Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
ALÜMİNYUM ÜRETİM ve ŞEKİLLENDİRİLMESİNDE KULLANILAN FIRINLARDA VERİMLİLİK ve ENERJİ YÖNETİMİ

2
Erman Car / Metalurji Mühendisi İlgi Alanları - Birincil Alüminyum Üretimi - Boksit-dışı kaynaklardan alümina üretimi - İkincil Alüminyum Üretimi - Alüminyum Curuflarının Değerlendirilmesi - Alüminyum Döküm - Birincil Magnezyum Üretimi - Magnezyum Alaşımlandırma ve Döküm

3
TEMEL TANIMLAR Birincil alüminyum üretimi enerji yoğun bir üretim işlemidir.

4
TEMEL TANIMLAR İkincil alüminyum üretimi enerji yoğun bir üretim işlemidir.

5
ALÜMİNYUM ENDÜSTRİSİ için HAMMADDELER Birincil Hammaddeler
Boksit cevherlerinden Bayer işlemi ile metalurjik kalite alümina (Al2O3 ) ve alüminadan Hall-Herault ergimiş tuz elektrolizi yöntemi ile metalik alüminyum üretim süreci sonunda elde edilen, metal saflığı % ile % 99.8 arasında olan işlenmemiş, ham alüminyumdur. Birincil hammaddeler genellikle – kimyasal anlamda uniform olmasalar da- tanımlanabilir ve belirli kimyasal bileşimde ya da kombinasyondadır.
 ve alüminadan Hall-Herault ergimiş tuz elektrolizi yöntemi ile metalik alüminyum üretim süreci sonunda elde edilen, metal saflığı % 99.0 ile % 99.8 arasında olan işlenmemiş, ham alüminyumdur. Birincil hammaddeler genellikle – kimyasal anlamda uniform olmasalar da- tanımlanabilir ve belirli kimyasal bileşimde ya da kombinasyondadır.")
6
İkincil Hammaddeler Eski hurda; kullanım ömrünü doldurmuş alüminyum malzemeler, İşlem hurdası; işleme süreçlerinde oluşan işlem artıkları, Curuf ; ister birincil ister ikincil alüminyumun ergitilmesi ve rafinasyonu sırasında oluşan curufun içerdiği metalik alüminyumdur. İkincil alüminyum ürünler genellikle tanımlanabilen malzemeler değildirler ve kendileri dışında bir çok diğer malzemelerle ve kirliliklerle beraber bulunurlar. Bu nedenle toplandıktan sonra proses edilmeleri gerekir. Yani toplanırlar, gruplanırlar, ayrılırlar, çeşitli hazırlama işlemlerine tutulurlar ve ergitilirler.

7
Birincil ve ikincil alüminyum üretimi malzeme akışı

8
Alüminyum Endüstrisi Hammadde ve yarı-ürün üretimi (upstream)
madencilik rafinasyon boksit enerji üretimi elektroliz alümina satış dökümhane alüminyum

9
Alüminyum Tesislerinde Metal Trafiği

10
Alüminyum Endüstrisi Yarı-ürün ve son ürün üretimi (downstream) Haddeleme
sıvı metal birincil külçe ikincil külçe işlem hurdası eski hurda alaşım elementleri sıcak hadde için slab soğuk hadde için dökme rulo dökme rulo levha folyo haddeleme paketleme/ambalaj inşaat taşımacılık/otomotiv mühendislik diğer kullanım

11
billet döküm ekstrüzyon kullanım
Alüminyum Endüstrisi Yarı-ürün ve son ürün üretimi (downstream) Ekstrüzyon sıvı metal birincil külçe ikincil külçe işlem hurdası eski hurda Alaşım elementleri billet döküm profil boru diğer ekstrüzyon inşaat taşımacılık/otomotiv mühendislik kullanım
 Ekstrüzyon. sıvı metal. birincil külçe. ikincil külçe. işlem hurdası. eski hurda. Alaşım elementleri. billet döküm. profil. boru. diğer. ekstrüzyon. inşaat. taşımacılık/otomotiv. mühendislik. kullanım.")
12
parça döküm alaşımlı külçe kullanım
Alüminyum Endüstrisi Yarı-ürün ve son ürün üretimi (downstream) parça döküm alaşımlı sıvı metal birincil alaşımlı külçe ikincil alaşımlı külçe işlem hurdası alaşımlı külçe basınçlı döküm kokil kalıba döküm kum kalıba döküm diğer parça döküm taşımacılık/otomotiv mühendislik kullanım
 parça döküm. alaşımlı sıvı metal. birincil alaşımlı külçe. ikincil alaşımlı külçe. işlem hurdası. alaşımlı külçe. basınçlı döküm. kokil kalıba döküm. kum kalıba döküm. diğer. parça döküm. taşımacılık/otomotiv. mühendislik. kullanım.")
13
ALÜMİNYUM ÜRETİMİNDE KULLANILAN FIRINLAR
İşlevsel Sınıflandırma Üretim Şekline göre Sınıflandırma Fırın tipine Göre Sınıflandırma Ergitme Tutma Alaşımlandırma Rafinasyon (gaz giderme) Döküm Isıl işlem Yığın tipi kesikli üretim yapan fırınlar (batch), Sürekli çalışan fırınlar (continuous) Isıl işlem fırınları Isıtma fırınları Reverber fırınları ailesi Potalı fırınlar Döner fırınlar İndüksiyon fırınları Isıl işlem fırınları
 Döküm. Isıl işlem. Yığın tipi kesikli üretim yapan fırınlar (batch), Sürekli çalışan fırınlar (continuous) Isıl işlem fırınları. Isıtma fırınları. Reverber fırınları ailesi. Potalı fırınlar. Döner fırınlar. İndüksiyon fırınları. Isıl işlem fırınları.")
14
Reverber Fırınları Ailesi - Yaş gövdeli fırınlar (wet hearth) - üstten beslemeli fırınlar (top loaded) - Daire kesitli fırınlar (round) - İkiz ya da çoklu kamaralı fırınlar (twin or dual chamber) - Açık kamaralı (balkonlu) fırınlar (side-well) - Kapalı kamaralı fırınlar (closed side-well) - Silindir kesitli fırınlar (barrel type) - Oval fırınlar - Kuru gövdeli fırınlar (dry hearth) - Terletme fırınları (sweating) - Yaş ve kuru gövdeli kombine fırınlar - Kule fırınlar (stack melter / tower) - Elektrikli Reverber fırınları
 - üstten beslemeli fırınlar (top loaded) - Daire kesitli fırınlar (round) - İkiz ya da çoklu kamaralı fırınlar (twin or dual chamber) - Açık kamaralı (balkonlu) fırınlar (side-well) - Kapalı kamaralı fırınlar (closed side-well) - Silindir kesitli fırınlar (barrel type) - Oval fırınlar - Kuru gövdeli fırınlar (dry hearth) - Terletme fırınları (sweating) - Yaş ve kuru gövdeli kombine fırınlar - Kule fırınlar (stack melter / tower) - Elektrikli Reverber fırınları")
15
Potalı Fırınlar Döner Fırınlar İndüksiyon Fırınları
Gaz ısıtmalı potalı fırınlar Elektrik ısıtmalı potalı fırınlar Sabit döner fırınlar Devrilebilir döner fırınlar Çekirdeksiz indüksiyon fırınları Kanallı indüksiyon fırınları

16
Ergitme ve Tutma İşlevleri için Fırın Seçimi
Fırınlar İkincil tesisler Kısmi ikincil tesisler Dökümhaneler Birincil Tesis dökümhaneleri Erg. Tut. Sabit Reverber fırınlar 3 4 Üstten beslemeli fırınlar Daire kesitli fırınlar 1 Açık balkonlu fırınlar 2 İkiz kamaralı fırınlar Terletme fırınları Baca ve Kule tipi fırınlar Devrılebilir reverber fırınlar Silindir kesitli fırınlar Oval fırınlar Pota fırınları Döner fırınlar Elektrık ısıtmalı fırınlar Elektrikli reverber fırınları Elektrikli pota fırınları Çekirdeksiz indüksiyon fırınları

17
ENERJİ YÖNETİMİ

18
En etkin enerji tasarrufu yöntemi alüminyum yeniden üretimidir(geridönüşüm).
İnsanlığın ulaştığı yüksek teknolojik düzey ve bunun yarattığı çevresel sorunlar, hammadde kaynaklarının sınırlı olması gerçeği ve enerji üretimi ve ekonomisinin getirdiği baskılar sonucu “sürdürülebilir kalkınma” kavramı, günümüz dünyasında hem mühendislerin hem ekonomistlerin hem de sosyologların gündemine girmiştir. Sürdürülebilir kalkınma “ insanlara iyi bir yaşam kalitesi sağlamak ve bunu sağlarken de gelecek kuşakların ihtiyaçlarını giderecek kaynakları tehlikeye atmadan, bugünün ihtiyaçlarını karşılamak” olarak tanımlanabilir. Alüminyum metalinin “yeniden üretilebilirlik ” özelliği ve ilk üretim sürecinde harcanan enerjiyi sanki bir banka gibi depolayarak, daha sonraki yeniden ergitme süreçlerinde çok daha düşük enerji harcanarak ve hiç bir özelliğini kaybetmeden yeniden ekonomik döngüye katılabilmesi, “sürdürülebilir kalkınma” kavramı içinde önemli bir yer tutmasına neden olmuştur.

19
İKİNCİL METAL ÜRETİMİ = KENT MADENCİLİĞİ
BOKSİT MADENCİLİĞİ KENT MADENCİLİĞİ

20
Alüminyum metalurjisinde Hall-Herault ergimiş tuz elektrolizi ile birincil alüminyum üretiminden sonra en çok enerjinin tüketildiği işlemler alüminyum ergitme ve tutma işlemleridir. Yaygın kullanılan Reverber fırınlarda enerji verimi fırın tasarımı ve kapasitesine bağlı olarak % 25 ile 65 arasında değişir. Alüminyum üretim süreçlerinde kullanılan fırınların enerji verimliliği, birbirinden ayrı etmenlere değil, tam tersine birbiri ile iç içe geçmiş ve aynı anda birçoğunun beraber davrandığı bir etmenler bileşimine bağlıdır. Temel amaç, daha az enerji ile, daha az metal kaybederek ve çevreyi daha az kirleterek ergitme ya da tutma/döküm işlevlerini yerine getirmektir. Özellikle işletmeler için ana kriter, yatırım bedelinin azlığı ya da çokluğu değil, fırın performansının sürekliliği olmalıdır. Sonuçta boşa harcanan her metreküp gaz ve kaybedilen her gram alüminyum maliyet ve salınan her kg CO2 daha fazla küresel ısınma riski demektir.

21
Enerji verimliliği; - metal verimi (aşırı ısınma sonucu oksidasyon sonucu curuf oluşumu), - etkin ve hızlı şarj ile, fırında üretilen yararlı ısının verimli kullanımı, - fırınların doğru kullanımı ile yüksek ergitme hızları ve üretkenlik, - doğru işçilik ile ölü zamanların en aza indirilmesi, - daha kısa sıvı metal taşınması (yolluk da metal oksidasyonu sonucu curuf oluşumu) ve - metal kalitesi ile doğrudan ilişkilidir.
, - etkin ve hızlı şarj ile, fırında üretilen yararlı ısının verimli kullanımı, - fırınların doğru kullanımı ile yüksek ergitme hızları ve üretkenlik, - doğru işçilik ile ölü zamanların en aza indirilmesi, - daha kısa sıvı metal taşınması (yolluk da metal oksidasyonu sonucu curuf oluşumu) ve - metal kalitesi ile doğrudan ilişkilidir.")
22
Ergitme işlemlerinde curuf oluşumu, yani oksidasyon nedeni ile metal kaybı fırın sıcaklığı ile doğrudan ilişkilidir.

23
Enerji Verimliliği-Çevre İlişkisi İşletmelerde enerji kaybı nedeni ile oluşan karbondioksit salınımının miktarının hesaplanması da, bir süreçler toplamıdır. Ana hammadde olan birincil alüminyum üretimi sırasında oluşan salınım + İşletmeye gelene kadar metalin gördüğü tüm işlemlerde kullanılan enerjinin üretimi sırasında oluşan salınım + İşletmenin kendi üretim sürecinde yarattığı salınım = Toplam salınım

24
Toplam (madenden külçeye)2
Birincil alüminyum üretim sürecinde, her bir işlem kademesinde ton alüminyum başına üretilen CO2 miktarı Boksit madenciliği Alümina rafinasyonu Anot üretimi Elektroliz Döküm Toplam (madenden külçeye)2 İşlem1 402 1557 1 763 Elektrik3 1 64 66 5225 42 5 529 Fosil yakıt 4 707 150 82 1 530 PFC 970 989 Toplam 5 771 617 7752 125 9 812 Çarpan 5.272 1.923 0.435 1.02 1.00 : Elektroliz sırasında not tüketimi ve florid salınımı sonucu üretilen CO2 ve CO2 eşdeğeri gazlar (PFC hariç), : Her bir kademede üretilen gazın, özgül tüketim katsayısı (çarpan) ile çarpılmış hali, : Enerji kaynağı % 57 hidro, % 28 doğal gaz, % 9 doğal gaz, % 5 nükleer ve % 1 petrol.
2. İşlem Elektrik Fosil yakıt PFC Toplam Çarpan : Elektroliz sırasında not tüketimi ve florid salınımı sonucu üretilen CO2 ve CO2 eşdeğeri gazlar (PFC hariç), : Her bir kademede üretilen gazın, özgül tüketim katsayısı (çarpan) ile çarpılmış hali, : Enerji kaynağı % 57 hidro, % 28 doğal gaz, % 9 doğal gaz, % 5 nükleer ve % 1 petrol.")
25
FİZİBİLİTE HAZIRLANMASI ister yeni yatırım kararı için, ister iyileştirme ya da kapasite artımı gereksinimlerinde mutlaka uzaman mühendislerden destek alınarak, fizibilite çalışması yaptırılmalıdır. Alüminyum sektöründe yatırım maliyeti diğer metalürjik sektörlere göre düşük, ancak işletme sermaye gereksinimi görece yüksek bir sektördür. Alüminyum fiyatlaması Londra Metal Borsası tarafından yapılmaktadır ve değişkendir. Hammadde ve enerji maliyetlerinin yüksek olduğu Türkiye gibi ülkelerde «görece yüksek yatırım bedeli-düşük işlem maliyeti» rotası izlenmelidir.

26
Ön-fizibilite sonucu eğer olumlu ise, yani yatırım verimli görünüyor ise, detay fizibilite aşamasına geçilir. Detay fizibilite ile; Yaklaşık yatırım maliyeti, Yaklaşık işlem (proses) maliyeti, Yaklaşık yatırımın geri dönüş süresi, Hammadde bulunabilirliği ve Pazar bilgisi hesaplanabilir. Ayrıca bu çalışma, yatırım finansmanı için finans kuruluşları tarafından da talep edilmektedir.
 maliyeti, Yaklaşık yatırımın geri dönüş süresi, Hammadde bulunabilirliği ve. Pazar bilgisi hesaplanabilir. Ayrıca bu çalışma, yatırım finansmanı için finans kuruluşları tarafından da talep edilmektedir.")
27
Daha az kirli gaz salınımı, İşçilik tasarrufu ve
YERLEŞİM Gerek şarj ya da yarı-ürün katı malzemenin gerek ise ergimiş metalin tesis içindeki trafiği minimum uzaklık, ergonomik operasyon koşulları ve minimum kayıp oluşturacak şekilde tasarlanmalıdır. Bu kaygılar ile; Enerji tasarrufu, Malzeme tasarrufu, Daha az kirli gaz salınımı, İşçilik tasarrufu ve Yüksek iş-güvenliği koşulları sağlanabilir. Özellikle kapasite artımı olabildiğince gerçekçi hazırlanmış fizibilite ile öngörülmeli ve tesis alanı gereksinimi emniyet faktörleri ile hesaplanmalıdır.

28
Teknoloji Seçimi Fizibilite verileri, işletme için en uygun teknolojinin seçiminde önemli katkı verecektir. Teknoloji seçiminde mühendislik kriterlerinin yanısıra; - hammadde bulunabilirliği ve taşınmasıi - yerel faktörler (enerji fiyatları, işçilik fiyatları, çevre yasaları, gümrük mevzuatı), - teknoloji sağlanacak olan ülkenin ekonomik stabilizasyonu, kullanıcıya uzaklığı, - teknoloji firmasının güvenilirliği ve referansları, - teknolojik performans garantileri dikkate alınmalıdır.
, - teknoloji sağlanacak olan ülkenin ekonomik stabilizasyonu, kullanıcıya uzaklığı, - teknoloji firmasının güvenilirliği ve referansları, - teknolojik performans garantileri dikkate alınmalıdır..")
29
Ölçüm Prosesin sağlıklı gidip gitmediğini öğrenmenin tek ve gerçek yolu ölçüm yapmaktır. Ölçüm yapılarak; - proses maliyet bileşenleri gözlenir ve sapmalar kontrol altına alınabilir, - teorik performans değerleri ile pratik performans değerleri karşılaştırılabilir ve eğer sapma var ise müdahele edilebilir, - operasyon ve işçilik kaynaklı kayıplar görülebilir, - ürün kalitesi kontrol edilebilir,

30
Ergitme

31
Alüminyum ergime sürecinde gereksinim duyulan enerji

32
Ergitme aşamalarında enerji ihtiyacı
Fırına katı şarj yapıldığında, şarjın sıcaklığının oda sıcaklığından, ergime sıcaklığına ulaştırılması için yakıcılar tam güç çalışır ve daha önce de söz edildiği gibi katı alüminyumum yüksek ısı iletkenliğinden dolayı, ısı iletimi optimumdur. Bu süreç fırına verilen toplam enerjinin % 53’ünü tüketir. Eğer katı şarjın yüzey/ağırlık oranı küçük ise, yani malzeme kaba ve yüksek et kalınlığına saahip ise ve yüzeyinde herhangi bir lak, boya,yağ vs içermiyorsa, oksidasyon nedeni ile curuf oluşum riski, bu aşamada düşüktür. Ergime yani katı-sıvı faz dönüşümü başladığında, hem sıvı alüminyumun katı duruma göre ısıl iletkenliğindeki büyük düşüş hem de katı yüzeyin ergime ile azalması ve ergiyiğe batması nedeni ile yanma gazlarının etkileyebileceği katı yüzey alanındaki azalma, ısı iletiminin azalmasına neden olur. Bu nedenle aşırı ısıtma ve buna bağlı olarak ergiyik yüzeyinde aşırı ısınmış lokal bölgeler ve bunun doğal sonucu olarak curuf oluşum riski yüksektir. Son aşama olan ergime sıcaklığından döküm sıcaklığına ulaşma aşaması ise, katı şarj tamamen sıvı hale dönüştüğünden, ısı iletiminin en zayıf olduğu aşamadır ve faz dönüşümü aşamasında görülen riskler, bu aşama için de geçerlidir. Katı-sıvı faz dönüşümü aşamasında, yakıcı gücünün yavaş yavaş azalması, ergime başladıktan sonra görülen ısı iletimindeki azalmanın karşılanması ve aşırı ısıtmadan kaçınmak için oldukça önemlidir. Proses aşaması Yakıcı gücü Enerji ihtiyacı Ergime sıcaklığına ısıtma % 100 % 53 Katı-sıvı faz dönüşümü Yavaş yavaş azalır, % 41 Döküm sıcaklığına ısıtma < % 30 % 6

33
Yanma (Combustion) En basit tanımı ile yanma, yakıt ile oksijenin, yakıtın depoladığı ısıl enerjiyi, yüksek sıcaklığa sahip gazlar üreterek, açığa çıkmasına yol açan kimyasal tepkimedir. Bu tepkime sonucu oluşan “yanma gazları”, serbest hale geçen ısıyı taşır. Bu ısının miktarı, yanma gazlarının sıcaklığına bağlıdır. Yakıtların çoğu karbon ve hidrojen içerir. Oksijenin kaynağı ise havadır (hava hacimce % 21 oksijen, % 78 azottan oluşur). Temel yanma tepkimeleri : Karbon + Oksijen = Karbondioksit + Isı Hidrojen + Oksijen = Su buharı + Isı
. Temel yanma tepkimeleri : Karbon + Oksijen = Karbondioksit + Isı. Hidrojen + Oksijen = Su buharı + Isı.")
34
Yanma tepkimesi sırasında, yeterli miktarda oksijen bulunduğunda “tam yanma” oluşur. Fırınlarda oksijen ihtiyacı ya havadan ya da kısmen ya da tamamen teknik saflıktaki oksijenden sağlanır. Eğer gerekenden fazla oksijen (ya da fazla hava) kullanılırsa, yakıcı alevi zayıf ve oksitleyici olacaktır. Bu hem yakıt kaybına hem de fırın atmosferininin oksidan olmasına ve dolayısı ile metal kaybına yol açar. Tersi olarak gerekenden fazla yakıt kullanılırsa (düşük oksijen ya da yetersiz hava), yakıcı alevi zengin ancak redükleyici olacaktır. Yani yanma tepkimesi tamamlanamayacaktır.
 kullanılırsa, yakıcı alevi zayıf ve oksitleyici olacaktır. Bu hem yakıt kaybına hem de fırın atmosferininin oksidan olmasına ve dolayısı ile metal kaybına yol açar. Tersi olarak gerekenden fazla yakıt kullanılırsa (düşük oksijen ya da yetersiz hava), yakıcı alevi zengin ancak redükleyici olacaktır. Yani yanma tepkimesi tamamlanamayacaktır..")
35
Yanma verimi fırına giren ısı miktarının, fırında yararlı olarak kullanılan ısı miktarına oranıdır. Isı kayıplari fırın tasarımı ve özellikle yakıcı sisteminin seçimine bağlıdır (baca, duvar, kapı, balkon kayıpları). Farklı ergitme ya da tutma sistemleri için, kaçak ısının tanımı ve ölçümü zor olduğundan “yararlı ısı (available heat)” terimi kullanılır. Yararlı ısı, fırına giren ısıdan baca gazları ile kaçan ısı düşüldükten sonra elde edilen değerin bir yüzdesidir. 650 °C 980 °C 1315 °C Yararlı ısı % 66 % 52 % 35 Su buharı kaybı + baca gazı kaybı % 36 % 48 % 65

36
Isı İletimi Yakıt ile çalışan fırınlarda, yanma tepkimesi sonucu kimyasal enerji ısı enerjisine dönüşür, yanma gazları tarafından yüklenir ve doğrudan ya da dolaylı olarak şarj üzerine, kısmen “yararlı ısı” olarak taşınır. Isının bir bölümünden yararlı ısı olarak faydalanılırken, bir bölümü de faydalanılmaksızın baca gazları ile birlikte dışarı gider. Yanma gazlarının sıcaklığı fırın içindeki şarjın sıcaklığından daha yüksektir. Bu yanma gazları baca gazı olarak fırını terkederken önemli miktarda enerjiyi de kayıp olarak beraberinde götürür. Isı kaynağından şarj üzerine ısı transferi 3 mekanizma ile çalışır: Yanma gazlarından şarj üzerine KONVEKSİYON ile, Alev, yanma ürünleri ve fırın duvarlarından RADYASYON ile, Alüminyum şarjın yüzeyinden iç kısımlarına (ermiş metal yüzeyinden curuf tabakası üzerinden ergiyiğin içine) KONDÜKSİYON ile. 760 °C’nin üzerindeki sıcaklıklarda baskın ısı transfer mekanizması radyasyondur.
 KONDÜKSİYON ile. 760 °C’nin üzerindeki sıcaklıklarda baskın ısı transfer mekanizması radyasyondur.")
37
Ergitme işlemi sırasındaki enerji verimliliği, iki ısı iletim mekanizmasına bağlıdır: radyasyon ve konveksiyon. Katı alüminyum mükemmel bir ısı iletkenidir. Bu nedenle ergitme işleminin ilk aşamasında yakıcıdan sağlanan ısı hızlı bir şekilde katı şarj tarafından absorbe edilir. Böylece düşük baca gazı sıcaklıkları ve yüksek ısıl verim ortaya çıkar. Ergimiş alüminyumun iletkenliği ise katı alüminyumun iletkenliğinin yarısı kadardır. Bunun anlamı aynı sıcaklıkta, ergimiş alüminyuma transfer edilecek olan ısının, katı alüminyuma göre çok büyük ölçüde azaldığıdır. Fırın içinde ergiyik oluştuktan sonra katı şarj erigiyik içine eninde sonunda batar. Bu durumda ısı iletimi ergiyiğin düşük iletim yeteneğinden ötürü sınırlı oranda gerçekleşir. Çünkü hem ergiyik ile katı şarjın temas yüzeyi azalmıştır, hem de ısı kaynağı ile şarj arasındaki sıcaklık farkı düşüktür. Normal koşullarda yakıcı alevi ya da refrakter arasındaki sıcaklık farkı yaklaşık °C iken, katı şarj ile ergiyik arasındaki sıcaklık farkı °C’ye düşmüştür. Katı şarj fırın içine yüklendikten sonra asal ısı iletim mekanizması konveksiyondur. Tavan ve yan duvarlardan şarj üzerine radyasyon ikincil önemli ısı iletim yöntemi iken, yanma gazlarından şarj üzerine radyasyon en az önemdedir. Isı letimini iyileştirilmesi ile ergitme süresi % 5-25’e kadar kısaltılabilir ve böylece fırın verimliliği arttırılabilir. Fırın içinde ve şarj boyunca uniform ısı dağılımı, ısı transferinin iyi olduğuna işarettir.

38
Yakıcıdan metal üzerine transfer edilebilecek ısının miktarı:
Isı iletim mekanizmalarının ergitme işleminin farklı aşamalarında oranı Isı transfer mekanizması Ergitme Isıtma Tutma Gaz konveksiyonu % 60 % 5 Refrakter duvarlardan gaz radyasyonu % 28 % 15 Refrakter tavandan gaz radyasyonu % 12 % 80 % 90 Bütün ergitme süreçlerinde temel amaç, istenilen birim zamandaki eritme miktarına, yüksek enerji verimliliği ile ulaşmaktır. Fırına giren enerji aşağıdaki bağıntı ile hesaplanabilir: Fırına giren enerji oranı = yakıcının ürettiği enerji / ergiyik yüzey alanı (kW/m2) Yakıcıdan metal üzerine transfer edilebilecek ısının miktarı: - ergiyik yüzey alanı, - ısı kaynağı ile katı şarj arasındaki sıcaklık farkı ve - ergiyik üzerimdeki curuf tabakasının kalınlığına bağlıdır.
 Yakıcıdan metal üzerine transfer edilebilecek ısının miktarı: - ergiyik yüzey alanı, - ısı kaynağı ile katı şarj arasındaki sıcaklık farkı ve. - ergiyik üzerimdeki curuf tabakasının kalınlığına bağlıdır.")
39
Enerji Verimliliği Enerji verimliliği doğrudan yanma verimliliği ile ilgilidir. Yanma verimliliği aşağıda sıralanmış hava/yakıt pranı, kaçak hava girişi ve fırın iç basınç kontrolü gibi parametrelere bağlıdır. Baca gazlarının ve yanma havasının sıcaklığı, fırının toplam veriminin belirlenmesi için kullanılan temel fiziksel göstergelerdir. Fırın sistemlerinde enerji verimliliği toplam yararlı enerjinin, yani üretime harcanan enerjinin, giren enerjiye oranı olarak tanımlanabilir. Enerji verimliliği η=Eüretim/Egiren enerji = 1- (Ekayıp/Egiren enerji)
")
40
Külçe ergiten geleneksel ve rejeneratif yakıcılı Reverber fırınında baca kaybı

41
Külçe ergiten geleneksel ve rejeneratif yakıcılı Reverber fırınında sıcaklık dağılımı

42
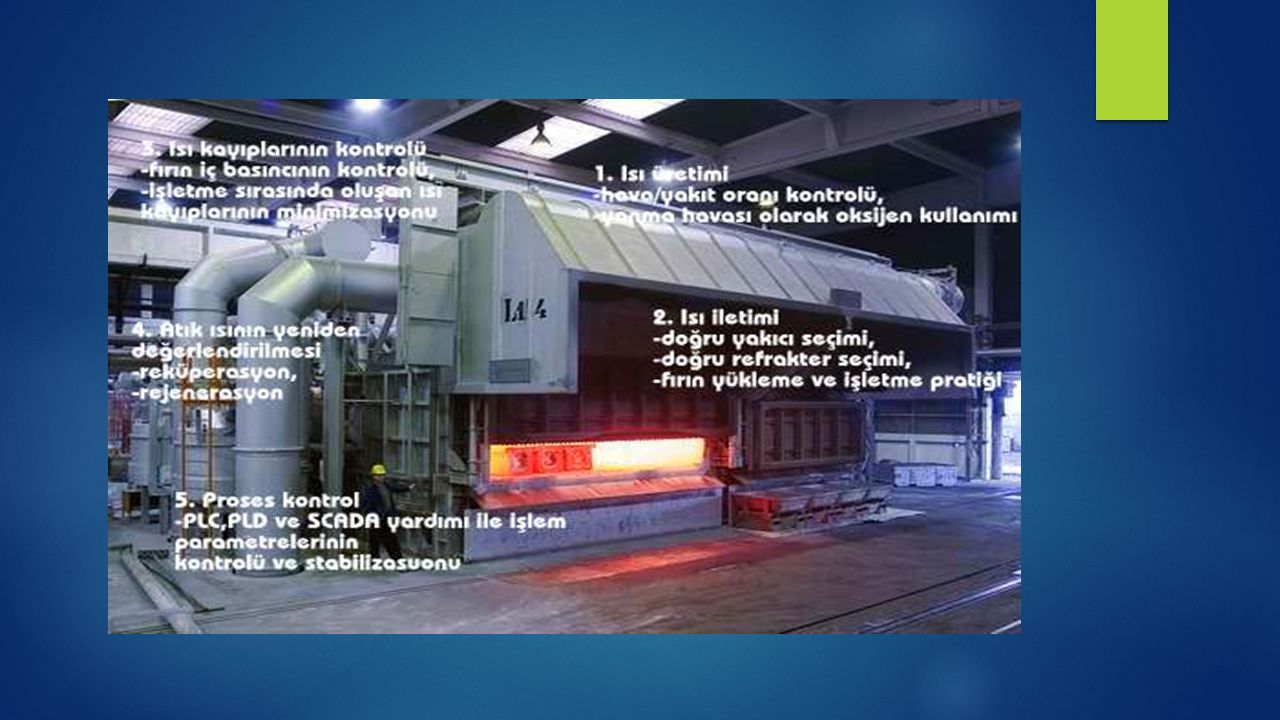
Baca gazı hacmini azaltmak için fırını aşırı yüklemeden kaçınmak ve ısı iletiminin iyileştirilmesi ile birlikte aşağıda sıralanmış noktalara da dikkat etmek gerekir: Yakıcı seçimi ve fırın içinde konumlandırılması Baca kayıpları, Hava/yakıt oranının kontrolü, Fırın iç basıncının kontrolü ve hava kaçaklarının önlenmesi Atık ısının yanma havasının ya da şarjın ön-ısıtılmasında kullanılması Yanma havası olarak oksijence zenginleştirilmiş hava ya da oksijen kullanımı Metal sirkülasyon pompalarının kullanımı Refrakter kalitesi ve uygulaması İşletme koşulları Ergiyik yüzeyinin temizliği Fırın yükleme ve ve işletme pratiği (şarj ve curuf alma mekanizasyonu, radyasyon kayıplarının önlenmesi) Proses kontrol sistemleri
 Proses kontrol sistemleri.")
44
Yakıcı Seçimi ve Konumlandırılması
Genellike işletmelerde, ergitme süresini kısaltmak amacı ile, yakıcılar tam güç çalıştırılır. Ancak hızlı ergitmeye ulaşabilmek için aynı zamanda yanma sonucu oluşan ısının yanma havasından katı şarj üzerine iletilmesi gerekmektedir. Yani ısı iletim oranı, yakıcının çalışmasıyla doğru orantılı olarak artmaz. Yakıcının fazla çalışması aynı zamanda, baca gazı sıcaklığının yükselmesi, daha fazla metalin okside olarak yanması, daha fazla metal parçacıklarının baca gazı tarafından taşınması ve daha fazla toz oluşumu anlamına gelir. Bu nedenle maksimum ısı iletimine olanak veren tasarım ve yakıcı konumlandırılması, ergitme fırınları için yaşamsal önem taşır. Yakıcıların optimum koşullarda çalıştırılması, yeterli operasyon bilgisi ve uygun şarj karışımı hazırlanması ile ısı kayıpları azaltılarak, fırının ısıl verimliliği arttırılabilir ve dolayısıyla gaz ve oksijen tüketimi azaltılabilir.

45
Katı alüminyumun ısı iletkenliğinin sıvı durumdan daha yüksek olduğu bulgusundan yola çıkarak, ergitmenin ilk aşamasında yakıcıların ürettiği ısının yanma gazlarından katı şarja konveksiyon ile iletimi diğer iletim mekanizmalarından daha baskındır. Bu nedenle yakıcı tipi ve alev sıcaklığı ve hızı önem taşır. Katı alüminyum şarjı, yanma gazlarının doğrudan teması ile, yanma gazlarının taşıdığı ısıyı absorbe eder. Özellikle yüksek hızlı yakıcıları ürettiği şiddetli alev yanma gazları şarj üzerinde hem ısıl olarak hem de-eğer hurda ergitiliyorsa- mekanik olarak dağıtıcı bir etki yapar. Sonuç olarak bu aşamada baca gazı sıcaklığı nisbeten daha düşüktür. Yanma gazlarının ve alevin şiddetinden dolayı konvektif ısı iletimi sayesinde katı şarj tamamen ısı etkisine maruz kalırken, radyasyon yalnızca ulaşabildiği yüzeyleri etkiler.

46
Yanma gazlarından katı şarj üzerine ideal konvektif ısı iletimi ( baca gazı sıcaklığı düşük)
Yanma gazlarından katı şarj üzerine verimsiz konvektif ısı iletimi (baca gazı sıcaklığı yüksek)
")
47
Ancak katı şarj ergimeye başlayıp, metal banyosuna karıştıktan sonra konvektif ısı iletiminin oranı da azalır. Ancak ergiyik yüzeyinin üzerindeki sıcak yanma gazları ergiyiğin yüzey gerilimini düşürerek, radyasyona göre daha iyi sıcaklık dağılımı sağlar. Bu nedenle; Yüksek hız yakıcıları ve/ve ya resirkülasyon fanı kullanımı ile fırın içinde sıcak yanma gazlarının uniform olarak dağılımı ve dolayısıyla konveksiyon ile ısı transferi iyileştirilebilir. İyileştirilmiş konveksiyon mekanizması ile ısı transfer oranı artarken, buna bağlı olarak ergitme süresi kısalır, verimlilik artar, ürün kalitesi artar ve birim enerji tüketimi azalır. Değişken kapasiteli (yüksek turn-down oranına sahip) ve değişken alev boylu yakıcı kullanımı ile ısı transferi yükseltilebilir. Böylece ilk ergitme, katı-sıvı faz dönüşümü ve tutma aşamalarındaki değişik miktarlardaki ısı gereksinimi ekonomik olarak karşılanabilir. Isıtma ya da ergitme işlemlerinin farklı aşamalarında gerekli olan farklı miktarlardaki enerji ihtiyacını karşılayabilmek için esnek üretkenliğe sahip (yüksek turn-down oranı) ve uygun alev boyu ve şekline sahip yakıcı sistemi seçilmelidir.
 ve değişken alev boylu yakıcı kullanımı ile ısı transferi yükseltilebilir. Böylece ilk ergitme, katı-sıvı faz dönüşümü ve tutma aşamalarındaki değişik miktarlardaki ısı gereksinimi ekonomik olarak karşılanabilir. Isıtma ya da ergitme işlemlerinin farklı aşamalarında gerekli olan farklı miktarlardaki enerji ihtiyacını karşılayabilmek için esnek üretkenliğe sahip (yüksek turn-down oranı) ve uygun alev boyu ve şekline sahip yakıcı sistemi seçilmelidir.")
48
Konveksiyonla ısı iletimi için yakıcı konumlandırması
Radyasyonla ısı iletimi için yakıcı konumlandırması

49
Ancak, konvektif yakıcıların verimli çalışabilmesi için daha küçük fırın duvar tavan alanına gereksinim vardır. Bu radyasyon ile ısı iletiminin azalması anlamına gelir. Bununla birlikte, doğrudan alev teması özellikle ince kesitli hurda ergitmede önemli oranlarda metal kaybına neden olmaktadır. Bütün bu bilgilerin ışığında gelinen optimum nokta katı şarjı doğrudan alev temasından korumak için “girdap yaratıcı” şarj odaları, yüksek yanma gazı sıcaklıklarının neden olduğu düşük ısıl verimliliği karşılamak için ise “rejeneratif yakıcı sistemler” ve ergiyik sıcaklığının uniformluğunu sağlayarak, ısı iletimini arrtırmak için ise “sirkülasyon pompaları” kullanımı olmuştur.

50
Baca Kayıpları Yukarıda da belirtildiği gibi yararlı ısı fırına giren net ısıdan baca gazı kayıplarının düşümü ile hesaplanır. Şarja ulaşan net ısı miktarı ise faydalı ısı ile diğer kayıpların (duvar ve radyasyon kayıpları) arasındaki farktır. Fırının enerji verimliliğinin ölçümünde temel parametre baca gazlarının sıcaklığıdır. Yüksek baca gazı sıcaklıkları, düşük enerji verimliliği anlamına gelir. Eğer yanma gazları taşıdıkları enerjiyi şarj üzerine iletemezler ise, yüksek sıcaklıkta fırını terkederler. Baca kayıpları aşağıdaki bağıntı ile hesaplanabilir: Baca gazı kayıpları = W*Cp*(Tbaca gazı – Tçevre) W : baca gazlarının kütlesi, Cp : baca gazlarının özgül ısısı (0.14 cal/gr), Tbaca gazı : atık gazların bacaya giriş sıcaklığı, Tçevre : ortam sıcaklığı (genellikle 15°C). Baca kayıpları diğer ısı kayıplarına ve operasyon kalitesine doğrudan bağlıdır. Baca kayıplarının miktarı ise, yanma havası ve yakıtın akış hızına ve fırın içine dışarıdan kaçak hava girişi ile ilgilidir. Daha önce de belirtildiği gibi, baca gazının O2 ya da CO2 içeriği ölçülerek hesaplanabilir.
 arasındaki farktır. Fırının enerji verimliliğinin ölçümünde temel parametre baca gazlarının sıcaklığıdır. Yüksek baca gazı sıcaklıkları, düşük enerji verimliliği anlamına gelir. Eğer yanma gazları taşıdıkları enerjiyi şarj üzerine iletemezler ise, yüksek sıcaklıkta fırını terkederler. Baca kayıpları aşağıdaki bağıntı ile hesaplanabilir: Baca gazı kayıpları = W*Cp*(Tbaca gazı – Tçevre) W : baca gazlarının kütlesi, Cp : baca gazlarının özgül ısısı (0.14 cal/gr), Tbaca gazı : atık gazların bacaya giriş sıcaklığı, Tçevre : ortam sıcaklığı (genellikle 15°C). Baca kayıpları diğer ısı kayıplarına ve operasyon kalitesine doğrudan bağlıdır. Baca kayıplarının miktarı ise, yanma havası ve yakıtın akış hızına ve fırın içine dışarıdan kaçak hava girişi ile ilgilidir. Daha önce de belirtildiği gibi, baca gazının O2 ya da CO2 içeriği ölçülerek hesaplanabilir.")
51
Her bir yakıt türü için, yanma tepkimesinin tamamlanması kimyasal ya da stokiometrik olarak ideal bir yakıt-hava oranına bağlıdır (tam yanma). Örneğin 1 m3 doğal gazın yanması için 9.52m3 yanma havası gerekir. Tam yanma ile yüksek alev sıcaklığı ve ısıl verimlilik elde edilir. İdeal orandan her sapma enerji veriminin düşmesine neden olur. Eger gerekenden daha az hava ile çalışılır ise, yanma tamamlanamaz ve yakıtın bir bölümü içerdiği enerjiden yararlanılmadan atık olarak sistemi terk eder. Düşük hava ile çalışmak yanma reaksiyonunun tamamlanamamasına ve bu nedenle aşırı yakıt tüketimi, ve aşırı CO ve yanmamış hidrokarbon salınımına neden olur. Fazla hava kullanımı ise baca gazları ile atık ısı kaybının çok büyük oranda artmasına yol açar ve her iki durumda fırının ısıl verimliliğini ve buna bağlı olarak üretkenliğini azaltır.

52
Fırın İç Basıncının Kontrolü ve Hava Kaçaklarının Önlenmesi
Soğuk hava fırın içine sadece yakıcıdan fazla hava olarak girmez. Eğer fırın içinde negatif basınç var ise, fırın çevresinden de fırın içine girebilir. Çünkü fırın içindeki negatif basınç kapı ve diğer açıklıklardan fırın içine soğuk havayı çeker (baca etkisi). Bu soğuk hava yanma gazlarının taşıdığı enerjinin bir bölümünün kaybolmasına neden olarak, fırının enerji verimliliğini düşürür. Fırın içine kaçak hava girişi, yakıt tüketimini olumsuz yönde etkiler ve fırının yüksek hava/yakıt oranı ile çalışmasına yol açar. Bunun yanında hava kaçakları, fırın içindeki oksijen konsantrasyonunun artmasına ve dolayısıyla ergimiş metalin oksidasyonuna da neden olur.
. Bu soğuk hava yanma gazlarının taşıdığı enerjinin bir bölümünün kaybolmasına neden olarak, fırının enerji verimliliğini düşürür. Fırın içine kaçak hava girişi, yakıt tüketimini olumsuz yönde etkiler ve fırının yüksek hava/yakıt oranı ile çalışmasına yol açar. Bunun yanında hava kaçakları, fırın içindeki oksijen konsantrasyonunun artmasına ve dolayısıyla ergimiş metalin oksidasyonuna da neden olur.")
53
Fırın içinde pozitif basınç olduğu zaman, sıcak yanma gazları sirküle olabilir. Ancak pozitif basınç yüksek olursa (> 20 Pa) kapı ve fırın refrakter ve çelik konstrüksiyonuna zarar verebilir. Buna karşın negatif basınç olduğunda, dışarıdan fırın içine soğuk hava girme ve sıcak yanma gazlarının bacaya kaçma olasılığı artacaktır. Hava kaçaklarının kontrolü için 4 parametre oldukça önemlidir : Fırın ya da baca gazının sıcaklığı, Kaçak havanın girdiği yer ile baca arasındaki dikey uzaklık, Hava kaçağının gerçekleştiği alanın büyüklüğü, Fırının negatif basınç altında çalıştığı zamanın büyüklüğü (örneğin şarj ve curuf alma için kapının kaç dakika açık kaldığı) Teorik olarak, hava kaçağı ile kaybolan ısının karşılanması için, yakıcıların ürettiği ısının miktarı, kaçak ısının miktarından daha fazladır. Çünkü yakıcıların ürettiği ısının tamamı “yararlı ısı “ değildir. Reverber tipli bir ergitme fırınına, dışarıdan kaçak olarak giren her m3 hava, yaklaşık olarak 250 Watt/saat enerji kaybına neden olur.bu rakam ortalama olarak % 10 daha fazla yakıt tüketimi anlamına gelir.
 Teorik olarak, hava kaçağı ile kaybolan ısının karşılanması için, yakıcıların ürettiği ısının miktarı, kaçak ısının miktarından daha fazladır. Çünkü yakıcıların ürettiği ısının tamamı yararlı ısı değildir. Reverber tipli bir ergitme fırınına, dışarıdan kaçak olarak giren her m3 hava, yaklaşık olarak 250 Watt/saat enerji kaybına neden olur.bu rakam ortalama olarak % 10 daha fazla yakıt tüketimi anlamına gelir.")
54
Atık Isının Yanma Havasının ya da Şarjın Ön-ısıtılmasında Kullanılması
Verimli bir atık ısı değerlendirme işlemi için ilk öncelik, baca gazı kayıplarının azaltılmasıdır. Baca gazı sıcaklığı arttıkça, gerikazanılabilir enerji miktari da artar. Bununla birlikte yüksek baca gazı sıcaklıklarına, ergitme işleminin belirli aşamalarında ulaşılır. İlk şarj zamanı, baca gazı sıcaklığı düşüktür ve ergiyik ile şarj arasındaki sıcaklık farkı nisbeten yüksektir. Bu aşamada enerji, yanma gazlarından şarj üzerine transfer edilir ve sonuç olarak baca gazı sıcaklığı düşüktür. Şarj ergimeye başladıkça, şarj ile fırın atmosferi arasındaki sıcaklık farkı düşmeye başlar, enerji transferi azalır ve baca gazlarının sıcaklığı yükselmeye başlar. Şarj tamamen ergidiğinde, ısı transferi minimuma ulaşır ve bu arada baca gazı sıcaklığı maksimum olur. Prosesin bu aşamasında, ergimiş metalin döküm sıcakığına ulaşması için fırın ısıtılır ve bu aşamada baca gazları maksimum sıcaklığa ulaştığı için, maksimum enerjinin geri kazanımı mümkün olacaktır.

55
Atık Isının Şarjın Ön-ısıtılmasında Kullanılması
Şarj üzerine uygulanacak ikincil ön-yakma havasının sıcaklığı, metal verimi, olası kondensasyon reaksiyonları, ıslak şarjın fırın içinde patlama riski ve refrakter ömrü açısından önemlidir. Özellikle hurda ergiten tesislerde ön-ısıtma yağ, nem,boya ve lak gibi fiziksel kirliliklerin uzaklaştırılması toplam proses verimliliği açısından önem taşır. Ergitme öncesi bu kirliliklerin uzaklaştırılması ile oksidasyon sonucu oluşan curuf miktarı azaltılarak, daha yüksek metal verimlerine ulaşılabilir. Ön-ısıtma, şarjın enerji tasarrufu amacı ile ön-ısıtılması, ıslak şarjın neden olabileceği patlama riskini azaltmak için kurutma amacı ile ya da ergitme fırınına entegre bir lak/boya giderme hattına enerji sağlanması amacı ile yapılabilir. Ön-ısıtma uygulanmiş şarjın ergime sırasında getirdiği diğer önemli bir avantaj da daha düşük alev sıcaklığı ve fırın sıcaklığının yetreli olması ve böylece daha az NOx salınımıdır.

56
Alüminyum ergitme ya da tutma fırınlarında en yaygın kullanıma sahip enerji tasarrufu yöntemlerinin başında, yakma havasının gerikazanılmıs ikincil enerji ile ısıtılması gelir. Çünkü bu tip fırınlarda ana enerji kaybı, yanma gazlarının taşıdığı ısının bacadan kaçmasıyla gerçekleşir. Bu ısının ikinci bir kaynak olarak, yakma havasının ısıtılmasında kullanılması ile sağlanabilecek enerji tasarrufu doğrudan yanma gazlarının sıcaklığına ve yakıcılarda kullanılan hava-yakıt oranına ve baca gazının O2 içeriğine bağlıdır.

57
Yanma havasının ikincil enerji ile ısıtılmasının getireceği ana faydalar aşağıda sıralanmıştır:
Ön-ısıtılmış hava kullanımı ile daha yüksek alev sıcaklıklarına ve dolayısıyla daha yüksek radyasyon ile ısı iletimi oranlarına ulaşılabilir. Örneğin 15°C’den 540 °C’ye ısıtılmış yakma havası kullanıldığında, doğal gaz için teorik alev sıcaklığı yaklaşık olarak 1950 °C – 2715 °C aralığında olacaktır. Böylece alev radysayonu ile ısı iletimi artacaktır. Fırına giren faydalı ısının miktarı artacak ve baca kayıpları azalmış olacaktır. Fırın içindeki alüminyum şarj ergidikten sonra, ihtiyacı olan ısının büyük bölümünü doğrudan, alevden güçlü radyasyon ile alacaktır. Alev radyasyonu oranının arttırılması ile fırın duvar ve tavanının aşırı ısıtılması ve buna bağlı oluşabilecek hasarlar minimize olacaktır. Yüksek alev sıcaklığı ve buna bağlı olarak yüksek alev radyasyonu, fırının birim zamanda ergiteceği alüminyum miktarının artmasına neden olacaktır, yani fırnın üretim verimliliği artacaktır. Ancak burada önemli olan nokta “aşırı ısınma” nın engellenmesidir. Çünkü aşırı ısınma ile hem yakıt tüketimi artar, hem oksidasyon nedeni ile metal kaybı artar, hem de sıvı metali hidrojen gazı kapma riski nedeni ile metal kalitesi düşer.

58
Yakma havası sıcaklığı (°C)
Yakma havasının ön-ısıtılması ile elde edilebilecek yakıt tasarrufu oranları (doğal gaz ve % 10 fazla hava kullanıldığında) Yakma havası sıcaklığı (°C) Yanma gazları sıcaklığı (°C) 300 400 500 600 700 800 900 % 14 % 19 % 15 % 20 % 24 % 16 % 21 % 25 % 28 % 17 % 22 % 27 % 30 % 33 1000 % 18 % 29 % 36 % 38 % 40 1100 % 26 % 31 % 35 % 43 1200 % 23 % 34 % 39 % 41 % 44 % 47 1300 % 32 % 46 % 49 % 51
 Yakma havası sıcaklığı (°C) Yanma gazları sıcaklığı (°C) % 14. % 19. % 15. % 20. % 24. % 16. % 21. % 25. % 28. % 17. % 22. % 27. % 30. % % 18. % 29. % 36. % 38. % % 26. % 31. % 35. % % 23. % 34. % 39. % 41. % 44. % % 32. % 46. % 49. % 51.")
59
Reküperatörler Sistemin esası sıcak yanma gazlarının taşıdıkları ısıyı bir temas yüzeyi aracılığı ile yakma havasına transfer etmeleridir. Yakma havası ısınırken doğal olarak yanma gazlarının sıcaklığı düşer ve sonuç olarak baca gazları daha düşük sıcaklıkta fırını terk ederler. Farklı tasarımlarda reküperatörler vardır. En basit olanı tüp ya da radyan tipli olanlarıdır. Tüp yüzeyi ısı transfer yüzeyi olarak davranır.

60
Rejeneratörler Rejeneratif yakıcı sistemleri hem ön-ısıtılmış hava kullanımı hem de proses kontrolüne uygunluğu nedeni ile hassas kontrol edilebilen yakıcı sistemleridir. Hava/yakıt oranındaki sapmaların yakıcı verimliliği üzerindeki negatif etkisi, rejeneratif sistemlerde minimumdur.

61
1175 °C’de çalışan bir fırın için ön-ısıtılmış hava kullanımı ile yakıt tasarrufu oranı
Ön-ısıtılmış hava sıcaklığı (°C) Faydalı ısı (%) Yakıt tasarrufu (%) Radyasyon reküperatörü 370 52 25 Radyasyon-konveksiyon reküperatörü 540 60 33 Rejeneratif sistem 980 78 48 Ön-ısıtlmış yanma havası kullanımının ergitme oranı ve enerji tüketimine etkisi Isı gerikazanımı olmadan Reküperator + yüksek hızlı yakıcı sistemi Rejeneratif yakıcı sistemi Ergitme oranı (kg/m2/saat) 250 400 350 Enerji tüketimi (kcal/ton)
 Faydalı ısı (%) Yakıt tasarrufu (%) Radyasyon reküperatörü Radyasyon-konveksiyon reküperatörü Rejeneratif sistem Ön-ısıtlmış yanma havası kullanımının ergitme oranı ve enerji tüketimine etkisi. Isı gerikazanımı olmadan. Reküperator + yüksek hızlı yakıcı sistemi. Rejeneratif yakıcı sistemi. Ergitme oranı (kg/m2/saat) Enerji tüketimi (kcal/ton)")
62
Yanma Havası Olarak Oksijence Zenginleştirilmiş Hava ya da Oksijen Kullanımı
Yakma havası olarak hava kullanıldığında, havanın % 79 oranında içerdiği N2 nedeni ile, düşük alev sıcaklıkları elde edilebilir. Bu düşük yanma verimi ve baca gazları ile yüksek ısı kaybı demektir. Yakma havası olarak oksijen 4 farklı şekilde kullanılabilir : Yakıcıda yakma havası olarak, Yakma havası olarak hava kullanılarak üretilen aleve doğrudan oksijen enjeksiyonu ile Yakma havası olarak hava kullanılarak üretilen alevin altında oksijen tabakası olarak ve Yakma havasına oksijen verilerek yakma havasının zenginleştirilmesi amacı ile. Özellikle hurda ergiten Reverber fırınlarda, temel nokta yakıcının kontrol edilebilirliği ve esnek çalışmasıdır. Çünkü ergime sırasında yakıcı ile katı şarj arasındaki uzaklık artarken, ergime süresinin uzamaması için, yakıcı gücünün değişmemesi gerekir. Aynı zamanda fırının uzak köşelerindeki ergimiş metalin sıcaklığının korunması gerekir.

63
Ergime sürecinde katı şarj ile yakıcı etki alanının değişimi:
Yakma havası olarak oksijen kullanımının getireceği temel yararlar: Yüksek alev sıcaklığı sayesinde ısı iletiminin iyileştirilmesi: hava ile çalışan sistemlerde ulaşılabilecek maksimum alev sıcaklığı 1850°C iken, oksijenli sistemlerde 2700°C’ye kadar çıkılabilir. Alüminyum ergitme için bu kadar yüksek sıcaklıklara ihtiyaç duyulmaz, ancak radyasyon ile ısı transferi, alev ve katı şarj sıcaklık farkına doğrudan bağlıdır ve bu fark büyüdükçe, yani alev sıcaklığı arttıkça artar. Örneğin, katı şarj ergiyerek 750°C’ye ulaştığında, oksijenli sistemlerin ürettiği radyasyon ile ısı iletim oranı, havalı sistemlere göre 4 kat daha yüksek olacaktır. Bu gerçeklik, ergime süresinin kısalmasına ve dolayısı ile aynı ergitme oranına daha küçük yakıcı ile ulaşılmasına olanak verir. Daha hızlı ergitme ile enerji tüketimi çok büyük oranlarda azalabilir.

64
2. İkinci avantaj daha az miktarda atık gaz oluşumudur
2. İkinci avantaj daha az miktarda atık gaz oluşumudur. Çünkü yakıcı havası olarak hava kullanıldığında, havadaki her bir oksijen molekülüne karşı 3 molekül azotsa reaksiyona girmekte ve azot, sisteme hiçbir katkı sağlamadan, taşıdığı enerjiyi baca gazı ile birlikte dışarı götürmektedir. Yakma havası olarak saf oksijen kullanıldığında bu kayıplar sözkonusu olmaz. 3. Aynı güçteki soğuk havalı yakıcı ile karşılaştırıldığında, oksijen yakıcılı sistem % 70 daha az atık gaz üretir. Çünkü, oksijen yakıcılı sistemler, yüksek ısıl verimdem dolayı düşük yakma oranlarında, soğuk hava yakıcılı sistemin ürettiğine eşdeğer ısıyı üretebilir. Bunun anlamıyanma gazlarının fırın içinde daha uzun süre kalması, daha az baca gazı ile ısı kaybı ve daha az kirli gaz salınımıdır. 4. Oksijenli yakıcı sistemlerde yakıcı ve alev kontrolü daha iyidir ve bu nedenle oksidasyon sonucu metal kaybı daha azdır. Yanma reaksiyonunun tamamlanabilmesi için gerekli olan stokiometrik orana yakın miktarda oksijen pratik olarak tüketilir. Ek oarak, şarjın kalitesine göre oksijen miktarı ayarlanabilir. Aynı zamanda bir çok yakıt için, oksijenli yakıcı sistemlerde tutuşma limiti havaya göre daha geniştir. Soğuk havalı yakıcılarda stokiometrik tutuşma oranı % 9.5 iken, pratikte % 5-14 aralığında çalışılır. Oksijen yakıcılı sistemlerde ise stokiometrik oran % 33’dür ve pratikte % 5-60 aralığında çalışmak mümkündür. Bu durum doğal gaz ile çalışan sistemler için çok kritik değildir. Ancak sıvı yakıtlı sistemlerde hayati önem taşır.

65
Metal Sirkülasyon Pompaları
Enerji verimliliği açısından bakıldığında, sirkülasyon pompalarının en önemli işlevi, radyasyon ile ısı iletim oranlarını arttırmaları ve daha derin ergiyik banyosuna olanak tanımalarıdır. Metal sirkülasyonunun olmadığı, sakin banyoya sahip fırınlarda ergimiş metal banyosunun yüzeyi ile tabanı arasında sıcaklık farkı vardır. Yanma gazları ve alev temasına açık banyo yüzeyi daha sıcak iken, taban daha soğuktur. Fırın tabanına göre yaklaşık olarak her santimetre için 1°C soğuma sözkonusudur. Karıştırma hareketi sayesinde banyo yüzey sıcaklığı düşerken, toplamda sıcaklık dağılımı homojen olur ve aynı zamanda alaşım elementlerinin ergimiş alüminyum içinde dağılımı kolaylaşır. Aynı zmanda banyo yüzey sıcaklığının düşmesi ile ısı iletimi artar, baca gazı sıcaklığı düşer ve yakıt verimliliği artar. Bu iyileşmeler ilave olarak curuf oluşumunun azalmasına ve refrakter aşınmalarının engellenmesine de katkı yapar. Metal sirkülasyon sistemleri ile ergitme hızı % 20 artarken, curuf oluşumu % oranında düşer.

66
Refrakter Kalitesi ve Uygulaması
Fırınlar için hem refrakter seçimi, uygulanması hem de refrakter bakımı fırın tasarımını olduğu kadar, ısıl ve enerji verimliliği içinde önem taşır. Dışarıdan soğuk hava girişine izin veren refrakter uygulaması sonucu hem yakıt tüketimi artar, hem de fırın içindeki sıcaklık dağılımı uniformluğunu kaybeder. Reverber tipli fırınlarda kesintili çalışma, her bir devreye alma sürecinde öncelikle refrakter yüzeylerin ısıtılması ihtiyacı nedeni ile tavsiye edilmez. Kapı tasarımı ve kapı izolasyonu da enerji verimliliği açısından önemlidir. Etkin iç basınç kontrolü ile fırın içine kaçak havanın girmesi engellenir.

67
İşletme koşulları Ergiyik yüzeyinin temizliği Isı transferinin arttırılmasının en kolay yolu transfer yüzeyinin temizliğidir. Ergitme fırınlarında ergiyik yüzeyini kağlayan curuf tabakasının temızlenmesi ısı transferini arttırır. Bununla birlikte indirekt ısıtmalı fırınlarda örneğin radyan tüplerin ya da elektriksel eleman yüzeylerinin temiz tutulması da benzer olumlu etkiyi yapar. Fırın yükleme ve ve işletme pratiği (şarj ve curuf alma mekanizasyonu, radyasyon kayıplarının önlenmesi) Fırın işletme verimliliği, yakıcı kapasitesi ve fırın tasarımına bağlı olarak, büyük ölçüde birim zamanda yapılan şarj miktarı ve şarjın fiziksel olarak fırın hacmi içindeki konumuna bağlıdır. Bunun yanında işletme pratiği, curuf alma pratiği ve proses kontrol ile parametrelerin izlenmesi de diğer önemli noktalardır. Şarj sırası ve miktarı ve yakıcı kontrolü enerji tasarrufu için önemlidir. Fırın işletmeciliği otomatik kontrol sistemleri ile desteklenirse, yani hava/yakıt oranı dinamik olarak kontrol edilebilirse, yakıcı optimum koşullarda çalışabilir ve fırın üretkenliği artarken, enerji tüketimi düşer. Şarjın ön-ısıtılması da hem işletme güvenliği hem de enerji tüketimi açısından önemlidir.
 Fırın işletme verimliliği, yakıcı kapasitesi ve fırın tasarımına bağlı olarak, büyük ölçüde birim zamanda yapılan şarj miktarı ve şarjın fiziksel olarak fırın hacmi içindeki konumuna bağlıdır. Bunun yanında işletme pratiği, curuf alma pratiği ve proses kontrol ile parametrelerin izlenmesi de diğer önemli noktalardır. Şarj sırası ve miktarı ve yakıcı kontrolü enerji tasarrufu için önemlidir. Fırın işletmeciliği otomatik kontrol sistemleri ile desteklenirse, yani hava/yakıt oranı dinamik olarak kontrol edilebilirse, yakıcı optimum koşullarda çalışabilir ve fırın üretkenliği artarken, enerji tüketimi düşer. Şarjın ön-ısıtılması da hem işletme güvenliği hem de enerji tüketimi açısından önemlidir.")
68
Şarjın ve curuf alma işlemlerinin mekanize edilmesi ile, toplam ergitme süresi kısalır ve böylece birim zamandaki ergitme oranı artar. Bu aynı zamanda daha az yakıt tüketimi ve daha az curuf oluşumu anlamına gelir. Aynı zamanda fırın bakım ve onarım masrafları da düşer. Duvar kayıpları, özellikle yüksek sıcaklıklarda çalışan fırınlarda, ısının bir bölümü, sürekli olarak fırın duvar, tavan ve tabanından kondüksiyon ile kaybolur. Radyasyon kayıpları, 530 °C’nin üzerinde çalışan bütün fırınlarda radyasyon kayıpları büyük oranda ısı kaybına neden olur. Hasar görmüş refrakter, zayıf izolasyon ve kapı açma-kapanma frekansının büyük olması radyasyon kayıplarının temel nedenidir.Kapak açma-kapatma işlemleri ile kaybolan ısı, şarj, numune alma ve curuf alma sırasındaki kapak açma-kapama işlemleri de önemli bir miktarda ısı kaybına neden olmaktadır. Bu işlemlerin insane gücü yerine mekanik olarak yapılması, işlem süresini kısaltarak aşırı ısı kaybını önler ve özellikle şarj sırasında fırın içinde dengeli bir yüklemeye yardımcı olarak ısı transferini de iyileştirir. Aynı zamanda refrakter astarın mekanik darbeler ile hasar görme riskini minimize eder.

69
Diğer bir önemli nokta da fırın tasarımı ve şarj malzemesine bağlı olarak fırının yüklenme süresi ve şeklidir. Fırının homojen bir şekilde yüklenmesı hem ısı transferini arttırır hem de birim zamandaki üretimi arttırır.

70
Proses kontrol sistemleri
Fırın içinde metal ve tavan sıcaklıklar ile fırın iç basıncının kontrolü, verimli bir ergitme işlemi için çok önemlidir. Böylece yanma parametreleri kontrol altına alınarak, enerji kaybı önlenir. Buna ek olarak belirli periyotlarda yapılacak olan baca gazı ölçümleri (baca gazındaki CO2 ve O2 ve baca gazı sıcaklığı) yanma tepkimelerinin kalitesi hakkında bilgi verecektir.
 yanma tepkimelerinin kalitesi hakkında bilgi verecektir.")
71
Külçe ergiten geleneksel Reverber fırında enerji dengesi
Egiren = Eçıkan E giren = Eyakıcı + Ekatı şarj + Eyanma havası Eçıkan = Eergimiş metal + Eatık gaz + Qkayıp + Qkayıp,rej = (Ekatı şarj + ΔEergimiş metal) + Eatık gaz + Qkayıp + Qkayıp,rej Geleneksel Reverber fırında; Eyanma havası = 0, Ekatı şarj = 0, Qkayıp,rej = 0
 + Eatık gaz + Qkayıp + Qkayıp,rej. Geleneksel Reverber fırında; Eyanma havası = 0, Ekatı şarj = 0, Qkayıp,rej = 0.")
72
Külçe ergiten, rejeneratif yakıcılı Reverber fırında enerji dengesi

73
Rejeneratörde enerji dengesi
Egiren = Eçıkan Egiren = Eyanma gazları 1 + Eyanma havası Eçıkan = Eısıtılmış yanma havası + Eatık gazlar 1 + Qkayıp, rejen Rejeneratörde enerji kaybı, Qloss, rejen = (Eyanma gazları 1 + Eyanma havası) – (Eısıtılmış yanma havası + Eatık gaz 1) Ekazanılan enerji (Qkazanılan) = Eısıtılmış yanma havası – Eyanma havası) Rejeneratör enerji verimi η = Ekazanılan enerji / Egiren enerji
 – (Eısıtılmış yanma havası + Eatık gaz 1) Ekazanılan enerji (Qkazanılan) = Eısıtılmış yanma havası – Eyanma havası) Rejeneratör enerji verimi η = Ekazanılan enerji / Egiren enerji.")
74
Külçe eriten rejeneratif yakıcılı Reverber fırında enerji akışı

75
Geleneksel külçe eriten Reverber fırında enerji akışı

76
Geleneksel Reverber (%) Rejeneratif yakıcılı Reverber (%)
Külçe ergiten bir geleneksel Reverber ve rejeneratif yakıcılı Reverber fırınları için energi akışlarının karşılaştırılması Enerji akışı Geleneksel Reverber (%) Rejeneratif yakıcılı Reverber (%) Doğal gaz 100 (100 birim) 100 (63 birim) Yanma havası Katı şarj Baca gazları ile taşınan kayıp enerji 53 24 Ergitme için harcanan enerji 10 16 Fırın enerji kayıpları 37 54 Rejeneratör enerji kayıpları 6 Önısıtılmış yakma havası 15 Yanma gazları 41 Rejeneratöre giden yanma gazları 33 Rejeneratörden çıkan yanma gazları 12
 Rejeneratif yakıcılı Reverber (%) Doğal gaz. 100 (100 birim) 100 (63 birim) Yanma havası. Katı şarj. Baca gazları ile taşınan kayıp enerji Ergitme için harcanan enerji Fırın enerji kayıpları Rejeneratör enerji kayıpları. 6. Önısıtılmış yakma havası. 15. Yanma gazları. 41. Rejeneratöre giden yanma gazları. 33. Rejeneratörden çıkan yanma gazları. 12.")
77
Fırın tiplerine göre ısıl verimliliklerinin karşılaştırılması
Ergitme fırın tipi Isıl verimlilik (%) Gaz ile çalışan pota fırını 7-19 Indüksiyon fırını 59-76 Elektrik ile çalışan Reverber Gaz ile çalışan Reverber 30-45 Döner fırın 35 Kule tipi fırın (stack melter) 40-45
 Gaz ile çalışan pota fırını Indüksiyon fırını Elektrik ile çalışan Reverber. Gaz ile çalışan Reverber Döner fırın. 35. Kule tipi fırın (stack melter)")
78
Enerji verimini arttırıcı önlemler
Önlem Isı transferinin iyileştirilmesi Baca gazı kayıplarının azaltılması Eş sıcaklık dağılımı Oksidasyon nedeniyle metal kaybı Verimlilik Fırın performansının iyileştirilmesiyle; Fırında depolanan ısı miktarının azaltılması Duvar kayıplarının azaltılması Kapı açma-kapama ve yükleme kayıplarının azaltılması Hava-yakıt oranının iyileştirilmesi Dışarıdan hava sızmasının önlenmesi İlave ekipman ve sistemler ile; Atık gaz gerikazanımı ile: Yanma havasının ısıtılması Şarjın ön-ısıtıması Oksijen ile zenginleştirilmiş hava kullanımı Proses kontrolün otomasyonu Sirkülasyon pompaları kullanımı Fırın yükleme ve curuf almanın mekanize edilmesi

Benzer bir sunumlar












>")






