Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
ESİN TURGUT 1308070070

2
Sıcak bölüm için rezistansın içinde bulunduğu su deposuna ve sıcak gıdaların üzerine konacağı bir tepsiye ihtiyaç vardır. Sistemin çalışma prensibi rezistansın suyu ısıtması ve ısınan su ve oluşan su buharının üst bölümdeki tepsiyi ısıtmasıyla gıdaların istenilen sıcaklıkta tutulmasıdır. Rezistansın 2kw gücünde olması bizim için yeterlidir.

3
TEPSİ REZİSTANS SU DEPOSU

4
Sıcak bölümün tasarımı için önce malzeme tayini yapılmalıdır. Gıda sektörünün standartları( TSE- ISO9001) gereği endüstriyel mutfakta paslanmaz çelik kullanılmalı. Korozyona karşı dayanıklı olan 304 Cr-Ni kullanılır. (soğuk şekillendirme özelliği çok iyidir,%15’ten daha fazla şekil vermede tavlama gerekli olur.Talaşlı imalatı için karbür takımlar kullanılmalı, kaynak edilebilirliği çok iyi gaz ergitme hariç tüm kaynaklarda kullanılabilir. 870 dereceye kadar yüksek sıcak oksidasyonuna dayanıklıdır. ) Standartların bir diğer gereği plastik ve ahşap malzemeler gıda ile bire bir temasta olmamalıdır. Kullanacağımız kaynak türü elektrik kaynağı 304 çeliğine uygun paslanmaz kaynak elektrodun mekanik özellikleri ise; Re(min akma dayanımı):390N/mm2 Rm(çekme dayanımı):600N/mm2 A5(çentik dayanımı):min %35 :2mm I(amper):40-60A
 gereği endüstriyel mutfakta paslanmaz çelik kullanılmalı. Korozyona karşı dayanıklı olan 304 Cr-Ni kullanılır. (soğuk şekillendirme özelliği çok iyidir,%15’ten daha fazla şekil vermede tavlama gerekli olur.Talaşlı imalatı için karbür takımlar kullanılmalı, kaynak edilebilirliği çok iyi gaz ergitme hariç tüm kaynaklarda kullanılabilir. 870 dereceye kadar yüksek sıcak oksidasyonuna dayanıklıdır. ) Standartların bir diğer gereği plastik ve ahşap malzemeler gıda ile bire bir temasta olmamalıdır. Kullanacağımız kaynak türü elektrik kaynağı 304 çeliğine uygun paslanmaz kaynak elektrodun mekanik özellikleri ise; Re(min akma dayanımı):390N/mm2 Rm(çekme dayanımı):600N/mm2 A5(çentik dayanımı):min %35 :2mm I(amper):40-60A.")
5
SOMUN ( : M6 ) SAC(t:2mm)
 SAC(t:2mm)")
7
İşlem no işlemBoyut (mm*mm) ToleransYüzey kalitesi İşlem süresi TezgahTezgah hızı 1 Kesme1000mm* 600mm 60snPunchEksen Hızı 98m/dk 2 Derin Çekme 600mm* 500mm 0,130snPres150 mm/sn 3 Delme işlemi(1) 5mm 0,001 60snMatkap500 - 2.500 d/dk 4 Delme işlemi(2) 6mm 60snMatkap500 - 2.500 d/dk 5 6 Bükme Taşlama 100mm 0,001 60sn 4dk Abkant Bükme Makinesi Taşlama Makinesi İniş- kallıkış hızı : 80 mm/s Basma hızı : 9,4 mm/s Çark hızı: 5200 dev/dk
 ToleransYüzey kalitesi İşlem süresi TezgahTezgah hızı 1 Kesme1000mm* 600mm 60snPunchEksen Hızı 98m/dk 2 Derin Çekme 600mm* 500mm 0,130snPres150 mm/sn 3 Delme işlemi(1) 5mm 0,001 60snMatkap d/dk 4 Delme işlemi(2) 6mm 60snMatkap d/dk 5 6 Bükme Taşlama 100mm 0,001 60sn 4dk Abkant Bükme Makinesi Taşlama Makinesi İniş- kallıkış hızı : 80 mm/s Basma hızı : 9,4 mm/s Çark hızı: 5200 dev/dk")
8
TEPSİ Proses Plan Tablosu

9
İşlem no işlemBoyut (mm*mm) ToleransYüzey kalitesi İşlem süresi TezgahTezgah hızı 1 Kemse(en*boy) (800*700) t=2mm 60sn Punch Eksen Hızı 98m/dk 2 Bükme (4 kenar) 800mm 80mm 0.0002 60sn Abkant Bükme İniş- kallıkış hızı : 80 mm/s 3 Bükme ( Tepsi Kavrama Bölümü) 100mm 80mm 0.0002 15sn Abkant Bükme Basma hızı : 9,4 mm/s 4 Kaynak (bükülen kenarlar) 6dk Elektrik Ark kaynağı İlerleme hızı: 25cm/dk 5 Taşlama 0,001 4dk Taşlama Makinesi Çark hızı: 5200 dev/dk
 ToleransYüzey kalitesi İşlem süresi TezgahTezgah hızı 1 Kemse(en*boy) (800*700) t=2mm 60sn Punch Eksen Hızı 98m/dk 2 Bükme (4 kenar) 800mm 80mm sn Abkant Bükme İniş- kallıkış hızı : 80 mm/s 3 Bükme ( Tepsi Kavrama Bölümü) 100mm 80mm sn Abkant Bükme Basma hızı : 9,4 mm/s 4 Kaynak (bükülen kenarlar) 6dk Elektrik Ark kaynağı İlerleme hızı: 25cm/dk 5 Taşlama 0,001 4dk Taşlama Makinesi Çark hızı: 5200 dev/dk")
10
TEPSİ VE SU DEPOSU İÇİN IDEF0 TABLOLARI: -TASARIM AŞAMASI -MONTAJ AŞAMASI

11
Ürün Bilgisi -304 Cr-Ni Paslanmaz Sac -Proses plan Tablosu bilgileri İmalata Bilgisi -Uygulanacak kaynak yöntemi (paslanmaza uygun elektrod kullanılır malzemenin yapısını korumak için) -Preste kullanılacak pres gücü tayini TASARIM YAP (A) Kısıtlamalar: Gıda sektöründe TSE ISO 9001 standartlarına göre paslanmaz sac kullanılır. Ürünün fonksiyonu: -sıcak poğaça teşhir bölümü. Ürüne ait bilgiler: DEPO İÇİN; 600*1000*150(en*boy*derinlik) - TEPSİ İÇİN; 600*900*80(en*boy*derinlik) Tolerans; -0.1 0.001(proses tablosu) MEKANİZMA -Tasarımcı -İnsan kay. -End.Mühendisi -Takım tezgahları FABRİKA ORTAMI -Bütün süreç fabrikanın ar-ge ve imalat kısmında eş zamanlı müh.lik kapsamında geçmekte. Yöntem: (kaynak, taşlama, delme)
 - TEPSİ İÇİN; 600*900*80(en*boy*derinlik) Tolerans; (proses tablosu) MEKANİZMA -Tasarımcı -İnsan kay. -End.Mühendisi -Takım tezgahları FABRİKA ORTAMI -Bütün süreç fabrikanın ar-ge ve imalat kısmında eş zamanlı müh.lik kapsamında geçmekte. Yöntem: (kaynak, taşlama, delme).")
12
İNPUT: Ürün Bilgisi -304 Cr-Ni Paslanmaz Sac -Proses plan Tablosu bilgileri -Bunlar kısıtlamalar dahilinde kullanılması gereken ürün bilgisi. KISITLAMAR Teknoloji: Enerji ihtiyacını karşılayacak rezistans sistemi Standartlar: TSE veISO 9001 FİKİR OLUŞTUR (A1) OUTPUT: -İstenilen enerjide rezistans:(2kw) -Ödevin saptanması: ısıtma ve teşhir bölümü ihtiyacı Buna bağlı uygun depo ve tepsi tasarımı ÖN TASARIM YAP (A2) Teknoloji: Bilgisayar ortamında oluşturulan genel görüntü. Fiziksel özelliği -Depo ve tepsi paslanmaz olmalı kullanıma açık bölüm olacağından tepsi depodan ayrılabilir olmalı. Boyut: TEPSİ İÇİN:600*900*80(en*boy*derinlik) DEPO İÇİN:600*1000*150(en*boy*derinlik) Kararlaştırılan Malzeme: Paslanmaz malz. DETAYLI TASARIM YAP (A3) İmalat teknolojisi: Kullanılanılabilecek mekanizmalar(makinalar) proje planı için ürün verileri: 304 paslanmaz çelik kullanılacaktır. Cr- Ni alaşımlı olacaktır. Depo ve tepsinin uygun şekli (Proje plan hata kontrol feedback) TASARIMCI IDEF0: Tepsi ve depo tasarımı TASARIMCI
 OUTPUT: -İstenilen enerjide rezistans:(2kw) -Ödevin saptanması: ısıtma ve teşhir bölümü ihtiyacı Buna bağlı uygun depo ve tepsi tasarımı ÖN TASARIM YAP (A2) Teknoloji: Bilgisayar ortamında oluşturulan genel görüntü. Fiziksel özelliği -Depo ve tepsi paslanmaz olmalı kullanıma açık bölüm olacağından tepsi depodan ayrılabilir olmalı. Boyut: TEPSİ İÇİN:600*900*80(en*boy*derinlik) DEPO İÇİN:600*1000*150(en*boy*derinlik) Kararlaştırılan Malzeme: Paslanmaz malz. DETAYLI TASARIM YAP (A3) İmalat teknolojisi: Kullanılanılabilecek mekanizmalar(makinalar) proje planı için ürün verileri: 304 paslanmaz çelik kullanılacaktır. Cr- Ni alaşımlı olacaktır. Depo ve tepsinin uygun şekli (Proje plan hata kontrol feedback) TASARIMCI IDEF0: Tepsi ve depo tasarımı TASARIMCI.")
13
IDEF0: FİKİR OLUŞTUR(A1) Isıtma bölümü İçin gerekli veriler: -Rezistans -Depo -Tepsi İHTİYACI TANIMLA (A11) KISITLAMAR: ısıtma bölümü için aşırı enerji güç tüketimi olmamalı. İHTİYACA UYGUN TASARIM TEKLİFİ YAP (A12) UYGUN TASARIM SEÇ (A13) -TASARIMCI -MÜHENDİS Amaç:Ürünün belirli bir sıvı ile uygun koşullarda ısıtılması. Bakış Açısı:Isının tepsiye geçirmesi gereken enerji. -Isıtma sistemi için rezistans ve depo tayini -Poğaçaların sıcak tutulması için tepsi -Poğaçaların teşhiri için dolapta uygun yerin seçilmesi Tepsi, deponun amacı: ısıtma bölümü oluşturma. İHTİYACA UYGUN EN İYİ TASARIM: -Dolabın en sağında olması(nötr kısım yanında soğuk kısma göre daha az enerji kaybı oluşu) -2kw’lık bir rezistansla istenilen(26 ºC) sıcaklıkta tutulur. -Depo ve tepsinin eni dolap genişliğinde olmalı(600mm) -sıcaklığı korumak için cam kullanılabilir ama maliyeti arttırdığı için bu sıcaklık için gerek yoktur. Uygun tasarım
 UYGUN TASARIM SEÇ (A13) -TASARIMCI -MÜHENDİS Amaç:Ürünün belirli bir sıvı ile uygun koşullarda ısıtılması. Bakış Açısı:Isının tepsiye geçirmesi gereken enerji. -Isıtma sistemi için rezistans ve depo tayini -Poğaçaların sıcak tutulması için tepsi -Poğaçaların teşhiri için dolapta uygun yerin seçilmesi Tepsi, deponun amacı: ısıtma bölümü oluşturma. İHTİYACA UYGUN EN İYİ TASARIM: -Dolabın en sağında olması(nötr kısım yanında soğuk kısma göre daha az enerji kaybı oluşu) -2kw’lık bir rezistansla istenilen(26 ºC) sıcaklıkta tutulur. -Depo ve tepsinin eni dolap genişliğinde olmalı(600mm) -sıcaklığı korumak için cam kullanılabilir ama maliyeti arttırdığı için bu sıcaklık için gerek yoktur. Uygun tasarım.")
14
IDEF0: ÖN TASARIM(A2) TOLERANS: -Tolerans aralığı malzemenin boyutuna ve işleme göre 0,1 0,0001 arasında alınır. MALZME BİLGİSİ: -304 Cr-Ni paslanmaz çelik (korozyona dayanıklı) (genişliği 2mm) TEPSİ ÖN TASARIMI: -Piyasadaki tepsi türleride referans alınarak en uygun tepsi. DEPO ÖN TASARIM: -Fazla derinliği olmayan derin çekme sonucu oluşturulacak depo. -Tepsi ve depo boyutları için uygun boyutlar 800*600(en*boy) TAHMİNİ BOYUT VE TOLERANS OLUŞTUR (A21) Kısıtlamalar Standartlar: Gıda sektöründe TSE ISO 9001 standartlarına göre paslanmaz sac kullanılır, -Dolabın boyutları sınırlayıcıdır aşılmamalıdır. -Depo ve tepsi için proses plan tablosu oluşturulur.(Boyutlar belirlenir, uygulanacak işlemler kararlaştırılır.) MALİYET ANALİZİ (A22 ) PROTOTİP ÜRET (A23) - Tepsi ve depo kullanım amacı dışına çıkılmaması maliyeti arttırıcı ek donanımlardan kaçınılması. -Uygun boyut ve toleranslar dahilinde maliyeti belirtilen imalat süreci -2kw’lık rezistans(düşük enerji ihtiyacı var) -Sacın Cr-Ni alaşımlı olması yeterli korozyona karşı.(Alaşım miktarı arttıkça maliyet artar.) -Sac birim fiyatı tayini -Rezistans ve doğalgaz sistem kullanımı olanakları. -Ürünün ilk oluşumu ortaya çıkar. (prototip) -Ölçüler belirlenir. -Maliyet hesabı Amaç: Boyutların belirlenmesi ile ilk prototipin üretilmesi Bakış açısı: En uygun tasarımda enerjinin istenilen seviyede tutulmasından dolayı maliyetin düşürülmesi. - Tasarımcı -Mühendis -Bilgisayar - Tasarımcı -Mühendis -işçi -Kaynak mek. -Bükme,kesme makinası -Pres
 (genişliği 2mm) TEPSİ ÖN TASARIMI: -Piyasadaki tepsi türleride referans alınarak en uygun tepsi. DEPO ÖN TASARIM: -Fazla derinliği olmayan derin çekme sonucu oluşturulacak depo. -Tepsi ve depo boyutları için uygun boyutlar 800*600(en*boy) TAHMİNİ BOYUT VE TOLERANS OLUŞTUR (A21) Kısıtlamalar Standartlar: Gıda sektöründe TSE ISO 9001 standartlarına göre paslanmaz sac kullanılır, -Dolabın boyutları sınırlayıcıdır aşılmamalıdır. -Depo ve tepsi için proses plan tablosu oluşturulur.(Boyutlar belirlenir, uygulanacak işlemler kararlaştırılır.) MALİYET ANALİZİ (A22 ) PROTOTİP ÜRET (A23) - Tepsi ve depo kullanım amacı dışına çıkılmaması maliyeti arttırıcı ek donanımlardan kaçınılması. -Uygun boyut ve toleranslar dahilinde maliyeti belirtilen imalat süreci -2kw’lık rezistans(düşük enerji ihtiyacı var) -Sacın Cr-Ni alaşımlı olması yeterli korozyona karşı.(Alaşım miktarı arttıkça maliyet artar.) -Sac birim fiyatı tayini -Rezistans ve doğalgaz sistem kullanımı olanakları. -Ürünün ilk oluşumu ortaya çıkar. (prototip) -Ölçüler belirlenir. -Maliyet hesabı Amaç: Boyutların belirlenmesi ile ilk prototipin üretilmesi Bakış açısı: En uygun tasarımda enerjinin istenilen seviyede tutulmasından dolayı maliyetin düşürülmesi. - Tasarımcı -Mühendis -Bilgisayar - Tasarımcı -Mühendis -işçi -Kaynak mek. -Bükme,kesme makinası -Pres.")
15
IDEF0: DETAYLI TASARIM(A3) -Boyutlar -Toleranslar FİZİKSEL TASARIM: -Tepsinin öne doğru 400mm hareketli oluşu -Deponun rezistans ısıtmalı oluşu. BOYUT VE TOLERANSLARI KESİNLEŞTİR, REZİSTAJ DELİKLERİNİ AÇ (A31) TEKNİK PARAMETRELERİ GÖSTEREN RESMİ YAP (A32) KULLANILACAK MEKANİZMALARI BELİRLE VE PROSES PLAN YAP (A33) STANDARTLAR -TSE, ISO 9001 KISITAMALAR -Rezistans montaj kısmı çapı -Ürün fonksiyonuna uygun hareket yönü (ön-arka) -Açılan uygun çaplı deliklere rezistans montajı -Deliklerin açılmasını gösteren teknik resimler( ek- solid çizimleri) -Delik boyutlarını gösteren teknik resim -Montaj halini gösteren çizim(ek) -Proses plan tablosu (depo ve tepsi için) -2 boyutlu ve 3 boyutlu teknik resimler. -Mekanizmalar (abkant bükme, kesme,taşlama kaynak makinası,pres) Fabrika şartları -Tasarımcı -Mühendis -Bilgisayar Amaç: Seri üretim için teknik resimlerin oluşturulması Bakış açısı: Prototip çalışmanın teknik resim’e dökülme hali (Proje plan hata kontrol feedback)
 TEKNİK PARAMETRELERİ GÖSTEREN RESMİ YAP (A32) KULLANILACAK MEKANİZMALARI BELİRLE VE PROSES PLAN YAP (A33) STANDARTLAR -TSE, ISO 9001 KISITAMALAR -Rezistans montaj kısmı çapı -Ürün fonksiyonuna uygun hareket yönü (ön-arka) -Açılan uygun çaplı deliklere rezistans montajı -Deliklerin açılmasını gösteren teknik resimler( ek- solid çizimleri) -Delik boyutlarını gösteren teknik resim -Montaj halini gösteren çizim(ek) -Proses plan tablosu (depo ve tepsi için) -2 boyutlu ve 3 boyutlu teknik resimler. -Mekanizmalar (abkant bükme, kesme,taşlama kaynak makinası,pres) Fabrika şartları -Tasarımcı -Mühendis -Bilgisayar Amaç: Seri üretim için teknik resimlerin oluşturulması Bakış açısı: Prototip çalışmanın teknik resim’e dökülme hali (Proje plan hata kontrol feedback).")
16
Proses ÇIKIŞ ÜRÜNÜ Plan PASTANE DOLABI TEPSİSİ (304 sac Mekanizma: t=2mm) Punch CNC Bükme Kaynak Taşlama İşçi MONTAJ YAP
 Punch CNC Bükme Kaynak Taşlama İşçi MONTAJ YAP")
17
Proses Plan ÇIKIŞ ÜRÜNÜ Pastane dolabı (304 sac Mekanizma sıcak bölüm t=2mm) Punch su deposu Kesme(abkant) Pres Matkap Taşlama makinesi İşçi MONTAJ YAP
 Punch su deposu Kesme(abkant) Pres Matkap Taşlama makinesi İşçi MONTAJ YAP")
18
Giren Ürün MONTAJ Çıkan Ürün -SU DEPOSU -PASTANE -REZİSTANS DOLABININ -TEPSİ SICAK BÖLÜMÜ

19
Zımbalama işlemi:Sac yüzeyine dikey olarak bir kalıp ve bir zımba yardımıyla kayma gerilmesi çifti uygulanmasıdır. Paket saclar halinde fabrikanın deposunda bulunan (1500mm*4000mm) çeşitli kalıklardaki sac levhalar istenilen boyuta getirilmek üzere punch makinesinde zımbalama işlemine tabi tutulur. (600*1000) Su deposu (780*800) Tepsi Bu işlemde punch makinesi kullanılmaktadır.
 çeşitli kalıklardaki sac levhalar istenilen boyuta getirilmek üzere punch makinesinde zımbalama işlemine tabi tutulur. (600*1000) Su deposu (780*800) Tepsi Bu işlemde punch makinesi kullanılmaktadır..")
20
Punch makinesi 2 eksenli çalışabilmektedir. Tutucu kollara yerleştirilen sac girilen komutlarla uygun kalıbın seçilmesiyle istenilen ebatlarda kesilmiş olur.

22
Yassı bir sac parçasının bir zımba yardımıyla istenilen kalıp boşluğuna çökertilerek silindirik veye kutu üretme şeklidir. Bu işlem için max 1000ton uygulama kapasitesine sahip pres kullanılmaktadır. Kalıpların montajının uzun sürmesi ve doğru şekli bulana kadar yapılan işlemler maliyeti arttırdığından bir seferde en az 100 adet basım yapılır, depolanır.

24
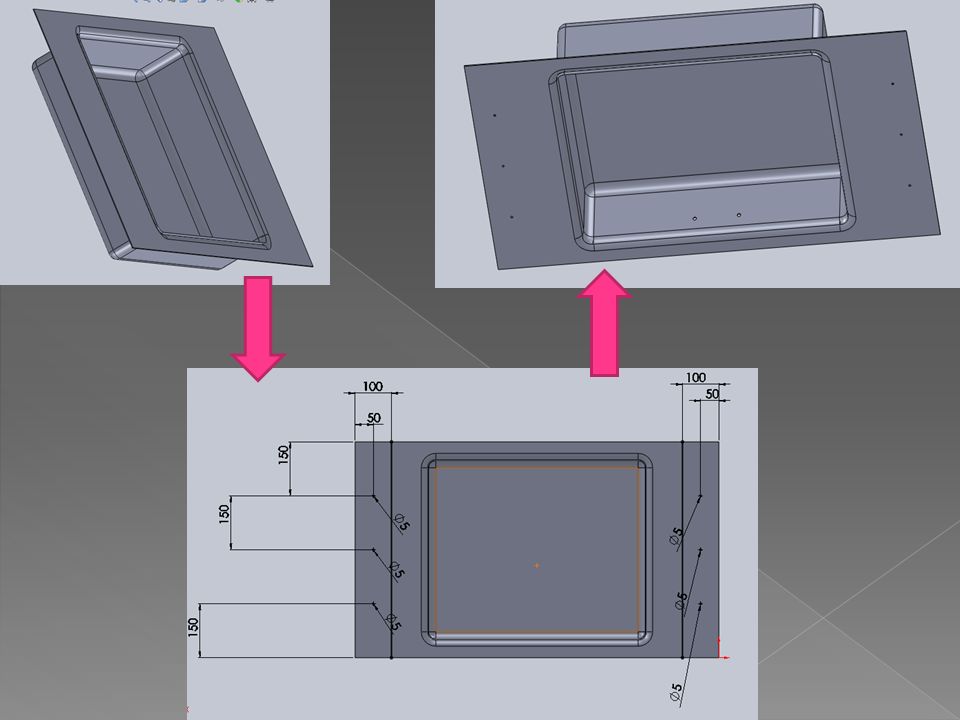
Kendi ekseni etrafında dönen matkap ucuyla veya başka bir takımla, matkap tezgahında takımın düşey hareket ettirilmesiyle yapılan talaş kaldırma işlemidir. Su deposu için uygun delikler açılması işçi tarafından elle gerçekleştirilir.Kullanılan matkapla su deposuna toplamda 8 delik açılır. 2 delik rezistans için, diğer delikler daha sora bükülecek olan ve dolaba montajın gerçekleşeceği kısım’a açılır. Sacın ilk etapta delinmemesin nedeni derin çekme sırasında yırtılma meydana gelme durumudur. Bu işlem punch makinesinde de yapılabilinir. Fakat bu tür ürünlerin az miktarda satılıyor olması elle daha hızlı ve az maliyette gerçekleştiril.

26
Bu işlem istenilen geometrik şekle göre giyotin makasta vasıtasıyla yapılır. Giyotin makasın tablasında ayarlanan ölçülerle daha sonra tepsi halini alacak sac kesilir. Köşeleri kesilen tepsi sacı büküme gönderilir.

29
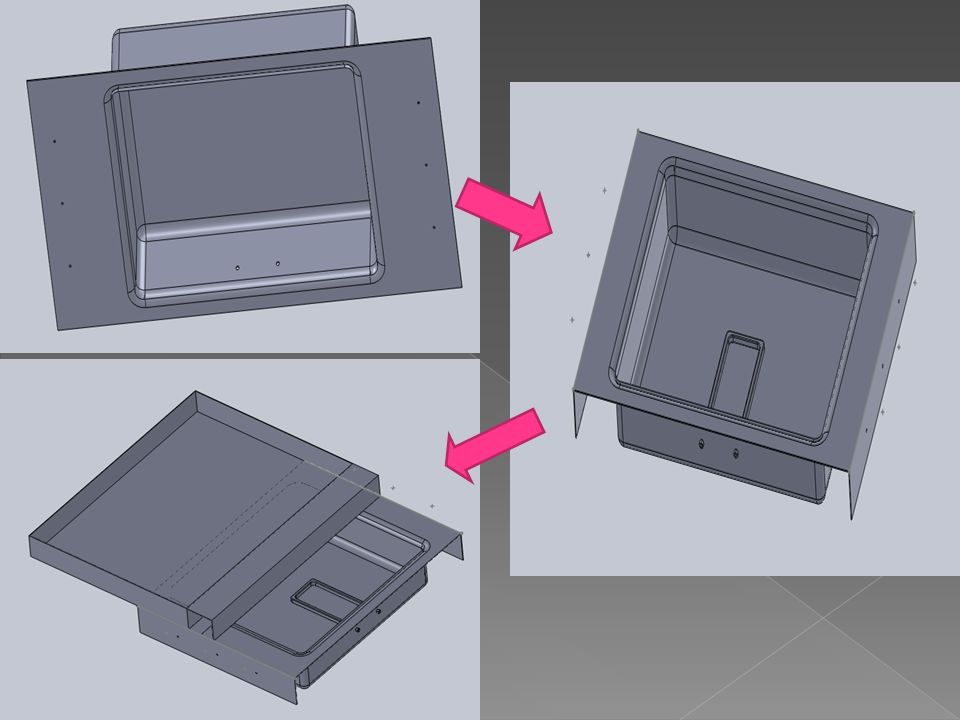
Bükme işlemi bir sac parçasının bir kısmının bulunduğu düzlemle belirli bir açı yapan başka bir düzleme geçişini sağlamak için yapılan işlemdir. Bükme işlemi abkant bükme makinesi ile yapılmaktadır. Su deposunun kenarları ve tepsinin oluşumu için kenarları büküme gönderilir.Birde tepsinin tutma yeri bükümde yapılır.

30
BÜKÜLMEDEN SONRAKİ HALİ SU DEPOSU

31
ŞEKİLDE GÖRÜLDÜĞÜ GİBİ TEPSİ KENARLARI BÜKÜLEREK KAYNAK İŞLEMİNE HAZIR HALE GETİRİLMİŞTİR. TEPSİNİN KENARLARININ BOŞALTILMASI İŞLEMİDE N SONRA KÖŞELERİN BÜKÜLMESİ

32
Malzemeleri birbiri ile birleştirmek için kullanılan bir imalat yöntemidir, genellikle metal veya termoplastik malzemeler üzerinde kullanılır.Bu yöntemde genellikle çalışma parçalarının kaynak yapılacak kısmı eritilir ve bu kısma dolgu malzemesi eklenir, daha sonra ek yeri soğutularak sertleşmesi sağlanır ve son aşamada taşlama işlemine gönderilir. 304 Cr-Ni paslanmaz çeliği için uygun olan paslanmaz kaynak elektrod kullanılır. Elektrik kaynağı ve argon kaynağı bu işlemde yapılır. Argon kaynağında uzun parçaları puntalama yaptıktan sonra elektirik kaynağında boydan boya kaynak edilir. Köşeleri boşaltılan ve büküme işlemine gönderilen sac son olarak burada bükülen köşelerin kaynak yapılmasıyla tepsi halini alır.

33
Burada kaynak yapılacak kısımlar argon kaynağı ile sabitlenir.gerekirse tamamen argon kaynakla da birleştirilebilir.

34
Burada kenarlar boydan boya kaynak edilir.

35
Yüzey Taşlama:Bu işlem silindirik yüzeye sahip bir disk tarafından gerçekleştirilir.Disk genellikle iş parçasından daha dar olduğu için iş parçasının kalınlığı ve genişliği boyunca besleme yapılır. Parlatma (polisaj) ve Fırçalama: Bu proses grubunun çoğunda aşındırıcı tozlar bant veya silindirik yüzey üzerindeki bez parçalarına gömülü halde kullanılırlar.Parlatma kuru veya yağlayıcılı ortamlarda gerçekleştirilir. Fabrikada taşlama özel bir odada yapılmaktadır. İşlemlerin en sonunda bu uygulanarak yüzey kalitesi arttırılmış şekillendirilmiş parçalar montaja gönderilir.
 ve Fırçalama: Bu proses grubunun çoğunda aşındırıcı tozlar bant veya silindirik yüzey üzerindeki bez parçalarına gömülü halde kullanılırlar.Parlatma kuru veya yağlayıcılı ortamlarda gerçekleştirilir. Fabrikada taşlama özel bir odada yapılmaktadır. İşlemlerin en sonunda bu uygulanarak yüzey kalitesi arttırılmış şekillendirilmiş parçalar montaja gönderilir..")
37
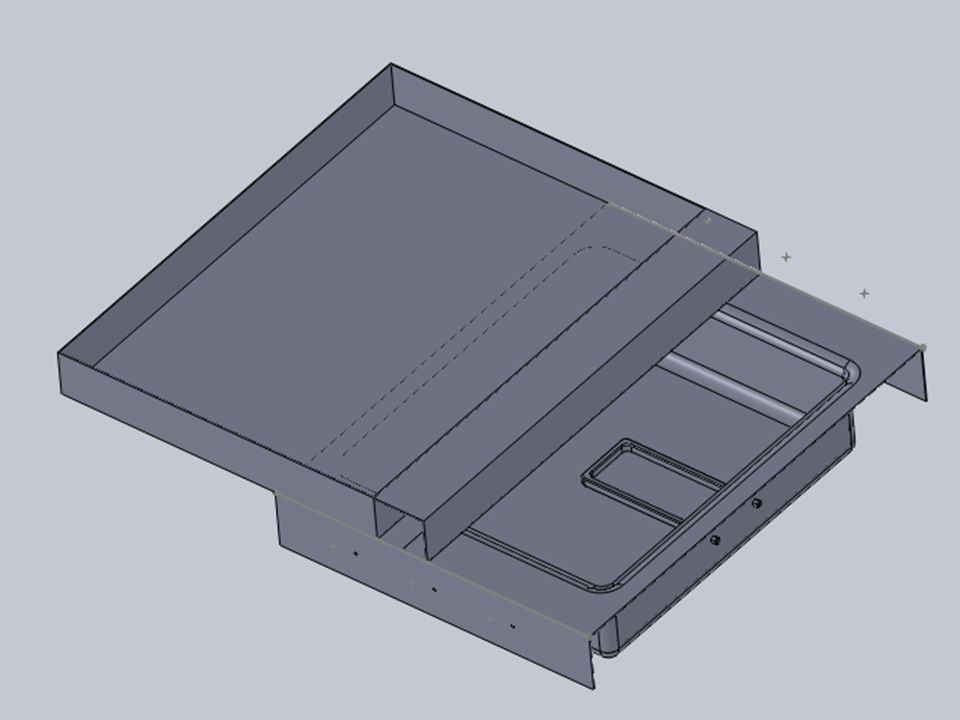
Montaj işleminde tezgahlarda işlenilmiş tüm parçalar montaj yapılan bölüme getirilir. Su deposu için elde edilen havuza rezistans monte edilecektir. Su deposu dolaba monte edilecektir ve üzerine sürgülü tepsi yerleştirilecektir. Bu işlemler işçi tarafından belirlenen zaman diliminde gerçekleştirilir. Montaj sonrasında tüm montajı yapılmış, tamamlanmış pastane dolabı çizilmemesi için jelatinle kaplanarak nakledilmek üzere araca yerleştirilir. Direk müşteri talebi üzerine üretim ve nakliyat Ürünlerin stoklanması talebe göre sevkiyat gerçekleştirilmesi

Benzer bir sunumlar


























 Karabük Üniversitesi Teknik Eğitim Fakültesi Tasarım ve Konstrüksiyon Öğretmenliği Olgu.>")

 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler,>")