Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
DÖKME DEMİRLER

2
Dökme demirler, sadece döküm yoluyla şekillendirilebilen Fe-C alaşımlarıdır. Döküm sektörünün en yüksek tonaja sahip ürünüdür. Genellikle, düşük maliyetli mühendislik uygulamalarında kullanılırlar. Ergitme ve dökümü kolaydır. Kalıp şeklini alabilme kabiliyeti yüksektir. Katılaşma sırasındaki büzülme sınırlıdır. Darbe direnci ve sünekliğin düşük olması yaygın kullanımını engellemektedir. Basma mukavemeti ve sertliği geniş bir aralıkta değişir. Genellikle talaşlı işlenebilirliği yüksektir. Uygun alaşımlama ile aşınma, abrazyon ve korozyon dirençleri geliştirilebilir. Titreşim sönümleme özelliği yüksektir.

3
Fe-C diyagramına göre dökme demirler % 2 - 6,7 aralığında karbon içerir.
Karbon gevrekliği artırdığından ticari uygulamalar için dökme demirin karbon içeriği max. % 4 ile sınırlıdır. Dökme demirlerin mikroyapısında sementit yerine grafit bulunur. Silisyum grafit oluşumunu teşvik eder. Dökme demirler Fe-C-Si alaşımı olarak kabul edilir (% C + % 0,5 - 3 Si). Dökme demirlerin kimyasal bileşim sınırları geniştir Ötektik reaksiyon: Sıvı Ostenit + Sementit (Metastable) Sıvı Ostenit + Grafit (Stable) Düşük soğuma hızı, yüksek C ve Si kararlı dönüşümü teşvik eder.
. Dökme demirlerin kimyasal bileşim sınırları geniştir. Ötektik reaksiyon: Sıvı Ostenit + Sementit (Metastable) Sıvı Ostenit + Grafit (Stable) Düşük soğuma hızı, yüksek C ve Si kararlı dönüşümü teşvik eder.")
4
Ötektoid reaksiyon: Yavaş Soğuma: Ostenit Ferrit + Grafit Düşük soğuma hızında (örneğin fırın içinde) ostenit ferrit ve grafite dönüşür. Bu işlem tavlama olarak isimlendirilir. Hızlı Soğuma: Ostenit Ferrit + Sementit Yüksek soğuma hızında (örneğin havada) ostenit perlite dönüşür Bu işlem normalizasyon olarak isimlendirilir. Bazı alaşım elementleri (ör % 0,05 Sn ve % 0,5 Cu) perlitik dönüşümü teşvik eder. Matris su verme + temperleme veya ostemperleme (beynitik yapı) işlemleri ilde değiştirilebilir.
 ostenit ferrit ve grafite dönüşür. Bu işlem tavlama olarak isimlendirilir. Hızlı Soğuma: Ostenit Ferrit + Sementit. Yüksek soğuma hızında (örneğin havada) ostenit perlite dönüşür Bu işlem normalizasyon olarak isimlendirilir. Bazı alaşım elementleri (ör % 0,05 Sn ve % 0,5 Cu) perlitik dönüşümü teşvik eder. Matris su verme + temperleme veya ostemperleme (beynitik yapı) işlemleri ilde değiştirilebilir.")
5
Dökme demirlerin matrisi;
Ferritik (yavaş soğutma), Perlitik (hızlı soğutma), Beynitik (ostempeleme) Martensitik (su verme + temperleme veya martemperleme) olabilir.
, Perlitik (hızlı soğutma), Beynitik (ostempeleme) Martensitik (su verme + temperleme veya martemperleme) olabilir.")
6
Isıl İşlemler Su verme ve temperleme Martemperleme
Ostemperleme Tavlama Normalizasyon Aşınma direncini geliştirme amaçıyla martensitik matris oluşturma Beynitik matris oluşturma Talaşlı işlenebilirliği geliştirmek amacıyla yüksek sıcaklıktan yavaş soğutma Yüksek sıcaklıktan havada soğutma ile matrisi perlit yaparak mukavemeti artırma

7
Silisyumun Etkisi Sementit yerine grafit oluşumunu teşvik eder Fe3C 3 Fe + C (grafit) Ötektik noktayı düşük C değerlerine kaydırır. Ceş = % C + 1/3 %Si Ceş = % 4,3 ötektik bileşim Ceş > % 4,3 ötektik üstü Ceş < % 4,3 ötektik altı Grafit morfolojsini belirler

8
(a) Gri Dökme Demir, (b) Beyaz Dökme Demir, (c) Temper Dökme Demir (d) Küresel Grafitli Dökme demir (e) Vermikular Grafitli Dökme Demir
 Gri Dökme Demir, (b) Beyaz Dökme Demir, (c) Temper Dökme Demir (d) Küresel Grafitli Dökme demir (e) Vermikular Grafitli Dökme Demir")
9
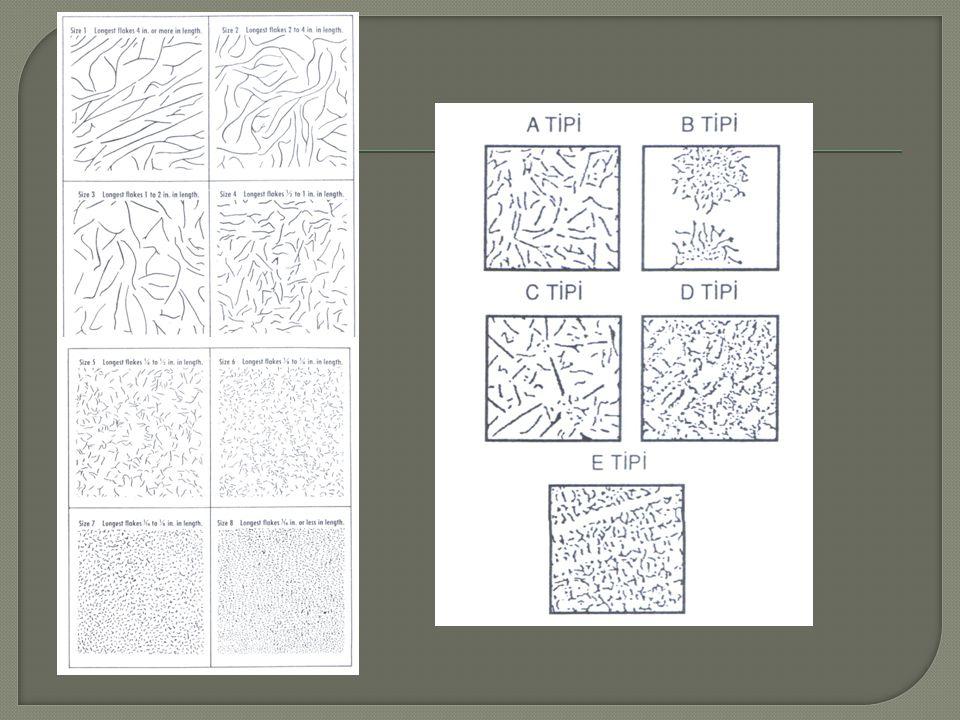
Grafit Morfolojisinin Kontrolu

10
Gri Dökme Demir En genel ve en ucuz dökme demir türdür.
Bileşiminde % 2,5 - 4 C ve %1 -3 Si bulunur. Katılaşmadan sonra içerdiği karbonun büyük bir kısmı grafit lamelleri bulunur. Mikroyapıda demir fosfor ötektiği olan steadit fazı da bulunabilir. Matris genellikle perlitik ve/veya ferritiktir. Kırık yüzeyi gri renktedir.

12
Özellikler Grafitin lamelerin çentik etkisi nedeniyle çekme mukavemeti ve kopma uzaması düşüktür (%1 'den az). Basma gerilmelerine karşı yüksek direnç gösterirler. Talaşlı işlemeye çok uygundur. Aşınma dirençleri ve titreşimleri sönümleme kapasitesi de yüksektir. TSE’ye göre DDL (dökme demir lamel grafitli) DIN’e göre GG (Gusseisen mit Lamellen graphit=Grauguss) işareti ile gösterilirler. DDL 10 = GG 10 = çekme mukavemeti 10 kg/mm². ASTM’ye göre gri dökme demir Class 20,30,40 vb şekilde sınıflara ayrılmıştır. Class 20 = çekme mukavemeti psi.
 DIN’e göre GG (Gusseisen mit Lamellen graphit=Grauguss) işareti ile gösterilirler. DDL 10 = GG 10 = çekme mukavemeti 10 kg/mm². ASTM’ye göre gri dökme demir Class 20,30,40 vb şekilde sınıflara ayrılmıştır. Class 20 = çekme mukavemeti psi.")
13
Beyaz Dökme Demir Bileşimlerinde genellikle % 1,8-3,6 C ve % 0,5-1,9 Si bulunur. Ceş’in düşük olması nedeniyle, karbon katılaşmadan sonra grafit yerine karbür oluşturur. Kırılma yüzeyi beyaz ve kristalin görünümdedir. Döküm halindeki mikroyapı genellikle perlitik matris içinde iri demir karbürler içermektedir. Krom ve molibden gibi alaşım elementlerinin ilavesi mikroyapıda alaşım karbürlerinin oluşmasını teşvik eder. Isıl işlemle matris yapısının martensite dönüştürerek sertliğini artırmak mümkündür. Yüksek sertliğe sahip olan beyaz dökme demirler yüksek abrasif aşınma direnci gerektiren mühendislik uygulamasında tercih edilir. Alaşım elementi ilavesi ile korozyon ve ısıl direnci geliştirilebilir.

14
Temper Dökme Demir Beyaz dökme demirin temperleme olarak tabir edilen ısıl işlemle mikroyapıdaki karbürlerin parçalanması sonucu rozet şekilli grafitlerin (temper karbon) oluştuğu dökme demir türüdür. 925°C’de sementit ostenit ve grafite ayrışır. Ferritik matris elde etmek için °C aralığında yavaş soğutma (5 -15°C/h) yapılmalıdır. Bu durumda ostenit ferrite dönüşürken fazla karbon grafit rozetlerine dogru yayınır. Havada soğutma perlitik yağda soğutma martensitik matris oluşturur.
 oluştuğu dökme demir türüdür. 925°C’de sementit ostenit ve grafite ayrışır. Ferritik matris elde etmek için °C aralığında yavaş soğutma (5 -15°C/h) yapılmalıdır. Bu durumda ostenit ferrite dönüşürken fazla karbon grafit rozetlerine dogru yayınır. Havada soğutma perlitik yağda soğutma martensitik matris oluşturur.")
15
Beyaz Dökme Demir Isıl İşlem Karbürizan ortam Dekarbürizan ortam Hızlı Soğutma Yavaş Soğutma Beyaz Temper Dökme Demir Siyah Temper Dökme Demir Perlitik Siyah Temper Dökme Demir

16
Ortası beyaz temper döküm daha çok Avrupa’da üretilmekte olup, beyaz dökme demirin oksitleyici ortamda tutulması ile ilde edilir. Ortası siyah temper döküm çoğuklukla Amerika’da üretilmekte olup, beyaz dökme demirin nötr bir ortamda temperlenmesi ile elde edilir. Temper dökme demirlerin mikroyapısında nispeten küresel küresel grafitlerin mevcudiyeti üstün mukavemet - süneklik kombinasyonu sağlar. Matrisin ferritik veya perlitik olması ısıl işlem koşullan ile ilgilidir.

17
TSE’ye göre Beyaz Temper Dökme Demir BTD Siyah Temper Dökme Demir STD işareti ile gösterilir. Takip eden sayılar kg/mm² cinsinden min çekme mukavemetini gösteriri. DIN göre yapılan sınıflandırmada Beyaz Dökme Demir GTW, Siyah Temper Dökme Demiri GTS işareti ile gösterilir. ASTM’ye göre siyah temper dökme demir sınıflandırması: 35.018: Ferritik, Akma Muk psi (min), %18 kopma uzaması (min) 53.004: Perlitik, Akma Muk psi (min), %4 kopma uzaması (min)
, %18 kopma uzaması (min) : Perlitik, Akma Muk psi (min), %4 kopma uzaması (min)")
18
Küresel Grafitli Dökme Demir
Mikroyapısında grafitin küresel morfolojide bulunduğu dökme demir türüdür. Grafitin küresel morfolojisi sıvı demirin % 0.07 oranında magnezyum veya seryum ile aşılanmasıyla elde edilir. Bileşimlerinde genellikle %3,0 – 4,0 karbon ve % 1,8 – 2,8 silisyum bulunur.

19
Küresel grafitli dökme demir üretimi için;
Öncelikle kükürt giderme yapılmalıdır (kükürt grafitin lameler morfolojide büyümesini teşvik eder). Sıvı demire magnezyum veya seryum ilave edilmelidir. Magnezyum, sıvı metaldeki kükürt ve oksijeni giderir ve grafitin küresel formda büyümesini sağlar
. Sıvı demire magnezyum veya seryum ilave edilmelidir. Magnezyum, sıvı metaldeki kükürt ve oksijeni giderir ve grafitin küresel formda büyümesini sağlar.")
20
Küresel Grafli DD Sıcak yırtılma yok Ferritik kalitenin üretimi pahalı Perlitik kalite dökülmüş halde elde edilir Tavlama süresi kısa Isıl işlemle kolay sertleşme, az çarpılma Temper DD Sıcak yırtılma var Ferritik kalitenin üretimi ucuz Perlitik kalite alaşımlama veya ısıl işlemle elde edilir Tavlama süresi uzun Çarpılma problemi olabilir TSE’ye göre DDK (Dökme demir küresel grafitli, DIN ‘e göre GGG simgesi ile gösterilirler. İzleyen sayılar min çekme mukavemetidir. ASTM’ye göre min çekme mukavemeti, akma mukavemeti ve kopma uzaması rakamları ile karakterize edilir. işaretli dökme demir; psi min çekme mukavemeti, psi akma mukavemeti % 18 uzamaya sahip küresel grafitli dökme demir

21
Özellikler Talaşlı işlenme kabiliyeti yüksektir. İşlenebilirliği eşdeğer sertlikteki gri dökme demirden daha iyidir. Grafitin küresel morfolojisi nedeniyle çeliklerle kıyaslanabilecek mertebede mukavemet ve tokluk değerlerine sahiptir. Korozyon direnci gri dökme demire eşit, karbon çeliğinden daha iyidir Döküm halinde ferritik ve/veya perlitik olan matriks yapısını ısıl işlemle martensite (su verme + temperleme veya martemperleme) ve beynite (ostemperleme) dönüştürmek mümkündür.
 ve beynite (ostemperleme) dönüştürmek mümkündür.")
22
Döküm Ostemper 365 C’de ostemperleme Akma Muk. (MPa) Çekme Muk.
Kopma Uz. (%) Sertlik (HV 5) Döküm 262 397 28 175 30 dak 816 1111 3 345 90 dak 790 1097 11 319 120 dak 778 1086 12 302 Ostemper
 Sertlik. (HV 5) Döküm dak dak dak Ostemper.")
23
Vermüküler Grafitli Dökme Demir
Sıvı demire, grafitin küreleşme için gerekli olandan daha az miktarda Mg,, Ce, Ti ilavesi ile üretilir. Kükürt miktarı %0,035’den az olmalıdır. Mikroyapısında grafitler yarı küresel morfolojidedir. Mekanik özelliklerin gri dökme demirle küresel grafitli dökme demir arasındadır. Gri dökme demirden daha yüksek mukavemete, tufal oluşum direncine ve ısı iletimine sahiptir. Matris ferritik veya perlitik olabilir. Ferritik Perlitik Çekme Mukavemeti (MPa) 365 440 Akma Mukavemeti (MPa) 260 305 Sertlik (BSD) 20C’de Darbe En. (joule) 7 3
 Akma Mukavemeti (MPa) Sertlik (BSD) C’de Darbe En. (joule)")
24
DÖKME DEMİRLERİN KAYNAĞI

25
Bileşimlerinde yüksek karbon bulunması nedeniyle dökme demirler kaynağı zor fakat imkansız olmayan bir metaldir. Kaynağın zor olmasının nedeni bileşiminde çeliklerin 10 katı kadar karbon bulunmasıdır. Bu nedenle dökme demirlerin kaynak işlemi, yerleşik prosedürlere göre özenle yapılmalıdır. Karbon içeriğinin düşük olması dökme demirin kaynak kabiliyetini artırır. Karbon içeriği yüksek olan dökme demirlerin çatlama riski yüksek sıcaklıklarda kaynak yapılarak azaltılabilir. Kaynak sonrası yavaş soğutma ile çatlama riski azaltılabilir.

26
Ön Isıtmanın Faydaları:
Yağ, gres, çözücüler ve diğer kirlilikleri uzaklaştırmak Kaynak metalinin ve dökme demirin ergimesini kolaylaştırmak Kaynak bölgesinde sertlik ve gevrekliği azaltmak Kaynak bölgesinde sıcaklık gradyantlerinin neden olduğu çatlama riskini ve artık gerilmeleri azaltmak Distorsiyonla ilgili problemleri en aza indirmek Kaynak bölgesinin talaşlı işlenmesini kolaylaştırmak Ön Isıtma Durumuna Göre Dökme Demir Kaynağın Sınıflandırılaması Soğuk Kaynak (ön ısıtma yok) Sıcak Kaynak (ön ısıtma sıcaklığı °C) Yarı Sıcak Kaynak (ön ısıtma sıcaklığı °C)
 Sıcak Kaynak (ön ısıtma sıcaklığı °C) Yarı Sıcak Kaynak (ön ısıtma sıcaklığı °C)")
27
Dökme demirin mikroyapısında perlit, sementit, martensit bulunması çatlama riskini artırır.
Ferritik matrisli dökme demirlerde daha düşük kalıntı gerilme oluşur ve daha kolay kaynak yapılabilir. Grafitin küresel morfolojide olması daha iyi kaynak yapılmasını sağlar. Kaynak bölgesindeki gerilmeleri azaltacak dizayn ile çatlama riski azaltılabilir.

28
Metalurjik Dönüşümler
Kaynak Metali Mikroyapıda bulunan grafit, sıvılaşmış kaynak metalinde sementit oluşturabilir. Sementit düşük soğuma hızlarında grafite dönüşebilirken yüksek soğuma hızlarında yapıda kalabilir. Bu durumda kaynak metalinin mikroyapısı martensit + sementit’den oluşur. Bu yapı, sert, gevrek, yüksek çatlama hassasiyetine sahip ve talaşlı işlenmesi güç bir yapıdır. Kaynak metalindeki soğuma her tarafta eşit olmazsa (düzensiz olursa), hızlı soğuyan yerlerde demirkarbür, grafit lamelleri ve yüksek karbonlu mikroyapının karışımından oluşan “sert noktalar” meydana gelir. ITAB Kaynak işlemi sırasında kaynak metaline komşu bölgeler yüksek sıcaklıklara ısındıktan sonra hızla soğur. Bu durumda ITAB ‘da karbür çökelmesi ve martensit oluşumu söz konusudur. ITAB’ın çok sert ve gevrektir. Isıl gerilmeler nedeniyle çatlama riski yüksektir.
, hızlı soğuyan yerlerde demirkarbür, grafit lamelleri ve yüksek karbonlu mikroyapının karışımından oluşan sert noktalar meydana gelir. ITAB. Kaynak işlemi sırasında kaynak metaline komşu bölgeler yüksek sıcaklıklara ısındıktan sonra hızla soğur. Bu durumda ITAB ‘da karbür çökelmesi ve martensit oluşumu söz konusudur. ITAB’ın çok sert ve gevrektir. Isıl gerilmeler nedeniyle çatlama riski yüksektir.")
29
Dökme demirlere uygulanan kaynağın amacı:
Birleştirme Tamirat (Döküm hataları, İşleme, aşınma, kırılma vb) Dökme demirlere uygulanan kaynak yöntemleri Döküm kaynağı Termit ergitme kaynağı Gaz ergitme kaynağı Ark kaynağı
 Dökme demirlere uygulanan kaynak yöntemleri. Döküm kaynağı. Termit ergitme kaynağı. Gaz ergitme kaynağı. Ark kaynağı.")
30
Döküm Kaynağı En eski kaynak yöntemidir. Dökümhanelerde veya ergitme fırını olan işletmelerde yapılabilir. Diğer yöntemlere göre pahalıdır. Günümüzde kullanımı sınırlıdır. Kaynak için önce parçanın kırılan kısmına uygun kalıp hazırlanır ve kırık yüzeyini içine alacak şekilde parçaya oturtulur. Sıvı dökme demir ( °C) kalıba dökülür ve parça yavaş soğumaya terk edilir. Çatlama riskini azaltmak için parça parça ön ısıtmaya ( °C) tabi tutulmalıdır.
 kalıba dökülür ve parça yavaş soğumaya terk edilir. Çatlama riskini azaltmak için parça parça ön ısıtmaya ( °C) tabi tutulmalıdır.")
31
Termit Kaynağı Bu kaynağın esası aluminyumun oksijene karşı olan aşırı ilgisine dayanır. Termit demir oksitle aluminyumun karışımından ibaret bir tozdur. Bu karışım 1200°C’de tutuşur. Tutuşma maddesi, baryum peroksit, aluminyum tozu ve magnezyum talaşıdır. Tutuşmayı müteakip 3000°C sıcaklık elde edilir. Termit potasındaki ergimiş metal kaynak yapılacak parçanın yerleştirildiği kalıba dökülür. Kaynağı müteakip parça yavaş soğumaya terk edilir. Çatlama riskini azaltmak için ön ısıtma yapılmalıdır.

32
Gaz Ergitme Kaynağı Bu kaynak metodunda kaynak ısısını, yakıcı (oksijen) ve yanıcı gaz (asetilen, havagazı, propan vs) karışımının oluşturduğu alev sağlar. Oksi-asetilen kaynağı en ekonomik ve alev sıcaklığı 3000°C mertebesindedir. Asetilen (C2H2) / Oksijen (O2) < 1 ise oksitleyici alev Asetilen (C2H2) / Oksijen (O2) >1 ise karbonlayıcı alev Asetilen (C2H2) / Oksijen (O2) = 1 ise nötr alev
 ve yanıcı gaz (asetilen, havagazı, propan vs) karışımının oluşturduğu alev sağlar. Oksi-asetilen kaynağı en ekonomik ve alev sıcaklığı 3000°C mertebesindedir. Asetilen (C2H2) / Oksijen (O2) < 1 ise oksitleyici alev. Asetilen (C2H2) / Oksijen (O2) >1 ise karbonlayıcı alev. Asetilen (C2H2) / Oksijen (O2) = 1 ise nötr alev.")
33
Dökme Demirlerin Oksi-asetilen Kaynağı:
Isıl gerilmelerin yüksek olmayacağı parçalar (dişliler, dişli çarklar) için soğuk kaynak tercih edilir. Büyük ve kalın kesitli parçalar için sıcak kaynak tercih edilir. Gerek ön ısıtma ve gerekse kaynak ısısı etkisi ile dökme demire çok yüksek ısı girişi olduğundan çarpılma ve çatlamaya sebebiyet verme eğilimi yüksektir. Bu nedenle genellikle tamir amaçlı uygulanır. Temper dökme demire uygulanması diğer dökme demirlere göre daha problemlidir.
 için soğuk kaynak tercih edilir. Büyük ve kalın kesitli parçalar için sıcak kaynak tercih edilir. Gerek ön ısıtma ve gerekse kaynak ısısı etkisi ile dökme demire çok yüksek ısı girişi olduğundan çarpılma ve çatlamaya sebebiyet verme eğilimi yüksektir. Bu nedenle genellikle tamir amaçlı uygulanır. Temper dökme demire uygulanması diğer dökme demirlere göre daha problemlidir.")
34
Tamir amaçlı kaynakta önce yüzeyler hazırlanır
Tamir amaçlı kaynakta önce yüzeyler hazırlanır. Kaynak genellikle yatay pozisyonda olur. Sıvı metal çok akıcı olduğundan metalin birleşmenin köküne girmesini sınırlamak için alta bir grafit plaka konur. Dökme demirin kaynağında da çeliğin kaynağında kullanılan ekipmanlar kullanılabilir. Üflece gelen asetilen oksijenden daha fazla olmalıdır. Oksijen fazlası kaynak dikişini gözenekli hale getirir. Dolgu metali (ilave metal) olarak daire , kare veya dikdörgen kesitli çıplak dökme demir (%3-3,6 C, %3-3,8 Si, %0,5-0,8 Mn, % 0,6max P, %0,1max S) çubuklar kullanılır. Dökme demir kaynak çubuğu ana metal ile mükemmel bir renk uyumu sağlar. Çubuk çapı kaynak edilecek parçanın kalınlığına bağlıdır. Kaynak yeri muhtelif kalınlıkta ise önce kalın kesitler kaynak yapılır. İyi bir kaynak için et kalınlığı 40 mm’den az olmalıdır.
 olarak daire , kare veya dikdörgen kesitli çıplak dökme demir (%3-3,6 C, %3-3,8 Si, %0,5-0,8 Mn, % 0,6max P, %0,1max S) çubuklar kullanılır. Dökme demir kaynak çubuğu ana metal ile mükemmel bir renk uyumu sağlar. Çubuk çapı kaynak edilecek parçanın kalınlığına bağlıdır. Kaynak yeri muhtelif kalınlıkta ise önce kalın kesitler kaynak yapılır. İyi bir kaynak için et kalınlığı 40 mm’den az olmalıdır.")
35
Gri dökme demir kaynağında gri dökme demir AWS Type RCI veya RCI-A kullanılır. RCI-A çubuklar RCI ya göre az miktarda Mg ve Ni içerirler ve kaynak metalinin sertliğini artırırlar. Bir miktar Ce içeren RCI-B tipi çubuk ise katılaşma sırasında grafitin aglomerasyonunu önler ve kaynak metalinin daha yumuşak olmasını sağlar. Kaynak çubuğuna P ilavesi ile akışkanlık artırılır. Cr ve Mo ilavesi kaynak metali sertliğini artırır. Dökme demirin oksi-asetilen kaynağında, sıvı kaynak metalinde oksidi çözmek, akışkanlığını artırmak ve curuf oluşturmak amacıyla flaksa (dekapan) ihtiyaç vardır. Fluks soda külü, boraks veya borik asit ve diğer bileşiklerden ibaret olup, curufun kaynak dikişinden kolay ayrılmasını sağlar. Önflakslı kaynak çubukları ticari olarak üretilmekte ise yaygın uygulama kaynak çubuğunu flaksa daldırdıktan sonra kaynak yapmaktır.
 ihtiyaç vardır. Fluks soda külü, boraks veya borik asit ve diğer bileşiklerden ibaret olup, curufun kaynak dikişinden kolay ayrılmasını sağlar. Önflakslı kaynak çubukları ticari olarak üretilmekte ise yaygın uygulama kaynak çubuğunu flaksa daldırdıktan sonra kaynak yapmaktır.")
36
Kaynak işleminden önce parça 500-600°C ısıtılır
Kaynak işleminden önce parça °C ısıtılır. İnce kesitli parçaların ön ısıtma sıcaklığı düşük tutulur. Ön ısıtma parçanın tamamına uygulanmalıdır. Kaynak metali küçük tutulmalıdır (1/8 inch’den az) Kaynak sırasında kaynak çubuğu hareket ettirilerek curufun yüzeye çıkması sağlanmalıdır. Çok pasolu kaynaklarda da kaynak işlemi °C’de yapılmalıdır. Kaynak tamamlandıktan sonra soğumanın çok düşük hızda olması sağlanmalıdır. Gerilme giderme tavlaması faydalıdır. Gri dökme demirler için önerilen kaynak sonrası ısıl işlem şöyledir; Kaynak sonrası parça hemen °C’deki fırına yerleştirilir ve 900°C’ye ısıtılır. Bu sıcaklıkta 2-4 saat tutulduktan sonra 700°C’ye soğutulur ve bu sıcaklıkta beş saat bekletilip, fırın içinde 600°C’ye soğutulur. Sonra fırından çıkarılır ve durgun havada oda sıcaklığına soğuması sağlanır.
 Kaynak sırasında kaynak çubuğu hareket ettirilerek curufun yüzeye çıkması sağlanmalıdır. Çok pasolu kaynaklarda da kaynak işlemi °C’de yapılmalıdır. Kaynak tamamlandıktan sonra soğumanın çok düşük hızda olması sağlanmalıdır. Gerilme giderme tavlaması faydalıdır. Gri dökme demirler için önerilen kaynak sonrası ısıl işlem şöyledir; Kaynak sonrası parça hemen °C’deki fırına yerleştirilir ve 900°C’ye ısıtılır. Bu sıcaklıkta 2-4 saat tutulduktan sonra 700°C’ye soğutulur ve bu sıcaklıkta beş saat bekletilip, fırın içinde 600°C’ye soğutulur. Sonra fırından çıkarılır ve durgun havada oda sıcaklığına soğuması sağlanır.")
37
Ark Kaynağı: Isı kaynağı, birleştirilecek parçaların yüzeylerini bölgesel olarak ergiten, elektrik arkıdır. Genellikle manuel, gaz metal ve özlü elektrod ark kaynak yöntemleri kullanılmaktadır. Kaynak Ön ısıtmaksızın (soğuk kaynak) °C’ye ön ısıtarak (sıcak kaynak) °C’ye ön ısıtarak (yarı sıcak kaynak)
 °C’ye ön ısıtarak (sıcak kaynak) °C’ye ön ısıtarak (yarı sıcak kaynak)")
38
Dökme Demirin Ark Kaynağında Kullanılan Elektrodlar
Elektrod türü Uygulama AWS sınıfı Karbon çeliği Manuel kaynak için örtülü elektrod ESt, E7018 Gaz metal ark kaynağı için çıplak elektrod E70S-2 %93 Nikel ERNi-1 %95 Nikel ENi-CI, ENi-CI-A 53Ni-Fe ENiFe-CI 53Ni-45Fe Gaz metal ark kaynağı için özlü elektrod 55Ni-40Cu-4Fe ENiCu-A 65 Ni-30Cu-4Fe ENiCu-B Bakır - Kalay ECuSn-A ERCuSn-A Bakır-Aluminyum ECuAl-A2 ERCuAl-A2

39
Nikelli Elektrodlar: Dökme demirin ark kaynağında saf Ni, Ni-Fe, Ni-Cu-Fe alaşımları kullanılır. Nikelli elektrotların oluşturduğu kaynak metalinde çözünürlük sınırının çok üstünde karbon bulunur. Kaynak metali soğurken ve katılaşırken, fazla karbon çözeltiden dışarı itilir ve grafit olarak çökelir. Bu proses, katışama sırasında kaynak metalinin hacmini genişleterek büzülmeyi engeller. Böylece kaynak dikişinde ve ITAB’da kaliıntı gerilmeyi azaltır. Nikel güçlü bir kaynak bağı oluşturmak için daha az ısı gerektirir. Bu durum, kaynak dikişinde ve ITAB’da karbür oluşumunun önüne geçer. Gaz metal ark kaynağında özellikle ENi-CI ve ENiFe-CI kullanılmaktadır. ENi-CI elektrod ENiFe-CI elektroda göre daha düşük kaynak dikişi sertliğine sebep olur. Bu durum talaşlı işleme açısından önemlidir. Çok pasolu, yüksek mukavemet ve süneklik beklenen kaynak dikişlerinde, yüksek fosforlu ve sıcak yırtılma eğilimi yüksek dökme demirlerde, kalıntı gerilmenin yüksek olmasının beklendiği durumlarda ENiFe-CI elektrod kullanılır. Bu elektrodla dökme demirlerin, çeliğe, paslanmaz çeliğe ve nikel alaşımına kaynağı yapılabilir. Örtülü elektrod olarak Ni-Cu-Fe kullanılmaktadır. Bu elektrodların oluşturduğu kaynak metalinin çatlama riski yüksektir.

40
Çelik Elektrodlar E7018 ve ESt tipi elektrodlar talaşlı işlemenin ön planda tutulmadığı renk uyumunun önem taşıdığı tamirat işlemleri için tercih edilirler. Ferritik matrisli küresel veya temper dökme demirlerin çeliğe kaynağında kullanılır. Ancak sıvı çelik kaynak metalinin katılaşma sırasında dökme demirden daha fazla büzülmesi kaynak arayüzeyinde kalıntı gerilme oluşturur. Kaynak bölgesinin çekme veya eğilmeye zorlanmayacağı uygulamalarda çelik elekrod kullanımı sınırlıdır. Bakır Elektodlar Kaynak metalinin yumuşak olması nedeniyle, soğuma sırasında kalıntı gerilme ve çatlak oluşumunu engeller. Dökme demir kaynağında iki tip (Cu-Sn ve Cu-Al) kullanılmaktadır. Cu-Al elektrodun oluşturduğu kaynak dikişi, Cu-sn’nin oluşturduğu kaynak dikişinden iki kat daha yüksek sertliktedir.
 kullanılmaktadır. Cu-Al elektrodun oluşturduğu kaynak dikişi, Cu-sn’nin oluşturduğu kaynak dikişinden iki kat daha yüksek sertliktedir.")
41
Ark Kaynak Prosedürü Kaynak tercihan nikelli elektrodlla yapılmalıdır. Özellike soğuk kaynak yapılacaksa mümkün olduğu kadar ince elektrod kullanılmalıdır. Kaynak ağzı geniş olmalı, kalın kesitler çift V veya U kaynak ağzı ile iki taraftan kaynaklanmalıdır. Kaynak dikişinin genişliği elektrod çapının üç katından fazla olmamalıdır. Kaynak bölgesi temizlenmelidir. Gres, yağ, boya, yüzey pastelleri ve talaşlı işleme yağlarının tümü, dökme demirini yüzey gözeneklerine nüfuz eder ve kirletir. Bu kirlilikler, döküm yüzeyi kaynak sıcaklığına ısıtıldığında gaza dönüşür ve kaynak metalinin içinde gaz kabarcıkları oluşturabilir. Ark doğrudan döküm parça üzerinde oluşturulmamalıdır. Bu durum “Elmas Noktası” olarak adlandırılan sert, gevrek bir nokta oluşur. Ark kaynak yerine komşu küçük bir çelik levha üzerinde başlatıldıktan sonra kaynak yapılacak dökme demir parça üzerine getirilmelidir.

42
5. Akım düşük ve kaynak dikişi (elektrod çapının 4 katından az) kısa tutularak ısı girişi sınırlandırılmalıdır. Düşük kaynak ısısı ile dökme demirin ergitilmesi kaynak bölgesindeki gevrekleşmeyi en aza indirir. 6. Her zaman gerekli olmasa da ön ısıtma yapılmalıdır. Önısıtma kaynak sonrası üniform ve yavaş soğumayı sağlayacak, ITAB’ın martensite dönüşümünü engelleyecektir. Hızlı soğuma kaynak bölgesini sert, gevrek, çatlamaya hassas ve çok zor talaşlı işlenebilen duruma getirir. Ön ısıtma sıcaklığı dökme demirin çatlama hassasiyetinin arttığı (mavi gevreklik) sıcaklık aralığında ( °C) yapılmamalıdır. Ön tavlama sıcaklığı °C’de yapılırsa buna yarı sıcak kaynak denir. 7. Kaynak dikişi yuvarlak uçlu bir çekiçle hafifçe dövülmelidir. Bu işlemin amacı kaynak dikişinin tane yapısını inceltmek ve oluşabilecek kalıntı gerilmelerin seviyesini düşürmektir. Soğuk kaynak işleminde asla çekiçlenme yapılmamalıdır.
 sıcaklık aralığında ( °C) yapılmamalıdır. Ön tavlama sıcaklığı °C’de yapılırsa buna yarı sıcak kaynak denir. 7. Kaynak dikişi yuvarlak uçlu bir çekiçle hafifçe dövülmelidir. Bu işlemin amacı kaynak dikişinin tane yapısını inceltmek ve oluşabilecek kalıntı gerilmelerin seviyesini düşürmektir. Soğuk kaynak işleminde asla çekiçlenme yapılmamalıdır.")
43
8. Dökme demirlerin kaynağında en az iki paso kaynak dikişi tavsiye edilir. Tampon Paso olarak adlandırılan ilk paso, soğuma hızından ve yüzey kirliliklerinden etkilenir. İlk pasoda aşırı gözeneklilik varsa, kaynak metali kaba şekilde taşlanır; böylece sonraki paso, döküm yüzeyindeki son pasonun altında kalır. Son pasonun hiçbir gözenek içermemesi gerekir. Gözeneklilik, kaynağın ilk pasosunda genellikle gözle görülür. Bazen Temper Paso olarak adlandırılan ikinci paso, seçilen kaynak alaşımının özelliklerini daha iyi ortaya koyacaktır. 9. Özellikle 40 mm’den kalın kesite sahip dökme demirler kaynak bağını güçlendirmek için saplama yapılması çok sık kullanılmaktadır. Kaynak ağzı açısı 60°’den büyük olur. Saplama olarak diş çekilmiş çelik çubuklar kullanılmaktadır. En küçük efektif saplama çapı 10 mm’dir. Saplamalar, ITAB’ı tamamen geçecek ve esas metale en az 20 mm nüfuz etmeye yetecek uzunlukta olmalıdır.

44
Temper Dökme Demir Kaynağı
Sıcak kaynak yönteminde parçaya işlemden önce °’lik bir ön ısıtma uygulanır ve kaynak sonrası parça yavaş soğumaya bırakılır. Bu dökme demirlere kaynak temperleme ısıl işlemi öncesinde yapılırsa kaynak dikişi temperleme ısıl işlemi sonrasında istenen özelliği kazanır. Temperleme ısıl işlemi sonrasında yapılan kaynak, sementit çökelmesi sonucunda kaynak bölgesinde aşırı sertlik ve kırılganlığa sebebiyet verebilir.

Benzer bir sunumlar








>")

 ostenit içinde karbon difüzyonu ve düşük sıcaklıklarda (≈ 750 oC) ferrit içinde mangan difüzyonu sonucu.>")








