Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
MÜHENDİSLİK MALZEMELERİ (SERTLEŞTİRME YÖNTEMLERİ)
ISIL İŞLEM (SERTLEŞTİRME YÖNTEMLERİ)
")
2
Sertleştirme Sertleştirme işlemi içinde alt gruplara ayrılır: • Dönüşüm sertleşmesi (çekirdeğe kadar sertleştirme) • Yüzey Sertleştirmesi • Çökelme sertleşmesi

3
Sertleştirme (Su verme) ve Temperleme
Amaç Çeliklerin mümkün olan en yüksek sertlik ve aşınma dayanımına sahip olması istendiğinde sertleştirme işlemi yapılır. Yüksek mukavemet Rijitlik v.b. özellikler elde etmek için uygulanır. Bununla beraber sertleştirilen çeliklerde kırılganlık artar. Bu nedenle sertliği fazla azaltmadan darbe dayanımı v.b. özellikleri artırıcı Menevişleme (Temperleme) uygulanmalıdır.
 uygulanmalıdır.")
4
Yapısal dönüşüm Martenzit içyapı Çeliklerde oluşan tipik bir martenzitik yapının görünümü. İğne biçimindeki taneler martenzit fazını beyaz bölgeler ise kalıntı osteniti göstermektedir.

5
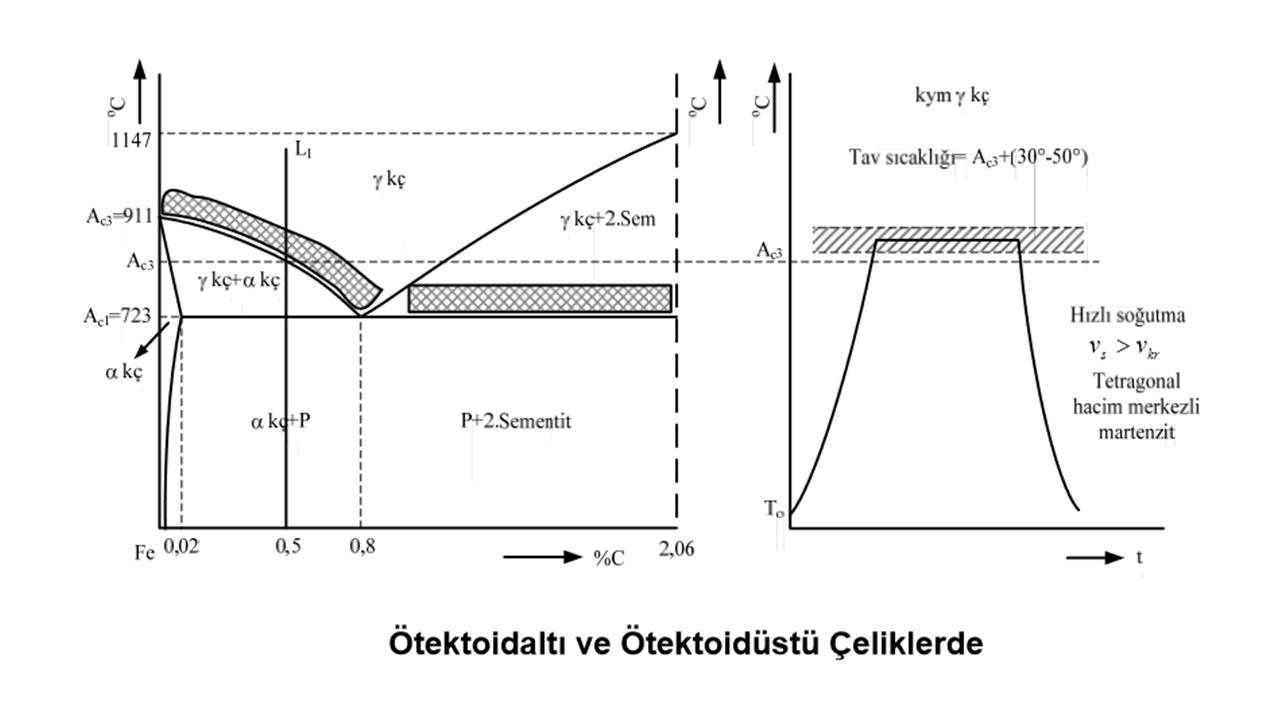
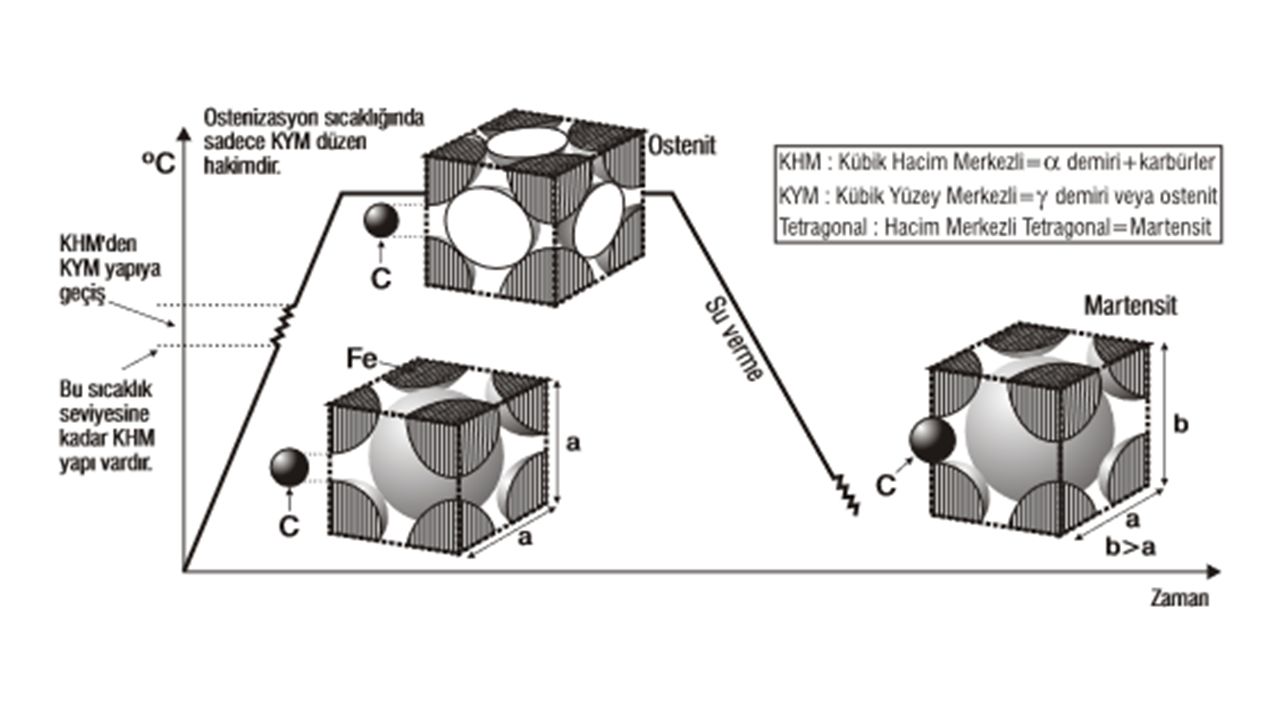
Yayınmasız dönüşüm: Martenzit Kararlı fazların oluşması için gereken yayınmanın olmaması durumlarında dönüşüm kararsız olarak gerçekleşir. Soğumanın kritik bir hızın üzerinde olması durumunda ostenit faz martenzit faza dönüşür. • Fakat hızlı soğumada C, yayınma (difüzyon) için zaman bulamaz ve ferrit içerisinde hapis olur. • Yayınamayan C atomları hacim merkezli kübik yapıyı gererek hacim merkezli tetragonal yapıya dönüşmesine sebep olur. • Bu yapıya martenzit adı verilir. • Çok serttir ve iğnemsi bir görünüşe sahiptir.
 için zaman bulamaz ve ferrit içerisinde hapis olur. • Yayınamayan C atomları hacim merkezli kübik yapıyı gererek hacim merkezli tetragonal yapıya dönüşmesine sebep olur. • Bu yapıya martenzit adı verilir. • Çok serttir ve iğnemsi bir görünüşe sahiptir.")
6
Uygulama Planı Dönüşüm Sertleşmesi (Çekirdeğe kadar sertleştirme) Çelik malzemeye dönüşüm sertleşmesi uygulanabilmesi için; %C >%0.2 olması gerekir. •Ötektoidaltı çeliklerde •Ötektoidüstü çeliklerde •Soğuma hızı

10
Endüstride tufal oluşumunu önlemek veya en aza indirmek için bazı önlemler alınır. Bu önlemlere ait yöntemler ısıl işlem uygulanan parçanın büyüklüğüne, kullanılan fırının türüne ve ekonomik olanaklara bağlıdır. Söz konusu yöntemlerden bazıları aşağıda verilmektedir. Bakır kaplama yöntemi: Tufal oluşumunu önlemek için parça bakır kaplanır. Bir kaç mikrometrelik kaplama kalınlığı bu iş için yeterli olur. Koruyucu atmosfer yöntemi: Fırına, belirli bir basınç altında çeliğe zarar vermeyen veya etki etmeyen hidrojen, azot, ayrışmış amonyak, yanma artığı gazlar ve hidrokarbonlu yakıt gazları (metan ve propan) gibi asal gazlar verilir. Böylece oksitlenme ve tufal oluşumu büyük ölçüde önlenir! Sıvı tuz banyosu yöntemi: Isıl işlem uygulanacak parça, çeliğe göre nötr durumda olan sıvı tuz banyosuna iyice daldırılarak oksitlenme ve tufal oluşumu önlenir. Dökme demir talaşı yöntemi: Parça, dökme demir talaşı içeren bir kaba iyice gömülür. Fırına giren oksijen, çeliğe ulaşmadan önce dökme demirle reaksiyona girer ve böylece parçanın oksitlenmesi büyük ölçüde önlenir.
 gibi asal gazlar verilir. Böylece oksitlenme ve tufal oluşumu büyük ölçüde önlenir! Sıvı tuz banyosu yöntemi: Isıl işlem uygulanacak parça, çeliğe göre nötr durumda olan sıvı tuz banyosuna iyice daldırılarak oksitlenme ve tufal oluşumu önlenir. Dökme demir talaşı yöntemi: Parça, dökme demir talaşı içeren bir kaba iyice gömülür. Fırına giren oksijen, çeliğe ulaşmadan önce dökme demirle reaksiyona girer ve böylece parçanın oksitlenmesi büyük ölçüde önlenir.")
11
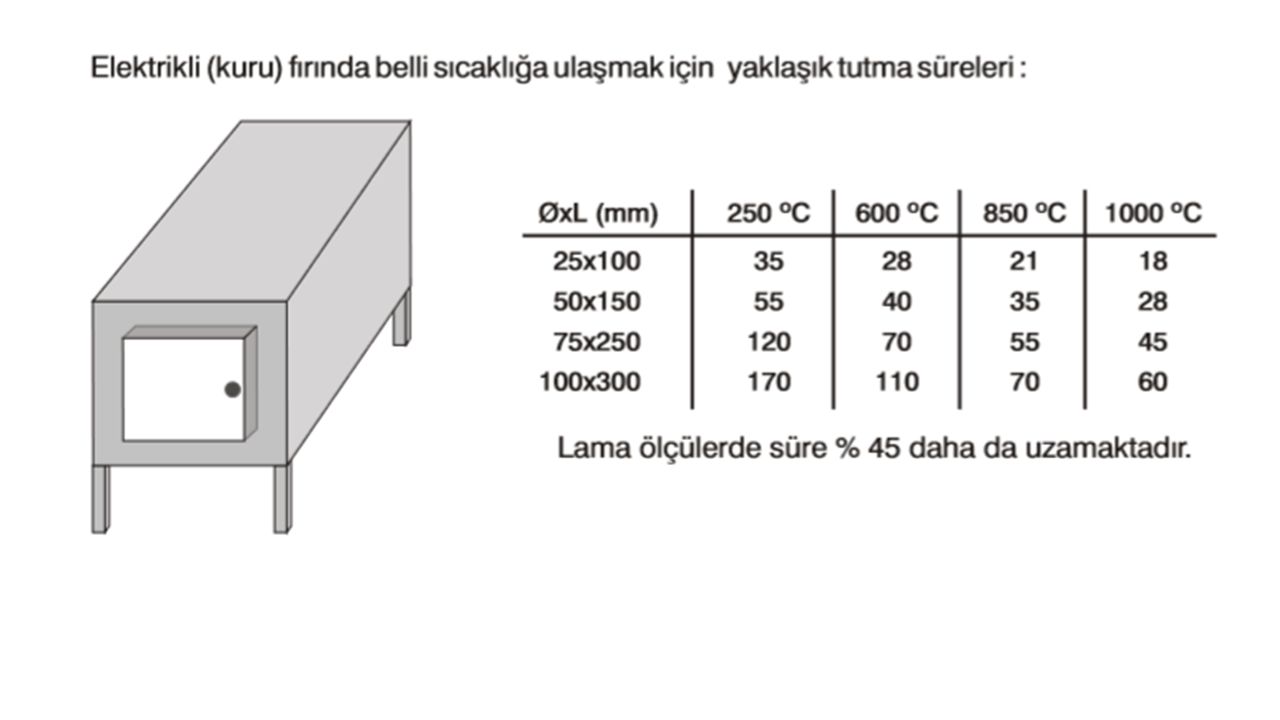
Isıtma Ortamları ve süreleri

14
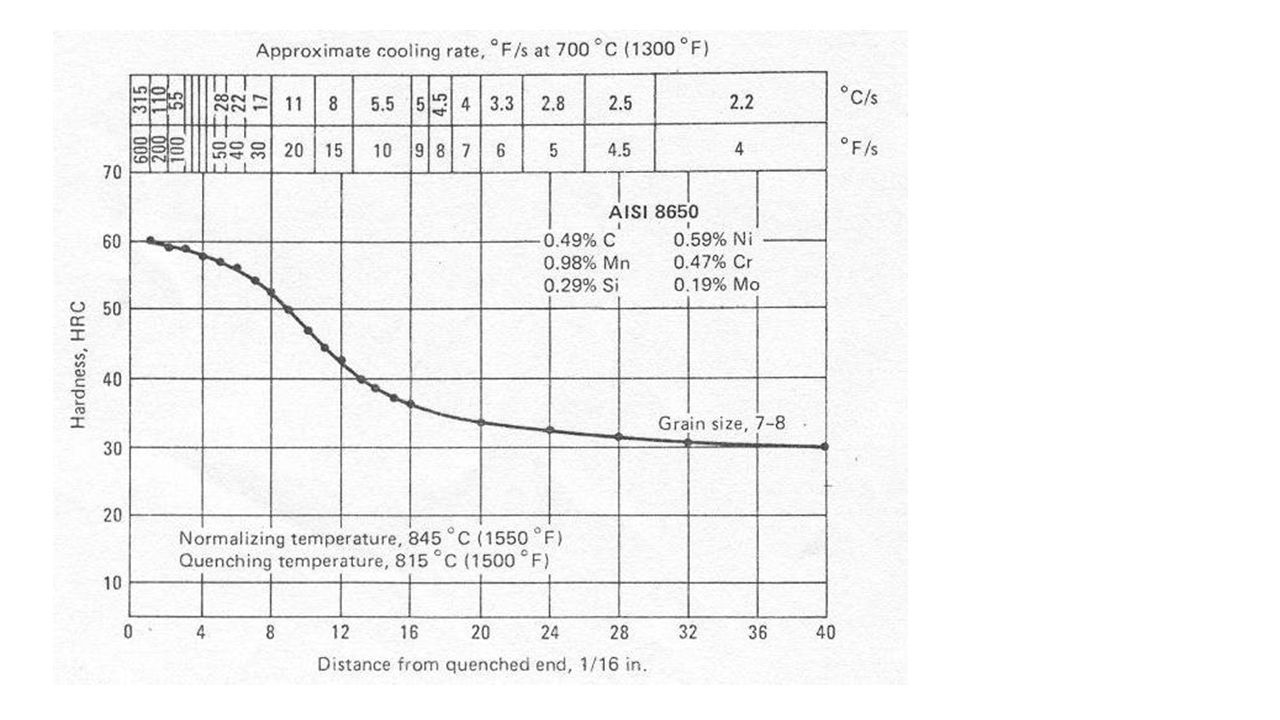
Sertleşebilirlik (Sertleşme kabiliyeti) (hardenability)
• Çeliklerde soğuma hızı (su verme-quenching) arttıkça, sertlik artar. • Parçalar kalınlık arttıkça, iç kısımlar martenzit oluşumu için gereken kritik soğuma hızlarına ulaşılamayabilir. • Sadece kritik soğuma hızından daha yüksek hızlarda soğuyan bölgelerde martenzit oluşur. • Bu nedenle iç ve dış kısımlarda önemli sertlik farkları olabilir. • “Sertleşme kabiliyeti”, malzemenin sertleştirme işlemi esnasında ne kadar derine sertleşebildiğinin gösteren bir kavramdır. • C oranı düştükçe burun sola kayar ve belli bir değerde martenzit oluşumu için gereken hıza pratik olarak ulaşmak mümkün olmaz. • Pratikte %0.25 tan az olan çeliklere su verilmez. • Çünkü, orta kısımları hale yumuşak kalma problemi yaşanır.
 arttıkça, sertlik artar. • Parçalar kalınlık arttıkça, iç kısımlar martenzit oluşumu için gereken kritik soğuma hızlarına ulaşılamayabilir. • Sadece kritik soğuma hızından daha yüksek hızlarda soğuyan bölgelerde martenzit oluşur. • Bu nedenle iç ve dış kısımlarda önemli sertlik farkları olabilir. • Sertleşme kabiliyeti , malzemenin sertleştirme işlemi esnasında ne kadar derine sertleşebildiğinin gösteren bir kavramdır. • C oranı düştükçe burun sola kayar ve belli bir değerde martenzit oluşumu için gereken hıza pratik olarak ulaşmak mümkün olmaz. • Pratikte %0.25 tan az olan çeliklere su verilmez. • Çünkü, orta kısımları hale yumuşak kalma problemi yaşanır.")
15
• Büyük parçaların orta kısımlarının dahi sertleşebilmesi için çeliğin kritik soğuma hızının düşürülmesi diğer bir değişle eğrinin sağa doğru kaydırılması gerekir. • Bu, çeliğin Cr, Mo, V vs, gibi alaşım elementleri ile alaşımlandırılması sonucu sağlanabilir. • Sertleşme kabiliyeti Jominy deneyi ile ölçülür. • Ostenit sıcaklığına kadar ısıtılan numune bir ucundan soğuk su ile soğutulur. • Ucundan itibaren soğuma hızı mesafeye bağlı olarak azalır. • Numune, uç kısmından itibaren sertlik değerleri ölçülür.

16
• Mesafeye bağlı olarak sertlik değerinde azalma görülür.
• Mesafenin artması ile yüksek sertlik değerleri gösteren malzemelerin sertleşme kabiliyetleri daha iyidir. • Soğuma hızı çok arttırıldığında ise çatlama riski doğar. • Bu nedenle Cr, Mo, V, gibi bazı alaşım elementleri katılarak sertleşebilme kabiliyetleri arttırılır. • En iyi sertleşebilirliği 4340 göstermektedir.

18
TEMPERLEME ( Menevişleme )
Çeliklerde, su verme işlemi ile elde edilen martenzitik yapı gevrek olduğundan pek çok uygulama için elverişli değildir. Ayrıca mertanzit oluşumu çelik içerisinde iç gerilmelerin meydana gelmesine neden olur. Menevişlemenin amacı; su verilen çelikteki kalıntı gerilmeleri gidermek ve çeliğin süneklik ve tokluğunu artırmaktır. Su verilen çelikler menevişlendiklerinde süneklilikleri artar, buna karşılık sertlik ve mukavemetleri azalır. 594 oC sıcaklıkta Temperlenmiş martenzitin elektron mikro-fotografı. Küçük parçacıklar sementit fazıdır, anayapı ferrittir. Yapısal dönüşüm

19
Hacim merkezli tetragonal yapıya sahip aşırı doymuş bir katı çözelti olan martenzitin kararsız dengeli (metastabil) bir faz olduğu bilinmektedir. Menevişleme işlemi ile martenzitik yapıya enerji verildiğinde, karbon karbür olarak çökelir, demir ise hacim merkezli kübik yapıya dönüşür. Menevişleme sıcaklığı arttıkça karbonun difüzyon hızı artar ve karbürler hızla büyüyerek birleşirler. Alaşımsız karbon çelikleri 40°C ile 205°C arasındaki sıcaklıklarda menevişlendiklerinde, su verme işlemi sonunda oluşan martenzit zamanla tetragonal yapısını kaybederek sıkı düzenli hegzagonal (SDH) yapıya sahip epsilon karbürü (Fe2,4C) ile düşük karbonlu martenzite dönüşür. Bir geçiş fazı olan ε karbürünün bileşimi ve kristal yapısı sementitten (Fe3C) çok farklıdır. Bu karbürün (ε) çökelmesi, özellikle yüksek karbonlu çeliklerin sertliğinde bir miktar artışa neden olur. Sözü edilen ε karbürünün çökelmesi sonucunda, menevişlenen çeliklerin sertlik ve mukavemet, değerleri artar, süneklik ve tokluk değerleri ise azalır. Ayrıca, bu sıcaklık aralığında yapılan menevişleme işlemi sonucunda kalıntı iç gerilmeler büyük ölçüde giderilir. 230°C'den 400°C'ye kadar olan sıcaklık aralığında yapılan menevişleme işlemi sırasında ε karbürü (Fe2,4C ortorombik sementite (Fe3C), düşük karbonlu martenzit hacim merkezli kübik (HMK) yapıya sahip ferrite, kalıntı ostenit de alt beynite dönüşür. Bu fazları içeren yapı hızlı dağlanır ve dağlandıktan sonra da kararır. Eskiden bu yapıya "trostit" denilirdi, ancak bugün bu deyim kullanılmamaktadır. Bunun yerine, menevişlenmiş martenzit deyimi tercih edilmektedir. Çökelen karbürler çok küçük olduklarından ancak elektron mikroskobunda görülebilirler.
 yapıya sahip epsilon karbürü (Fe2,4C) ile düşük karbonlu martenzite dönüşür. Bir geçiş fazı olan ε karbürünün bileşimi ve kristal yapısı sementitten (Fe3C) çok farklıdır. Bu karbürün (ε) çökelmesi, özellikle yüksek karbonlu çeliklerin sertliğinde bir miktar artışa neden olur. Sözü edilen ε karbürünün çökelmesi sonucunda, menevişlenen çeliklerin sertlik ve mukavemet, değerleri artar, süneklik ve tokluk değerleri ise azalır. Ayrıca, bu sıcaklık aralığında yapılan menevişleme işlemi sonucunda kalıntı iç gerilmeler büyük ölçüde giderilir. 230°C den 400°C ye kadar olan sıcaklık aralığında yapılan menevişleme işlemi sırasında ε karbürü (Fe2,4C ortorombik sementite (Fe3C), düşük karbonlu martenzit hacim merkezli kübik (HMK) yapıya sahip ferrite, kalıntı ostenit de alt beynite dönüşür. Bu fazları içeren yapı hızlı dağlanır ve dağlandıktan sonra da kararır. Eskiden bu yapıya trostit denilirdi, ancak bugün bu deyim kullanılmamaktadır. Bunun yerine, menevişlenmiş martenzit deyimi tercih edilmektedir. Çökelen karbürler çok küçük olduklarından ancak elektron mikroskobunda görülebilirler.")
20
Söz konusu sıcaklık aralığında yapılan menevişleme sonunda çeliğin çekme mukavemeti biraz azalır, ancak bu mukavemet değeri pek çok uygulama için yeterlidir. Sünekliğin biraz artmasına karşın, tokluk düşer. Elde edilen sertlik, menevişleme sıcaklığına bağlı olarak 40 ile 60 RSD-C arasında değişir. 400°C'den 650°C'ye kadar olan sıcaklık aralığında yapılan menevişleme işlemi sırasında ise sementit (Fe3C) parçacıkları sürekli olarak büyür ve büyüyen karbürlerin birleşmesi sonucunda da çeliğin metalografik yapısında geniş ferrit alanları oluşur. Ayrıca, yapı dağlanınca daha açık renkte görünür. Eskiden "sorbit" olarak adlandırılan bu yapı içerisindeki karbürler, ancak 500 civarındaki büyültmelerde görünebilirler. Bu nedenle, söz konusu karbürler elektron mikroskobunda daha iyi incelenebilirler. Bu işlem sonucunda çeliğin çekme dayanımı biraz düşer, sünekliği artar ve %10 ile %20 arasında kopma uzaması elde edilir. Sertlik ise menevişleme sıcaklığına bağlı olarak 20 ile 40 RSD-C değerleri arasında değişir. Bunlardan da önemlisi, söz konusu menevişleme işlemi sırasında çeliğin tokluğu hızlı bir şekilde artar. 650°C'den başlayıp 720°C'ye varan sıcaklık aralığında uygulanan menevişleme işlemi sonucunda ise iri ve küresel sementit parçaları oluşur. Çok yumuşak ve tokluğu yüksek olan bu yapı, küreselleştirme tavı sonucunda elde edilen yapıya benzer bir görünüm sergiler.
 parçacıkları sürekli olarak büyür ve büyüyen karbürlerin birleşmesi sonucunda da çeliğin metalografik yapısında geniş ferrit alanları oluşur. Ayrıca, yapı dağlanınca daha açık renkte görünür. Eskiden sorbit olarak adlandırılan bu yapı içerisindeki karbürler, ancak 500 civarındaki büyültmelerde görünebilirler. Bu nedenle, söz konusu karbürler elektron mikroskobunda daha iyi incelenebilirler. Bu işlem sonucunda çeliğin çekme dayanımı biraz düşer, sünekliği artar ve %10 ile %20 arasında kopma uzaması elde edilir. Sertlik ise menevişleme sıcaklığına bağlı olarak 20 ile 40 RSD-C değerleri arasında değişir. Bunlardan da önemlisi, söz konusu menevişleme işlemi sırasında çeliğin tokluğu hızlı bir şekilde artar. 650°C den başlayıp 720°C ye varan sıcaklık aralığında uygulanan menevişleme işlemi sonucunda ise iri ve küresel sementit parçaları oluşur. Çok yumuşak ve tokluğu yüksek olan bu yapı, küreselleştirme tavı sonucunda elde edilen yapıya benzer bir görünüm sergiler.")
21
Menevişleme sıcaklığındaki sürekli bir artışla beraber meydana gelen menevişleme kademeleri şunlardır; (a) °C є- Karbür adı verilen karbonca zengin bir fazın çökelmesi. є -karbürün çökelmesi sonucu martensit içerisindeki karbon oranı %0,3 değerine iner. Sementitten henüz eser yoktur. Bu safhada mukavemet ve sertlik yüksek süneklik ve tokluk düşüktür. (b) °C Kalıntı östenit beynite benzer bir yapıya dönüşür. Sertlik ve çekme mukavemeti menevişleme sıcaklığına göre bir miktar düşme gösterir süneklik biraz artar fakat tokluk hala düşüktür. (c) °C Sementitin (Fe3C) oluşumu ve bunun є-karbürün yerine büyümesi şeklindedir. Sertlik ve çekme mukavemeti düşmeye devam eder. Tokluk süratle yükselir. (d) °C Sementitin küreleşmesi ve sürekli olarak büyümesi
 °C. є- Karbür adı verilen karbonca zengin bir fazın çökelmesi. є -karbürün çökelmesi sonucu martensit içerisindeki karbon oranı %0,3 değerine iner. Sementitten henüz eser yoktur. Bu safhada mukavemet ve sertlik yüksek süneklik ve tokluk düşüktür. (b) °C. Kalıntı östenit beynite benzer bir yapıya dönüşür. Sertlik ve çekme mukavemeti menevişleme sıcaklığına göre bir miktar düşme gösterir süneklik biraz artar fakat tokluk hala düşüktür. (c) °C. Sementitin (Fe3C) oluşumu ve bunun є-karbürün yerine büyümesi şeklindedir. Sertlik ve çekme mukavemeti düşmeye devam eder. Tokluk süratle yükselir. (d) °C. Sementitin küreleşmesi ve sürekli olarak büyümesi.")
22
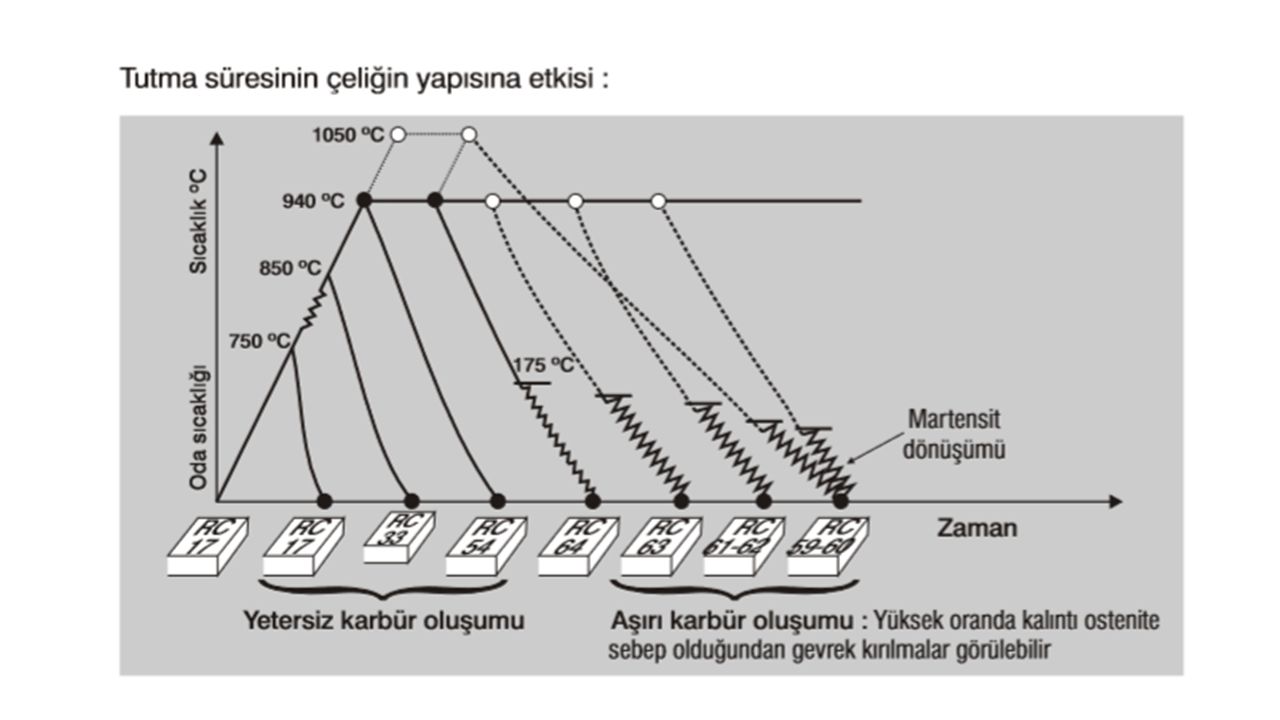
Menevişlemenin derecesi hem sıcaklığa hemde belirli bir sıcaklıkta sarf edilen zamana bağlıdır. Genelde gittikçe yükselen menevişleme sıcaklıklarında yapılan işlemlerde sertliğin düştüğü, tokluğun ise arttığı gözlenir. Bir çeliğin, menevişlenmesi sonucunda beklenen belirli bir sertlik değeri iki şekilde sağlanabilir. Ya düşük bir sıcaklıkta çelik uzun bir süre tutulur. Yada öncekine oranla daha yüksek bir sıcaklık seçilir. Fakat bu defa süre azaltılır. Her iki durumda da aynı sertliğe ulaşmak mümkündür. Belirli bir sıcaklık için menevişleme süresi arttıkça, sertlik düşmektedir. İkincil Sertleşme Bazı çelikler güçlü karbür oluşturan unsurlar içermektedir, V, Mo, Cr veya W gibi. Bunlar temperleme sıcaklığı 500 derecenin üzerine çıkılmadıkça yayınmazlar ve karbürler VC, Mo2C, Cr23C6 or W2C olarak çökelirler, bunun sonucu sertlikte bir artış olur. İkincil sertleşmiş yapı kararlıdır. Yüksek sıcaklık çalışma koşulları için uygundur.

23
Uygulama Planı Değişik sıcaklıklardaki menevişleme süresinin su verilen ötektoid çeliğin sertliğe etkisi

24
AISI 1040 Temperleme süre 2 saat (ASME)
")
26
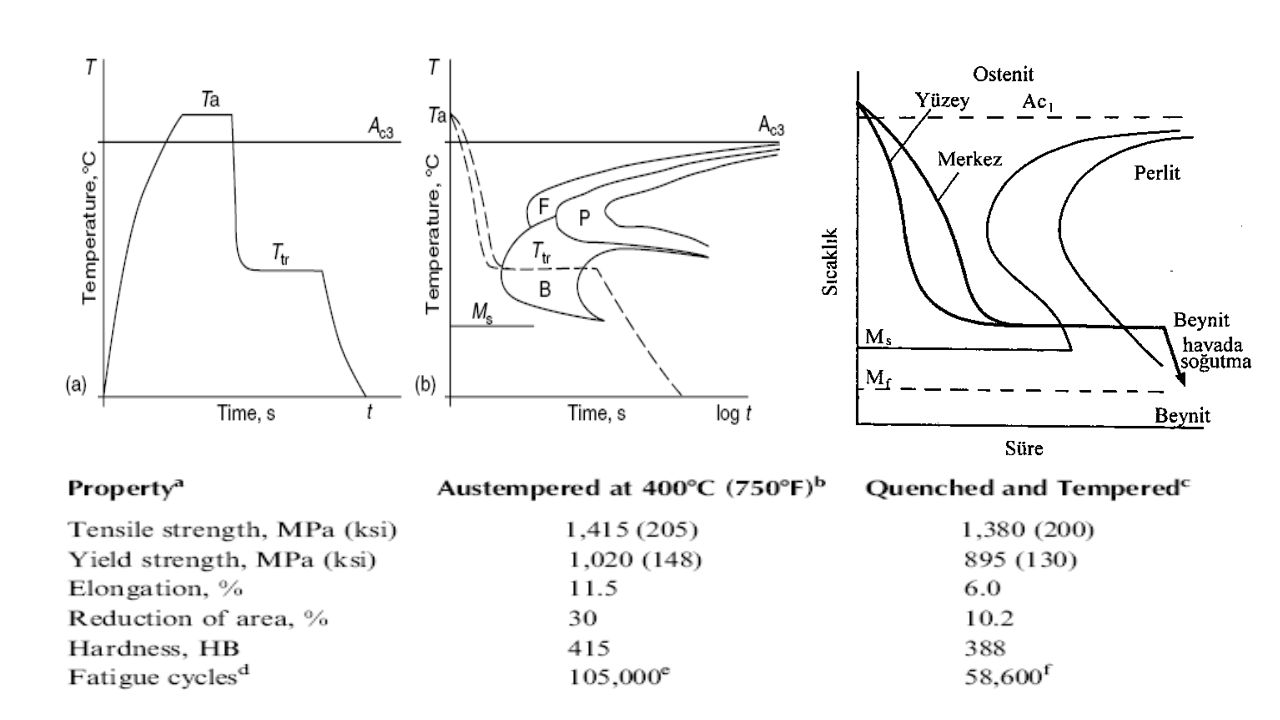
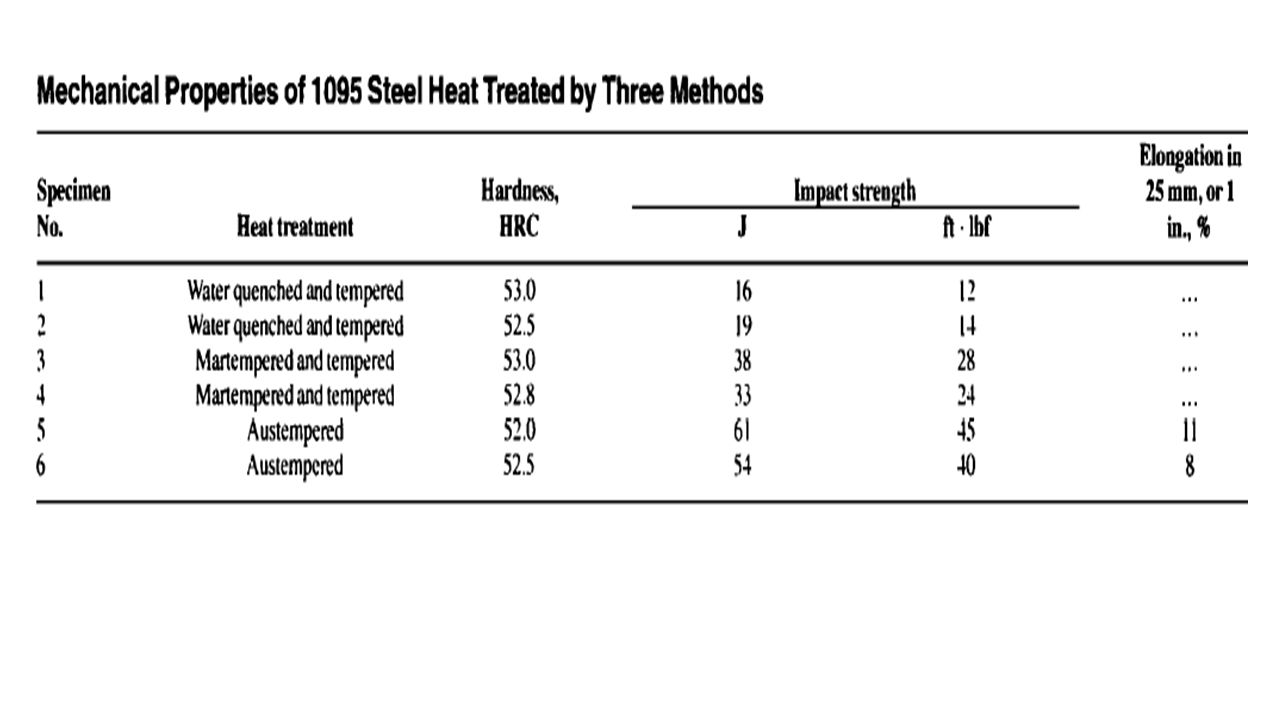
Martemperleme Sertleştirilecek parça ostenitleştirme işlemine tabi tutulduktan sonra, martenzitik dönüşümün başlama sıcaklığının (Ms) hemen üzerindeki bir sıcaklıkta tutulan kurşun veya tuz banyosuna daldırılır. Yüzeyi ile merkezinin sıcaklıkları aynı oluncaya, yani bütün kesit boyunca aynı sıcaklık elde edilinceye kadar parça banyo içersinde tutulur. Daha sonra parçaya su verilerek tamamen martenzitik bir iç yapı elde edilir. Bu işlem sayesinde, soğuma ile oluşan büzülme olayı, ostenit - martenzit dönüşümü ile ortaya çıkan genleşme olayından ayrılarak, hem büyük parçalardaki su verme çatlaması önlenir, hem de parça sertleştirilir.
 hemen üzerindeki bir sıcaklıkta tutulan kurşun veya tuz banyosuna daldırılır. Yüzeyi ile merkezinin sıcaklıkları aynı oluncaya, yani bütün kesit boyunca aynı sıcaklık elde edilinceye kadar parça banyo içersinde tutulur. Daha sonra parçaya su verilerek tamamen martenzitik bir iç yapı elde edilir. Bu işlem sayesinde, soğuma ile oluşan büzülme olayı, ostenit - martenzit dönüşümü ile ortaya çıkan genleşme olayından ayrılarak, hem büyük parçalardaki su verme çatlaması önlenir, hem de parça sertleştirilir.")
27
Ostemperleme • %100 beynit yapısı elde etmek amacıyla yapılır.
• Ostenitleme sıcaklığına ısıtılan parça, (beynitleme) sıcaklığındaki ergimiş Pb ya da tuz banyosuna daldırılır ve kararsız östenitin tamamının izotermik olarak beynite dönüşmesi tamamlanıncaya kadar bekletilir. Daha sonra istenen hızda havada soğutulur. Bekleme sırasında ısıl gerilmeler giderilir. • Ostemperleme, çatlak oluşumuna duyarlı karmaşık şekilli parçaların toklaştırılmasında büyük önem kazanır. • Yöntem daha çok, talaşsız şekillendirme kalıplarının imalatında kullanılan takım çeliklerinin sertleştirilmesi için uygundur. • Elde edilen içyapının sertliği, martenzite göre daha düşüktür. Bu nedenle parçanın çentik darbe dayanımıdaha iyidir. •Yay üretimi için idealdir.
 sıcaklığındaki ergimiş Pb ya da tuz banyosuna daldırılır ve kararsız östenitin tamamının izotermik olarak beynite dönüşmesi tamamlanıncaya kadar bekletilir. Daha sonra istenen hızda havada soğutulur. Bekleme sırasında ısıl gerilmeler giderilir. • Ostemperleme, çatlak oluşumuna duyarlı karmaşık şekilli parçaların toklaştırılmasında büyük önem kazanır. • Yöntem daha çok, talaşsız şekillendirme kalıplarının imalatında kullanılan takım çeliklerinin sertleştirilmesi için uygundur. • Elde edilen içyapının sertliği, martenzite göre daha düşüktür. Bu nedenle parçanın çentik darbe dayanımıdaha iyidir. •Yay üretimi için idealdir.")
30
YÜZEY SERTLEŞTİRME YÖNTEMLERİ
Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin sert, merkezlerinin olabildiğince yumuşak olması gerekir. Bunu sağlamak için parçalara yüzey sertleştirme işlemleri uygulanır. Çelik parçaların yüzeyleri sementasyon, nitrürleme, alevle ve indüksiyon akımı v.b. yöntemlerle sertleştirilebilir. Uygulanan her bir yüzey sertleştirme yönteminin malzemelere kazandırdığı özellikler sadece mekanik özellik olmayıp, bazı yöntemler korozyon direnci de kazandırmaktadır. Bununla beraber, çelik çeşitlerindeki farklılık nedeniyle her yüzey sertleştirme yöntemi tüm çelik türlerine uygulanmamaktadır. Bu nedenle, yüzey sertleştirme yöntemlerinin uygulama alanı ve kazandırdığı malzeme özelliklerinin bilinmesi, istenilen makine parçası kalitesini elde etmek için doğru yüzey sertleştirme yöntemi seçmeyi sağlayacaktır.

31
Yüzey sertleştirilmesine tabi tutulan çeliklerin, normal sertleştirmeye tabi tutulan çeliklere nazaran avantajları şunlardır: Bu parçaların iç kısımları sonradan işlenebilir. Yumuşak çekirdek, su verme işleminde şekil değiştirmelere, çatlaklara mani olur. Bu sebepten dolayı yüzey sertleşmesi bilhassa işlendikten sonra ısıl işleme tabi tutulan, ölçülerini değiştirmemesi gereken parçalar için çok uygundur. Yüzeyin taşlanması haricinde diğer kısımlarının işlenmesi daha kolay ve ucuzdur. Yüzey sertleşmesi yapabilecek çelikler, yüksek karbonlu çeliklere nazaran daha ucuzdur. Yüzey sertleştirmenin dezavantajları ise şunlardır: Çelik homojen olmayıp değişik Fe-C alaşımlarından meydana gelir ( içeriye doğru karbon muhtevası azalır ). Uygun ısıl işlem tecrübe ister ve pahalıdır. Bu yöntemle sertleştirilmiş parçalar taşlanmadan önce dikkatli olarak düzeltilmelidirler, zira sert yüzeyin ancak çok ince bir kısmı taşlama ile alınabilir.
. Uygun ısıl işlem tecrübe ister ve pahalıdır. Bu yöntemle sertleştirilmiş parçalar taşlanmadan önce dikkatli olarak düzeltilmelidirler, zira sert yüzeyin ancak çok ince bir kısmı taşlama ile alınabilir.")
32
SEMENTASYON Esas itibariyle, düşük karbonlu (%C<0,25) çelik parçasının yüzeyine, karbon emdirilmesi işlemidir. Karbon emdirilmesi işlemi, çelik parçanın karbon monoksit (CO) ihtiva eden bir ortamda, ostenit faz sıcaklığına kadar ısıtılmasıyla, gaz-metal reaksiyonu sonucu oluşur. Genellikle °C arasında bir sıcaklık kullanılır ki bu sıcaklığa sementasyon sıcaklığı adı verilir. Sementasyon çelikleri, yüzeyde sert ve aşınmaya dayanıklı, çekirdekte ise daha yumuşak ve tok özelliklerin istendiği, değişken ve darbeli zorlamalara dayanıklı parçaların imalinde kullanılan, düşük karbonlu, alaşımsız veya alaşımlı çeliklerdir. Sementasyon işlemiyle % C içeren düşük karbonlu çeliklerin yüzeyinde karbon miktarı, % C seviyelerine çıkarılabilir. Yüzey tabakasının karbon içeriği artırılırken, sürekli sementit ağının oluşmaması için karbonun %0.8'den düşük olması istenir. Sementasyon çelikleri, dişliler, miller, piston pimleri, zincir baklaları, zincir dişlileri ve makaraları, diskler, kılavuz yatakları, rulmanlı yataklar, merdaneler, bir kısım ölçü ve kontrol aletleri, orta zorlamalı parçalar, kesici takımlar gibi parçaların imalinde kullanılırlar.
 ihtiva eden bir ortamda, ostenit faz sıcaklığına kadar ısıtılmasıyla, gaz-metal reaksiyonu sonucu oluşur. Genellikle °C arasında bir sıcaklık kullanılır ki bu sıcaklığa sementasyon sıcaklığı adı verilir. Sementasyon çelikleri, yüzeyde sert ve aşınmaya dayanıklı, çekirdekte ise daha yumuşak ve tok özelliklerin istendiği, değişken ve darbeli zorlamalara dayanıklı parçaların imalinde kullanılan, düşük karbonlu, alaşımsız veya alaşımlı çeliklerdir. Sementasyon işlemiyle % C içeren düşük karbonlu çeliklerin yüzeyinde karbon miktarı, % C seviyelerine çıkarılabilir. Yüzey tabakasının karbon içeriği artırılırken, sürekli sementit ağının oluşmaması için karbonun %0.8 den düşük olması istenir. Sementasyon çelikleri, dişliler, miller, piston pimleri, zincir baklaları, zincir dişlileri ve makaraları, diskler, kılavuz yatakları, rulmanlı yataklar, merdaneler, bir kısım ölçü ve kontrol aletleri, orta zorlamalı parçalar, kesici takımlar gibi parçaların imalinde kullanılırlar.")
33
YAPISAL DEĞİŞİM Sementasyon uygulanacak çeliklerin mikroyapısı genellikle ferritik ve perlitik yapıdan oluşmaktadır. Sementasyon sonrası yüzeyden çekirdeğe doğru martenzitik, beynitik ve ferritik-perlitik yapı oluşur.

34
Isıtma – Bekleme SEMENTASYON ISIL İŞLEM PLANI
Yüzeyden C Yayındırma - Suverme + Menevişleme Isıtma – Bekleme – Soğutma + Isıtma – Bekleme – Soğutma Isıtma – Bekleme Isıtma ve bekleme aşamaları Karbon potansiyeli yüksek olan ( Karbon verici ) ortamlarda gerçekleştirilir. Karbon verici ortamlar katı, sıvı veya gaz olabilir. Bu aşamalarda; sementasyon sıcaklığı ve bu sıcaklıkta bekleme süresi belirlenmesi gerekli değerlerdir.
 ortamlarda gerçekleştirilir. Karbon verici ortamlar katı, sıvı veya gaz olabilir. Bu aşamalarda; sementasyon sıcaklığı ve bu sıcaklıkta bekleme süresi belirlenmesi gerekli değerlerdir.")
35
Sementasyonda 3 mm tabaka kalın, 1. 5 mm orta ve 0
Sementasyonda 3 mm tabaka kalın, 1.5 mm orta ve 0.75 altı ise ince sayılır. Genellikle kalın tabaka elde etmek için kutu sementasyonu, orta ve ince tabaka elde etmek için ise sıvı ve gaz sementasyonu uygulanabilir. Soğutma Suda veya yağda yapılır. Menevişleme Sertleştirme sonrasında çelik parçalar genellikle °C arasındaki sıcaklıklarda menevişlenirler. Menevişleme zamanı 1-2 saattir. Eğer sonuçta parça yüzeyindeki sertlik 60 HRC den düşük istenmiyor ise, menevişleme sıcaklığı 180°C den fazla olmamalıdır.

36
– Fe ve özellikle Al, Cr, Mo ve Ti ile nitrür oluşturur.
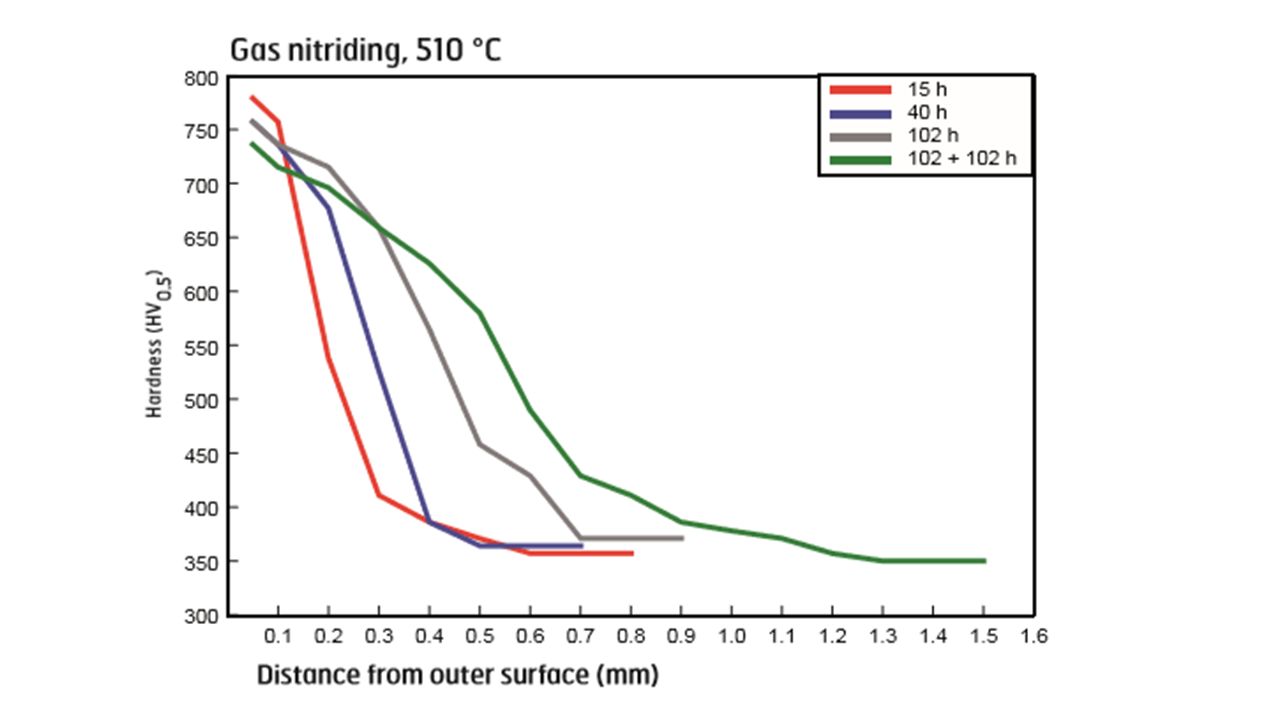
Çelik parçanın yüzeyine azot (N) yayındırma işlemidir. Bu işlemi uygulayabilmek için, çeliğin nitrürasyon çeliği olması gerekir. Bu çelikler, Cr, Al ve Mo alaşım elementlerinden en az birisini içerirler. Bu elementler N ile nitrür oluştururlar. Nitrür bileşikleri nitrürleme işlemi esnasında oluşurlar çok sert ve gevrektirler. NİTRÜRLEME – Nitrürleme ile Nitrür tabakası oluşur • Yüksek sertlik • Yüksek aşınma direnci • Özellikle yüksek basınç altında çalışan yüzeyler için • Yüksek sıcaklıkta yüksek sertlik • Korozyon direnci • Yüksek yorulma dayanımı – Dönüşüm yok – Çalışma sıcaklığı nitrürleme sıcaklığına kadar çıkabilir • Adhezif (sürtünme) aşınmaya karşı dirençli İşlem sonrası su vermek gerekli değildir. Bu yönüyle semantasyondan farklıdır. İşlem 500 oC civarındaki sıcaklıklarda, katı, sıvı ve gaz ortamlarda yapılabilir. İşlem süresi oldukça uzundur (örneğin saat). Azot verici ortam olarak sodyum siyanür (NaCN) ve potasyum siyanür (KCN) içeren banyolar kullanılır. Nitrürleme işleminde 0.5 mm civarındaki tabakalar yeterlidir, tabakanın sertliği Hv’dir. – Fe ve özellikle Al, Cr, Mo ve Ti ile nitrür oluşturur.
 yayındırma işlemidir. Bu işlemi uygulayabilmek için, çeliğin nitrürasyon çeliği olması gerekir. Bu çelikler, Cr, Al ve Mo alaşım elementlerinden en az birisini içerirler. Bu elementler N ile nitrür oluştururlar. Nitrür bileşikleri nitrürleme işlemi esnasında oluşurlar çok sert ve gevrektirler. NİTRÜRLEME. – Nitrürleme ile Nitrür tabakası oluşur. • Yüksek sertlik. • Yüksek aşınma direnci. • Özellikle yüksek basınç altında çalışan yüzeyler için. • Yüksek sıcaklıkta yüksek sertlik. • Korozyon direnci. • Yüksek yorulma dayanımı. – Dönüşüm yok. – Çalışma sıcaklığı nitrürleme sıcaklığına kadar çıkabilir. • Adhezif (sürtünme) aşınmaya karşı dirençli. İşlem sonrası su vermek gerekli değildir. Bu yönüyle semantasyondan farklıdır. İşlem 500 oC civarındaki sıcaklıklarda, katı, sıvı ve gaz ortamlarda yapılabilir. İşlem süresi oldukça uzundur (örneğin saat). Azot verici ortam olarak sodyum siyanür (NaCN) ve potasyum siyanür (KCN) içeren banyolar kullanılır. Nitrürleme işleminde 0.5 mm civarındaki tabakalar yeterlidir, tabakanın sertliği Hv’dir. – Fe ve özellikle Al, Cr, Mo ve Ti ile nitrür oluşturur.")
37
YAPISAL DEĞİŞİM

39
Alevle Yüzey Sertleştirme
Orta karbonlu çeliklere uygulanan bir yüzey sertleştirme işlemindir. Parçanın yüzeyi alevle hızla ısıtılıp ostenitlendikten sonra, su verilerek sertleştirilir. Su verme genellikle parçaya su püskürtülmesiyle sağlanır. Hızlı ısıtma, bir oksi-asetilen alevi vb ile sağlanır. Bu hızlı ısıtma esnasında yüzey tabakası ostenit sıcaklığına ısınırken, iç kısımların A1 sıcaklığının altında kalması gerekir. Bu yöntemle elde edilen sertleşme derinliği 3-6 mm arasındadır. 1.5 mm ’den daha ince derinlik elde etmek mümkün değildir. Sistem oldukça basit olup pek çok yerde gerçekleştirilebilir. Alevle sertleştirme işlemi sırasında, çeliğin kimyasal bileşiminde herhangi bir değişme meydana gelmez. Çelik parçanın istenilen bölgesi uygun sıcaklığa kadar ısıtılıp, ostenitleştirildekten sonra su verilerek sertleştirirlir. Bu nedenle söz konusu işlem, sertleşmeye elverişli ve genelde %0,3 ile %0,6 oranları arasında karbon içeren çeliklere uygulanır.

40
İndüksiyonla Yüzey Sertleştirme
İndüksiyonla sertleştirme işlemi, hızlı değişen manyetik bir alana yerleştirilen bir metal parçası içerisinde elektrik akımı oluşturma esasına dayanır. Bobinlerin içerisinden yüksek frekanslı alternatif akım geçirilerek, yüksek frekanslı bir manyetik alan elde edilir. Manyetik alan, metal parçası içinde eddy veya girdap akımları ile histerisiz akımları oluşturur. Oluşan yüksek frekanslı akımlar, metalin yüzeyinde hareket ederler. Buna kabuk etkisi denir. Metalin bu akımlara karşı gösterdiği direnç nedeniyle ısınma sağlanır ve böylece bir metal parçanın iç kısmı ısıtılmadan yüzeyi ısıtılabilir.

41
Isıtmadan sonra parçaya su verilir
Isıtmadan sonra parçaya su verilir. Sertleşme derinliği, frekansla ters orantılıdır. Herhangi bir frekansta, ısıtma süresi artırılarak sertleşme derinliği artırılabilir. Orta karbonlu çeliklerin sertleştirilmesinde uygulanır.

42
Bobinlerin içerisinden yüksek frekanslı alternetif akım geçirilerek, yüksek frekanslı bir manyetik alan elde edilir. Oluşan yüksek frekenslı akımlara karşı gösterdiği yüksek direnç nedeniyle ısınma sağlanır ve böyelece bir metal parçanın iç kısımı ısıtılmadan yüzeyi ısıtabilir. Ancak, yüzeydeki ısı merkeze doğru iletildiğinden, sertleşme derinliğinin ayarlanmasında ısıtma süresi önemli rol oynar. Su püskürtülerek yüzeyi setleştirir. Akım frekansının sertleşme derinliğine etkisi Tablo da verilmiştir.

43
Herhangi bir frekansta, ısıtma süresi uzatılarak sertleşme derinliği artırılabilir.
Endüksiyonla sertleştirilen yüzey tabakası, alevle sertleştirilen yüzey tabakasına benzer. Ancak, endüksiyon yöntemiyle daha düşük sertleşme derinlikleri elde edilebilir. Endüksiyon yöntemi, alevle sertleşme yönteminde olduğu gibi orta düzeyde karbon içeren alaşımsız çeliklerin yüzeylerinin sertleşmesi için uygulanır. Piston kolu, pompa milleri, alın dişlileri ve kamlar genelde endüksiyonla sertleştirilir.

44
Çökelme sertleşmesi • İç yapıda, dislokasyon hareketlerini engelleyerek dayanımın artmasına sebep olan çok küçük ve sert ikinci fazların çökeltilmesi işlemidir. Çökeltme sertleşmesinde adımlar Çözündürme işlemi (solution treatment): Malzeme tek faz bölgesine ısıtılarak çökelecek olan sert 2. faz, tek faz içerisinde tamamen çözülür. Ani soğutma (Quenching): Oda sıcaklığına ani soğutma ile 2. fazın çökelmesi engellenir ve aşırı doymuş katı çözelti elde edilir. Yaşlandırma işleminde; aşırı doymuş katı çözelti, çözündürme sıcaklığından daha düşük olan yaşlandırma sıcaklığına tekrar ısıtılarak çok küçük bağdaşık (koherent) 2. faz tanecikleri çökeltilir. (Bu çökeltiler dislokasyonlara engel teşkil ederek malzemenin dayanımını arttırır). Aşırı yaşlanma: çökelmelerin çok büyüyerek bağdaşıklığın (koherentliğin ) kaybolması (bu durum istenmez)
: Malzeme tek faz bölgesine ısıtılarak çökelecek olan sert 2. faz, tek faz içerisinde tamamen çözülür. Ani soğutma (Quenching): Oda sıcaklığına ani soğutma ile 2. fazın çökelmesi engellenir ve aşırı doymuş katı çözelti elde edilir. Yaşlandırma işleminde; aşırı doymuş katı çözelti, çözündürme sıcaklığından daha düşük olan yaşlandırma sıcaklığına tekrar ısıtılarak çok küçük bağdaşık (koherent) 2. faz tanecikleri çökeltilir. (Bu çökeltiler dislokasyonlara engel teşkil ederek malzemenin dayanımını arttırır). Aşırı yaşlanma: çökelmelerin çok büyüyerek bağdaşıklığın (koherentliğin ) kaybolması (bu durum istenmez)")
Benzer bir sunumlar














 ostenit içinde karbon difüzyonu ve düşük sıcaklıklarda (≈ 750 oC) ferrit içinde mangan difüzyonu sonucu.>")

 Elementler :>")





