Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
ISIL İŞLEM UYGULAMALARI Mehmet ÇAKICI AR-GE & Proses Kontrol Sorumlusu
EBSO SUNUMU 21 KASIM 2014 ISIL İŞLEM UYGULAMALARI Mehmet ÇAKICI AR-GE & Proses Kontrol Sorumlusu

2
Isıl İşlemin Tanımı Isıl işlem, malzemeye istenilen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemidir.

3
Asil Çelik ‘te uygulanan belli başlı ısıl işlem uygulamaları;
Isıl İşlem Uygulamaları Asil Çelik ‘te uygulanan belli başlı ısıl işlem uygulamaları; Yumuşatma (soğuk kesim tavlaması) Normalizasyon Küreselleştirme İzotermal Tav (F+P yapı tavı) Islah Gerilim Giderme
 Normalizasyon. Küreselleştirme. İzotermal Tav (F+P yapı tavı) Islah. Gerilim Giderme.")
5
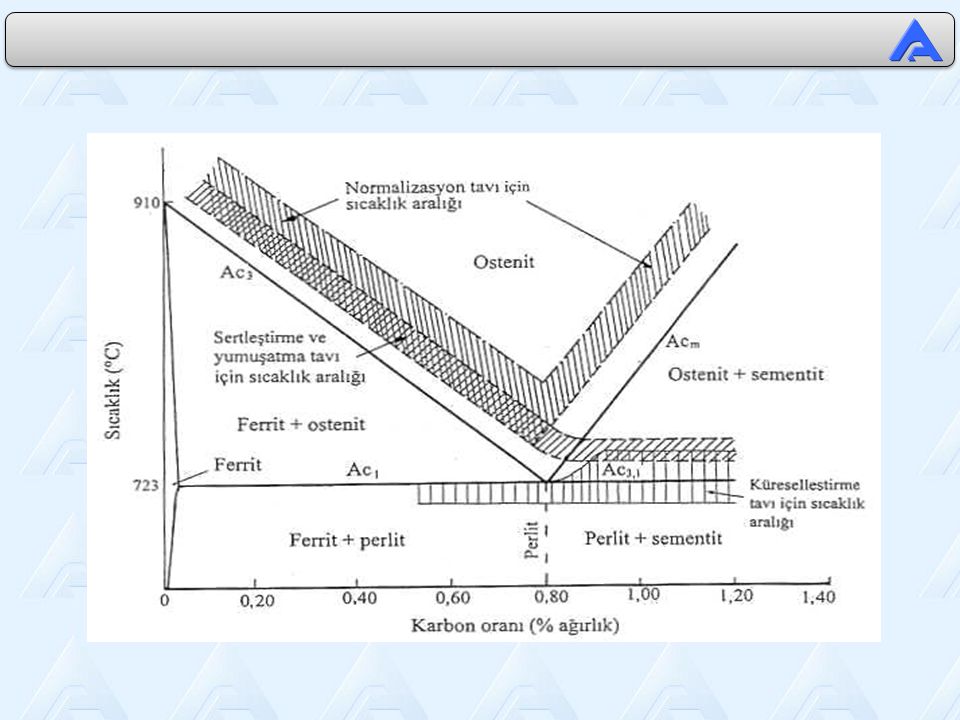
YUMUŞATMA Genel olarak malzemenin soğuk kesime uygun hale getirilmesi için uygulanan bir işlemdir. İç yapıda bir değişikliğe sebep olmaz.

6
NORMALİZASYON Malzemenin homojen ve ince taneli bir yapıya sahip olması için uygulanan işlemdir. Genel olarak talaşlı imalat yapılacak çeliklerde uygulanması uygundur.

7
KÜRESELLEŞTİRME Malzemenin soğuk işlenebilirliğini (dövme amaçlı ) arttıran bir işlemdir. Malzemenin iç yapısı, çok uzun süreli bir ışıl işleme tabi tutulduğu için, küresel perlitler oluşur.
 arttıran bir işlemdir. Malzemenin iç yapısı, çok uzun süreli bir ışıl işleme tabi tutulduğu için, küresel perlitler oluşur.")
8
İZOTERMAL TAV ( YAPI TAVI )
İzotermal tav ( F+P yapı tavı ); Talaşlı imalatta daha kolay talaş kırılganlığı sağlanması amacıyla uygulanan ve yapıda değişikliğe sebep olan işlemdir. ( 16 MnCrS 5, 20 MnCrS 5 vb. )
; Talaşlı imalatta daha kolay talaş kırılganlığı sağlanması amacıyla uygulanan ve yapıda değişikliğe sebep olan işlemdir. ( 16 MnCrS 5, 20 MnCrS 5 vb. )")
9
ISLAH Islah işlemi, malzemede iç yapıda çok önemli bir değişime sebep olmakla beraber mekanik değerlerin (akma, çekme ve tokluk) arttırılması amacıyla uygulanır.
 arttırılması amacıyla uygulanır.")
11
Kesitine uygun olarak östenitleme bölgesinde belli bir süre bekletilen malzeme daha sonra hızlı bir şekilde fırından çıkartılarak su verme işlemi (su verme tankına gider) gerçekleştirilir. Su verme ortamı çeliğin içerdiği alaşıma göre su veya polimer olarak seçilir.

12
Asil Çelik’te su verme ortamı olarak; - Alaşımlı çelikler için ( 42 CrMo 4 / SAE 4140 ve benzeri ) POLİMER - Karbon çelikleri için SU kullanılmaktır.
 POLİMER - Karbon çelikleri için SU kullanılmaktır.")
13
halde bulunan karbon atomları difüzyon ile
Su verme sonrası, östenit içerisinde çözünmüş halde bulunan karbon atomları difüzyon ile östenit yapıdan ayrılmak isterler, ancak soğutma hızı çok yüksek olduğu için karbon atomları difüzyon için yeterli zamanı bulamazlar ve yapı içerisinde hapis olurlar.

14
Karbon atomlarının çözelti içersinde
hapsedilmeleri nedeniyle farklı bir yapı oluşur. Hızlı soğuma sonucunda oluşan bu yapıya “MARTENSİT” adı verilir.

15
Sertleştirme işleminin temel amacı, tamamen martensitik bir yapı elde etmektir. Bunun için de malzemenin tavlama işleminden sonra, kritik soğuma adı verilen bir değerden daha yüksek hızlarda soğutulması gerekir.

16
Su verilen parçanın soğuması üç farklı evrede gerçekleşir
Su verilen parçanın soğuması üç farklı evrede gerçekleşir. A Evresi: Buhar örtüsü veya buhar filmi evresi olarak adlandırılır. Başlangıçta malzemenin sıcaklığı çok yüksek olduğundan, su verme ortamı (polimer / su) buharlaşarak malzemenin üzerinde ince bir buhar filmi oluşturur ve bu film bütün malzemeyi kaplar. Bu buhar filminin ısıl geçirgenliği veya ısı iletimi iyi olmadığından bu devrede nispeten düşük soğuma hızı elde edilir.
 buharlaşarak malzemenin üzerinde ince bir buhar filmi oluşturur ve bu film bütün malzemeyi kaplar. Bu buhar filminin ısıl geçirgenliği veya ısı iletimi iyi olmadığından bu devrede nispeten düşük soğuma hızı elde edilir.")
17
B evresi: Buhar taşınımı evresi olarak
adlandırılır. Malzeme buhar filminin kararlı olmadığı bir sıcaklığa kadar soğuduğunda B evresi başlar. Su verme ortamı ile metal yüzeyi ıslanır ve ani kaynama meydana gelir. En hızlı soğuma bu devrede gerçekleşir.

18
C evresi: Sıvı soğuma aşamasını gösterir.
Malzeme yüzeyinin sıcaklığı su verme sıvısının kaynama noktasına kadar düşünce bu evre başlar. Bu evrede buhar oluşmaz ve soğuma işlemi ısı iletimi ve taşınımı ile gerçekleşir. Ancak, soğuma hızı bu devrede en düşük değerindedir.

19
Su verme evreleri A B C

20
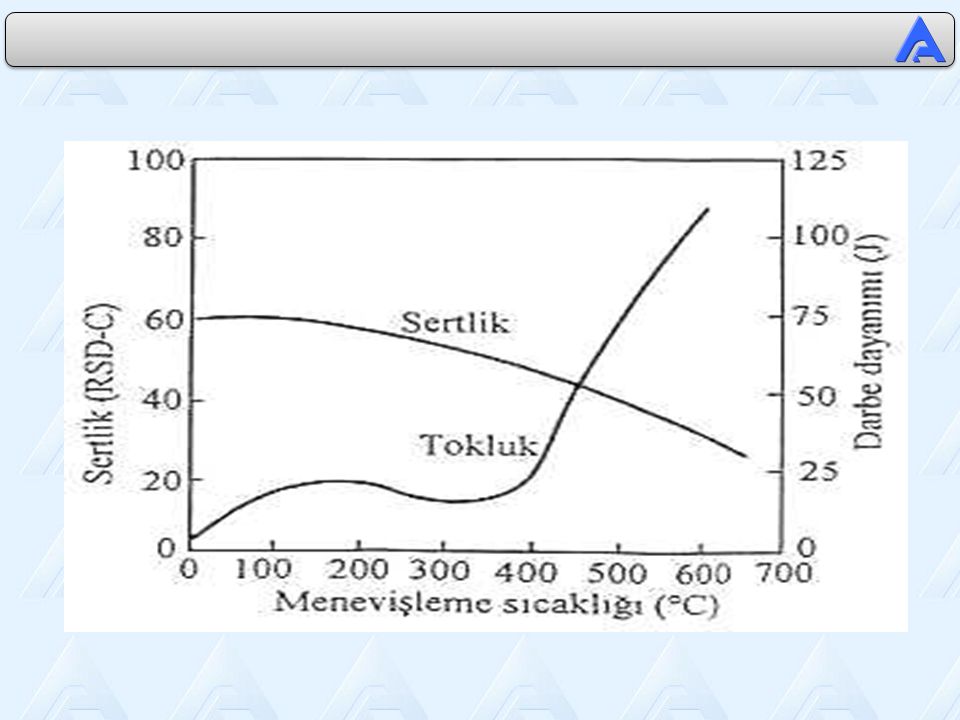
MENEVİŞLEME Su verme işlemi sonrası oluşan martensit yapı çok sert olmasına karşılık kırılgan gevrek bir özelliğe sahiptir. Ayrıca martensit oluşumu çelik içerisinde iç gerilmelerin meydana gelmesine neden olur. Menevişlemenin amacı; su verilen çelikteki kalıntı gerilmeleri gidermek ve çeliğin süneklik ve tokluğunu arttırmaktır.

21
Genel olarak, menevişleme sıcaklığı arttıkça sertlik düşer, tokluk artar. Şekilde SAE 4140 çeliğinin sertlik ve çentik darbe tokluğunun menevişleme sıcaklığına göre değişimi görülmektedir. Ancak 200ºC ile 425ºC arası meneviş gevrekliği görüldüğü için bu aralıkta meneviş yapmak tehlikelidir.

23
42 CrMo(S) 4 SAE 4140 41 Cr(S) 4 SAE 5140 SAE 4150 32 CrMoV 12 10
Örnek ıslah kaliteler 42 CrMo(S) 4 SAE 4140 41 Cr(S) 4 SAE 5140 SAE 4150 32 CrMoV 12 10 SAE 5135 35 CrMo 4 + Pb C 45, SAE 1050, C 50
 4. SAE Cr(S) 4. SAE SAE CrMoV SAE CrMo 4 + Pb. C 45, SAE 1050, C 50.")
24
Mekanik Değer Tablosu (EN 10083-1)
")
25
Isıl işlem sonrası uygulama
- Doğrultma - Çelik (kumlama) püskürtme - İç hata kontrolü - Çatlak kontrolü - Taşlama - Spektral test İşlemleri ardından laboratuvar testleri yapılıp müşteriye teslim edilir.
 püskürtme - İç hata kontrolü - Çatlak kontrolü - Taşlama - Spektral test İşlemleri ardından laboratuvar testleri yapılıp müşteriye teslim edilir.")
26
TEŞEKKÜR EDERİZ…

Benzer bir sunumlar











>")

 ostenit içinde karbon difüzyonu ve düşük sıcaklıklarda (≈ 750 oC) ferrit içinde mangan difüzyonu sonucu.>")






 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler,>")