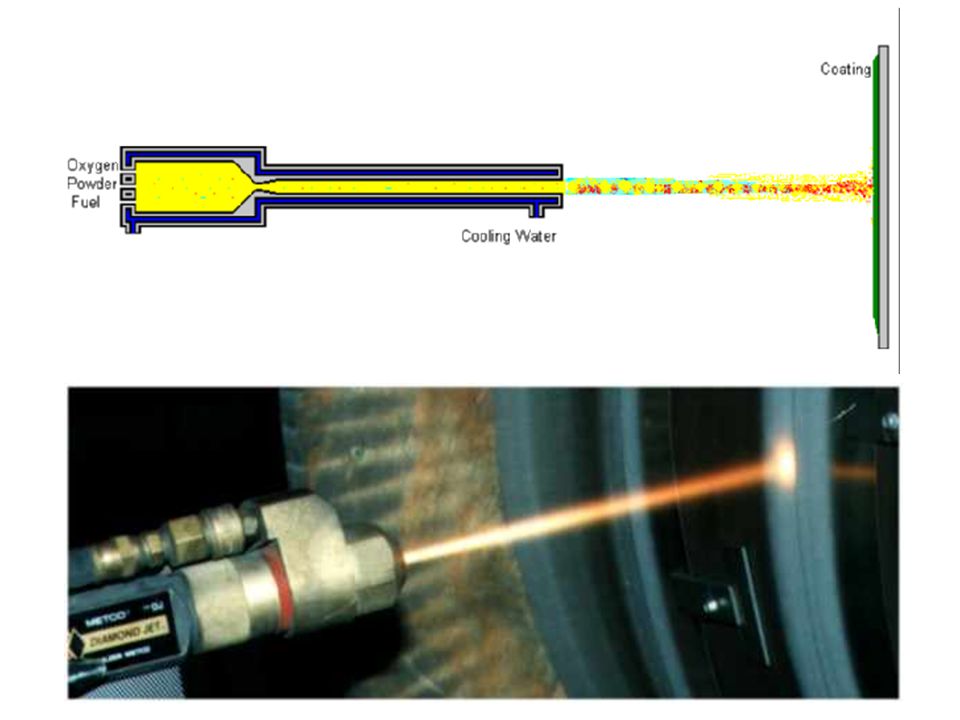
2. Yüksek Hızlı Oksi–Yakıt
2. High Velocity Oxygen – Fuel HVOF TS prosesi, temelde alev toz sprey ve düşük hızlı oksi–yakıt (LVOF) proseslerine benzemektedir, farkı ise çok yüksek hız elde edilmesidir. Uygulamada çeşitli HVOF yöntemleri mevcuttur. The HVOF TS Process is basically the same as the combustion powder spray process (LVOF), except that this process has been developed to produce extremely high spray velocity. There are a number of HVOF guns which use different methods to achieve high velocity spraying.
 proseslerine benzemektedir, farkı ise çok yüksek hız elde edilmesidir. Uygulamada çeşitli HVOF yöntemleri mevcuttur. The HVOF TS Process is basically the same as the combustion powder spray process (LVOF), except that this process has been developed to produce extremely high spray velocity. There are a number of HVOF guns which use different methods to achieve high velocity spraying.")
35
HVOF : High Velocity Oxi-Fuel /Coatings System :
Yüksek Hızlı Oksi-Yakıt Sprey Kaplama Termal sprey ailesinin en yeni üyesi olan HVOF, 1980’li yıllarda James Browning tarafından ABD’de geliştirilmiş daha sonra geliştirilen yöntem kendi başına kaplama yöntemi olarak kabul edilmiştir. HVOF, temel olarak alev sprey prosesinin geliştirilmiş bir versiyonu olarak tanımlanabilir. HVOF, yanma yüksek basınç altında oksijen-yakıt karışımının yanmasıyla gerçekleşir. Bu gaz akışında nisbeten ince boyutlu tozların beslendiği sürekli bir yanma meydana gelir. Prosseste yanma gazları bir yanma hücresinde gerçekleşir, yanma gazlarının basınçları 6 ila 10 bar arasında olabilir. Yanma sonrası, açığa çıkan gazların hızı 2000 m/sn ye ulaşabilir. Püskürtülen partikül hızı, tane boyut dağılımı ve yoğunluğa bağlı olarak m/sn arasında değişebilir. Üç kuşak HVOF püskürtme sistemi geliştirilmiştir. Bunlar yanma basıncının düşük olduğu MPa, partikül hızı m/sn kadardır. Sisteme toz beslemesi hem radial hemde eksenel olarak beslenebilir. Gazın nozulu terk etmesi sırasında, süpersonik hıza ulaşıldığından, nozul ucunda elmas kristalleri gözlenir. Bu gaz sıkışmasından meydana gelen düğüm noktalarına Mack düğümleri denir (shock diamand).
.")
36
HVOF’da, optimum püskürtme mesafesi, püskürtme tabancasına ve diğer püskürtme materyallerine bağlı olmakla birlikte mm arasında değişmektedir. Minimum püskürtme mesafesi,her zaman tanelerin yeterli oranda ısınmasını ve yeterli püskürtme miktarını sağlamaz.bu da kaplamadaki bileşenlerin yeterli olmayan sıcaklıktaki püskürtülme riskini artırır. Maksimum püskürtme mesafesi, bileşenlerin maksimum ısıtma süresi sonucunu çıkarırı.Ancak bu her zaman bileşenlerin maksimum sıcaklıkta olduğu ve püskürtme oranın maksimum olduğu anlamına gelmemektedir. Optimum püskürtme durumunun kararlaştırılması, kaplama kalınlığının ölçülmesi, aynı metodun farklı şartlarda gerçekleştirilmesi ve spray tabancasının geçiş sayısına ve püskürtme hızına bağlıdır.

38
Yüksek Hızlı Oksi – Yakıt
Yüksek basınçlı, su soğutmalı yanma odası ve uzun tip nozuldan oluşan sistem: Yakıt (kerosen, asetilen, propilen, Hidrojen) ve Oksijen, yanma odasına gönderilerek yüksek sıcaklıkta yüksek basınçlı bir alev elde edilir. Bu alev, hızı artarak nozuldan çıkar ve beslenen tozları ergiterek altlık yüzeyine yapışmalarını sağlar. Bu yöntemde toz besleme; yanma odasına yüksek basınç altında ve paralel; veya basıncın düşük olduğu nozul uç kısmına yakın bir bölgeye olmak üzere 2 şekilde yapılabilir.
 ve Oksijen, yanma odasına gönderilerek yüksek sıcaklıkta yüksek basınçlı bir alev elde edilir. Bu alev, hızı artarak nozuldan çıkar ve beslenen tozları ergiterek altlık yüzeyine yapışmalarını sağlar. Bu yöntemde toz besleme; yanma odasına yüksek basınç altında ve paralel; veya basıncın düşük olduğu nozul uç kısmına yakın bir bölgeye olmak üzere 2 şekilde yapılabilir.")
39
Yüksek Hızlı Oksi – Yakıt
Bir başka metotta ise, daha basit bir yanma nozulu ve hava başlığı kullanılır. Gaz halindeki yakıt ve Oksijen yüksek basınçla sisteme verilir, yanma nozulun dışında, sıkıştırılmış havanın bulunduğu başlığın içinde gerçekleşir. Sıkıştırılmış hava; yanmayla oluşan alevi yönlendirir ve yüksek hızla dışarı çıkmasını sağlar, ayrıca HVOF tabancasını soğutma görevini görür. Tozlar ise nozulun merkezinden itibaren eksene paralel ve yüksek basınçla beslenir.

40
Prosesin en büyük özelliği ses hızının üzerinde uçuş hızı
HVOF YÜKSEK HIZLI OKSİ YAKIT SPREY Prosesin en büyük özelliği ses hızının üzerinde uçuş hızı Ses hızının üzerinde uçuş hızı M> Süpersonik uçuş M>5 süpersonik üzeri uçuş

42
HVOF Tabancaları Gazlı Sistem; Hidrojenli (H2) Asetilen Propan
100 kW’lık güç Kerosenli Sistem H2 Asetilen Propan 100 kW’lık güç HVOF kaplama teknolojisi, bir çok alt grup jenerasyondan oluşan kaplama Tabancalarının geliştirilmesiyle bugünkü duruma gelmiştir. Aşağıda teknolojinin Kilometre taşları olan tabancalar verilmiştir.

43
3. HVOF’un Avantajları ve Dezavantajları
3. HVOF’s Advantages and Disadvantages HVOF ile üretilen kaplamalar genellikle D – Gun ile üretilenlere benzer: Yüksek yoğunlukta, güçlü ve işlem sonrası düşük gerilime sahip; bu sayede diğer TS prosesleriyle üretilenlerden daha kalın ve kaliteli kaplamalardır. HVOF kaplamalar, en yüksek yoğunluk ve dayanımın istendiği durumlarda ve diğer TS yöntemleriyle elde edilemeyecek özelliklerin sağlanması amacıyla kullanılırlar. The coatings produced by HVOF are similar to those produce by the detonation process. HVOF coatings are very dense, strong and show low residual tensile stress or in some cases compressive stress, which enable very much thicker coatings to be applied than previously possible with the other processes. HVOF coatings are used in applications requiring the highest density and strength not found in most other thermal spray processes.

44
HVOF’un Avantajları ve Dezavantajları
Kaplama malzemesini teşkil eden toz partikülleri, sahip oldukları yüksek kinetik enerji sebebiyle tamamen ergitilmeden yüzeye çarptırılabilir. Bu durum, Karbid–Sermet esaslı kaplamaların üretiminde kuşkusuz büyük bir avantajdır ve HVOF TS prosesinin üstünlüğünün bir kanıtıdır. HVOF’un diğer avantajları ise şunlardır:

45
HVOF’un Avantajları ve Dezavantajları
Yüksek bağ kuvveti (83 Mpa psi) Yüksek yoğunluk, düşük porozite, düşük oksit içeriği Yüksek sertlik değerleri (WC / Co için DPH’a kadar) Tekstür, üst yüzey veya koruyucu katman olmak üzere kaplanabilme (0.1 – 0.2 mikron) Aşınma, yenim ve erozyona karşı çok yüksek direnç.
 Yüksek yoğunluk, düşük porozite, düşük oksit içeriği. Yüksek sertlik değerleri (WC / Co için DPH’a kadar) Tekstür, üst yüzey veya koruyucu katman olmak üzere kaplanabilme (0.1 – 0.2 mikron) Aşınma, yenim ve erozyona karşı çok yüksek direnç.")
46
HVOF’un Avantajları ve Dezavantajları
HVOF’s Advantages and Disadvantages Diğer Termal Sprey uygulamalarındaki faktörlere ek olarak, HVOF TS yönteminin dezavantajları şöyle sıralanabilir: – Yüksek poroziteye sahip kaplamaların üretilebilmesi için polyester vb. yardımcı malzeme ilavesi gerekir; bu da HVOF ile Termal Bariyer Kaplamaların üretimini zorlaştırmaktadır. – HVOF ile yüksek kaliteli YSZ TBK’lar, Gradyan, Kompozit vb. kaplamalar üretilebilir; ancak Plazma Sprey yöntemine göre daha pahalıdır. As added to the other factors in TS methods, disadvantages of HVOF process are: – Auxiliary materials additions like polyester are required to produce porous coatings, thus Thermal Barrier Coatings can not be produced by HVOF so easy. – YSZ TBCs, Gradated, Composite etc. coatings can be produced by HVOF, however, it is more expensive than Plasma Spray method.

47
HVOF’un Kullanıldığı Alanlar ve HVOF TS Kaplamalar
HVOF Krom Karbid / Nikel Krom Kaplamalar Dökme demir altlık üzerine Krom Karbid / Nikel Krom Kaplama

48
5. Gelecekte TS ve HVOF Trendi 5. TS / HVOF Trend in the Future
Termal Sprey uygulamaları yıllardır ekonomik, kaliteli ve uzun ömürlü kaplamaların üretimine olanak sağlamaktadır. Ayrıca ilk yatırım maliyeti açısından bakıldığında diğer kaplama proseslerinden (PVD, CVD vb.) bir adım öne geçmektedir. Thermal Spray applications have been providing to produce economic, good quality and long life coatings for many years. They also have an advantage of low -price investment for the first time.
 bir adım öne geçmektedir. Thermal Spray applications have been providing to produce economic, good quality and long life coatings for many years. They also have an advantage of low -price investment for the first time.")
50
DETONASYON SPREY : D-GUN (ALEV ŞOK SPREY)
Detonasyon spreyde (kısaca D-Gun olarak isimlendirilen) bir yanma hücresi içinde periyodik olarak bir gaz patlaması oluşturulur. Tabanca namlusu içine beslenen toz partikülleri tam veya kısmen ergiyerek ve nozulun ucundan çok yüksek tanecik hızlarında püskürtülür. Detonasyon tabancası yaklaşık 1-2 metre uzunluğunda ucunda yanma hücresi bulunan bir çıkış borusundan meydana gelir. Yanma gaz karışımı; oksijen, asetilen, propan veya propilenden oluşabilir ve ateşleyici buji vasıtasıyla patlamaya bırakılır.
 bir yanma hücresi içinde periyodik olarak bir gaz patlaması oluşturulur. Tabanca namlusu içine beslenen toz partikülleri tam veya kısmen ergiyerek ve nozulun ucundan çok yüksek tanecik hızlarında püskürtülür. Detonasyon tabancası yaklaşık 1-2 metre uzunluğunda ucunda yanma hücresi bulunan bir çıkış borusundan meydana gelir. Yanma gaz karışımı; oksijen, asetilen, propan veya propilenden oluşabilir ve ateşleyici buji vasıtasıyla patlamaya bırakılır.")
51
Sistem gaz ve toz besleme üniteleri ile uzun namludan meydana gelir.
Diskontinü/kesitli bir yöntemdir. Ekstrem sert kaplamaların üretilmesine imkan sağlar. Partikül Hızı : m/sn Partikül Sıcaklığı : °C Birikme verimi : %30-60 Kaplama Porozitesi : %0.1-1 Yapışma Mukavemeti : 75 MPa Sertlik : WC-Co : HV Cr3Cr2-NiCr : HV

52
D-Gun Uygulamaları Detonasyonla kaplanmış parçalar; türbin parçaları, buhar üreten borular, pompa parçaları, ısıl bariyer elemanları ve reaktör yapımında kullanılan nükleer parçaların kaplanması Diğer uygulamalar, su pompaları parçaları, sızdırmazlık elemanları (madencilik), uçak uzay endüstrisinde yanma nozulları ve kompresör parçaları, elektronik endüstrisi ve yağ iletim tesisleri ve özellikle kağıt ve matbaa silindirlerinin kaplanmasında kullanılmaktadır. Detonasyon tabancası kaplama uygulamaları prosesin hantal olması nedeniyle diğer termal sprey teknikleri kadar gelişmemiştir. Ülkemizde Hereke sanayi sitesinde, Azeri-Rus kökenli bir firma (Caspian) D-Gun tabancası üretmiş olmakla birlikte henüz üretim ağırlık bir çalışma gerçekleştirilememiştir.
, uçak uzay endüstrisinde yanma nozulları ve kompresör parçaları, elektronik endüstrisi ve yağ iletim tesisleri ve özellikle kağıt ve matbaa silindirlerinin kaplanmasında kullanılmaktadır. Detonasyon tabancası kaplama uygulamaları prosesin hantal olması nedeniyle diğer termal sprey teknikleri kadar gelişmemiştir. Ülkemizde Hereke sanayi sitesinde, Azeri-Rus kökenli bir firma (Caspian) D-Gun tabancası üretmiş olmakla birlikte henüz üretim ağırlık bir çalışma gerçekleştirilememiştir.")
53
Cold gas dynamic spraying, CGDS
Cold spray kaplama yöntemi iki fazın (gaz+katı partiküller) supersonik hızla bir rüzgar tüneli içinde aktığı bir yöntem olup ilk olarak 1980’lerin ortalarında Anatolii Papyrin ve arkadaşları tarafından geliştirilmiştir. Bu Rus bilim adamları saf metalleri, metalik alaşımları, bazı polimerleri ve kompozitleri farklı türlerdeki altlık malzemelerin üzerinde başarılı bir şekilde biriktirmişlerdir. CGDS yöntemi diğerlerine oranla daha yeni bir kaplama yöntemidir. Diğer termal sprey yöntemlerinden altlığın ve partiküllerin çok yüksek sıcaklıklara maruz kalmaması yönüyle ayrılmaktadır. Bu yönü de CGDS yöntemini yüksek sıcaklıklarda tepkime veren titanyum gibi malzemelerin kaplanmasında avantajlı bir yöntem haline getirmektedir.
 supersonik hızla bir rüzgar tüneli içinde aktığı bir yöntem olup ilk olarak 1980’lerin ortalarında Anatolii Papyrin ve arkadaşları tarafından geliştirilmiştir. Bu Rus bilim adamları saf metalleri, metalik alaşımları, bazı polimerleri ve kompozitleri farklı türlerdeki altlık malzemelerin üzerinde başarılı bir şekilde biriktirmişlerdir. CGDS yöntemi diğerlerine oranla daha yeni bir kaplama yöntemidir. Diğer termal sprey yöntemlerinden altlığın ve partiküllerin çok yüksek sıcaklıklara maruz kalmaması yönüyle ayrılmaktadır. Bu yönü de CGDS yöntemini yüksek sıcaklıklarda tepkime veren titanyum gibi malzemelerin kaplanmasında avantajlı bir yöntem haline getirmektedir.")
54
Cold Spray Yöntemi şematik gösterimi
Termal Spray Yöntemleri sıcaklık-hız grafigi Cold Spray Yöntemi şematik gösterimi

55
Hızı etkileyen faktörler;
Helyum, azot ve hava uygun gazlar olarak soğuk sprey yönteminde kullanılmaktadır. Fakat helyum gazı yüksek sıkıştırılabilirliği ve sesten hızlı olması sebebiyle azot ve havaya göre daha çok tercih edilmektedir. Artan gaz basıncı ve dolayısıyla gaz yoğunluğu ile çeşitli malzemelerde kütle akış hızını arttırmaktadır. Köşeli parçalar küresel parçalara oranla daha yüksek hızlara sahip olduğu belirlenmiştir. Bunun sebebi olarak köşeli partiküllerin daha yüksek sürüklenme katsayısına sahip olması gösterilmektedir. Toz tane boyutu arttıkça ve bunun yanında çok düşük toz boyutlarında hız azalmaktadır.

56
Soğuk sprey prosesinin avantajları:
a) Düşük proses sıcaklığı, ergimiş yoğun partikül içermemesi b) Kompozisyon kaybı az c) Çok düşük oksidasyon d) Yüksek sertlik ve soğuk çalışılmış mikro yapı e) Kaplamalarda düşük kusur f) Ekipmanların çalışması için daha düşük ısı girişi g) Yakıt gazı ve yüksek elektriksel ısıya ihtiyaç yok h) Koruma gereksinimi az.
 Düşük proses sıcaklığı, ergimiş yoğun partikül içermemesi b) Kompozisyon kaybı az c) Çok düşük oksidasyon d) Yüksek sertlik ve soğuk çalışılmış mikro yapı e) Kaplamalarda düşük kusur f) Ekipmanların çalışması için daha düşük ısı girişi g) Yakıt gazı ve yüksek elektriksel ısıya ihtiyaç yok h) Koruma gereksinimi az.")
57
Soğuk spreyin dezavantajları
a) Seramikler gibi sert ve kırılgan malzemelerin kaplanamaması b) Kaplanabilecek altık malzemelerin sınırlı olması c) Yüksek miktarda gaz beslemeye bağlı olarak tüketimin yüksek olması d) Geri dönüşüm sağlanmadıkça He gazının çok pahalı olması e) Kaplama performansı ve bilgi birikiminin günümüzde yeterli seviyede olmaması,hala geliştirilmeye çalışılması.
 Seramikler gibi sert ve kırılgan malzemelerin kaplanamaması. b) Kaplanabilecek altık malzemelerin sınırlı olması. c) Yüksek miktarda gaz beslemeye bağlı olarak tüketimin yüksek olması. d) Geri dönüşüm sağlanmadıkça He gazının çok pahalı olması. e) Kaplama performansı ve bilgi birikiminin günümüzde yeterli seviyede olmaması,hala geliştirilmeye çalışılması.")
58
CGDS Malzemeleri Al, Cu, Çelik, Ti gibi çeşitli malzemeler yöntemde altlık olarak kullanılmaktadır. Alüminyum, çelik, bakır ve titanyum bu yöntemle başarılı bir şekilde biriktirilmektedir. Genellikle 10-60µ boyutundaki tozlar kullanılmaktadır. Birikme verimi tozun cinsine, tozun çarpma hızına, boyutuna, şekline altlık malzemeye göre değişmektedir.

59
Bağlanma Mekanizması Bağlanma mekanizması plastik deformasyon kabul edilmiştir. Partikül ile altlık arasında yüksek hızda çarpma sonucu termal yumuşama bölgeleri oluşur. Bu bölgelerde sıcaklık malzeme ergime sıcaklıklarına kadar yaklaşır.

Benzer bir sunumlar


















 Kompozitler>")





