Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
BÖLÜM 3 KAYNAK YÖNTEMLERİ
İMAL USULLERİ KAYNAK TEKNOLOJİSİ BÖLÜM 3 KAYNAK YÖNTEMLERİ

2
ARK KAYNAĞI Metallerin birleştirilmesinin, bir elektrod ile parça arasındaki elektrik arkının ısısı ile oluşturulduğu bir eritme kaynak yöntemidir.

3
KAYNAK ARKI Bir kaynak akım üretecinin A ve B uçları şekilde görüldüğü biçimde iletken kablolar yardımı ile biri iş parçasına diğeri de elektroda bağlandığında, elektrod iş parçasına değmediği zaman aradaki hava boşluğunun direncinin yüksek olmasından devrede akım hareket etmez, bu halde devre açık'tır denir. Kaynak devresi açık

4
Elektrod iş parçasına dokunduğu zaman devre kapanır ve devrede akım hareket eder, bu akımın hareketi devrede bir sıcaklık yükselmesine neden olur. Bu sıcaklık yükselmesi direncin en yüksek olduğu noktada, en yüksek değerine erişir; burada bu nokta elektrodun iş parçasına değdiği yerdir. Bu durumda değme ideal olmadığından elektrik akımının direnci yüksektir ve bu neden ile değme noktası kızarmaya başlar ve burada ortaya çıkan iyonizasyon ve metal buharları nedeni ile hava iletken hale gelir. Kaynak devresi kapalı.

5
Bu esnada eğer elektrod birkaç milimetre geri çekilirse akım iletken hale gelmiş hava içinde akmaya devam eder ve dışarıdan bakıldığında elektrodun ucu ile iş parçası arasında göz kamaştıran parlak ışıklı ark görülür. Elektrodu noktalama yaparak arkın tutuşturulması Kaynak devresinde ark oluşumu Elektrod sürtme yöntemi ile arkın tutuşturulması

6
Arkın ürettiği elektrik enerjisi, herhangi bir metali eritmeye yeterli sıcaklıklar oluşturur: ~ 5500 °C Çoğu ark kaynak yöntemlerinde kaynaklı bağlantının hacmini ve dayanımını arttırmak için elektrot (ilave) metal eklenir. Elektrot ucunun hemen önünde, esas metal ve eğer kullanılıyor ise dolgu metali karışımından oluşan bir erimiş metal banyosu oluşur. Elektrot kaynak yapılacak parça üzerinde ilerledikçe ardında kalan sıvı metal banyosu katılaşır. Kaynakta elektrotun hareketi el ile (manuel) ya da mekanik olarak (yarı, tam veya robot) ile sağlanır. Manuel kaynakta kalite kaynakçının becerisi ve iş disiplinine bağlıdır. Ark kaynağında verim arkın var olduğu süre şeklinde adlandırılan ARK SÜRESİ ile ölçülür. Ark Süresi (oranı) = Arkın oluştuğu süre / Çalışma Süresi Manuel de bu % 20 iken mekanikte % 50 ye çıkar.
 metal eklenir. Elektrot ucunun hemen önünde, esas metal ve eğer kullanılıyor ise dolgu metali karışımından. oluşan bir erimiş metal banyosu oluşur. Elektrot kaynak yapılacak parça üzerinde ilerledikçe ardında kalan sıvı metal banyosu katılaşır. Kaynakta elektrotun hareketi el ile (manuel) ya da mekanik olarak (yarı, tam veya robot) ile sağlanır. Manuel kaynakta kalite kaynakçının becerisi ve iş disiplinine bağlıdır. Ark kaynağında verim arkın var olduğu süre şeklinde adlandırılan ARK SÜRESİ ile ölçülür. Ark Süresi (oranı) = Arkın oluştuğu süre / Çalışma Süresi. Manuel de bu % 20 iken mekanikte % 50 ye çıkar.")
7
GENEL ARK KAYNAĞI KONULARI
Elektrot Eriyen (tüketilir) ve Erimeyen (tüketilmeyen) olmak üzere iki temel sınıfa ayrılır. Eriyen elektrot aynı zamanda dolgu metalidir. Eriyen elektrotlar çubuk ve tel şeklinde olurlar. Çubukların sık değişim ihtiyacı en büyük dezavantajlarıdır. Tel olanlar sürekli beslenir ve kesintili süre oluşmaz. Erimeyen elektrotlar Tungsten gibi kaynak esnasında ark sıcaklığı ile erimeye dirençli metallerden üretilirler. Bunlarda zamanla karıncalanma gibi aşınırlar. Bu elektrotlar ile yapılan kaynakta dolgu metali kullanılıyor ise kaynak banyosuna ayrı bir tek ile beslenmelidir. Arkın Korunması Ark kaynağında çıkılan yüksek sıcaklıklarda, metaller havadaki oksijen, azot ve hidrojenle tepkimeye girebilirler. Sıvı metalin hava ile teması kesilmelidir.
 ve Erimeyen (tüketilmeyen) olmak üzere iki temel sınıfa ayrılır. Eriyen elektrot aynı zamanda dolgu metalidir. Eriyen elektrotlar çubuk ve tel şeklinde olurlar. Çubukların sık değişim ihtiyacı en büyük dezavantajlarıdır. Tel olanlar sürekli beslenir ve kesintili süre oluşmaz. Erimeyen elektrotlar Tungsten gibi kaynak esnasında ark sıcaklığı ile erimeye dirençli metallerden üretilirler. Bunlarda zamanla karıncalanma gibi aşınırlar. Bu elektrotlar ile yapılan kaynakta dolgu metali kullanılıyor ise kaynak banyosuna ayrı bir tek ile beslenmelidir. Arkın Korunması. Ark kaynağında çıkılan yüksek sıcaklıklarda, metaller havadaki oksijen, azot ve hidrojenle tepkimeye girebilirler. Sıvı metalin hava ile teması kesilmelidir.")
8
—Bu tepkimeler kaynak bağlantısının mekanik özelliklerini olumsuz etkiler.
—Bu tepkimeleri engellemek için arkın havayla temasının kesilmesi gerekir. Ark koruması iki şekilde yapılabilir: —Koruma gazları, e.g., argon, helyum, CO2 —Dekapan: Temizleyici (flux) Dekapan: Kaynak sırasında oksitlerin ve diğer kirliliklerin oluşumunu engelleyen veya bunları çözerek uzaklaştıran bir maddedir. Kaynak için koruyucu atmosfer oluşturur Arkı kararlı hale getirir Sıçramayı azaltır Değişik Dekapan Uygulama Yöntemleri: Toz şeklinde kaynak bölgesine dökülebilir. Çubuk elektrotların üzeri dekapanla kaplanır, elektrot eridikçe, dekapan kaynak bölgesine girer. Bunlara örtülü elektrot denir. Dekapanın öz halinde içine doldurulduğu ve elektrod erirken açığa çıkan tüp şeklindeki elektrodlar (özlü elektrodlar)
 Dekapan: Kaynak sırasında oksitlerin ve diğer kirliliklerin oluşumunu engelleyen veya bunları çözerek uzaklaştıran bir maddedir. Kaynak için koruyucu atmosfer oluşturur. Arkı kararlı hale getirir. Sıçramayı azaltır. Değişik Dekapan Uygulama Yöntemleri: Toz şeklinde kaynak bölgesine dökülebilir. Çubuk elektrotların üzeri dekapanla kaplanır, elektrot eridikçe, dekapan kaynak bölgesine girer. Bunlara örtülü elektrot denir. Dekapanın öz halinde içine doldurulduğu ve elektrod erirken açığa çıkan tüp şeklindeki elektrodlar. (özlü elektrodlar)")
9
Ark Kaynağındaki Akım Üreteçleri (KAYNAK MAKİNALARI )
Kaynak makinalarının veya akım üreteçlerinin amacı kaynak arkını sürekli oluşturacak gerilim ve şiddette kaynak akımını sağlamaktır. Elektrik ark kaynağını hem doğru hem de alternatif akımda yapmak mümkün olduğundan, kaynak makinaları da iki ana gruba ayrılır. Doğru akım veren kaynak makinaları: Kaynak jeneratörü ve kaynak redresörleri. Alternatif akım kaynak makinaları: Kaynak transformatörleri. – AC makinaları satın alma ve işletme bakımından daha ucuzdur ancak genellikle demir esaslı metallerle sınırlıdır. – DC ekipman tüm metallerde kullanılabilir ve genel olarak ark kontrolü için daha avantajlıdır. Tüm ark kaynaklarında; ısı kaynağında üretilen güç P = I.E(U) dir. Bu güç işlemde ısıya dönüştürülür. RHw = f1.f2. I.E = Um AW v Birim zamanda kaynak edilen hacim Rvw = RHw / Um mm^3/s
 dir. Bu güç işlemde ısıya dönüştürülür. RHw = f1.f2. I.E = Um AW v. Birim zamanda kaynak edilen hacim Rvw = RHw / Um mm^3/s.")
10
KUTUPLAMA DAEP: Doğru Akım Elektrod Pozitif (Ters Kutuplama)
DAEN: Doğru Akım Elektrod Negatif (Düz kutuplama) (a) TIG kaynağı; kaynak banyosunun (b) DAEN için nüfuziyet şekli; (c) DAEP için nüfuziyet şekli; (d) AA için nüfuziyet şekli
 (a) TIG kaynağı; kaynak banyosunun. (b) DAEN için nüfuziyet şekli; (c) DAEP için nüfuziyet şekli; (d) AA için nüfuziyet şekli.")
11
ÖRTÜLÜ ELEKTROD ARK KAYNAĞI YÖNTEMİ
Dekapan ve koruma sağlayan kimyasallarla kaplı bir ilave metal çubuktan oluşan bir eriyen elektrod ile yapılan ark kaynağıdır. Güç üreteci, bağlantı kabloları, elektrod ve pensler birkaç bin TL’ye elde edilebilir.

13
Örtülü elektrod ark kaynağı, kaynak için gerekli ısının, örtü kaplı tükenen bir elektrod ile iş parçası arasında oluşan ark sayesinde ortaya çıktığı, elle yapılan bir ark kaynak yöntemidir. Elektrodun ucu, kaynak banyosu, ark ve iş parçasının kaynağa yakın bölgeleri, atmosferin zararlı etkilerinden örtü maddesinin yanması ve ayrışması ile oluşan gazlar tarafından korunur. Ergimiş örtü maddesinin oluşturduğu cüruf kaynak banyosundaki ergimiş kaynak metali için ek bir koruma sağlar. İlave metal (dolgu metali), tükenen elektrodun çekirdek telinden ve bazı elektrodlarda da elektrod örtüsündeki metal tozları tarafından sağlanır. Pek çok malzemenin kimyasal ve mekanik özelliklerini karşılayacak örtülü elektrod türü mevcuttur. Bu nedenle kaynaklı birleştirmeler de ana malzemenin sahip olduğu özelliklere sahip olabilir. Örtülü elektrod ark kaynağı açık ve kapalı alanlarda uygulanabilir. Elektrod ile ulaşılabilen her noktada ve pozisyonda kaynak yapmak mümkündür. Diğer kaynak yöntemleri ile ulaşılamayan dar ve sınırlı alanlarda kaynak yapmak mümkündür. Kaynak makinesinin güç kaynağı uçları uzatılabildiği için uzak mesafedeki bağlantılarda kaynak yapılabilir. Kaynak ekipmanları hafif ve taşınabilir. Örtülü elektrod ark kaynağının metal yığma hızı ve verimliliği pek çok ark kaynak yönteminden düşüktür. Elektrodlar belli boylarda kesik çubuklar şeklindedir, bu nedenle her elektrod tükendiğinde kaynağı durdurmak gerekir. Her kaynak pasosu sonrasında kaynak metali üzerinde oluşan cürufu temizlemek gerekir.
, tükenen elektrodun çekirdek telinden ve bazı elektrodlarda da elektrod örtüsündeki metal tozları tarafından sağlanır. Pek çok malzemenin kimyasal ve mekanik özelliklerini karşılayacak örtülü elektrod türü mevcuttur. Bu nedenle kaynaklı birleştirmeler de ana malzemenin sahip olduğu özelliklere sahip olabilir. Örtülü elektrod ark kaynağı açık ve kapalı alanlarda uygulanabilir. Elektrod ile ulaşılabilen her noktada ve pozisyonda kaynak yapmak mümkündür. Diğer kaynak yöntemleri ile ulaşılamayan dar ve sınırlı alanlarda kaynak yapmak mümkündür. Kaynak makinesinin güç kaynağı uçları uzatılabildiği için uzak mesafedeki bağlantılarda kaynak yapılabilir. Kaynak ekipmanları hafif ve taşınabilir. Örtülü elektrod ark kaynağının metal yığma hızı ve verimliliği pek çok ark kaynak yönteminden düşüktür. Elektrodlar belli boylarda kesik çubuklar şeklindedir, bu nedenle her elektrod tükendiğinde kaynağı durdurmak gerekir. Her kaynak pasosu sonrasında kaynak metali üzerinde oluşan cürufu temizlemek gerekir.")
14
• Çelikler, paslanmaz çelikler, dökme demirler ve bazı belirli demirdışı alaşımlarda kullanılır.
• Alüminyum ve alaşımlarında, bakır alaşımlarında ve titanyumda hiç kullanılmaz veya nadiren kullanılır. ÖRTÜLÜ ELEKTRODLAR Pazarda çeşitli örtü tiplerinde elektrodlar satılır ve bunların kimyasal kompozisyonları ark kararlılığına, nüfuziyet derinliğine, kaynak malzemesi miktarına ve kaynak banyosu kalitesine etki eder.

15
Örtülü elektrod ark kaynağında akım 30 ila 300 A arasında, voltaj 15 ila 45 V arasında değişir. Uygun kaynak parametreleri parça malzemesi, elektrot tipi ve arzu edilen nüfuziyet derinliğine bağlı olarak seçilir. Elektrotun boyu işlem sürrsince devamlı kısaldığı için direnç değişmekte ve elektrot ısınmasına yol açmaktadır. Bu nedenle yüksek akım A değerlerine çıkılması sakıncalıdır.

17
Elektrodun hareket açısının dikişin biçimine etkisi (şematik).
Yaygın olarak inşaat, boru hatları, makine gövdeleri, gemi inşaatı, imalat atölyeleri ve tamir kaynağı işlerinde kullanılır.

18
ERİYEN ELEKTROD İLE GAZALTI ARK KAYNAK YÖNTEMLERİ
Elektrot olarak çıplak bir eriyen metal telin kullanıldığı ve ark korumasının dışarıdan bir koruyucu gazla yapıldığı ark kaynağı işlemidir.

19
Örtülü elektrod kullanarak, el ile yapılan ark kaynağının en büyük dezavantajları, güvenilir bir bağlantı elde edilebilmesi için kaynakçının belirli bir düzeyde yetiştirilmiş olması ve kaynak hızının sınırlı oluşudur. Bu iki husus da sonucun pahalı olmasına ve acele yapılması gereken işlerin belirli bir termin süresinden önce bitirilememesine neden olmaktadır. Özellikle kalın parçaların kaynağında, kaynak süresi çok uzun olmaktadır; zira elektrod çapı belirli bir ölçüden sonra arttırılamamaktadır; örneğin 6 mm.'den daha kalın çaplı elektrodlar kullanıldığında, kaynakçının işlem esnasında kaynak banyosuna hâkimiyeti güçleşmektedir. Kaynak esnasında, cürufun temizlenmesi ve elektrod değiştirilmesi için sarfedilen zaman genellikle bilfiil kaynak süresini aşmaktadır. Her elektrodun uç kısmında birkaç santimlik bir kısım (koçan) kullanılmadan atılmakta ve bu da maliyeti etkilemektedir. Akım şiddetini arttırarak erime süresini kısaltmak da iyi sonuç vermemektedir, zira bu kaynak yönteminde elektrod fazlaca ısındığından örtü ark bölgesinden evvel yanarak bozulmakta ve kendinden beklenen görevi yerine getirememektedir. Ayrıca el ile yapılan kaynakta hızın, belirli bir değerin üzerine çıkması kaynakçının, kaynağa hâkimiyetini güçleştirmektedir. Kaynak maliyetini düşürmek, termin süresini kısaltmak ve kaynakçı faktörünün dikişin kalitesine olan etkisini azaltmak için, günümüz teknolojisi otomatik veya mekanize kaynak yöntemleri diye adlandırılan bazı modern yöntemler geliştirmiştir.
 kullanılmadan atılmakta ve bu da maliyeti etkilemektedir. Akım şiddetini arttırarak erime süresini kısaltmak da iyi sonuç vermemektedir, zira bu kaynak yönteminde elektrod fazlaca ısındığından örtü ark bölgesinden evvel yanarak bozulmakta ve kendinden beklenen görevi yerine getirememektedir. Ayrıca el ile yapılan kaynakta hızın, belirli bir değerin üzerine çıkması kaynakçının, kaynağa hâkimiyetini güçleştirmektedir. Kaynak maliyetini düşürmek, termin süresini kısaltmak ve kaynakçı faktörünün dikişin kalitesine olan etkisini azaltmak için, günümüz teknolojisi otomatik veya mekanize kaynak yöntemleri diye adlandırılan bazı modern yöntemler geliştirmiştir.")
20
Bütün bu kaynak yöntemlerinde ana tema, çıplak elektrod telini mekanik bir tertibat yardımı ile otomatik olarak sürekli ilerletip, akımı, ark bölgesine çok yakın bir yerden vererek telin yüklenebileceği akım şiddetini arttırıp erime gücünü yükseltmektedir. Yalnız burada en önemli husus, elektrod örtüsünün görevini yüklenecek bir faktörün devreye sokulmasıdır. Elektrod örtüsünün görevleri içinde en önemlisi ve en vazgeçilemezi bir koruyucu gaz atmosferi oluşturarak, kaynak banyosunu havanın oksijen ve azotunun olumsuz etkilerinden korumasıdır; şu halde, örtünün yerini alacak olan nesne muhakkak bu görevi yüklenmiş olmalıdır. Bu konuda yapılan çalışmalar sonucunda iki ayrı yoldan gidilerek, bugün tozaltı ve gazaltı diye adlandırdığımız kaynak yöntemleri geliştirilmiştir. Eriyen elektrod ile gazaltı kaynağı çok geniş bir uygulama alanına sahiptir, çok ince levhalar hariç, her kalınlıktaki demir esaslı ve demir dışı metal ve alaşımların kaynağında kullanılabilmektedir. Bu yöntemin uygulanması çok basittir, operatör hiçbir zorlukla karşılaşmaz; toprak kablosunu iş parçasına bağlayıp, torçun ucundaki tel elektrodu kaynak ağzına değdirmek kâfi gelmektedir, zira sistem uygun ark boyunu, kendisi otomatik olarak sabit tutmaktadır. Uygulama kolaylığı nedeni ile bütün demir dışı metal ve alaşımlarının kaynağında çok popüler ve aranılan bir yöntem haline gelen MIG yönteminin sade karbonlu ve az alaşımlı çelikler için uygulama alanı bulamamasına asal gazın pahalılığı neden olmuştur.

21
Yapılan araştırmalar sonucu, ilk defa ABD'de alüminyum ve alaşımlarının sonra da sırası ile yüksek alaşımlı çeliklerin, bakır ve alaşımlarının, karbonlu çeliklerin kaynağında uygulanmış olan MIG (Metal Inert Gas) kaynak yönteminde ark, helyum veya argon gibi asal bir gaz atmosferi altında yanar. Inert gaz O2, CO2, H2 veya benzer maddelerin çok az miktarlarıyla karışsa bile bu işleme MIG kaynak denir. CO2 gibi aktif bir koruyucu gazaltında yapılan bu kaynak yöntemine Metal Active Gas kelimelerinin baş harflerinden yararlanılarak MAG adı verilmiştir. Son yıllarda geliştirilen, darbeli akım yönteminde, kaynak akımı, ayarlanan frekansta bir alt ve bir üst değer arasında değiştirilerek iş parçasına aktarılan ısı girdisi minimumda tutularak, özellikle ince parçalarda çarpılma azaltılmıştır. Sanayileşmiş ülkelerde günümüzün en popüler yarı otomatik kaynak yöntemi olan MIG-MAG yöntemi son yıllarda ülkemizde hızla yayılmaktadır. Koruyucu gaz ve çıplak tel elektrod, kaynak banyosu üzerindeki curuf örtüsünün oluşmamasını sağlar. Curufun elle taşlanmasına veya temizlenmesine ihtiyaç duyulmaz. Kaynak sonrası cüruf temizleme olmadığı için çoklu pasoya uygun bir yöntemdir.

22
Kaynak esnasında herhangi bir nedenle ark boyu uzadığı zaman Şekil’de görüldüğü gibi akım şiddeti büyük miktarda azalır. Buna bağlı olarak da eriyen tel miktarı azaldığından ark normal boyuna döner; aksi halde, yani ark boyunun kısalması halinde ise akım şiddeti süratle artar, eriyen tel miktarı da buna bağlı olarak artacağından neticede de ark boyu normale döner. Bu kaynak yönteminde görüldüğü gibi ark boyunun ayarlanması yarı otomatik kaynak halinde dahi, kaynakçının melekesine veya dikkatine bırakılmamıştır. Ark boyu kaynak akım üretecinin yatay karakteristiği sayesinde kendinden ayarlanmaktadır.

23
KAYNAK PARAMETRELERİNİN SEÇİMİ
Kaynak parametreleri kaynak işlemini ve elde edilen kaynak bağlantısının kalitesini belirleyen en önemli unsurlardır. Kaynak parametreleri, kaynaklanan metal veya alaşım ile kaynak metalinin türü ve kaynak ağız geometrisi gözönünde bulundurularak saptanır. Bu parametrelerin seçimi kaynakçının çalışma koşullarını kolaylaştırdığı gibi gereken özelikte kaynaklı bağlantı elde edebilme olasılığını da arttırır. Kaynak parametreleri, kaynak öncesi saptanan ve kaynak süresince değiştirilmesi mümkün olmayan parametreler, birinci derecede ayarlanabilir ve ikinci derecede ayarlanabilir parametreler olmak üzere üç ayrı grupta incelenebilir. Birinci gruba giren parametreler kaynağın uygulanmasından önce saptanan, kaynak koruyucu gaz türü, elektrod türü ve çapı gibi etmenlerdir ve bunların kaynak işlemi esnasında değiştirilmesine olanak yoktur. Bu parametreler, kaynaklanan malzemenin türü, kalınlığı, kaynak pozisyonu, erime gücü ve bağlantıdan beklenen mekanik özelikler gözönüne alınarak saptanır.

24
Birinci derecede ayarlanabilir diye adlandırılan, ikinci gruba giren parametreler, ilk gruba giren parametreler seçildikten sonra, kaynak dikişini kontrol altında tutan, dikişin biçimini, boyutlarını, ark stabilitesini ve kaynaklı bağlantının emniyetini etkileyen değişkenlerdir. MIG-MAG kaynağında bu parametreler akım şiddeti, ark gerilimi ve kaynak hızıdır. Bu parametreler kolaylıkla ölçülebildiği gibi, kaynak esnasında da gereken hallerde yeniden ayarlanabilen ve tüm dikişi en sıkı ve etkin bir biçimde kontrol altında tutan etmenlerdir. Üçüncü gruba, kaynak işlemi süresince sürekli olarak değişen ve kaynak dikişinin biçimini oldukça şiddetli bir şekilde etkileyen parametreler girer. Bu parametrelerin önceden seçilip değerlendirilmeleri oldukça zordur ve bazı hallerde etkileri de açık bir şekilde görülmez. Bunlar genelde ikinci gruba giren parametreleri etkileyen ve dolaylı olarak da kaynak dikişinin biçimini belirleyen parametrelerdir. MIG-MAG kaynağında bunlar torç açısı ve elektrod serbest uç uzunluğu olarak sıralanabilir. Elektrod çapı Her tür elektrod bileşimi için çapa bağlı olarak bir akım şiddeti aralığı vardır. Büyük çaplı elektrodlar daha yüksek akım şiddeti ile kullanılabildiklerinden daha yüksek bir erime gücüne sahiptirler ve daha derin nüfuziyetli dikişler oluştururlar.

25
Dikişin nüfuziyeti de, akım yoğunluğuna bağlıdır, aynı akım şiddetinde, küçük çaplı elektrodla daha derin nüfuziyetli dikişler elde edilir. Büyük çaplı elektrod halinde ise kaynak dikişi daha büyük olur.

26
KORUYUCU GAZ TÜRÜ Gazaltı kaynağında çeşitli türlerde gazlar kullanılır ve her gazın oluşturduğu erime gücü, dikiş biçimi ve nüfuziyet birbirlerinden farklıdır. Koruyucu gaz türünün aynı zamanda kaynak esnasında sıçrama miktarına, kaynak hızına, kaynak metalinin arktaki transfer şekline ve elde edilen bağlantının mekanik özeliklerine etkisi vardır.

27
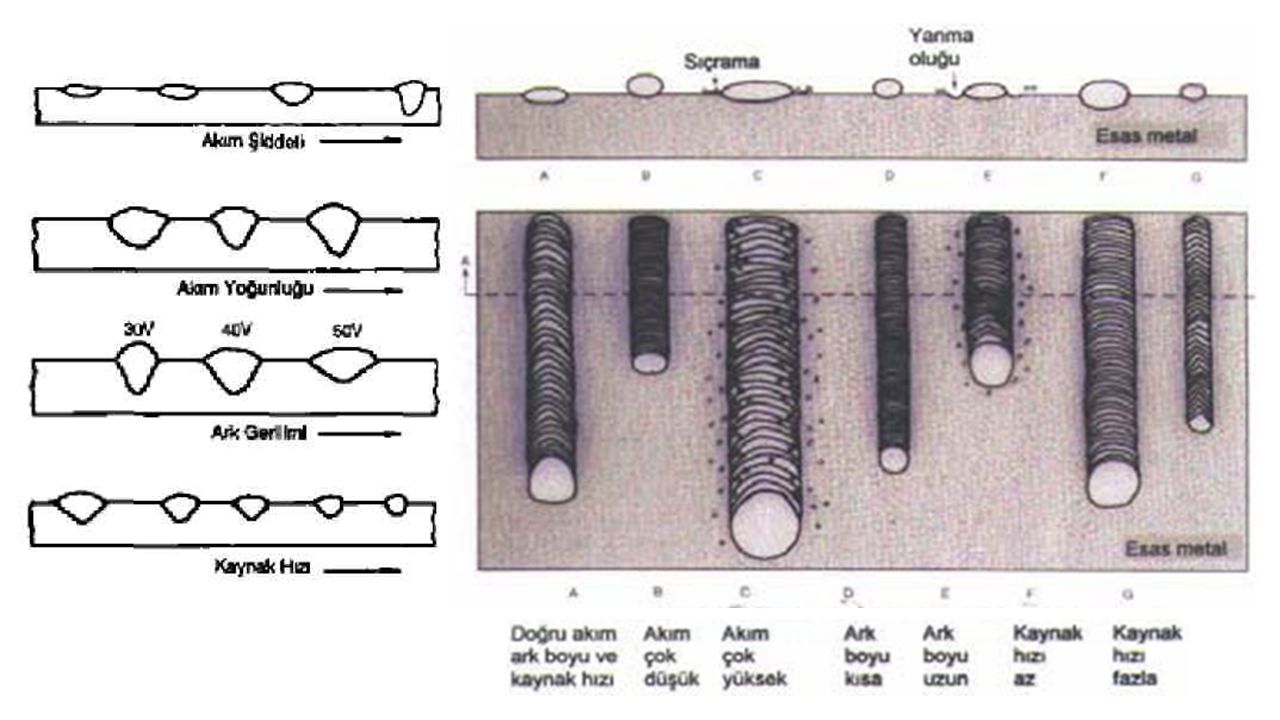
Kaynak akım şiddeti Kaynakta kullanılan akım şiddetinin erime gücüne, kaynak dikiş biçim ve boyutlarına ve nüfuziyete etkisi diğer bütün parametrelerden daha şiddetlidir. Aşırı yüksek akım şiddeti çok geniş bir kaynak banyosu ve derin nüfuziyete neden olduğundan delinmelerin ortaya çıkmasına neden olabilir; çok düşük akım şiddeti de çok kötü bir nüfuziyete ve elektrod metalinin parçanın üzerine yığılmasına neden olur.

28
MIG-MAG kaynağında gaz sarfiyatı tel çapı, lüle çapı ve akım şiddeti arasındaki ilişki

29
Kaynak gerilimi (Ark boyu)
Sabit gerilim karakteristikli bir kaynak akım üreticinde ark gerilimi veya kaynak gerilimi, elektrod ucu ile iş parçası arasındaki uzaklık tarafından belirlenir.

30
Kaynak hızı Kaynak hızı, kaynak arkının iş parçası boyunca olan hareketi veya birim zamanda yapılan kaynak dikişi boyu olarak tanımlanır. En derin nüfuziyet kaynak hızının optimum değerinde elde edilir ve bu hızın yavaşlaması veya artması hallerinde ise nüfuziyet azalır. Kaynak hızı yavaş olduğu zaman, birim zamanda birim boya yığılan kaynak metali artar ve bu da kaynak banyosunun büyümesine neden olur, çok akışkan hale gelen sıvı metal ağız içinde arkın önüne doğru akar ve bu da nüfuziyetin azalmasına neden olur ve sonuçta geniş bir kaynak dikişi elde edilir. Kaynak hızının artması, dikiş yüksekliğinin artmasına neden olur. Aşırı derecede yavaş kaynak hızı, fazla miktarda kaynak metalinin yığılması ve nüfuziyetin azlığı nedeni ile ağız kenarlarında kalan bölge oluşmasına neden olur. Hızın artması birim boya verilen ısının azalmasına ve dolayısı ile de esas metalin eriyen miktarlarının azalmasına neden olur ve bu da nüfuziyeti azaltır. Kanyak hızının aşırı artması, kaynak metalinin kaynak ağzını doldurmaması nedeni ile dikiş kenarlarında yanma oluklarını andıran yarıkların oluşmasına neden olur. Şekilde kaynak hızının kaynak dikişinin biçim ve boyutlarına olan etkisi görülmektedir.

31
Serbest tel uzunluğu Elektrod serbest tel uzunluğu, torç içindeki kontak borusunun en uç noktası ile tel elektrodun uç kısmı arasındaki mesafe olarak tarif edilir. Bu boyun uzaması sonucu elektrodun elektrik direnci artar ve elektrodun ön ısınması diye tanımlanan sıcaklığı yükselir ve dolayısı ile de elektrodun uç noktasını eritebilmek için gerekli akım şiddetinde azalma ortaya çıkar.

32
Torç açısı Sağa kaynak pozitif hareket açısı ile daha dar, daha yüksek ve daha derin nüfuziyetli dikiş elde edilir, ark daha stabildir ve sıçrama daha azdır; sağa kaynak daha ziyade çeliklerin kaynağında tercih edilen bir yöntemdir. Sola kaynak (hareket açısı negatif) ise esas metale intikal eden ısı miktarını azaltmak gayesi ile alüminyumun kaynağında tercih edilen bir yöntemdir.
 ise esas metale intikal eden ısı miktarını azaltmak gayesi ile alüminyumun kaynağında tercih edilen bir yöntemdir.")
33
ÖZLÜ TEL ELEKTRODLA ARK KAYNAĞI YÖNTEMİ
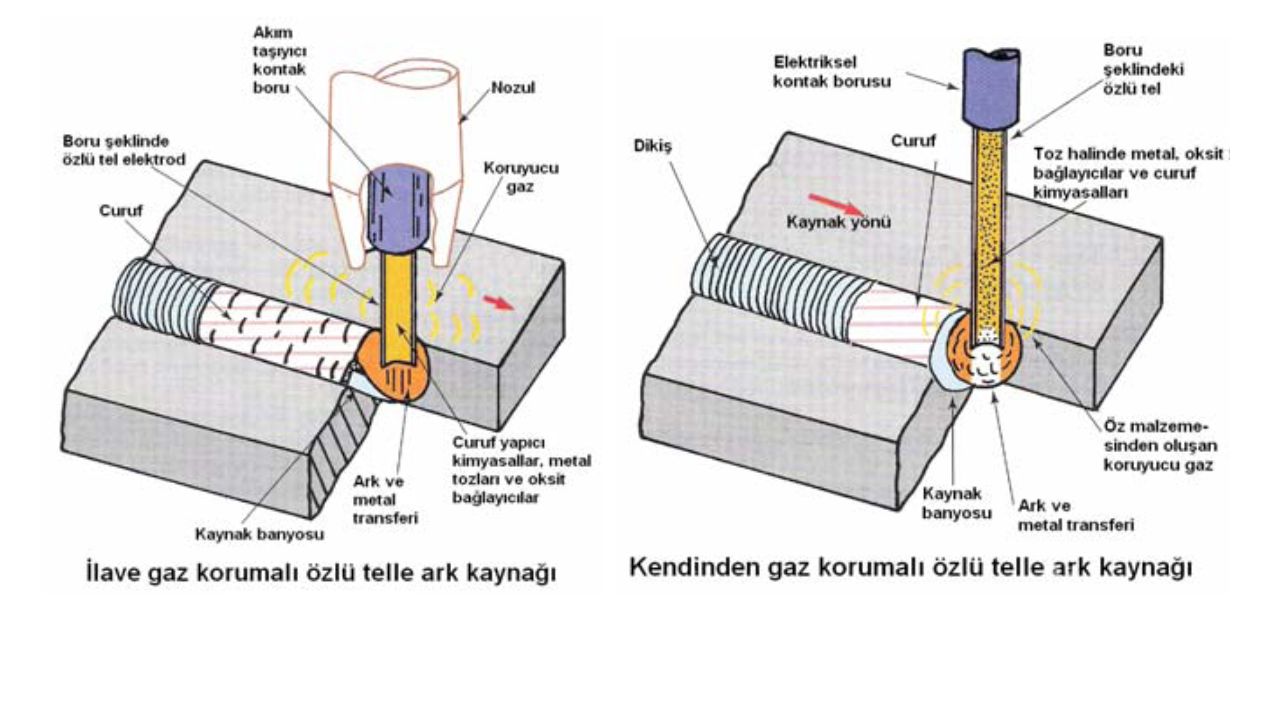
*Özlü tel elektrodla ark kaynağı, sürekli bir ilave metal elektrod ile kaynak banyosu arasında ark oluşturulması esasına dayanır. *Yöntem, ayrıca sevk edilen bir koruyucu gaz örtüsü altında (bazı uygulamalarda gaz kullanılmaz) ve tüp şeklindeki elektrodun içindeki tozdan (öz) oluşan bir örtü korumasıyla birlikte uygulanır. *Özlü tel elektrod, içinde çeşitli toz malzeme bulunan metal bir tüp formunda kompozit bir ilave metaldir. *Kaynak sırasında kaynak metalinin yüzeyini yoğun bir cüruf tabakası kaplar. Özlü tel elektrodla ark kaynağını diğer ark kaynak yöntemlerinden ayıran özellik, cüruf yapan maddelerin, sürekli beslenen bir tel elektrodun içinde olmasıdır. *Dikkat çekici işlem karakteristikleri ve oluşan dikişin özellikleri, bu yöntemin geliştirilmesine yol açmıştır. *Bu yöntem, kendisini ark'ın ve kaynak banyosunun atmosferik kirlenmelerden (oksijen ve azot) korunması hususunda diğer yöntemlerden farklı kılan iki temel özelliğe sahiptir. Bir tanesi, kendinden korumalı özlü telle ark kaynağıdır. Bu yöntemde erimiş metal, toz özün ark ısısı tarafından ayrıştırılması ve buharlaştırılmasıyla korunur. Diğer tip olan ilave gaz korumalı özlü telle ark kaynağı ise, toz özün etkisine ek olarak dış bir koruyucu gaz kullanır.
 ve tüp şeklindeki elektrodun içindeki tozdan (öz) oluşan bir örtü korumasıyla birlikte uygulanır. *Özlü tel elektrod, içinde çeşitli toz malzeme bulunan metal bir tüp formunda kompozit bir ilave metaldir. *Kaynak sırasında kaynak metalinin yüzeyini yoğun bir cüruf tabakası kaplar. Özlü tel elektrodla ark kaynağını diğer ark kaynak yöntemlerinden ayıran özellik, cüruf yapan maddelerin, sürekli beslenen bir tel elektrodun içinde olmasıdır. *Dikkat çekici işlem karakteristikleri ve oluşan dikişin özellikleri, bu yöntemin geliştirilmesine yol açmıştır. *Bu yöntem, kendisini ark ın ve kaynak banyosunun atmosferik kirlenmelerden (oksijen ve azot) korunması hususunda diğer yöntemlerden farklı kılan iki temel özelliğe sahiptir. Bir tanesi, kendinden korumalı özlü telle ark kaynağıdır. Bu yöntemde erimiş metal, toz özün ark ısısı tarafından ayrıştırılması ve buharlaştırılmasıyla korunur. Diğer tip olan ilave gaz korumalı özlü telle ark kaynağı ise, toz özün etkisine ek olarak dış bir koruyucu gaz kullanır.")
34
Her iki yöntemde de, elektrodun öz maddesi, katılaşmakta olan kaynak metalini korumak üzere bir cüruf oluşturur. Özlü telle ark kaynağı, normalde bir yarı mekanize kaynak yöntemidir. Yöntem ayrıca makinayla ve tam mekanize olarak da uygulanabilir. Yöntemin Temel Prensipleri Özlü telle ark kaynağının üstünlüğü, üç genel özelliği birleştirmesinde yatmaktadır: sürekli telle kaynağın verimliliği (b) bir cürufun varlığıyla elde edilen metalürjik üstünlükler (dezoksidasyon, alaşımlama vs.) (c) kaynak banyosunu koruyan ve şekillendiren bir cüruf. Özlü telle ark kaynağı, elektrik ark kaynağının, gazaltı kaynağının ve tozaltı kaynağının bir kombinasyonudur.
 bir cürufun varlığıyla elde edilen metalürjik üstünlükler (dezoksidasyon, alaşımlama vs.) (c) kaynak banyosunu koruyan ve şekillendiren bir cüruf. Özlü telle ark kaynağı, elektrik ark kaynağının, gazaltı kaynağının ve tozaltı kaynağının bir kombinasyonudur.")
36
Tipik, özlü telle ark kaynak donanımı
Tam Mekanize Kaynak Donanımı

37
Özlü Tel Elektrodlar Özlü tel elektrodun cazibesi, içindeki özün çok değişik şekilde oluşturulabilmesinde yatmaktadır. Genellikle elektrodlar, alaşımlı veya alaşımsız bir çelik kılıf içindeki cüruf ve alaşım yapıcı malzemelerden oluşur. Özün kimyasal bileşimi, elektrodun sınıfına ve üretici firmasına göre değişir.

38
Koruyucu Gazlar Karbondioksit Karbondioksit (CO2), özlü telle ark kaynağında en yaygın şekilde kullanılan koruyucu gazdır. Bu gazın iki avantajı, düşük maliyet ve yüksek kaynak nüfuziyetidir. Karışım Gazlar Özlü telle ark kaynağında kullanılan karışım gazlar, iki ayrı gazın ayrı avantajlarını bir araya getirmek amacıyla karıştırılarak elde edilir. Argon, tüm kaynak sıcaklıklarında kaynak banyosunu koruma kapasitesine sahiptir. Bir koruyucu gaz karışımında yeterli miktarda varlığı, % 100 CO2 korumasında oluşan oksidasyona göre daha düşük oksidasyon oluşmasını sağlar. İlave gaz korumalı özlü telle ark kaynağında en yaygın kullanılan gaz karışımları % 75 Argon, % 25 Helyum'dur. (yüksek akma ve çekme dayanımı )
")
39
Elektro-Gaz Kaynağı Kaynak Yapılabilen Malzemeler
Elektrik ark kaynağıyla, MIG/MAG kaynağıyla ve tozaltı kaynağıyla kaynak yapılabilen çeliklerin çoğu özlü telle ark kaynağıyla da kaynak yapılabilir. Bu çeliklerden bazıları, alaşımsız ve düşük alaşımlı yapı çelikleri, yüksek dayanımlı su verilmiş ve temperlenmiş ayrıca normalize edilmiş ince taneli yapı çelikleri, yüksek sıcaklığa dayanıklı krom molibden çelikleri, korozyona dayanıklı hadde ürünü paslanmaz çelikler, nikelli çelikler, aşınmaya dirençli çeliklerdir. Elektro-Gaz Kaynağı Elektro-Gaz kaynağı, kalın parçaların dik pozisyonda birleştirilmesinde uygulama alanı bulmuş güçlü bir kaynak yöntemidir. 20 mm’den kalın parçaların dik kaynağında tek veya çok pasolu olarak uygulanabilmektedir. Özellikte gemi yapımı, büyük basınçlı kaplar ve büyük makina gövdelerinin yapımında uygulama alanı bulmuştur.

40
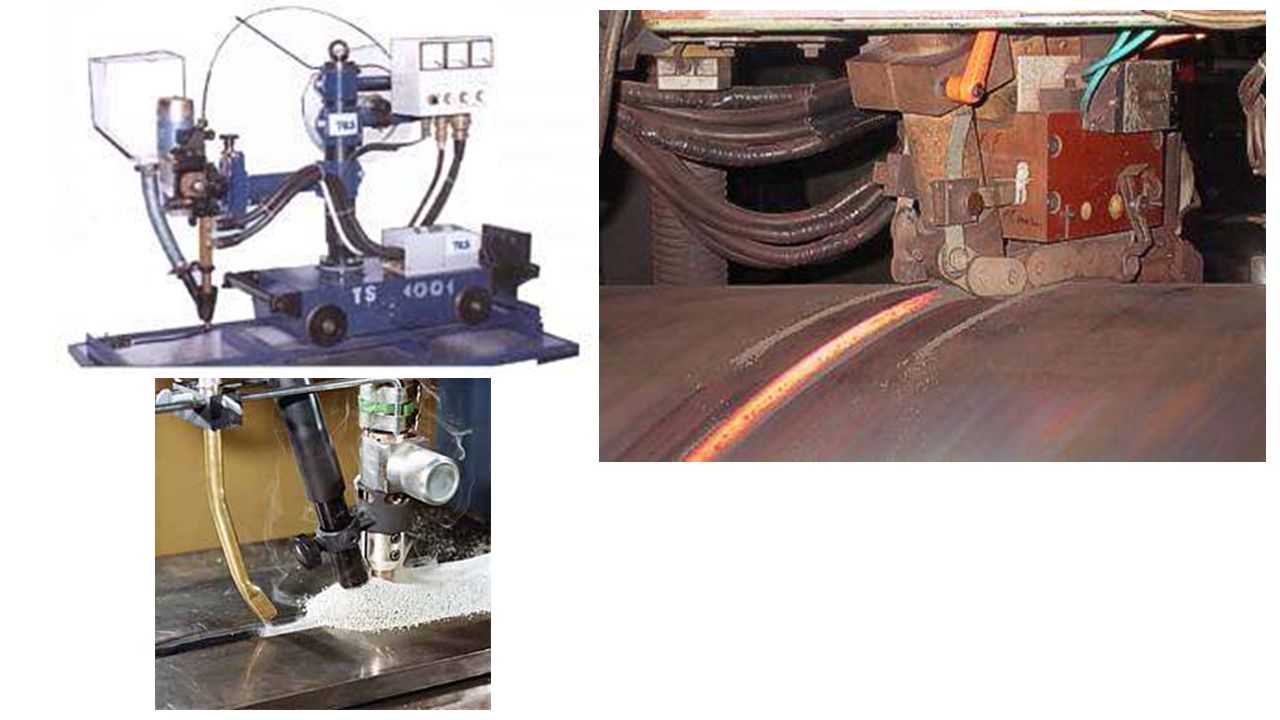
TOZALTI ARK KAYNAĞI YÖNTEMİ
Toz altı kaynak yönetiminde ark, otomatik olarak kaynak yerine sürülen çıplak elektrot ile iş parçası arasında meydana gelir ve ayrı bir kanaldan kaynak yerine dökülen toz yığını altında işlevine devam eder. Kaynak arkının toz yığını altında teşekkül etmesinden dolayı bu yönteme TOZALTI KAYNAK YÖNTEMİ denilmiştir.

41
Çıplak tel elektrot kullanılır, ark koruması kaynak bölgesine sürekli olarak sevk edilen dekapan tozuyla sağlanır. Tel elektrot otomatik olarak kaynak bölgesine beslenir. Dekapan toz arkın hemen önündeki bir tüpten kaynak bölgesine beslenir. —Kaynak bölgesinin üstü tamamıyla dekapanla kaplanır. Kıvılcım, sıçrama ve radyasyonu engeller. Dekapan tozunun bir kısmı erir ve ergiyik kaynak metali ile karışır, böylece safsızlıkları temizler. Katılaşınca camsı cüruf oluşturur. Cüruf ve erimemiş dekapan toz taneleri iyi ısıl yalıtım ve atmosferden koruma sağlar. Yavaş soğuma, yüksek kalitede kaynak bağlantısı, iyi tokluk ve süneklik sağlar. Yüksek nüfuziyet: 25 mm, ağır makine parçaları Çelikler için uygun (Yüksek C’lu çelikler hariç) Demir dışı metaller için uygun değil.
 Demir dışı metaller için uygun değil.")
42
Toz altı kaynak yönteminde kaynak parametreleri (kaynak akımı, ark voltajı, tel ilerleme hızı, kaynak hızı) iyi seçildiği takdirde hatasız ve çok güzel görünümlü dikişler elde edilir. Normal örtülü elektrotla yapılan kaynağa göre bu yöntemde kullanılan aynı çaplı elektrot daha yüksek kaynak akımı ile yüklendiğinden, daha büyük kaynak banyosu ve daha derin nüfuziyet elde edilir. Yöntem, yarı otomatik ve tam otomatik kaynak uygulamalarına da müsait olduğu için, modern kaynak uygulaması olarak sanayileşmiş ülkelerde yaygın kullanım sahası bulmuştur. Netice olarak toz altı kaynak yöntemi için özetle şöyle diyebiliriz: —Sürekli kaynakta sürat —Malzeme ve işçilikten ekonomi —Güvenilir ve güzel görünümlü kaynak dikişi, elde edilen bir kaynak yöntemidir. korniş pozisyonlarında

43
- Pahalı makine ve teçhizata ihtiyaç gösterir, dolayısı ile ilk yatırım masrafları yüksektir.
- İnce saçlarının kaynağı için uygun bir usul değildir. - Kısa boylu ve karışık şekilli dikişler için otomatik tozaltı makineler geliştirilmiş ise de bunlar tozaltı kaynak usulünün bütün avantajlarını bünyelerinde toplayamamaktadırlar. Karışık şekilli kaynak dikişini haiz fakat çok sayıda yapılması gereken parçalar için özel surette geliştirilmiş makineler kullanılabilir. - Tozaltı kaynak usulü ile yatak pozisyonda iyi netice alınabilmektedir. Dik pozisyon için özel tertibatlar geliştirilmiş olmakla beraber, bu pozisyon için daha ziyade Elektro-Cüruf veya Elektro-Gaz kaynağı tercih edilmektedir. - Tavan kaynak yapmak bu usulle mümkün değildir. - Kaynak tozu iyi korunmadığı taktirde nem kapacağından kaynak dikişinde gözenek teşekkülüne sebep olabilir. Bu nedenle bazik karakterli tozların depolanmasında ve kullanılmadan önce kurutulmasında azami dikkat göstermek gerekir. Aynı sorunların bazik tip elektrotlarda da söz konusu olduğu göz ardı edilmemelidir.

44
Uygulama Alanları Toz altı kaynak yöntemi birleştirme kaynaklarında olduğu kadar dolgu ve kaplama kaynak işlemlerinde de başarıyla kullanılan bir yöntemdir. Birleştirme yöntemi olarak kullanıldığı alanlar: —Basınçlı kap, kazan ve tank imalatında —LPG tüpleri imalatında —Spiral kaynaklı boru imalatında —Çelik konstrüksiyon imalatında —Profil (I, H, T) yapımında —Otomotiv ve lokomotif sanayiinde —Gemi inşa sanayiinde Dolgu işlemlerine örnek olarak: — Aşınan mil ve makine parçalarının dolgusunda — Darbe ve aşınmaya dayanıklı sert dolgu işlemlerinde Kaplama yöntemi olarak: — Korozyona ve oksidasyona dayanıklı kaplama işlemlerinde kullanılır.
 yapımında. —Otomotiv ve lokomotif sanayiinde. —Gemi inşa sanayiinde. Dolgu işlemlerine örnek olarak: — Aşınan mil ve makine parçalarının dolgusunda. — Darbe ve aşınmaya dayanıklı sert dolgu işlemlerinde. Kaplama yöntemi olarak: — Korozyona ve oksidasyona dayanıklı kaplama işlemlerinde kullanılır.")
45
Sonuç olarak özetlenirse…
Tozaltı kaynağı, özellikle düşük karbonlu (< % 0,3 C) çeliklerin yatay ve oluk pozisyondaki alın ve içköşe kaynaklarına uygundur. Bazı ön ve son tavlama önlemleriyle orta karbonlu ve alaşımlı çelikler ve bazı dökme demirler, paslanmaz çelikler, bakır alaşımları ve nikel alaşımları da kaynak edilebilir. Yöntem yüksek karbonlu çeliklere, takım çeliklerine, alüminyuma, magnezyuma, titanyuma, kurşun ve çinkoya uygun değildir. Bu uygunsuzluğun nedenleri, her bir malzeme için farklı olup uygun tozların bulunmaması, yüksek sıcaklıklardaki reaktiflik ve düşük buharlaşma sıcaklıkları sayılabilir. Yüksek kaynak hızları, yüksek yığma hızları, derin nüfuziyet ve yüksek temizlik (dekapan etkisi nedeniyle) tozaltı kaynağının temel özellikleridir. 25 mm'lik levhada 750 cm/dak’lık veya 40 mm'lik levhada 375 cm/dak'lık kaynak hızlarına ulaşmak mümkündür.
 çeliklerin yatay ve oluk pozisyondaki alın ve içköşe kaynaklarına uygundur. Bazı ön ve son tavlama önlemleriyle orta karbonlu ve alaşımlı çelikler ve bazı dökme demirler, paslanmaz çelikler, bakır alaşımları ve nikel alaşımları da kaynak edilebilir. Yöntem yüksek karbonlu çeliklere, takım çeliklerine, alüminyuma, magnezyuma, titanyuma, kurşun ve çinkoya uygun değildir. Bu uygunsuzluğun nedenleri, her bir malzeme için farklı olup uygun tozların bulunmaması, yüksek sıcaklıklardaki reaktiflik ve düşük buharlaşma sıcaklıkları sayılabilir. Yüksek kaynak hızları, yüksek yığma hızları, derin nüfuziyet ve yüksek temizlik (dekapan etkisi nedeniyle) tozaltı kaynağının temel özellikleridir. 25 mm lik levhada 750 cm/dak’lık veya 40 mm lik levhada 375 cm/dak lık kaynak hızlarına ulaşmak mümkündür.")
46
Başka yöntemlere göre daha az paso ile kaynak bitirilebildiğinden, cüruf veya boşluk kalma olasılığı daha zayıftır ve kaynak kalitesi daha yüksektir. Yüksek yığma hızlarına ulaşılmak istendiğinde ise, birkaç elektrod teli aynı anda kullanılabilmektedir. Yöntemin sınırlamaları çok fazla kaynak tozu taşımanın gerekmesi, tozun nemlenebilmesi (gözeneğe yol açar), uzaklaştırılması gereken çok fazla cüruf olması, iri taneli içyapıya yol açan yüksek ısı girdileri soğuma hızını yavaşlatır. Toz ve cürufun kaynak bölgesinde tutulması yerçekimi etkisiyle sağlandığından, yöntem yatay pozisyonla sınırlıdır. Ek olarak elektrod malzemesi, erimiş kaynak bölgesinin % 70'ini oluşturduğundan kimyasal kontrol çok önemlidir. Ayrıca bu yöntem ince saçlar için elverişli değildir. El ile kullanılmak üzere geliştirilmiş donanım iyi sonuç vermemiştir. Bu bakımdan otomatik kullanımı gerekli olduğundan parçanın şekli, ilerletme tertibatının yörüngesine uygun olmalıdır. Tozaltı kaynak tekniği, ancak yatay kaynak dikişleri için uygundur. Her ne kadar bugün özel bir tertibatla dik ve korniş kaynağı yapabilme olanağı elde edilmiş ise de, tavan kaynaklarını bu yöntem ile birleştirebilme olanağı yoktur. Boru kaynağında ancak boru döndürüldüğü takdirde bu yöntemle kaynak yapmak mümkün olmaktadır ve kısa dikişler halinde makinanın ayarlanması için kaybedilen zaman göz önüne alındığında, sonuç ekonomik olmaktadır.
, uzaklaştırılması gereken çok fazla cüruf olması, iri taneli içyapıya yol açan yüksek ısı girdileri soğuma hızını yavaşlatır. Toz ve cürufun kaynak bölgesinde tutulması yerçekimi etkisiyle sağlandığından, yöntem yatay pozisyonla sınırlıdır. Ek olarak elektrod malzemesi, erimiş kaynak bölgesinin % 70 ini oluşturduğundan kimyasal kontrol çok önemlidir. Ayrıca bu yöntem ince saçlar için elverişli değildir. El ile kullanılmak üzere geliştirilmiş donanım iyi sonuç vermemiştir. Bu bakımdan otomatik kullanımı gerekli olduğundan parçanın şekli, ilerletme tertibatının yörüngesine uygun olmalıdır. Tozaltı kaynak tekniği, ancak yatay kaynak dikişleri için uygundur. Her ne kadar bugün özel bir tertibatla dik ve korniş kaynağı yapabilme olanağı elde edilmiş ise de, tavan kaynaklarını bu yöntem ile birleştirebilme olanağı yoktur. Boru kaynağında ancak boru döndürüldüğü takdirde bu yöntemle kaynak yapmak mümkün olmaktadır ve kısa dikişler halinde makinanın ayarlanması için kaybedilen zaman göz önüne alındığında, sonuç ekonomik olmaktadır.")
47
Büyük çaplı elektrodlar daha yüksek akımla yüklenebilir ve daha hızlı yığma sağlar; ancak nüfuziyet sığlaşır. Değişik tozlar mevcuttur ve kaynak metaliyle uyumlu olacak şekilde seçilirler. Tozaltı ark kaynak ekipmanı hızı operatör tarafından kontrol edilen yarı otomatik veya tam otomatik olabilir. Taşınabilir (kaynak makinasının sabit parça üzerinde ilerlediği) veya sabit (parçanın ark altından geçtiği) olabilirler. Hem AC hem de DC kullanılabilir.
 veya sabit (parçanın ark altından geçtiği) olabilirler. Hem AC hem de DC kullanılabilir.")
Benzer bir sunumlar


















>")

